
Чистка коленвала ваз 21213
Обновлено: 06.07.2024
📝 Как почистить коленвал
Во-первых, уменьшается количество грязи, и соответственно повышается ресурс двигателя.
Во-вторых, улучшается циркуляция масла, особенно это актуально в зимнее время, когда масло становится густым, тоже повышается ресурс двигателя.
В-третьих, снижается общий дисбаланс коленвала.
Почистить коленвал, чуть ли ни самая важная процедура при ремонте двигателя, но не многие знают что коленвал нужно чистить при каждом ремонте двигателя, еще меньше людей знают как именно нужно чистить коленвал. Коленвал является своего рода артерией. В нем есть сверления и полости, по которым моторное масло подается для смазки шатунных вкладышей и втулок поршневых пальцев. Если же коленвал забит грязью и не почищен, моторное масло будет доходить до шатунных шеек в недостаточном количестве и возможно вообще не дойдет ко втулкам поршневых пальцев.
Бывали случаи, что грязь полностью забивала масляные каналы, и от этого естественно пары трения начинали работать на сухую и быстро выходили из строя. Обычно такое случается, когда водители экономят на фирменных масляных фильтрах, покупая их подешевле на рынке. И если даже мотор и доживал до капиталки без поломок, то в коленчатом вале было обнаружено очень много отложений. От этого, кроме риска перекрытия масляных каналов, ещё и нарушалась балансировка коленвала, ведь грязь при достаточном отложении, весит десятки грамов и откладывается неравномерно. В итоге возникает вибрация двигателя, а ресурс коренных подшипников резко сокращается.
Из вышесказанного, важность очистки каналов коленвала думаю понятна, а вот как их правильно вскрыть и очистить?
А чистить будем таким образом:
• для начала нужно выбить заглушки коренных шеек, для этого с одной стороны пробиваю дырку в заглушке, в эту дырку вставляю слегка изогнутую арматурину и выбиваю изнутри коренной шейки заглушку, которая находится с другой стороны, после чего таким же способом выбиваю дырявую заглушку, и так на всех шейках.
• после того как выбиты все заглушки, нужно тщательно вычистить всю грязь из коленвала, думаю значение слова "тщательно" не стоит расшифровывать. Металлическим ёршиком очищаем полость шатунной шейки от грязи, а затем для верности заливаем туда какой нибудь растворитель (советую ацетон или фирменный размягчитель отложений Dreumex Solu-Cleaner) и даём откиснуть хорошенько несколько часов. После этого выливаем всю черноту из полостей и затем советую использовать моющее средство (можно на водной основе), которым следует промыть каналы и полости под давлением.
• когда вся грязь вычищена, можно попробовать промыть полости коленвала соляркой.
• теперь дело за малым, остается забить новые заглушки.Новые заглушки нужно аккуратно забить по месту посадки старых. В этом случае лучше использовать специальную оправку, на которую заглушка одевается, а затем уже заглушка вместе с оправкой вставляется в своё посадочное место, и запрессовывается. Оправку можно купить вместе с заглушками (бывает в наборе в продаже), а если не найдёте в магазине, то можно и токарю заказать.
• напоследок нужно продуть коленвал сжатым воздухом, чтобы убедиться что отверстия не забиты грязью.
СОВЕТ. Перед покупкой новых заглушек, измерьте посадочные места заглушек в своём коленвале (внутренний диаметр), а когда будете покупать сами заглушки, то измерьте их наружный диаметр. Натяг при запрессовке должен составлять 0,3 мм (наружный диаметр заглушек, больше на 0,3 мм, чем внутренний диаметр посадочного отверстия в шейке вала). Свободная посадка здесь недопустима
Взято Типичный Автомеханик
Как промыть блок двигателя.
Опытные автослесаря отлично знают как правильно собрать двигатель после расточки блока,но чтобы не было накладок я рекомендую всё же прочитать этот материал.
А для не опытных и тех кто решил попробовать самостоятельно сделать капитальный ремонт своего двигателя,или даже если вы хотите отдать свой двигатель в ремонт , прочитать эту статью просто необходимо.
Правильно промываем блок
Не многие знают о том что хонинговка блока происходит с применением хонинговальной пасты в состав которой входит мелкодисперсная алмазная пыль,которая в процессе хонингования практически втирается в материал блока
И многие делают ошибку просто промыв блок бензином или солярой после расточки.Некоторые просто промывают блок кёрчером или кёрхером кому как нравится,ошибочно считая что с блока нужно просто смыть стружку от резца.
После такой промывки ваш блок проходит не более 5000-8000 километров,при этом потребление масла не будет отличатся от расхода который был до ремонта,криворукий автослесарь будет объяснять это притиркой колец и обещать что скоро расход масла прекратится и всё войдет в норму ,и даже после предъявления ему претензий по качеству ремонта вам разберут за ваши же деньги двигатель повторно и покажут полностью изношенные поршневые кольца ,обвинив производителя колец в производстве не качественных запчастей .Да с одной стороны человек производивший сборку двигателя в чём то прав,действительно запчасти которые сейчас продаются нельзя назвать качественными ,но даже самые дешёвые кольца не могут стереться за такой пробег,вся проблема в не правильной обработке гильз после расточки. Даже повторная замена колец ни чего не даст,так как алмазная паста остаётся практически на всегда в материале блока,и сколько бы раз вы не меняли кольца ,проблема истирания колец будет оставаться .
Только правильная промывка двигателя ,спасёт вас от от ещё одной расточки блока !
Промывка блока делается обычной теплой водой с применением хозяйственного мыла и поролоновой губки,необходимо промыть гильзу на несколько раз ,просушить сухой ветошью , взяв листок обычной белой бумаги несколько раз потереть стенку гильзы,и если на бумаге остался тёмный след процедуру следует повторить , сборку двигателя можно производить только тогда ,когда листок бумаги будет оставаться практически чистым.
Нормальный расход масла после правильной промывки блока не должен превышать 100-150 грамм на первой 1000 километров и в последствии должен прекратится полностью!
Чистка промывка коленвала
По обработке коленвала особых рекомендаций нет , после шлифовки в обязательном порядке необходимо вытащить пробки из технологических отверстий ,прошампурить и промыть бензином или дизтопливом масляные каналы , потом при необходимости рассверлить отверстия под ближайший размер резьбы ,нарезать резьбу ,закрутить новые с предварительно пропиленным пазом под шлицевую отвёртку пробки изготовленные из обычных болтов в промытый коленвал , и сделать пару точек керном для предотвращения самопроизвольного отворачивания пробки.
Стандартные пробки для отечественных двигателей желательно не применять,по причине некачественного изготовления , были уже случаи выдавливания этих пробок давлением масла,так как очень часто встречаются откровенные подделки
Отверстия масляных каналов в шейках желательно слегка прозенковать обычным сверлом(прям совсем чуть-чуть), либо слегка ударить молотком по установленному в отверстие шарику подходящего размера , размер шарика не критичен,но он должен быть больше отверстия масляного канала чтобы исключить его попадание внутрь коленвала .
Но даже если вы этого не сделаете ни чего страшного ни произойдет , единственно что баббит ( материал которым покрыт вкладыш) будет поцарапан и снятый метал вкладыша опять попадёт в только что прочищенный коленвал. И по новой создаст условия для заполнения смолами сгоревшего масла внутренних полостей коленвала.
Разборка и ремонт (переборка) двигателя
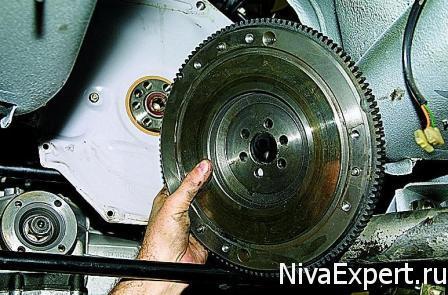
Снимаем маховик и крышку картера сцепления (см. тут).
Головкой «на 17» отворачиваем три болта крепления к блоку цилиндров кронштейна генератора.
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. тут).
Головкой «на 13» отворачиваем три болта крепления насоса охлаждающей жидкости к блоку цилиндров.
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
. и снимаем держатель в сборе с сальником.
Снимаем крышку привода распределительного вала, демонтируем цепь, звездочку коленчатого вала, валик привода масляного насоса, башмак натяжителя цепи (см. соответствующие разделы).
Накидным ключом «на 10» отворачиваем болт крепления кронштейна сливной трубки маслоотделителя системы вентиляции картера двигателя.
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Таким же образом снимаем.
Для снятия поршня с шатуна.
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Таким же образом снимаем еще четыре крышки коренных подшипников.
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.
Для определения износа цилиндров.

Схема измерения цилиндров: А и В - направления измерений; 1,2, 3 и 4 - номера поясов

Основные размеры блока цилиндров
Для определения износа юбки поршня.
Микрометром измеряем диаметры.

Допустимые биения основных поверхностей коленчатого вала
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
(читайте также статью "Коленвал - шлифовка или ремонт")
После шлифования шеек коленчатого вала.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Поршни к цилиндрам подбираются по классам.

Маркировка размерного класса цилиндров на блоке
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Чистка коленвала ваз 21213
После продолжительной эксплуатации на деталях двигателя, особенно на тех, которые подвержены воздействию высоких температур, образуется отложение, мы называем это нагар. В особенности это касается поршня, гильзы, головка блока цилиндров (ГБЦ), клапана, выпускной коллектор. Вот эти детали, в основном, подвергаются воздействию высоких температур.
Так вот, нам нужно избавится от этого нагара, мы на данный момент разбираемся с поршнем. Когда Вы разберете двигатель, то увидите что из себя представляет этот самый нагар. И так как я уже писал, если не почистить нагар, могут быть проблемы. Сначала хочу сказать несколько слов, почему так важно избавится от нагара, потом расскажу как избавится от нагара на поршнях своими силами.
Как нам известно предметы имеют коэффициент теплового расширения, в том числе и металлы, а значит и детали нашего двигателя. У каждый детали свой коэффициент теплового расширения. Попросту говоря детали нашего двигателя, после нагрева, будут расширятся и увеличиваться, по этой причине и предусмотрены тепловые зазоры. По этому время от времени мы и делаем регулировку клапанов на двигателях.
Поршень, как нам уже известно, подвержен воздействию высоких температур, особенно днище поршня. Значит днище поршня будет больше расширяться, не жали юбка. По этой причине поршня имеют разный диаметр днища и юбки. (Если мне не верите можете взять штангенциркуль и замерить). Как раз таки, на днище поршня и установлены, поршневые кольца.
Я думаю Вы, правильно, улавливаете ход моих мыслей, к чему я клоню, так сказать. А веду я вот к чему: предположим, мы не удалили нагар с каналов поршня, а просто поменяли кольца и воткнули поршня на места, собрали двигатель. Завели двигатель, он работает, радости у нас полные штаны, мы обкатываем двигатель. Через некоторое время, как рабочая температура поднялась, наш двигатель резко заглох.
Мы просто в шоке мечемся, не можем понять все же было нормально, что же произошло то? А произошло, то, что и должно было произойти: двигатель попросту заклинил. (Через некоторое время, когда остынет, двигатель конечно заведется, но не много поработав снова произойдет тоже самое). А помните, мы решили не тратить время и возиться с этим нагаром в поршнях, особенно под кольцами. Вот этот самый нагар всему причина и стал.
Как нам уже известно, металлы имеет свойство расширяться при нагреве. Если Вам интересно, внизу страницы я выложил таблицу, если обратите внимание, то увидите, что коэффициенты теплового расширения, разные. А вот как раз у алюминия, этот самый коэффициент, больше чем у некоторых металлов. А как нам известно, поршня и делаются как раз таки из алюминиевого сплава. Значит, по логике вещей, получается, что наш поршень, особенно днище, больше расширяется не жали гильзы, потому что гильза сделана из чугуна, а у чугуна этот самый коэффициент меньше.
И так думаю Вы представляете, что произошло с нашим двигателем. Когда мы его завели он был, соответственно, холодный. Как только двигатель начал нагреваться, металлические детали двигателя начали расширятся, особенно сделанные из алюминиевого сплава и подверженные постоянному воздействию высоких температур, к ним как раз относится и поршень. Когда поршень начал нагреваться он начал расширятся, соответственно расширились и поршневые кольца, а под кольцами у нас нагар мы не удалили его, поленились. Попросту говоря пропал компенсационный зазор, между поршнем и гильзой, из-за нагара. Если вдруг кто не знает во всех смазывающихся, трущихся и движущихся деталях всегда есть и должен быть компенсационный зазор. Если не будет зазора, то детали и механизмы попросту заклинит. Думаю я до Вас донес, как важно удалить образовавшийся нагар на деталях двигателя, в процессе эксплуатации.
Давайте теперь займемся удалением нагара. Конечно же в специализированных СТО есть такие методы как ультразвуковые ванны, специальные растворители или еще что нибудь. А мы же с вами будем рассматривать метод как своими руками удалить нагар при домашних условиях. Есть один такой не очень мудреный инструмент для удаления нагара с каналов поршней. Инструмент указан на картинке ниже.
Инструмент для удаления нагара.
Скорее всего у Вас такого инструмента не окажется, а у меня тоже нет. Я не когда в нем не нуждался, не привык, по этому обходился без него. Когда мы сняли поршня, соответственно, мы снимаем с них старые кольца, вот эти старые кольца нам и помогут. Когда снимете кольцо переломайте его по палам, вот этим самым обломком и чистим каналы поршня. Вот ниже я выложил картинку, думаю сути дела Вы поняли.
Чистим нагар с каналов поршней.

На этом с поршнями закончим переходим к коленвалу. После того как свозили свой коленвал, к шлифовщику, нужно будет открутить и снять пробки с шеек коленвала. На шатунных шейках предусмотрены, специальные пробки, по две на каждой шейке. Внутри шатунной шейки есть полость для скопления отложений. Во время работы двигателя, коленвал вращается, а внутри коленвала, масло. Как раз, во время вращения, коленвал словно центрифуга, очищает масло от всей гадости, которые в него попадают. Вот отсюда и все отложения в полостях коленвала. И от этих отложений нужно обязательно коленвал очистить, иначе могут быть проблемы.
Как снять пробки и как очистить коленвал я выложил картинки. Тут много ума не надо, только не забудьте после того как произведете чистку, обязательно промойте все полости и дырки чистым бензином и продуть сжатым воздухом. После завершения работ по чистке коленвала, не забудьте прикрутить все пробки на свои места.
Категорический запрещается использовать для продувки кислород, он масловзрывоопасен!
Как снять пробки коленвала.

Чистка полостей коленвала.

Ну что же друзья на этом я заканчиваю эту статью. Думаю что то полезное Вы узнаете ознакомившись с данной статьей. Если у Вас возникнут какие то проблемы пишите мне или оставляйте комментарий я постараюсь обязательно ответить и помощь чем смогу. Спасибо за внимание!
Коэффициенты теплового линейного расширения металлов и керамики + угля и графита. Таблица.
Для добавления комментариев нужна регистриция
Как проводить замену сальников коленвала
Сальниковое уплотнение коленвала автомобиля Нива представляет собой элемент, герметизирующий зазоры между деталями и предотвращающий течи масла. Со временем его рабочая поверхность теряет эластичность, нарушая герметизацию. В результате требуется немедленный ремонт в виде замены сальника, иначе с автомобилем могут возникнуть серьёзные проблемы.
Неисправность переднего сальника часто приводит к повреждению ремня ГРМ. А через протекающее заднее сальниковое устройство коленвала смазка может попасть на диск сцепления, отрицательно влияя на его фрикционные свойства. При этом также повышается расход горючего и снижается производительность транспортного средства.
Менять сальник на Ниве рекомендуется:
- через 100 тыс. км пройденного машиной расстояния;
- если автомобиль давно не использовался, и уплотнение затвердело;
- при покупке некачественного сальника, вышедшего из строя намного раньше положенного срока.
На ниве необходимость в такой процедуре, как замена переднего сальника коленвала, возникает при обнаружении текущего через его кромку масла. При этом шкив разбрызгивает смазку, загрязняющую моторный отсек и переднюю часть двигателя. Обратив внимание на этот признак, стоит дополнительно проверить систему вентиляции картера, так как при её засорении даже замена сальника не поможет убрать течь.
Основные этапы работы, выполняемой на подъёмнике или канаве, следующие:
- Снятие брызговика нижней части картера;
- Включение 1-й передачи и торможение машины с помощью стояночного тормоза. Это позволяет избежать кручения вала при смене сальника;
- Ослабление гайки, которая крепит шкив (в качестве инструмента для ВАЗ 21214 и 21212 применяют ключ на 38);

4. Ослабление ремня привода водяного насоса (используется головка на 13);
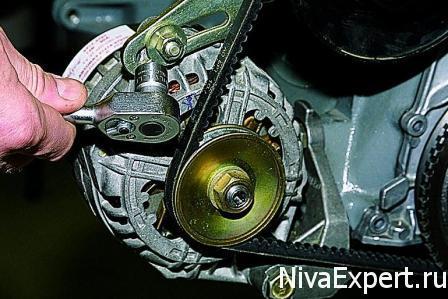
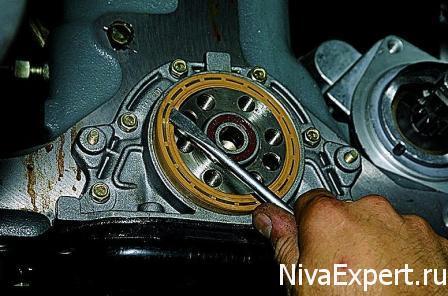
5. Смещение генератора с помощью отвёртки, приложенной так, как показано на фото;
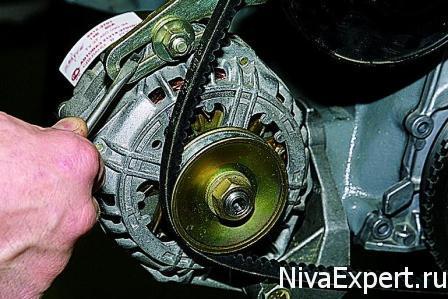
6. Снятие сначала датчика, а затем ремня коленвала;

7. Откручивание гайки, закрепляющей шкив;

8. Снятие самого шкива.

Теперь с помощью отвёртки передний сальник поддевают и достают из гнезда. Последний этап, запрессовка новой манжеты, может выполняться двумя способами:
• с использованием инструментальной головки;
• с помощью накладываемого сверху шкива, с установленным на нём старым сальником. При затягивании гайки крепления новая манжета запрессовывается быстрее и проще.
После окончания запрессовки следует убедиться в надёжности установки переднего уплотнения. Ремонт заканчивается возвращением всех деталей на место в обратной последовательности.
Меняем задний сальник
Необходимость в ремонте авто путём замены заднего сальникового уплотнения определяется по следующим признакам:
• вращение расположенного внутри картера маховика приводит к разбрызгиванию масла, которое вытекает через щели, образовавшиеся между кожухом и его крышкой;
• протекание жидкости приводит к замасливанию накладок диска сцепления и его пробуксовке.

3. Снять сначала маховик, затем пластину

4. Отвернуть гайки на крышке кожуха (в качестве инструмента – головка на 10) и снять её;
5. Используя отвёртку, извлечь сальник.
Теперь необходимо взять новое сальниковое уплотнение коленвала и смазать его маслом вдоль рабочей кромки. После этого с помощью старой манжеты сальник запрессовывают на место. И, наконец, убедившись в его надёжном закреплении, устанавливают обратно все снятые детали.
Как собрать двигатели ВАЗ-21213, ВАЗ-21214
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
Осмотрите блок, особенно внимательно – опоры коленчатого вала.
Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде.
Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием. Осмотрите цилиндры с обеих сторон.
Царапины, задиры и трещины не допускаются.
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой – при этом дефекты видны значительно лучше.

Для определения износа цилиндров нутромером измеряем диаметр цилиндра в четырех поясах и двух плоскостях (параллельно и перпендикулярно оси коленчатого вала).
Для определения износа юбки поршня микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня.


Микрометром измеряем диаметры шатунных шеек
Микрометром измеряем диаметры коренных шеек коленчатого вала. Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.

После шлифования шеек коленчатого вала необходимо удалить заглушки масляных каналов, тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).


В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками, а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как в крышках коренных подшипников).
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.


С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.

Затягиваем болты крепления крышек коренных подшипников моментом 68,31-84,38 Нм (6,97-8,61 кгс·м).
Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).

Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.


Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня. Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца. Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх.
Кольца должны проворачиваться в канавках свободно без заеданий. Располагаем кольца следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


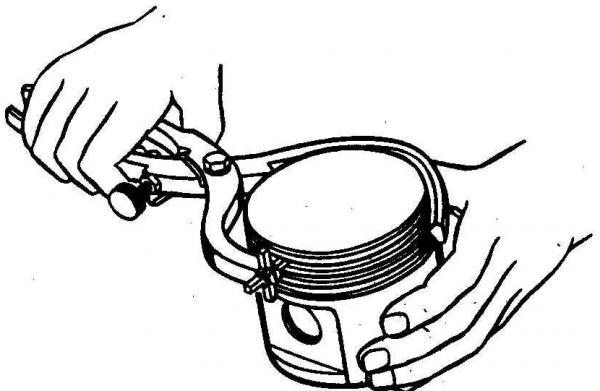
Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр.
Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.


Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Дальнейшую сборку проводим в последовательности обратной разборке.
Уплотнительные прокладки и сальники заменяем новыми.
При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра.
Размеры шеек коленвала ваз 21213
На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях замените вкладыши новыми.
Зазор между вкладышами и шейками коленчатого вала проверяют расчетом (промерив детали). Удобно для проверки зазора пользоваться калиброванной пластмассовой проволокой. В этом случае метод проверки следующий:
- тщательно очистите рабочие поверхности вкладышей и соответствующей шейки и положите отрезок пластмассовой проволоки на ее поверхность;
- установите на шейке шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затяните гайки или болты крепления. Гайки шатунных болтов затягивайте моментом 51 Н·м (5,2 кгс·м), а болты крепления крышек коренных подшипников — моментом 80,4 Н·м (8,2 кгс·м);
- снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора (рис. 2-38).

Номинальный расчетный зазор составляет 0,02-0,07 мм для шатунных и 0,026-0,073 мм для коренных шеек. Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
При зазоре, большем предельного, замените на этих шейках вкладыши новыми.
Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Ремонт и эксплуатация автомобиля ВАЗ 21213
Ремонт и эксплуатация автомобиля ВАЗ 21213
2.8. Шатунно-поршневая группа
2.8.1. Особенности устройства
ОБЩИЕ СВЕДЕНИЯ
Основные размеры шатунно-поршневой группы
Маркировка поршня и шатуна
| 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – класс шатуна по отверстию для поршневого пальца; 6 – номер цилиндра |
Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она коническая, а в поперечном сечении – овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (см. рис. Маркировка поршня и шатуна).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат – на 0,8 мм.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец
Поршневой палец – стальной, полый, плавающего типа, т. е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца
Поршневые кольца – изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рис. Маркировка поршня и шатуна) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (см. табл. Классы шатунов по массе верхней и нижней головок), маркируемые краской на стержне шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16, 5 и 35,5 мм (рис. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна).
Классы шатунов по массе верхней и нижней головок
Упорные полукольца
Также, как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях заменяйте полукольца новыми.
Полукольца заменяются также если осевой зазор коленчатого вала превышает максимально допустимый — 0,35 мм. Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06-0,26 мм.
Осевой зазор коленчатого вала проверяется с помощью индикатора, как описано в главе «Сборка двигателя» (рис. 2-14).
Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на автомобиле. При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по перемещению переднего конца коленчатого вала.
ДВИГАТЕЛЬ ВАЗ 21213-1000260
Двигатель четырехтактный, карбюраторный, рядный, с верхним расположением распределительного вала. Система охлаждения двигателя — жидкостная, закрытого типа, с принудительной циркуляцией жидкости. Двигатель имеет комбинированную систему смазки: под давлением и разбрызгиванием.
Двигатель ВАЗ 21213 может применяться для установки на автомобили ВАЗ «Нива»: 2121, 21213, 21214, 2131; «Надежда» 2120 и их модификации.
Данный ДВС разрабатывался специально под автомобиль «Нива» ВАЗ-21213. По межцентровому расстоянию цилиндров в 95 мм., его можно отнести к группе ДВС устанавливаемых на заднеприводные автомобили. Располагались они в моторном отделении продольно оси автомобиля.
На двигателе установлен коленчатый вал 21213-1005015. По своим параметрам он соответствует коленчатому валу 2103 и обеспечивает ход поршня – 80мм. (радиус кривошипа – 40мм.). Вал имеет дополнительные противовесы снижающие вибрацию. На каждой шатунной шейке имеется два маслоподводящих отверстия. Диаметры шеек вала увеличены на 0,02мм. При использовании стандартных вкладышей, это уменьшение зазоров оптимизирует толщину масляного слоя между шейкой вала и поверхностью вкладыша. В тоже время снижение зазоров улучшает динамические характеристики вала. Коленчатый вал 21213 рекомендован к установке вместо вала 2103.
Для двигателя разработана новая поршневая группа. Поршень 21213 оригинальной конструкции, на днище имеет специфическую овальную лунку. Для диаметров поршней определены классы соответствующие классам цилиндров. Отверстие под поршневой палец диаметром 22мм. В поршне отверстие под поршневой палец смещено на 1,2мм от оси поршня. Маркировка класса поршня по диаметру и по размеру отверстия пальца указываются на днище поршня. Поршневой палец, длиной 67мм, фиксируется в поршне стопорными кольцами. Вес поршня составляет 347гр. При изготовлении все поршни доводятся до одного веса.
Шатун 21213-1004045 имеет новую конструкцию. Длина шатуна составляет 136 мм. Размеры отверстий: под шатунную шейку — 47,8мм; поршневой палец – 22мм. Для стяжки крышки шатуна использованы новые болты, обеспечивающие надежность и точность сборки.
Головка цилиндров 21213-1002011(для двигателя объемом – 1,7л.) конструктивно похожа на головку 21011, но имеет ряд отличий. Высота головки 21213 составляет 111,0мм, что ниже головки 21011 на 1,8мм. Размер камеры сгорания — 81х52 мм, объем 30 см3.
Для двигателя разработан новый распределительный вал 21213-1006010. Изменена форма кулачков, для увеличения хода впускного клапана. Применяются клапаны и клапанный механизм от двигателя 2101.
Привод распредвала – цепной. Цепь двухрядная втулочно-роликовая мод. 2103. Применяется новый удлиненный башмак натяжителя.
Товар добавлен в закладки!
- Описание
- Отзывы
Стандартный коленчатый вал от двигателя ВАЗ 2130 1.8L (ОПП ВАЗ).
Коленчатый вал с ходом 84 мм (чугунный) устанавливается в блок ВАЗ 21213 (Нива) и ВАЗ 2123 (Нива-Шевроле, CHEVROLET NIVA) совместно с
поршнями «ТДМК» (82,0 мм — 82,4 мм — 82,8 мм — 84,0 мм), со штатными или облегчёнными шатунами.
Данный коленвал возможно установить в блок ВАЗ 2103 (1.5L) и ВАЗ 2106 (1.6L) без замены шатунов и поршней (потребуется точный расчёт степени сжатия и корректировка камеры сгорания).
Увеличить рабочий объём двигателя можно: заменив коленвал на другой с большим ходом, увеличив диаметр цилиндра или то и другое одновременно. Не надо забывать, что при изменении объёма двигателя, необходимо увеличить объём камеры сгорания — для компенсации увеличения объёма цилиндра.
При установке коленвала с большим ходом необходимо заменить поршни.
К расточке цилиндров блока на значительную величину (2 мм) нужно подходить осторожно. Например, при расточке серийного блока ВАЗ 21083 с 82 мм до 84 мм у двигателя наблюдается повышенный расход масла. Это происходит за счёт потери жёсткости блока. В этом случае лучше использовать специальную толстостенную отливку блока. Такие блоки ВАЗ выпускает мелкими сериями.
Увеличение объёма двигателя приводит к увеличению максимального крутящего момента, но при этом происходит снижение оборотов максимальной мощности. Это происходит из-за уменьшения механического КПД. Если повышение объёма происходит за счёт увеличения диаметра цилиндров, то возрастает площадь контакта между стенками цилиндра и поршнем с поршневыми кольцами. Как следствие повышается трение. Если повышение объёма происходит за счёт увеличения хода коленвала, то возрастает средняя скорость поршня, что приводит к тем же результатам.
В любом случае повышение объёма приводит к падению общего КПД двигателя.
Объём двигателя ВАЗ (в куб. см) в зависимости от диаметра цилиндра и хода поршня.
Диаметр Ход поршня, мм цилиндра, 80 84 86 88 мм 76,0 1451 1524 1560 1596 76,4 1466 1540 1576 1613 76,8 1476 1556 1593 1630 79,0 1568 1646 1685 1725 79,4 1584 1663 1702 1742 79,8 1600 1680 1720 1760 80,0 1608 1688 1628 1768 82,0 1689 1774 1816 1858 82,4 1706 1791 1834 1876 82,8 1722 1808 1851 1894 84,0 1772 1861 1905 1950
Технические характеристики
Мотор Нива имеет высокие технические характеристики, а сам автомобиль обладает повышенной проходимостью, поскольку имеется вариант включения 4×4. За историю производства на ВАЗ 2121 устанавливались разные версии двигателя, от карбюраторной версии до инжектора и даже дизельного варианта.
Итак, рассмотрим основные характеристики модификаций силового агрегата Нива:
ВАЗ 2121
| 76,000-76,010 | 76,010-76,020 | 76,020-76,030 | 76,030-76,040 | 76,040-76,050 | |
| Диаметр цилиндра 79 (мм), | |||||
| 79,000-79,010 | 79,010-79,020 | 79,020-79,030 | 79,030-79,040 | 79,040-79,050 | |
| Диаметр цилиндра 82 (мм), блок: | |||||
| 82,000-82,010 | 82,010-82,020 | 82,020-82,030 | 82,030-82,040 | 82,040-82,050 | Цвет маркировки |
| верхней | нижней | ||||
| 186 ± 2 | 519 ± 3 | A | Белый | ||
| 525 ± 3 | B | Голубой | |||
| 531 ± 3 | C | Красный | |||
| 190 ± 2 | 519 ± 3 | D | Черный | ||
| 525 ± 3 | E | Фиолетовый | |||
| 531 ± 3 | F | Зеленый | |||
| 194 ± 2 | 519 ± 3 | G | Желтый | ||
| 525 ± 3 | H | Коричневый | |||
| 531 ± 3 | I | Оранжевый |
| Наименование | Показатель |
| Объем двигателя | 1,6 литр (1580 см куб) |
| Количество цилиндров | 4 |
| Количество клапанов | 8 |
| Топливо | Бензин |
| Система впрыска | Карбюратор |
| Мощность | 80 лошадиных сил |
| Расход топлива | 12,2 л/100 км |
| Диаметр цилиндра | 79 мм |
| Клапанный механизм | SOHC |
ВАЗ 21213
| Наименование | Показатель |
| Объем двигателя | 1,7 литр (1690 см куб) |
| Количество цилиндров | 4 |
| Количество клапанов | 8 |
| Топливо | Бензин |
| Система впрыска | Карбюратор |
| Мощность | 82 лошадиных сил |
| Расход топлива | 11,0 л/100 км |
| Диаметр цилиндра | 82 мм |
| Клапанный механизм | SOHC |
ВАЗ 21214
| Наименование | Показатель |
| Объем двигателя | 1,6 литр (1580 см куб) |
| Количество цилиндров | 4 |
| Количество клапанов | 8 |
| Топливо | Бензин |
| Система впрыска | Инжектор |
| Мощность | 83 лошадиных сил |
| Расход топлива | 8,4 л/100 км |
| Диаметр цилиндра | 82 мм |
| Эконорма | ЕВРО-4 |
| Клапанный механизм | SOHC |
ВАЗ 2131
| Наименование | Показатель |
| Объем двигателя | 1,8 литр (1779 см куб) |
| Количество цилиндров | 4 |
| Количество клапанов | 16 |
| Топливо | Бензин |
| Система впрыска | Инжектор |
| Мощность | 94 лошадиных сил |
| Расход топлива | 9,2 л/100 км |
| Диаметр цилиндра | 82 мм |
| Эконорма | ЕВРО-4 |
| Клапанный механизм | SOHC |
Двигатель XUD9SD производства Peugeot
| Наименование | Показатель |
| Тип мотора | Дизель |
| Объем двигателя | 1,9 литр (1905 см куб) |
| Количество цилиндров | 4 |
| Количество клапанов | 8 |
| Топливо | Дизельное топливо |
| Мощность | 75 лошадиных сил |
| Расход топлива | 7,1 л/100 км |
Силовые агрегаты ВАЗ 2121 комплектовались коробками передач 4-МКПП и 5-МКПП.
Читайте также: