
Ремонт седел клапанов уаз
Обновлено: 15.05.2024
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Ремонт седел и направляющих втулок клапанов УАЗ-469, УАЗ-31512, 31514
Фаски седел клапанов УАЗ-469, УАЗ-31512, 31514 шлифуют под углом 45° соосно отверстию во втулке. Ширина фаски должна быть в пределах 1,6--2,4 мм. Изношенные седла заменяют новыми.
Выпускаемые в запасные части седла клапанов УАЗ-469, УАЗ-31512, 31514 имеют увеличенный на 0,25 мм наружный диаметр по сравнению с диаметром седел, устанавливаемых на заводе. Изношенные седла вырезают из головки при помощи зенкера, изготовленного из твердого сплава. После удаления седла гнездо в головке блока УАЗ-469, УАЗ-31512, 31514 растачивают до диаметров 38,75+0'05 мм для выпускного и 47,25+0'025 мм для впускного клапанов. Перед запрессовкой седел головку нагревают до температуры 170° С, а седла охлаждают в сухом льду.
После остывания головка плотно охватывает седла. Для увеличения прочности посадки седел их зачеканивают по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем седла шлифуют до требуемых размеров и притирают.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливают только после замены клапана и его втулки.
В запасные части клапаны УАЗ-469, УАЗ-31512, 31514 выпускают только номинальных размеров, а направляющие втулки с уменьшенным на 0,3 мм внутренним диаметром для развертывания их под окончательный размер после запрессовки в головку цилиндров.
Новую втулку запрессовывают со стороны коромысел при помощи выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку рекомендуется нагреть до температуры 170° С, а втулку охладить сухим льдом.
После замены втулок клапанов УАЗ-469, УАЗ-31512, 31514 седла шлифуют (базируясь на отверстия во втулках) и затем притирают к ним клапаны. После окончательной обработки и промывки втулки пропитывают маслом. Замену клапанных пружин выполняют в том случае, если они разрушились или уменьшилась их упругость. Упругость клапанных пружин проверяют при разборке клапанного механизма.
Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис.68. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.

рис.68. Притирка клапанов
Для ускорения притирки используйте притирочную насту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа P-108 или ОПР-1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30' к рабочей поверхности шлифовального камня. Уменьшение на 30' угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана-не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6-2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис.69. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,025 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки-с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9-0,075-0,050 мм, выпускного 9-0,095-0,075 мм следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050-0,097 мм и 0,075-0,117 мм.
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис.70.
рис.70. Выколотка втулок клапанов: А-указанную поверхность закалите
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов-металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоиднографитного препарата и трех частей моторного масла.
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
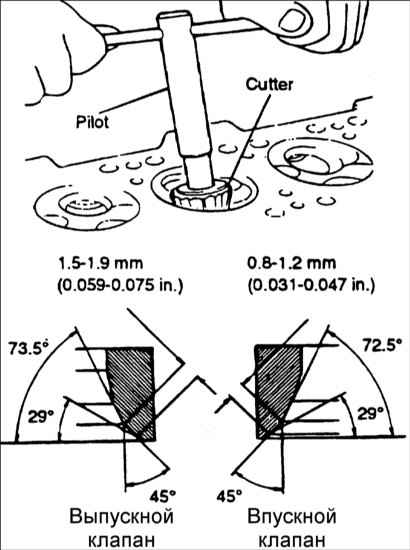
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
УАЗ Patriot INSURGENT › Бортжурнал › Ремонт ГБЦ. Прирезка седел клапанов.
После вскрытия двигателя в поисках потери 3-х очков компрессии во втором цилиндре, стало понятно, что герметичность клапанов не удовлетворительная.
Пробовал притереть, стало лучше, но всеравно текут, фаска где-то толстая, где-то вообще нет. Решил что пара дней на метро до работы это лучше, чем собирать бошку в нерабочем состоянии.
Для прирезки седел купил Черкасский набор.
На первый же оборот повредил лезвия. Они просто скололись.
Стало понятно, что работать надо ОЧЕНЬ аккуратно и деликатно, больше подобных проблем не повторялось, после прирезке 4-х седел, лезвия как новые. Переставил с 15 градусной насадки, которую не использую.
Так как это мой первый опыт ремонта ГБЦ, на 4 клапана ушло 3 часа времени, много раз все проверялось, и прирезалось по чуть-чуть, чтобы не перестараться.
На втором проблемном цилиндре, седла были просто прямые. под 45 градусов, без малейшего намека на фаску. И это выпуск, который по мануалу новый должен быть прирезан (впуск без фаски, новый, по мануалу).
Фаску навел, притер (хоть этого и не требуется, вроде как седла порошковые и абразив забивается, делая только хуже). Все отлично, не потеют.
Но есть одна проблема, один из клапанов второго цилиндра сильно утоплен в седло и выпирает в гидрик на 1мм длиннее предельно допустимого значения, что приведет к его "недозакрытию" :( Вероятно это и было причиной пониженной компрессии в 2-ом цилиндре.
Вот думаю что делать с сильно "утопленным" клапанном. Наверное подточу ему ножку на 1мм, не менять же из-за этого седло.
+видать пока крутил головку без стенда, что-то под нее попало и поцарапалась поверхность, не глубоко, вот думаю повод-ли это тащить ее на шлифовку.
УАЗ Patriot 2013, двигатель бензиновый 2.7 л., 128 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже

УАЗ Патриот, 2008

УАЗ Патриот, 2011

УАЗ Патриот, 2015

УАЗ Патриот, 2014
Комментарии 13
шлифовать гбц не надо лучше фрезеровать на большой подаче т.к. при шлифовке нет рельефной поверхности
Торцани клапан и все дела! Молодца отличную работу провел! Всегда считал, что лучше чем сам никто не сделает!
на металл буду ставить, штатный вариант так сказать. Рискну, соберу так, если пробьет геморой конечно, но сейчас искать где шлифовать и везти туда тоже геморойно, второй машины нет.
Вам хочется одну и туже работу делать дважды?
Я привык делать один раз и на всегда (если возможно), пусть даже если и дольше, но качественнее будет!
В данном случае дедлайн не позволяет, неделю проживет, уже не зря будет :) Я так понимаю максимум прокладку пробьет, ее махнуть если что не так геморойно.
Ремонт седел клапанов уаз
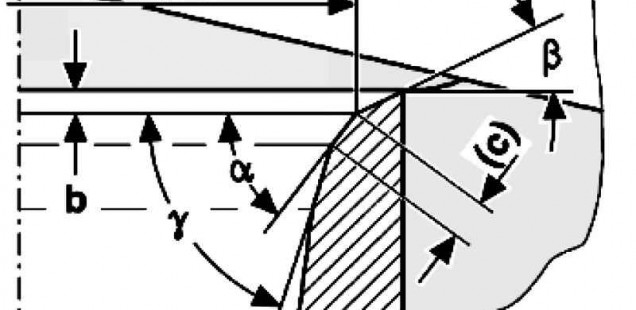
А - верхняя вспомогательная фаска
В - рабочая фаска
С - нижняя вспомогательная фаска
D - диаметр тарелки клапана
d - диаметр стебля клапана
Начнем с главного. Первое, что требуется от сопряжения 'седло-клапан' - обеспечение герметичности в течение всего срока службы двигателя. На седле для этого выполняется специальная фаска, называемая рабочей (см. рисунок). Для того, чтобы нормально функционировать, ей необходимо иметь минимальную ширину, т.к. для обеспечения герметичности важна не столько площадь контактирующих поверхностей, сколько требуемое удельное давление в сопряжении. С другой стороны, по этой фаске отводится значительная часть тепла от самого клапана, а значит, она должна быть как можно шире. Для примирения этих противоречий необходимо соблюдать требования завода-изготовителя. В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.
Вспомогательные фаски на седле необходимы для обеспечения требуемых диаметра и ширины рабочей фаски.
Рабочая поверхность седел клапанов после длительной эксплуатации изнашиваются и ее форма становится отличной от конуса. При перегреве двигателя на седле могут возникнуть раковины, прогары.
Качественно можно восстановить седло только методом фрезерования, при котором базирование фрезы происходит по оси втулки. Перед восстановлением седла в обязательном порядке необходимо восстановить втулку, но не наоборот. При нарушении последовательности ось втулки уйдет, и добиться герметичного соединения будет весьма трудно.
Соосность втулки и фрезы достигается тем, что в нее вставляется так называемый 'пилот'. 'Пилот' - это стебель, имеющий очень слабую конусность в посадочной под втулку части и зазор около 5 мкм в сопряжении "пилота" и фрезы. Другой тип "пилота" с разжимной цангой более универсален. Его можно использовать в широком диапазоне диаметров втулок данного типоразмера. Особое внимание при работе следует уделять тому факту, что "пилот" имеет не идеальную жестокость. При обработке очень твердых седел это проявляется весьма заметно, поэтому, вопреки здравому смыслу, при обработке твердых седел следует уменьшать давление при резании.
Теперь перейдем от теории к практике, от рассуждений к ремонту седел клапанов с помощью американского инструмента NEWAY.
Установите головку блока таким образом, чтобы ось втулки была вертикальна, а седло располагалось наверху.
ВОССТАНОВЛЕНИЕ НАПРАВЛЯЮЩИХ ВТУЛОК
Направляющая втулка является базой, основой ресурса работы пары 'седло - тарелка клапана'.
Если головка блока цилиндров сделана из чугуна, то зачастую седла клапанов и направляющие втулки клапанов составляют единое целое с головкой блока. Такие головки блока цилиндров используют на некоторых двигателях фирм OPEL, FORD и др. Но технологический процесс производства чугунных головок сложен, требует дорогостоящего оборудования, поэтому большинство головок блоков производят из алюминиевых сплавов. При их производстве направляющие втулки и седла клапанов изготавливаются отдельно, а затем запрессовываются в свои посадочные места в головке блока. Направляющие втулки изготавливаются из износостойких материалов с достаточно хорошей теплопроводностью. К ним относятся специальный чугун, металлокерамика, бронза и латунь специальных марок. Более высокой теплопроводностью характеризуются бронза и латунь, поэтому их и применяют на большинстве форсированных двигателей AUDI, BMW, VW и многие другие фирмы.
Для фиксации втулки в головке блока цилиндров по высоте на ее наружной поверхности имеется опорный буртик. Иногда используется разрезное опорное кольцо. Если втулка гладкая, то ее установка в головку производится с помощью дистанционной втулки или специальной оправки
Направляющие втулки впускных клапанов не слишком выступают во впускном канале, чтобы не повышать его аэродинамическое сопротивление. Направляющие же втулки выпускных клапанов, наоборот, закрывают стебель клапана на возможно большую длину для защиты от раскаленных отработанных газов и лучшего теплоотвода от стебля выпускного клапана.
Для обеспечения соосности седла и тарелки клапана направляющая втулка должна быть выполнена с высокой точностью. Кроме того, наружная поверхность втулки, запрессовываемая в головку блока, для лучшего теплоотвода обработана с высокой степенью чистоты поверхности и не должна иметь рисок и царапин. За счет этого увеличивается передача тепла от втулки к головке блока.
Основным дефектом направляющих втулок обычно является повышенный износ внутренней поверхности, вызванный длительной (не менее 150-200 тыс. км пробега) эксплуатацией двигателя. Однако, применение некачественных масел и изменение геометрии толкателей может привести к сокращению ресурса втулок. Длительная работа двигателя с повышенными тепловыми зазорами в клапанном механизме вызывает неравномерный износ направляющей втулки из-за повышенных боковых нагрузок на стебель и ухудшения вращения клапана.
Увеличенный зазор в паре 'стебель клапана - втулка' вызывает повышенный расход масла, т.к. маслосъемный колпачок не может удерживать масло при повышенных угловых перемещениях стебля клапана. Это провоцирует рост нагарообразования на клапанах и поверхностях деталей, ограничивающих камеру сгорания, увеличивает токсичность отработавших газов, а также может привести к преждевременному выходу из строя каталитического нейтрализатора отработавших газов.
Поэтому при ремонте двигателя надо уделить должное внимание головке блока. Иногда бывает так, что в потере компрессии, к чести двигателя, виновата только его верхняя часть - 'голова'. Очень полезно проверить зазор между направляющей втулкой и стеблем клапана. Если он выходит за пределы рекомендованного инструкцией допуска, то замена маслосъемных колпачков и притирка не принесут желаемого результата.
Как же определить степень износа втулки? Существует два метода измерений: непосредственный и косвенный. При первом не обойтись без нутромера и микрометра. Разность между замеренными внутренним минимальным диаметром втулки и максимальным диаметром в рабочей зоне стебля клапана и составит диаметральный зазор. Кроме этого необходимо учесть изменение диаметра втулки по высоте и конусный или бочкообразный износ стебля клапана. Именно эти величины определяют так называемую 'болтанку' клапана во втулке. Измерения рекомендуется проводить на абсолютно чистом отверстии втулки и абсолютно чистом стебле клапана.
Для второго метода измерений понадобится индикатор часового типа со стойкой. Естественно, если зазор окажется больше рекомендованного инструкцией, то все измерения придется повторить с новым клапаном. Если и в этом случае зазор будет чрезмерно велик, без ремонта направляющей втулки обойтись не удастся
Многие зарубежные фирмы, в частности, FORD, BMW, OPEL выпускают клапаны ремонтного размера с увеличенным диаметром стебля. При наличии ремонтных клапанов направляющая втулка разворачивается сначала под ремонтный диаметр стебля, а затем под требуемый заводом зазор между втулкой и стеблем клапана.
Для обеспечения минимального 'увода' оси при разворачивании старой втулки головки блока, ее обработку следует производить со стороны менее изношенной части, то есть с зоны установки маслосъемного колпачка.
Перепрессовка направляющих втулок производится в тех случаях, когда ремонтные клапаны отсутствуют, или имеется неравномерный 'запредельный' износ втулок. Для перепрессовки необходимо иметь оправки и (желательно) пресс. Для облегчения посадки приходится нагревать головку блока цилиндров и охлаждать направляющую втулку. Это необходимо для меньшего повреждения посадочного места в головке блока и снижения усилия запрессовки. Кроме того, не лишне будет смазать отверстие в головке жидким маслом.
Например, при ремонте головок блоков двигателей BMW 7-й серии ВЗОМ, В35М, М 70 головку блока надо нагреть до +50°С, а направляющую втулку клапанов охладить до -150°С.
Многие фирмы, такие как BMW, Mercedes выпускают ремонтные направляющие втулки с увеличенным наружным диаметром под запрессовку.
После выпрессовки направляющих необходимо развернуть отверстие в головке. При этом надо помнить, что припуск для формирования окончательного размера под развертку не должен превышать 0,02. 0,04 мм, а поверхность после чистовой обработки не должна иметь царапин, 'черноты', шероховатостей. Она должна быть идеально гладкой.
Если при ремонте использовались направляющие клапанов из бронзы или латуни, то при их последующем разворачивании зазор между стеблем клапана и втулкой нельзя умышленно занижать, думая, что чем плотнее, тем лучше.
Фирмы-изготовители рекомендуют для направляющих втулок из бронзы и латуни увеличенные (по сравнению с рекомендуемыми для чугунных и металлокерамических втулок) зазоры. Это обусловлено большим коэффициентом линейного расширения этих материалов.
Если этим пренебречь, то неизбежен 'прихват' клапана во втулке, со всеми вытекающими последствиями (гнутые клапаны и т.п.)
Альтернативным вариантом восстановления направляющих втулок является раскатка внутренней поверхности втулки с последующей разверткой до требуемого внутреннего диаметра. Это менее трудоемкий, но требующий специального инструмента метод. При его применении не портится посадочное место в головке блока под направляющую, а внутренняя поверхность втулки, контактирующая со стеблем клапана, будет иметь большую твердость, чем основной материал за счет пластического деформирования ('наклепа'). Этот метод особенно актуален для владельцев автомобилей, двигатели которых имеют чугунные головки блоков, а направляющие клапанов выполнены прямо в головке блока. При износе проще и дешевле восстановить их раскаткой, чем расточкой и запрессовкой новых втулок.
Многие фирмы - UТР, Sunnen и другие - выпускают инструмент для раскатки направляющих втулок. Он позволяет восстановить втулки с износом рабочей поверхности до 0,5 мм в зависимости от материала направляющей. А оставшаяся после обработки спиральная канавка увеличивает маслоемкость поверхности, тем самым улучшая условия смазки пары трения 'стебель - втулка'. При действующих зазорах 0,03. 0,05 мм получается газолабиринтное уплотнение по всей длине втулки. Это уменьшает расход масла на угар и снижает токсичность отработавших газов.
После формирования внутренней поверхности втулки можно переходить к восстановлению седла клапанов инструментом NEWAY.
Наклонное расположение ножа-ролика задает шаг винтовой поверхности. Полученные в результате раскатки спиральные желобки хорошо задерживают масло, улучшая работоспособность пары трения, и являются газолабиринтным уплотнением
ПОРЯДОК РАБОТЫ ПРИ ВОССТАНОВЛЕНИИ
НАПРАВЛЯЮЩИХ ВТУЛОК.
1. 'Рассухарить' головку блока специальными рассухаривателями.
2. Специальными щипцами снять маслосъемные колпачки.
3. Вынуть клапаны и произвести их тщательный внешний осмотр. При этом обратить внимание на:
Состояние стебля клапана на предмет забоин, царапин, изгиба, ступенек. Особое внимание следует уделить месту прилегания сухарей. После неквалифицированного рассухаривания могут остаться забоины. Эти забоины приведут к преждевременному износу маслосъемного колпачка.
Состояние тарелки клапана. У клапана не должно быть острой кромки.
Замерить микрометром значение диаметра стебля клапана по краям рабочей зоны и в ее середине. Если эти величины различаются более чем на 0,02 мм, клапан бракуется.
Записать данные измерений. Если принимается решение о замене клапанов, то необходимо очистить новый клапан от смазки и измерить диаметр стебля клапана. Записать диаметр можно на тарелке клапана маркером на нитрооснове.
Подобрать развертки с диаметром, обеспечивающим необходимый тепловой зазор. Совет: перед работой всегда рекомендуется измерить диаметр развертки, а не полагаться на написанное значение.
4. Тщательно вымыть головку блока с помощью жидкости для очистки двигателей и с помощью металлических щеток очистить загрязненные участки. Особое внимание обращать на чистоту впускных и выпускных каналов.
5. Закрепить головку блока таким образом, чтобы оси направляющих втулок, с которыми проводятся работы, были вертикальны. Седла должны располагаться наверху.
6. Ершиком прочистить направляющие втулки.
7. Если будет использоваться новый клапан, то нужно пройти внутреннее отверстие втулки разверткой равной диаметру стебля клапана, затем пройти его разверткой с диаметром, обеспечивающим необходимый тепловой зазор. Для обеспечения минимального 'увода' оси при разворачивании старой втулки головки блока, ее обработку следует производить со стороны менее изношенной части, то есть с зоны установки маслосъемного колпачка.
8. Замерить нутромером значения внутреннего диаметра направляющей втулки по высоте втулки и в различных направлениях. Если эти значения не превышают 0,3 мм, то можно говорить о восстановлении втулки; если эти значения лежат в пределах 0,3 - 0,5 мм - восстановление возможно, но говорить о серьезном ресурсе не приходится. Если различия в диаметрах превышают 0,5 мм., то необходима перепрессовка втулки. Перепрессовка втулок требуется и в случае тонкостенных 1,5 - 2,0 мм. металлокерамических втулок. Этот тип втулок встречается на ряде японских, корейских и немецких двигателей.
9. В случае восстановления втулки выбирают кондуктор, направляющая которого соответствует внутреннему диаметру втулки. Часто встречаются впускные и выпускные каналы, в которых кондуктор не может упереться во втулку. В этом случае допускается доработка кондуктора отрезным кругом. Главное, чтобы он встал во втулку и не упирался стенками в канал. Часто в узких каналах держатель кондуктора мешает нормальной установке. В этом случае можно его снять и через канал отверткой удерживать кондуктор от проворачивания. Эти работы требуют известной квалификации и навыка.
10. Особое внимание следует обратить на установку ограничителя сверла. Вершина сверла должна выступать над плоскостью примерно на 2 - 2,5 мм. Увеличение этой величины не оправдано, а уменьшение приведет к откалыванию частей втулки при попытке ввести ролик во втулку.
11. При засверлении заходного отверстия под ролик следует руководствоваться следующим правилом.
Центр отверстия располагают на линии, проходящей через оси втулок вдоль головки блока со стороны седел.
12. После засверления заходного отверстия необходимо тщательно прочистить втулку ершиком.
13. Установить ролик ?155 в проходной стебель согласно инструкции. Смазать его каплей масла. Закрепить проходной стебель на ключе для вращения и установить проходной стебель во втулке таким образом, чтобы ролик попал в заходное отверстие.
14. Если стебель с роликом ? 155 проходит сквозь втулку, следует взять ролик ?165 и повторить операцию. Если и в этом случае проходной стебель проходит сквозь втулку, необходимо взять ролик следующего размера.
ПРЕДУПРЕЖДЕНИЕ! Никогда не переставляйте ролик через размер. В этом случае возможна поломка инструмента и втулки.
Плавным движением начинайте вращать ключ по часовой стрелке. Если вы чувствуете некоторое усилие при вращении, это значит, что процесс накатки проходит успешно.
15. Как показывает практика, на проход можно проходить втулки вплоть до ролика ?175. Ролик ? 185 может 'отстрелить' посадочное место под маслосъмный колпачок. Это более вероятно для втулок из чугуна и металлокерамики. В этом случае придется перепрессовывать направляющую втулку, а головках без запрессованной направляющей втулки придется, в худшем случае, изготавливать специальный инструмент для разворачивания посадочного места под втулку (FORD).
16. После прохода роликом необходимо проконтролировать результат, вставив клапан в отверстие. Если клапан погрузился на величину засверления заходного отверстия, это значит, что втулка задавлена и необходимо развернуть отверстие разверткой, обеспечивающей тепловой зазор. Если клапан остановился в середине втулке, это означает, что втулка сильно разбита и требует дальнейшего восстановления.
17. Особое внимание следует уделять чистоте отверстия при работе с чугунными и металлокерамическими втулками. Продукты резания от развертки могут препятствовать прохождению ролика и вызвать поломку инструмента!
18. Работа по восстановлению втулки считается законченной, когда после прохождения разверткой и тщательной очистки отверстия люфт клапана во втулке будет соответствовать требованиям завода изготовителя и будет одинаков как в продольном, так и в поперечном к оси головки направлении. Есть поговорка: "Глаз не видит, руки слышат". Это относится к люфту. Следует помнить, что при одинаковом зазоре более длинная втулка будет иметь меньший люфт, чем короткая.
Если перепрессовка втулки неизбежна, то сначала необходимо подготовить инструмент. В него входит:
Надежная массивная опора для оперативного закрепления головки блока от перемещений в вертикальной и горизонтальной плоскостях, которая обеспечит сохранность шпилек.
Кувалда 2 кг или пресс.
Оснастка для выпрессовки и запрессовки втулки данного типоразмера и проставки.
Термошкаф до 150°С.
Рукавицы брезентовые.
Штангенциркуль с глубиномером.
Масло.
Специальный состав для охлаждения втулок, например, "жидкий азот" или "сухой лед".
Термос для охлаждения втулок.
Пинцет.
Микрометр 0 - 25 мм.
Развертки, обеспечивающие обработку отверстий под запрессовку с требуемым натягом. Допускается применение регулируемых разверток.
Подразумевается, что втулки для запрессовки качественные, т.е. соответствуют нужным размерам и выполнены из требуемых материалов.
Перед перепрессовкой втулок необходимо:
1. Поместить головку блока в термошкаф и равномерно нагреть до температуры около 90. 100°С. (для большинства двигателей)
2. Защитив руки брезентовыми рукавицами, перенести головку блока на рабочее место и закрепить ее седлами вверх.
3. Если на втулке отсутствуют упорные буртики или кольца, штангенциркулем замерить выступание втулки со стороны маслосъемного колпачка над опорной плоскостью для пружин. Это значение необходимо записать и зафиксировать на штангенциркуле.
4. С помощью оправки и кувалды или пресса удалить втулку.
5. Дать время для остывания головке естественным образом.
6. Замерить наружный диаметр направляющей втулки и внутренний диаметр посадочного отверстия. Разница этих значений должна обеспечить натяг в большинстве случаев 0,05 - 0,07 мм.
7. Если применяется втулка ремонтного размера, необходимо развернуть посадочное отверстие под эту втулку с обеспечением требуемого натяга.
8. Повторить операцию по нагреву головки блока. За 3 - 5 минут до запрессовки положить в термос втулки и охладить их.
9. После нагрева смазать маслом отверстия под втулки.
10. Пинцетом достать втулку из контейнера, насадить ее на оправку для запрессовки.
11. Забить или запрессовать втулку на требуемую глубину, отмечая усилие запрессовки. Оно не должно быть чрезмерно слабым или сильным. Если значения натяга было правильным, этих проблем быть не должно.
12. Охладить головку блока естественным образом.
13. Развернуть втулки разверткой, обеспечивающей требуемый тепловой зазор между втулкой и стеблем клапана.
3.3.1. Ремонт деталей, узлов и агрегатов двигателя. Головка цилиндров, клапанный механизм и распределительные валы.
При наличии пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами головку бракуют.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и малотрудоемкий.
При подсборке головки цилиндров очистить камеры сгорания и газовые каналы головки цилиндров от нагара и отложений, протереть и продуть сжатым воздухом.
Если двигатель работал на этилированном бензине, то надо предварительно смочить нагар керосином. Это предотвращает распыление нагара при его удалении и предупреждает попадание ядовитой пыли в дыхательные пути.

Рис.37 Выпрессовка втулки клапана
Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А.
Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан и втулку следует заменить новыми.
Клапаны в запасные части выпускаются стандартного размера, а направляющие втулки - с внутренним диаметром стандартного размера и наружным диаметром трех ремонтных размеров (см. таблицу).
Выпрессовывание изношенной направляющей втулки производится с помощью оправки (рис.37).
Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки цилиндров. Головка цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие не выполнимо – головка цилиндров ремонту не подлежит.
При замене направляющих втулок, перед сборкой их надо охладить в двуокиси углерода (сухом льду) до –40…–45 °С, а головку цилиндров нагреть до температуры +160…+175 °С. Втулки при сборке должны вставляться в гнезда головки свободно или с легким усилием.
Втулки первого ремонтного размера запрессовываются в головку без дополнительной обработки отверстий в головке под втулки, втулки второго и третьего ремонтного размера - с предварительной расточкой (разверткой) отверстий до Ø 14,2 -0,023 -0,050 мм.
После запрессовки втулок фаски седел прошлифовать, центрируя по отверстию во втулке. При шлифовке следует выдерживать размеры указанные на рис.38 и обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм. общих показаний индикатора (биение рабочей фаски седла относительно отверстия втулки 0,05 мм).
После шлифования фаски необходимо уменьшить ширину седел клапанов фрезерованием: у седла впускного клапана - 2 ± 0,4 мм; у седла выпускного клапана - 2 ± 0,3 мм.
Рис.38 Седло клапана и клапан
По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом применяемым для двигателя.
На направляющие втулки клапанов напрессовать маслоотражательные колпачки, вставить клапаны во втулки согласно сделанным меткам и собрать их с пружинами. Убедиться, что сухари вошли в кольцевые канавки клапанов.
При наличии трещин любого характера распределительные валы подлежат выбраковке .
Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов, необходимо зачистить и отполировать поверхности шеек и кулачков.
Восстановление (ремонт) сёдел клапанов
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.

Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
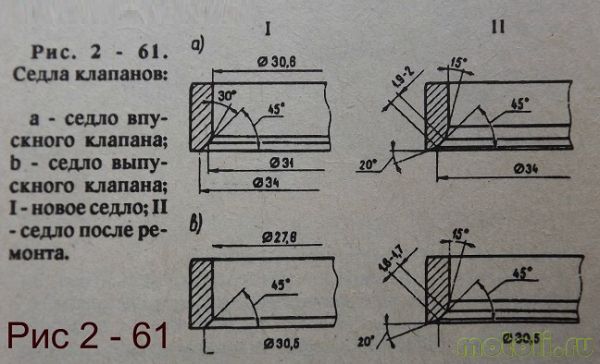
А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
Но те мастера, кто занимается восстановлением сёдел различных моторов профессионально, обычно приобретают более дорогие наборы, с фрезами различных углов, описанными выше в тексте (от 15° до 80°). В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.

Так же следует учесть, что фрезы отличаются не только углами режущих резцов, но и своими размерами (для каждого размера свой номер). Например фрезы с номерами от 100 до 150, предназначены для сёдел моторов небольших рабочих объёмов, с диаметром сёдел клапанов от 16 до 35 мм.
Ну а фрезы с номерами от 200 до 699 предназначены для моторов большей кубатуры, с диаметром сёдел от 28 до 72 мм. И это надо учитывать при покупке набора фрез.
Практика ремонта (восстановления) сёдел клапанов.

Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
И если втулка клапанов изношена, то даже конический пилот,(с небольшим конусом) может перекосить в направляющей втулке, так как её изношенное отверстие имеет не круг, а овал. В итоге фреза будет снимать металл с поверхности седла с перекосом, и такой ремонт уже не будет считаться ремонтом, а просто порчей деталей. Как и с помощью какого приспособления заменить в головке втулки клапанов, можно почитать вот тут.
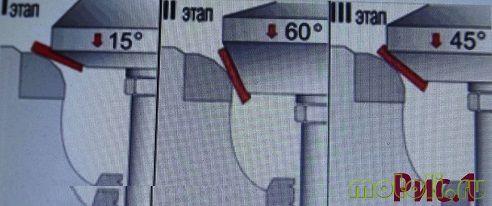
Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
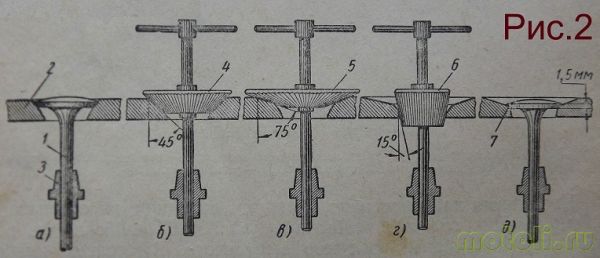
Рис.2 Последовательность обработки сёдел клапанов.
а — клапан утопленный в изношенном гнезде, б — обработка рабочей фаски седла, в- обработка верхней фаски седла, г — обработка нижней фаски седла, д — седло клапана после обработки, 1 — клапан, 2 — гнездо, 3 — направляющая втулка, 4 — фреза под 45 градусов, 5 — фреза под 75 градусов, 6 — фреза под 15 градусов, 7 — рабочая фаска клапана, 8 — рабочая фаска гнезда.
Другие мастера начинают обработку вторым способом(снятие металла) поверхности седла с рабочей фаски с углом в 45° (как на рис. 2,б), затем обрабатывают верхнюю фаску в 75° (как на рис. 2,в), ну а в последнюю очередь обрабатывают нижнюю фаску в 15° (рис. 2,г). При обработки верхней и нижней фаски, обеспечивается ширина рабочей фаски в 1 — 1,5 мм.
Я считаю, что вторым способом легче и точнее добиться ширины рабочей фаски в 1-15 мм, так как понемногу обрабатывая верхнюю фаску и понемногу нижнюю (при уже готовой рабочей фаске), легче выйти на ширину рабочей фаски в 1 — 1,5 мм (обычно полностью хватает трёх — пяти оборотов фрез, больше и не надо).
Тем более, что при таком способе, если при обработке верхней и нижней фасок, рабочая фаска станет уже 1 мм, то всегда есть возможность пройтись фрезой для рабочей фаски в 45° и добиться требуемой ширины рабочей фаски в 1 — 1,5 мм. Но всё же всегда следует стараться всё сделать за один раз и снять с поверхности седла как можно меньше металла.
Второй способ последовательности обработки сёдел, я считаю правильнее и легче первого способа. Но это моё мнение, и это не значит, что так должны делать все. Может кому то подойдёт первый способ.
После обработки трёх фасок седла и получения ширины рабочей фаски 1 мм — для малокубатурных моторов, и 1,5 мм — для двигателей большей кубатуры, клапана желательно притереть, если их тарелки не изношены, как на рисунке 3,б. Если обнаружен износ клапана как на этом рисунке, то притирка клапанов не поможет, и такие клапана следует заменить новыми.
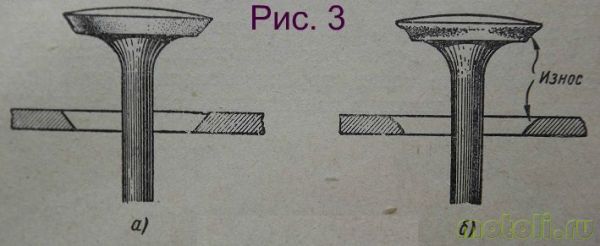
Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам.
Кстати, клапана следует заменить, если их стержень изношен неравномерно по высоте (проверяется микрометром), или если стержень имеет повышенный зазор, относительно отверстия направляющей втулки (можно утолщить стержень клапана с помощью хромирования, если у вас мотор редкий, и новые клапана проблематично купить).
При замене втулки и наоборот пониженном зазоре стержня клапана, относительно отверстия втулки, это отверстие просто разворачивается развёрткой, до получения необходимого зазора, между стержнем клапана и отверстием втулки. Величину правильного зазора следует уточнить в мануале конкретного двигателя.
Надеюсь данная статья поможет ремонтникам новичкам, правильно восстановить геометрию (углы) сёдел клапанов своими руками, ведь при наличии необходимого инструмента и знаний, всё можно сделать довольно быстро, даже быстрей, чем поездка в автосервис; удачи всем.
Читайте также: