
Как самому расточить блок цилиндров на ваз
Обновлено: 24.04.2024
Как расточить блок цилиндров самостоятельно

О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.

Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Лада 2115 Samara 2 Sport › Бортжурнал › Расточка блока цилиндров
Перед тем как растачивать блок, было прочитано не мало информации по технологии расточки блоков и вдобавок я плотно общался с опытными в этом деле людьми. Так как сам я по образованию инженер-технолог в машиностроении, то сверх нового из всей добытой информации я не нашел. Самым главным условием для меня в этой операции, явилось то, что расточку цилиндров необходимо выполнить так, что бы оси цилиндров, были перпендикулярны оси вращения коленчатого вала, настолько точно, на сколько это возможно выполнить в моих условиях.
В большинстве статей, упоминается универсальная "скалка", на которой базируется блок цилиндров по коренным шейкам коленчатого вала, и производиться расточка блока. Так же в этой статье было сказано, что иные методы расточки подобным способом (базирования по коренным шейкам) никаким образом не дадут высокой точности. Но я вам скажу одно, не бывает единственной технологии изготовления изделий, для того и учат инженеров-технологов, что бы они разрабатывали технологические процессы обработки, и применяли наивыгоднейший из множества возможных. Но у меня здесь не завод с серийным производством или какая нибудь мастерская по расточке блоков, для которой нужна только лишь прибыль, а индивидуальная работа, которую нужно выполнить с максимальной точностью, любыми возможными путями.
Возможности изготовления данной "скалки" у меня не было, да и для одного раза изготавливать довольно точное приспособление не рационально, поэтому я пошел другим путём.
Выставив на своем станке блок, базируя его по плоскости прилегания ГБЦ, с помощью измерительного индикатора я выявил непараллельность пастели коленчатого вала относительно плоскости установки масляного поддона (именно на него базируют блок при расточке на заводе и на СТО) равную 0,08 мм. Это недопустимый показатель для высокофорсированного мотора! В итоге, с помощью некоторых манипуляций, мне удалось выставить блок на шлифовальном станке, так, что пастель коленчатого вала лежала ровно в плоскости горизонта, и при этом установе выровнять все остальные плоскости блока (плоскость прилегания ГБЦ, плоскость установки поддона картера). После проверки, допуск непараллельности плоскостей составил не более 0,01 мм. Это достаточно точный допуск. После этого, я спокойно установил блок на обрабатывающий центр по плоскости установки масляного поддона, и приступил к расточке цилиндров.
К этому времени был приобретён комплект поршней СТИ модели 219.09М.
Минимальный зазор поршень-цилиндр для данных поршней составляет 0,06 мм. После расточки, я планировал отдать блок на хонинговку, так как сам данную операция выполнить не мог. Договорился с хорошими знакомыми, которые в этом деле не первый десяток лет. И что вы думаете?! Мне испортили блок! После хонинговки форма цилиндра имела "седлообразную" поверхность. Скажем так, верх — зазор 0,06 мм., середина — зазор 0,04 мм., низ — зазор 0,06 мм. Поршень мог бы спокойно заклинить в середине цилиндра.
Тут было два варианта, первое — это новый блок, но как известно старые блоки менее подвержены деформации в последующей эксплуатации, так как металл уже прошел цикл естественного старения, а покупать старый с разборки не особо то хотелось, тем более нужно было бы переделывать документы по смене агрегата. Второе — это новый комплект поршней, самой последней группы, что конечно же повлияет на величину зазора в замке поршневых колец. В итоге был принят второй вариант. Часть затрат мне компенсировали на этой самой бракодельной СТО, которые ещё и смеялись надомной, утверждая, что расточка цилиндров в строгой перпендикулярности оси коленчатого вала это вообще не на что не влияет. Я не спорил, просто молчал и всё, оставаясь при своем мнении.
После того как пришел новый комплект поршней, я расточил блок заново сразу в размер, и провались она пропадом эта хонинговка. В моём городе качественно её никто не сможет выполнить. Зато я получил "идеальную" геометрию цилиндра, без эллипса, "бочкообразности" и "седлообразности"!
Замечу ещё один не маловажный на мой взгляд момент. При правке блока на шлифовальном станке, и последующей расточки, я использовал имитатор КПП. Стальная плита, толщиной около 10 мм. прикрученная четырьмя болтами, с необходимым моментом, к местам крепления КПП на блоке цилиндров. По некоторым утверждениям, она создаёт напряжения в блоке цилиндров, из-за которых после расточки без неё, якобы "вытягивается" четвертый цилиндр, и приобретает форму эллипса, из-за этого пропадает компрессия, отмечается повышенный расход масла и т.д. Проверим, думаю вреда она не принесёт.
Как расточить цилиндр своими силами
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.

Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.

Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Все о расточке блока цилиндров своими руками
Головка блока цилиндров, как и любой другой узел транспортного средства, периодически должна проходить процедуру диагностики и обслуживания. Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Что такое расточка и зачем она нужна?
Снятая головка блока
Расточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца. Здесь речь идет именно о кольце, а не о самом поршне.
- Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра. А это, в свою очередь, чревато тем, что выхлопные газы начнут попадать в картер, соответственно, будет нарушена компрессия мотора. Как результат — двигатель будет «кушать» масло, при чем огромными порциями.
Извините, в настоящее время нет доступных опросов.
По этим причинам поршневые кольца при регулярных ударах о стенки каналов со временем просто развалятся, при чем на маленькие части. Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Своевременная расточка ГБЦ дает возможность восстановить геометрию компонентов. Кроме того, при правильной расточке можно обеспечить необходимое положение сопряженных элементов относительно друг друга. Ведь в данном случае произвести только лишь правильную геометрию компонентов будет недостаточно, чтобы обеспечить равномерное положение всех элементов. Также важно обеспечить должную и равномерную сносность всех цилиндров, иначе это чревато не только деформированием деталей, но и появлением трещин и изгибов.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
Как расточить головку и блок цилиндров в домашних условиях?

ГБЦ является основным узлом автомобильного двигателя и как любой другой агрегат нуждается в периодическом обслуживании. Одним из этапов ТО является расточка блока цилиндров.
Зачем растачивать блок цилиндров?
Расточка блока представляет собой специальный процесс, посредством которого можно восстановить геометрию цилиндров двигателя машины.
Растачивать блок цилиндров необходимо по ряду причин:
- Благодаря выполнению этой процедуры восстанавливается естественное положение сопряженных компонентов силового агрегата относительно друг друга.
- Для возобновления оптимальной сносности и правильного расположения компонентов относительно поверхности одной только геометрии цилиндра недостаточно. Последние будут так же разбиваться при функционировании силового агрегата.
- В результате повышенного трения и напряжения, которое появляется при недостатке сносности, прочие зависимые узлы продолжат разрушаться. Это приведет к образованию дополнительных нагрузок на все движущиеся детали ДВС, участвующие в работе агрегата. В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован.
- Также процедура расточки или хонингования часто выполняется для увеличения параметра мощности мотора. Хотя стенки цилиндров ДВС изготовляются из высокопрочной стали, этот материал имеет свойство износа при функционировании поршней. Форма цилиндров в итоге становится более овальной, чем круглой, что приводит к прилеганию колец поршней.
- В результате из-за детонации горючей смеси отработанные газы поступают в картер двигателя вместе со смесью. Это приводит к снижению общего параметра мощности ДВС и силовой агрегат начинает потреблять моторную жидкость.
Интервал проведения расточки
Тот факт, что в последнее время процедура расточки выполняется реже, чем 30 лет назад, состоит в высоких технологиях. В то время было проблематично найти качественное масло или антифриз для двигателя. Поэтому процедура капитального ремонта агрегата и расточки могла выполняться уже через 50-60 тысяч км пробега.
Сегодня, благодаря использованию присадок и добавок в жидкостях различными производителями износ агрегата может произойти через 200 тысяч км пробега. Сама процедура хонингования с целью тюнинга либо ремонта выполняется на специальных станках, где устройства стачиваются. Затем на силовой агрегат монтируются новые поршни, обладающие большим размером, что позволяет увеличить ресурс эксплуатации ДВС.
Артем Крупин подробно рассказал о целях, которые преследует распил каналов головки БЦ мотора.
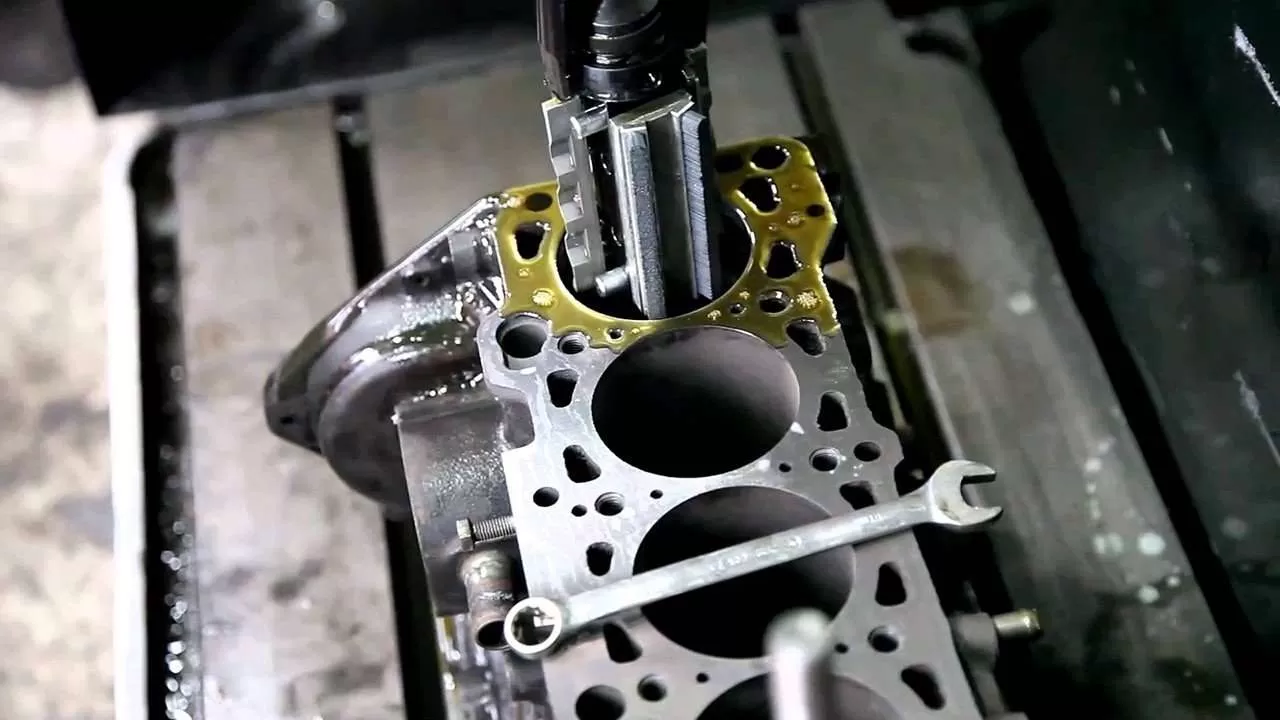
Инструкция по расточке блока цилиндров
В домашних условиях сделать расточку на классике или другом автомобиле с двигателем 8 или 16 клапанов проблематично. Для этого потребуется много времени, поскольку процесс требует высокой точности.
Инструменты
Чтобы расточить блок цилиндров своими руками, потребуется:
Процесс расточки
Расточку нельзя выполнить на машине, поэтому силовой агрегат надо демонтировать.
Процедура расточки блока цилиндров состоит из нескольких этапов:
- Производится слив расходных материалов из силового агрегата. Под днищем машины надо найти сливную пробку, под нее подставляется старая емкость, в которую будет происходить слив рабочей жидкости. Откручивается пробка слива моторного масла, причем придется подождать не менее 30 минут, чтобы вещество полностью вышло. Аналогично выполняется слив хладагента из охладительной системы мотора.
- После слива жидкостей производится разбор силового агрегата. Потребителю надо демонтировать свечи зажигания, отключить все провода и патрубки от мотора. Производится отсоединение контактов от датчиков, снимаются крепления мотора, при необходимости под двигатель подставляются упоры. Процедура объемная, на нее потребуется время. После разбора основных узлов выполняется демонтаж самого блока.
- Следующим этапом будет установка ГБЦ на станину станка, который будет использоваться для расточки. Правильная фиксация по уровню дает лучший результат, поэтому головку надо оптимально зафиксировать.
- Если процедура ремонта выполняется из-за овализации каналов, то перед выполнением задачи производится замер всех измерений посредством использования микрометрических устройств. Это делается для определения степени износа. После замеров можно понять, с какой стороны и сколько мм стали надо снимать.
- Затем начинаются ремонтные работы по расточке. Выполнить их правильно самостоятельно невозможно, в частности если процедура выполняется автовладельцем впервые. У мастера должна быть квалификация. В случае когда станок не в состоянии выдержать необходимый размер, добиться оптимального результата будет проблематично. Это может в целом отразиться на работе ГБЦ мотора.
- Если процедура расточки выполнена, то производится хонингование внутренних поверхностей цилиндров.
- Следующий этап — проверка выполненных действий. Производятся замеры с помощью измерительных приборов, диаметр отверстий должен быть идентичным. Выполняется сборка силового агрегата в обратной последовательности, двигатель устанавливается на машину. Производится заправка мотора расходными веществами.



Хонингование блока цилиндров
Отдельно следует рассказать об особенностях хонингования ГБЦ:
- Процедура выполняется в два этапа. На первом используется инструмент для шлифовки рабочих поверхностей, обладающий крупнозернистым абразивом. Этот этап представляет собой черновую обработку поверхности, при котором удаляется дефектный слой металла. Надо добиться выравнивания цилиндрических гильз и их оптимальной формы, избавиться от крупных шероховатостей. Для выполнения задачи используются алмазные хонбруски, изготовленные на медной основе.
- Процедура чернового хонингования выполняется с обработкой поверхностей смазочно-охлаждающими расходными материалами. Это делается для того, чтобы полностью убрать из поверхности, куда наносится хон, остатки абразива, а также механические частицы.
- Затем производится финишная шлифовка, для чего потребуется мелкий абразив. Он позволит произвести задачу с повышенной точностью. Чтобы гладкость гильз цилиндров была высокой, можно дополнительно обработать поверхность абразивной пастой.
- Следующим этапом будет выполнение дополнительного кварцевания. Эта процедура не предназначена для расточки, она выполняется с целью прочистки поверхности от следов абразивов и его остатков. Если ГБЦ выполнена из чугуна, то кварцевание обеспечит возможность открытия графитовых зерен. В случае с чугунными агрегатами это дает возможность удалить трение и снизить механические потери, а также предотвратить быстрый износ ДВС. Кварцевание выполняется с использованием специальных щеток, в основе которых используются нейлоновые нити и кристаллы.
- Когда последний этап хонингования завершен, выполняется промывка силового агрегата от остатков металлической стружки и пыли.
SashaDalkevich рассказал о выполнении хонинговки цилиндров ДВС и ошибках, которые нельзя допускать.
Шлифовка головки
Для выполнения шлифовки потребуется:
- точильный камень или отрезной диск;
- металлическая линейка;
- набор щупов.
Процедура выполняется в несколько этапов:
- С помощью линейки и щупов и линейки выполняется диагностика степени неровности. Сама линейка устанавливается на ребре поверхности головки, после чего пропускается нужный щуп и производится замер неровности и зазора. Эти действия позволят определить дефект и нужную степень шлифовки. Наибольшая величина искривления поверхности будет в месте, где прогорает прокладка ГБЦ.
- Затем надо определить возможные трещины на поверхности. Поверхность головки обрабатывается слоем медленно сохнущей краски, которая спустя определенное время убирается. Это позволит определить дефекты, а при их отсутствии выполняется шлифовка. Однако, определить трещины можно только сверху. Для диагностики дефектов внутри самого блока потребуется специализированное приспособление, с помощью которого выполняется нагрев ГБЦ. Если головка имеет дефекты, то на ее поверхности покажутся пузырьки, это обусловлено наличием давления.
- Производится демонтаж устройства с двигателя. Для выполнения шлифовки потребуется отрезной диск либо точильный камень. При выполнении задачи следует протереть клапаны и произвести замену их сальников (это рекомендуется сделать сразу). Протирка позволит увеличить мощность силового агрегата. Новые клапаны устанавливать необязательно, если состояние старых элементов оценится как высокое.
- Производится очистка поверхности ГБЦ от остатков прокладки, для этого применяется канцелярский или обычный нож.
- Диск устанавливается на ГБЦ, он проводится несколько раз по поверхности. Можно использовать точильный камень, но эта процедура выполняется дольше. При шлифовке обязательно надо узнать максимально возможную величину глубины, иначе может возрасти степень сжатия и поменяется межцентровое расстояние. При выполнении шлифовки движения по поверхности ГБЦ будут плавными, желательно, чтобы они были в виде нуля или восьмерки. Обработка поверхности выполняется до момента, пока с нее не будут удалены все неровности.
- В конечном итоге владелец машины должен добиться максимально зеркальной поверхности ГБЦ, что позволит обеспечить оптимальное уплотнение. После шлифовки ГБЦ устанавливается на место.
Перед выполнением шлифовки ознакомьтесь с техническим руководством к машине, в нем производитель может указать максимально возможную глубину шлифовки.
Каналом KV Avtoservis представлен процесс самостоятельной шлифовки ГБЦ автомобиля в условиях гаража.
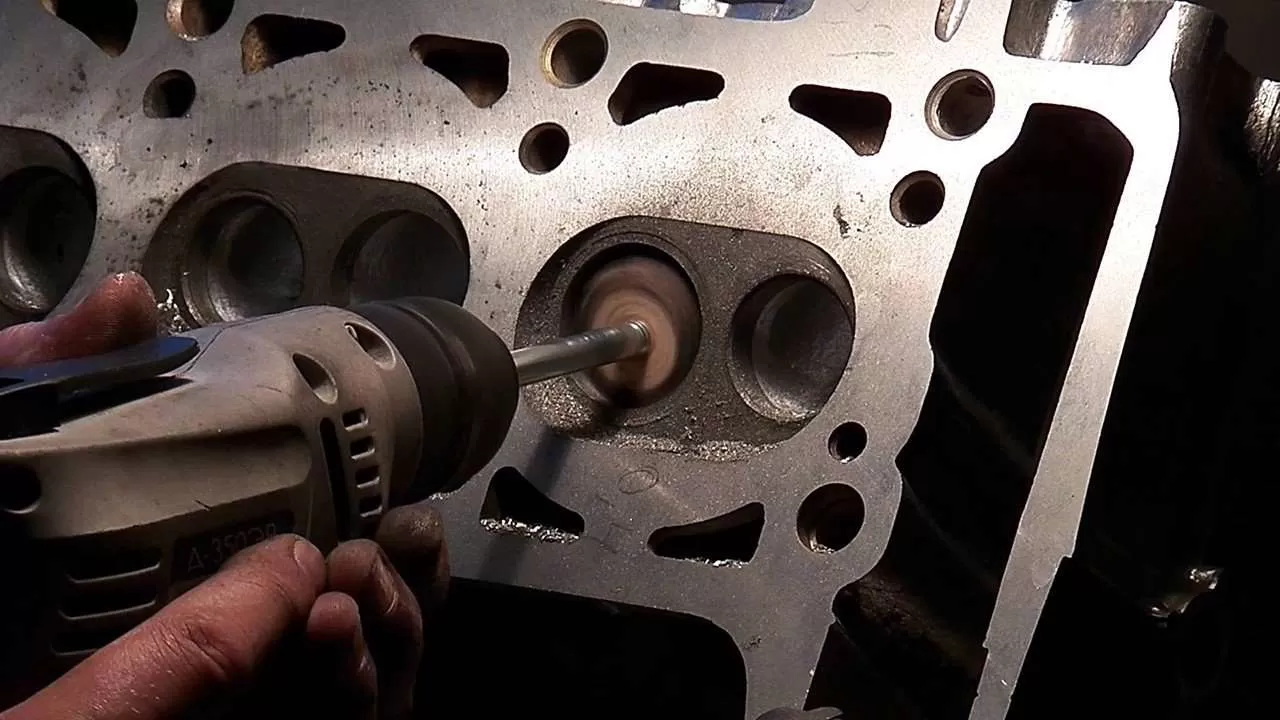
Зачем растачивать каналы в ГБЦ?
Процедура расточки каналов выполняется с целью повышения параметра мощности силового агрегата на повышенных оборотах. При необходимости проведения тюнинга процедура выполняется так же, только владельцу машины надо выбрать величину стачивания цилиндров. В данном случае необходимости удалить овальные формы на ГБЦ нет. После расточки и монтажа поршней больших габаритов можно достичь увеличения параметра мощности.
Чем больше будет размер поршня, тем больше горючей смеси может попасть в мотор. Соответственно, чем больше горючего сгорит при функционировании ДВС, тем большей будет величина давления при возгорании смеси. Это становится причиной повышения параметра мощности.
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов. Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки.
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Видео
Простой, но менее эффективный и точный метод шлифования ГБЦ и самого блока представлен пользователем kosmos101980.
Разновидности тюнинга двигателя ВАЗ 2106: расточка блока, турбина, 16-клапанный мотор
Тюнинг мотора ВАЗ 2106 — занятие увлекательное, но одновременно и дорогостоящее. В зависимости от преследуемых целей и финансовых возможностей, двигатель можно доработать под конкретные цели начиная от простого увеличения объёма без кардинальных изменений конструкции агрегата и заканчивая установкой турбины.
Тюнинг двигателя ВАЗ 2106
ВАЗовскую «шестёрку» начали выпускать ещё в далёком 1976 году. Эта модель давно устарела как по внешнему виду, так и по техническим характеристикам. Однако и по сегодняшний день остаётся немало приверженцев эксплуатации таких автомобилей. Некоторые владельцы стараются сохранить машину в первоначальном виде, другие — оснащают её современными узлами и механизмами. Один из первостепенных агрегатов, который подвергается тюнингу, является двигатель. Именно на его доработках остановимся более подробно.
Расточка блока цилиндров
Мотор ВАЗ 2106 не выделяется своей мощностью, ведь она составляет от 64 до 75 л. с. при объёме от 1,3 до 1,6 л, в зависимости от установленного силового агрегата. Одной из распространённых доработок двигателя является расточка блока цилиндров, которая позволяет увеличить внутренний диаметр цилиндров и мощность. Процесс расточки предполагает снятие слоя металла с внутренней поверхности цилиндров. Однако нужно понимать, что чрезмерная расточка приведёт к утоньшению стенок и снижению надёжности и ресурса мотора. Так, стоковый силовой агрегат с объёмом 1,6 л и диаметром цилиндров 79 мм можно расточить до 82 мм, получив объём 1,7 л. При таких изменениях показатели надёжности практически не ухудшатся.

Любители экстрима могут увеличить цилиндры до 84 мм на свой страх и риск, потому что сколько пройдёт такой мотор, никому не известно.
Процесс расточки осуществляется на специальном оборудовании (расточном станке), хотя находятся умельцы, которые проводят эту процедуру практически в гаражных условиях, при этом точность остаётся сомнительной.

По окончании процедуры в блок вставляются поршни, которые по своим характеристикам соответствуют новым размерам цилиндров. В целом расточка блока состоит из таких основных этапов:
- Демонтаж мотора с автомобиля.
- Полная разборка силового агрегата.
- Расточка блока цилиндров согласно желаемым параметрам.
- Сборка механизма с заменой поршней.
- Установка мотора на авто.
Видео: как растачивают блок цилиндров
Замена коленвала
На двигателе ВАЗовской «шестёрки» стоит коленвал ВАЗ 2103 с ходом поршня 80 мм. Помимо увеличения диаметра цилиндров, можно увеличить ход поршня, тем самым форсировав мотор. Для рассматриваемых целей мотор оснащается коленвалом ВАЗ 21213 с ходом поршня 84 мм. Таким образом удастся поднять объём до 1,65 л (1646 куб. см.). К тому же такой коленчатый вал имеет восемь противовесов вместо четырёх, что положительно отражается на динамических характеристиках.

Доработка системы впуска и выпуска
Модернизацию головки блока цилиндров и коллекторов при желании может выполнить каждый, кто владеет «шестёркой» или другой классической моделью «Жигулей». Основная преследуемая цель — увеличение мощности. Достигается она путём снижения сопротивления при подаче топливно-воздушной смеси на впуске, т. е. удалением шероховатостей. Для проведения процедуры ГБЦ необходимо демонтировать с автомобиля и разобрать. После этого узел рекомендуется помыть. Для этих целей можно использовать современные средства или обычный керосин, солярку. Из необходимого перечня инструментов и материалов понадобятся:
- дрель с возможностью регулировать обороты;
- сверло;
- гибкая штанга;
- шарошки;
- шкурки разной зернистости;
- ветошь;
- штангенциркуль;
- выпускной клапан и набор шайб для расточки более 32 мм;
- графитная смазка;
- тиски.
Впускной коллектор
Процедуру доработки впускного тракта лучше начинать с коллектора, по которому после будут растачиваться каналы в ГБЦ. Работу выполняем следующим образом:
-
Зажимаем коллектор в тисках, на сверло или подходящую насадку наматываем тряпку, а сверху неё — наждачку зернистостью 60–80 внахлёст.





Доработка ГБЦ
Помимо впускного коллектора необходимо доработать каналы в самой головке блока, поскольку между коллектором и ГБЦ присутствует ступенька, препятствующая свободному прохождению топливно-воздушной смеси в цилиндры. На классических головках этот переход может достигать 3 мм. Доработка головки сводится к следующим действиям:
-
Чтобы определить, где нужно снять часть металла, наносим смазку или пластилин на плоскость головки в местах прилегания коллектора. После этого будет чётко видно, где и сколько нужно сточить.



Помимо расточки каналов, ГБЦ можно доработать путём установки тюнингованного распредвала. Наиболее часто автовладельцы устанавливают вал от ВАЗ 21213, реже — спортивные элементы по типу «Эстонец» и ему подобные.

Замена штатного распределительного вала даёт возможность изменить фазы газораспределения. В результате цилиндры мотора лучше наполняются горючей смесью, а также очищаются от отработавших газов, что повышает мощность силового агрегата. Распредвал меняется таким же образом, как и при обычном ремонте, т. е. каких-то специальных приспособлений не потребуется.
Видео: доработка ГБЦ и впускного коллектора
Выпускной коллектор
Суть доработки коллектора выпуска та же, что и на впуске. Разница заключается лишь в том, что канал нужно точить не более чем на 31 мм. Многие не уделяют выпускному коллектору внимание, поскольку он выполнен из чугуна и плохо поддаётся обработке, но это всё же возможно. Стоит учитывать, что канал коллектора должен быть чуть больше по диаметру, чем в головке. В самой ГБЦ шлифовку выполняем описанным выше способом, а втулки рекомендуется сточить на конус.

Система зажигания
При серьёзном подходе к доработке силового агрегата не обходится без установки бесконтактной системы зажигания (БСЗ) вместо традиционной контактной. БСЗ имеет ряд неоспоримых преимуществ:
- более мощная искра;
- точное размыкание цепи искрообразования;
- высокая надёжность и долговечность.
Оснащение ВАЗ 2106 бесконтактным зажиганием делает работу двигателя более стабильной, исключает необходимость периодической регулировки постоянно подгорающих контактов, поскольку в БСЗ их попросту нет. Вместо контактной группы используется датчик Холла. Немаловажным моментом является и то, что в зимнее время двигатель с бесконтактным зажиганием запускается гораздо легче. Чтобы установить на «шестёрку» БСЗ, нужно будет приобрести комплект, состоящий из следующих элементов:
- трамблёр;
- свечи зажигания;
- высоковольтные провода;
- катушка зажигания;
- коммутатор;
- проводка.

Последовательность действий по замене контактной системы зажигания на БСЗ такова:
-
Демонтируем старые свечные провода и крышку распределителя зажигания. Устанавливаем путём вращения стартера бегунок трамблёра перпендикулярно оси автомобиля, чтобы он указывал на первый цилиндр двигателя.





После установки БСЗ потребуется подкорректировать зажигание во время движения автомобиля.
Карбюратор
На ВАЗ 2106 наиболее часто использовался карбюратор «Озон». В качестве доработки силового агрегата многие автовладельцы оснащают его иным устройством — ДААЗ-21053 («Солекс»). Этот узел отличается экономичностью и обеспечивает лучшую динамику автомобиля. Для того чтобы мотор развивал максимальную мощность, вместо одного карбюратора иногда устанавливают два. Таким образом, удаётся добиться более равномерной подачи смеси из топлива и воздуха в цилиндры, что сказывается на увеличении крутящего момента и повышении мощности силовой установки. Основными элементами и узлами для такого переоборудования являются:
- два карбюратора «Солекс» или «Озон»;
- пара впускных коллекторов от «Оки»;
- шланги, тройники, элементы управления дроссельными заслонками.

Вся работа сводится к демонтажу штатного впускного коллектора и установке двух новых, при этом последние подгоняют, чтобы они плотно прилегали к головке блока. Доработка коллекторов заключается в удалении выступающих частей при помощи шарошки. После этого монтируют карбюраторы и выполняют одинаковую регулировку, т. е. выкручивают регулировочные винты на одно и то же количество оборотов. Для одновременного открытия заслонок в обоих карбюраторах изготавливают кронштейн, который будет соединяться с педалью акселератора.
Компрессор или турбина на «шестёрку»
Увеличить мощность двигателя можно путём установки компрессора или турбины, но для начала нужно разобраться, что для этого потребуется. Прежде всего, нужно понять, что на карбюраторный мотор в силу его конструктивных особенностей турбину установить можно, но довольно проблематично. Нюансы заключаются как в больших материальных, так и временных затратах. Наиболее важными моментами, над которыми придётся задуматься при оснащении автомобиля турбиной, являются:
-
Обязательная установка интеркуллера. Эта деталь представляет своего рода радиатор, только в нём охлаждается воздух. Поскольку турбина создаёт высокое давление и воздух нагревается, его необходимо охлаждать для получения эффекта от установки. Если интеркуллер не использовать, эффект будет, но гораздо меньше.


Если вы не настолько заядлый автогонщик, то стоит смотреть в сторону компрессора, который имеет следующие отличия от турбины:
- Не развивает высокое давление.
- Нет необходимости в установке интеркуллера.
- Можно оснастить ВАЗовский карбюраторный мотор.
Для оснащения ВАЗ 2106 рассматриваемым узлом потребуется компрессор-кит — комплект, в который входит всё необходимое для переоборудования мотора (патрубки, крепёжные элементы, нагнетатель и др.).

Устанавливается изделие согласно инструкции производителя.
Видео: установка компрессора на примере «пятёрки»
16-клапанный двигатель на ВАЗ 2106
- Для 16-клапанного двигателя устанавливаем инжекторную систему питания.
- Подгоняем крепление на подушках двигателя (используются классические опоры).
- На маховике меняем венец, для чего сбиваем старый, а на его место насаживаем деталь от ВАЗ 2101 с предварительным нагревом. Затем со стороны двигателя на маховике стачиваем буртик (придётся обратиться к токарю). Это необходимо для того, чтобы стартер стал на своё место. По окончании работ с маховиком выполняем его балансировку.



Из перечисленных пунктов по установке 16-клапанного агрегата можно понять и предварительно оценить свои возможности как в финансовом, так и в техническом плане. При отсутствии необходимых комплектующих и знаний придётся обращаться за посторонней помощью и «вливать» в такой вид хобби дополнительные средства.
Видео: установка 16-клапанного мотора на «классику»
Двигатель «шестёрки» хорошо поддаётся форсированию, причём необязательно быть специалистом с большим опытом для увеличения объёма агрегата. Постепенно совершенствуя свою машину, в итоге можно получить довольно «бодрый» автомобиль, который позволит чувствовать себя увереннее на дороге.
Читайте также: