
Как перепресовать поршня на уаз
Добавил пользователь Валентин П. Обновлено: 05.10.2024
Как перепресовать поршня на уаз
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток
Снимите головку блока цилиндров
Снимите масляный картер двигателя и прокладку картера
Снимите масляный насос.

Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна.
Если крышка сидит плотно, сбейте ее несильными ударами молотка.
Выньте из крышки вкладыш.
Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном.
Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверьте метки на шатуне и его крышке. Если метки не видны, пометьте шатун и крышку номером цилиндра.
Выньте остальные поршни с шатунами.
Съемником снимите поршневые кольца или, при его отсутствии, осторожно разогните кольца у замков.
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.

8. Снимите стопорные кольца с двух сторон поршня.
Выпрессуйте специальным приспособлением поршневые пальцы.
Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1. Это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3.
Снимите остальные поршни с шатунов.
Промойте все детали в бензине. Очистите поршни от нагара.
Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни.
Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень.
Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,036–0,060 мм.
Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром 0,25 мм.
Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра.
В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром.
На одной из бобышек под поршневой палец отлита надпись «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).


Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,060–0,096 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные значения, нужно заменить кольца или поршни.
Измерьте зазоры в замках поршневых колец.
Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерьте щупом зазор в замке (разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, замените кольцо.
Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски, перемещая кольцо по напильнику вверх-вниз.
Проверьте посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской.
Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий.
Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения.
В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса.
Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе.
Разница по массе для одного двигателя должна быть не больше 10 г.
Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и другие повреждения, замените вкладыши.
Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм.
Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой.
Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм.
Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в таблице.

*Допуск 0,06 мм разбит на 5 групп (через 0,012 мм)

Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80°С.
Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ «А» на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм.
Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
На верхнее компрессионное кольцо нанесена надпись «Верх», кольцо необходимо устанавливать на поршень этой надписью к днищу поршня.
На нижнем компрессионном кольце с внутренней стороны выполнена проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.
Вставьте вкладыш 7 в нижнюю головку шатуна — фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня.
Вставьте вкладыш 1 в крышку 2 шатуна — фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке.
Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом.
Сориентируйте поршневые кольца так, чтобы замки компрессионных колец были расположены под углом 180° друг к другу, замки дисков маслосъемного кольца — также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца — под углом 45° к замку одного из дисков маслосъемного кольца.
Поверните коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливают поршень, находилась в НМТ.
Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Для того чтобы не повредить зеркало цилиндра, рекомендуем надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе можно сломать поршневые кольца.
Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снимите с шатунных болтов обрезки шлангов.
Установите крышку 2 шатуна на шатунные болты так, чтобы уступ «Б» на крышке шатуна был с той же стороны, что и выступ «А» на нижней головке шатуна; номера цилиндра, выбитые на шатуне и крышке, были расположены с одной стороны, а «замки» вкладышей — друг против друга.

Заверните гайки шатунных болтов и затяните их моментом 68–75 Нм (6,8–7,5 кгс·м).
Аналогично установите остальные поршни с шатунами.
Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
Как перепресовать поршня на уаз
замена не возможна по очень многим факторам. поэтому хотелось бы найти какое нибудь решение.
С отменой записи в ТП все эти факторы только для самоуспокоения, реальный только ОДИН - ДЕНЕЖКИ.
Конечно можно при сборке посадить это дело (я про фото) на силиконовый герметик типа ВГО-1 (гражданское название герметик-прокладка), но гарантий по срокам никаких. Плохо видно на фото, но кажется подъело и боковую поверхность посадочного гнезда под резинку, это основное уплотнительное место, не даёт резинке разжаться, а это уже блок - не жилец, ибо ремонт очень дорог и трудоёмок.
Учитывая. что блок уже варили, я отправил бы его в цветмет, а на форуме поискал бы б/у двигатель под ремонт (или блок), выйдет намного проще и дешевле, тем более, как я понял, у Вас и так была сборная солянка из нескольких движков. Вашему двигателю после ремонта я бы не доверял, сможет отказать в любую минуту. Рассуждения не теория, всё уже делал руками.
А зачем тебе менять шатуны?Если есть гораж и тески,покупаеш шатунные втулки, лучше два комплекта:D,а то можеш несколько втулок запороть,Старые выковыриваеш а новые запресовываеш в тесках,и отдаёш токарю после покупки поршневой и замера шатунного пальца.:Dдля развёртки.Палец должен проходить через шатун с усилием от руки змазанный маслом.Не промаж в шатунах масленные отверстия.При зборке шатунов и пошрней,палцы положи в холодилник в морозилку,а поршня нагрей в масле мо жно в кепяшем,собирай в перчатках, если пальцы туго входят в поршень,не с молотка,нестрашно претруться,
Уважаемый afonya!
У меня к Вам 2,5 вопроса.
1-ый. Вас не смущает маленькая фраза в талмуде "после запрессовки втулку прошить гладкой брошью для уплотнения до диаметра. ".
Я в Вашем техпроцессе данной операции не заметил, или это ерунда?
2-ой. А у Вас отверстия во втулке токарь растачивает? Я думал это делают регулируемой разверткой на диаметр 25 с подбором по конкретному пальцу. А ничего, что по -хорошему ещё и доводочку на шлифголовочке делать полагается? А чем Вы 3-ий знак после запятой на новых пальцах меряете?
2,5-ый. Русский язык не родной? Неужели трудно писать грамотно, ну не унижайте себя и нас.
ИМХО, немного Вы отремонтировали движков. Учитывая качество Ваших работ, не стал бы обращаться к Вам, ибо нет уверенности в долгосрочной работе двигателя, отремонтированного таким способом. Без обид.
Сам я пенсионер, от дел практически отошел, хотя занимался авторемонтом около 40 лет. Живу в Москве полгода, ещё полгода в глухой деревне Тверской области. Так там ребята ремонты делать могут и на коленке, и в райцентр за 60 км гоняют, если надо серьезно и грамотно сделать, хотя там глушь, медведи есть, а Интернета (да и сотовый только билайн кое-где) - нет. Т.ч. Москва - не показатель, а учитывая, что мы в Интернете общаемся, не такая уж у Вас глухомань, можно почти всё заказать на сайтах, иногда дешевле, чем в магазине выйдет. УАЗовский двигатель тем и хорош, что можно перебрать только заменами, почти без станочного парка, правда это дороговато выходит. Из отечественных в этом он проигрывает только уфимскому 412-му, там вообще можно всё просто поменять.
Это я к тому, что перепрессовка втулок в домашних условиях не надёжна и не ресурсна. При замене поршневой лучше менять комплектом, они так комплектом иногда и продаются. Кстати, по ценам московских сервисов, ремонт шатунов или расточка гильз экономически не выгодны, разница на единицу 50-100 руб. в минус при ремонте, нет смысла заморачиваться.
А наварить?Есть возможность?;)
наварить как раз за 250 км.когда варил блок то ждал месяц.везти смысла нет.
есть 417 блок под сальник.но тогда получается что я зря выкинул деньги на новое колено под набивку,а вернуть уже нет возможности.брал более полугода назад.да и чека не сохранилось.
наварить как раз за 250 км.когда варил блок то ждал месяц.везти смысла нет.
есть 417 блок под сальник.но тогда получается что я зря выкинул деньги на новое колено под набивку,а вернуть уже нет возможности.брал более полугода назад.да и чека не сохранилось.
ИМХО: имеющийся блок в утиль.
не ругайтесь.по поводу ремонта вы правы.где я живу с этим сложно.до места где можно чтото сделать 250 километров,поэтому делаю сам.
а по поводу выеденего пришла в голову мысль.
место где сьело выровнять по всей плоскости бурмашинкой.выточить по размере места аллюминивую вставку.ее через герметик посадить на болты(места под резьбу достаточно)и уже по месту той-же бурмашинкой выточить этот буртик.
на счет точности будет нормально.занимаюсь реставрацией,поэтому опыт есть.
как такое решение?
Вообще нормально, но можно проще (мои варианты, т.к. тоже лежит блок под ремонт с 3 проеденными гнёздами, ещё не делал).
Обязательно необходимо сохранить расстояние от уплотнительной поверхности блока до посадочного пояска под гильзу (ВЕРХНЯЯ часть гильзы).
Вариант 1:
Углубляется посадочное место под резиновое кольцо (3) на размер Х и точится кольцо-проставка (1) на гильзу толщиной Х.
Вариант 2:
Растачивается гнездо под обойму (2) и точиться обойма на гильзу в которую и закладывается резиновое кольцо (3).
Гильза -(4).
В первом варианте доволно высокие требования по размерам и точности, во втором меньше, но, имхо, и меньшая надёжность.
См. прилагаемый рисунок в конце поста.
наварить как раз за 250 км.когда варил блок то ждал месяц. везти смысла нет.
есть 417 блок под сальник.но тогда получается что я зря выкинул деньги на новое колено под набивку,а вернуть уже нет возможности.брал более полугода назад.да и чека не сохранилось.
Ну вот , а ещё вопросы.
ИМХО, купленное колено продать с потерей денег на УАЗбуке (я понимаю, жаба душит, но так будет лучше) или оставить для опытов со старым движком, а ставить 417 блок под сальник, это небо и земля по сравнению со старым, фактически другой тип двигателя. Правда придётся купить новый КВ и маховик (лучше универсальный), но оно того стоит. Систему охлаждения пока можно оставить старую, заглушив место под помпу на блоке пластиной (на форуме такие темы уже были), хотя я бы и на новую систему охлаждения сразу перешел, но это уже будет стоить + 2-2,5 тыр. Всё сказанное справедливо, если на 417-ом блоке под сальник колокол установлен.
Нюансы ремонта двигателя УАЗ 417 своими руками

Моторы этих автомобилей отличаются мощностью, силой и надежностью. Главной причиной их поломки обычно служит большой возраст уазиков. В самых распространенных моделях УАЗ 3303 установлен мотор 417. Для того чтобы провести ремонт двигателя УАЗ 417 своими руками или его переборку, не следует дожидаться полного износа всех деталей. Первыми признаками скорой поломки могут быть следующие:
- сильно увеличился расход масла;
- мотор задымил;
- значительно повысился расход топлива;
- мощность двигателя упала;
- мотор издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждой машины УАЗ свой движок. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже усовершенствованная до двигателя УМЗ 417.
Поршни и гильзы разрушаются из-за частого перегрева двигателя при езде по бездорожью. Многие обладатели УАЗ 3303 меняют весь мотор, а не подвергают его ремонту. Если автовладелец берется за ремонт двигателя своими руками, он должен понимать, что для этого требуется некоторый опыт.
Переборка мотора УАЗ своими руками
Реанимировать двигатель, вернуть ему первоначальную резвость и послушность поможет смена непригодных запчастей или их реставрация. Все запчасти должны быть соответствующего размера. В магазинах представлен разнообразный выбор поршней, поршневых колец, седел клапанов впускных и выпускных, вставок шатунных подшипников коленчатого вала. Размер детали можно уточнить у продавцов-консультантов.

Переборка уазовского мотора
На износ двигателя значительно влияет ухудшение смазки трущихся поверхностей, которое зависит от увеличения или уменьшения зазоров. Для переборки мотора своими руками сначала необходимо его демонтировать. Это делается следующим образом:
- слить антифриз и масло из поддона;
- отделить воздухозаборный фильтр и отцепить от двигателя трубу глушителя;
- отсоединить от движка трубки системы охлаждения, масляного радиатора и отопительных приборов;
- снять радиатор системы охлаждения;
- отделить от карбюратора тяги привода дроссельной заслонки и воздушной;
- снять с мотора всю проводку;
- открутить болты нижних и передних подушек опор.
Теперь снимает двигатель с УАЗ 3303. Для этого на шпильки головки блока устанавливается скоба, специально для этого предназначенная. Мотор нужно подтянуть домкратом и отделить от него коробку передач. Мотор можно снять, подняв его вверх.
Другие действия приведут к тому, что вместе с двигателем придется доставать раздаточную коробку и коробку передач.
Что важно учесть при переборке двигателя УАЗ 3303
Перед тем как приступать к разбору своими руками, мотор следует старательно почистить от мазута и шлака. Для демонтажа понадобятся специальные наборы инструментов, такие как 2216-Б и 2216-М.

Все исправные детали нужно чистить и ставить на место либо помечать маркерами или стикерами, чтобы в дальнейшем избежать путаницы. При любой поломке или неисправности шатуны и крышки с них не следует разъединять. Меняя картер, нужно измерить угол соединения оси коленвала с задним торцом картера. Далее следует снять сцепление и определить стойку индикатора на кромке коленчатого вала. Радиус колебания края картера и прорези должен составлять приблизительно 0,1 мм.
После очистки все детали мотора нужно обезжирить. Нагар можно аккуратно счистить ножом или другим твердым предметом. Есть и другой, более легкий и безопасный способ. Для чистки деталей из алюминия требуется приготовить вот такой раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 л воды, разогретой до 90°С.
Для чистки деталей из стали подойдет этот раствор:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или другого щелочного мыла;
- 1,5 г жидкого стекла;
- 1 л чистой воды температуры 90°С.
Когда детали очистятся, их нужно прополоскать в чистой воде и высушить. При сборке двигателя УАЗ 3303 следует выполнять определенные правила:
- все детали, подвергающиеся в процессе эксплуатации трению, нужно смазать моторным маслом;
- все новые запчасти с резьбой необходимо установить на сурике;
- нитролак использовать с неразъемными деталями;
- при закручивании гаек и болтов следует применять динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Гильзы чаще остальных деталей нуждаются в замене. Стертой деталь можно считать тогда, когда щель между юбкой и гильзой увеличивается до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не больше 0,05 мм и не меньше 0,005 мм. Если выступ слишком мал, то антифриз обязательно окажется в камере сгорания, что станет результатом поломки. Величина гильзы измеряется без учета уплотнительного кольца. Гильзы в блоке цилиндров фиксируются шайбами и втулками. Слишком расточенные гильзы лучше заменить новыми.
Причиной поломки блока цилиндров может быть деформация поверхности примыкания к блоку, полное истирание направляющих втулок клапанов и седел. Искажение плоскости головки не должно превышать 0,5 мм. В ином случае головку нужно полировать.

Состояние поршневых колец следует контролировать. Лучше каждые 80 тыс. км автопробега их менять. На каждом поршне установлены 2 компрессионных кольца и 1 маслосъемное. Благодаря проточкам на внутренней поверхности кольца избыточное масло при поднятии поршня вверх выводится из системы.
Когда в замене нуждаются только кольца, но не сам поршень, из кольцевых рубчиков в его головке поршня нужно вычистить нагар. Это важно делать бережно, чтобы избежать повреждения боковых стенок. Сверлом в 3 мм можно убрать нагар из маслоотводящих отверстий. Скоростной режим не должен превышать 50 км/ч в течение первых 1000 км.
Криво-шатунный механизм УАЗа 3303
Ремонт шатунов заключается в замене и очистке втулки верхней головки. Ремонтные втулки изготавливают толщиной 1 мм из бронзовой полоски. Запрессовывая другую втулку в шатун, необходимо гарантировать дублирование отверстий втулки и верхней головки шатуна. Отверстия нужны для того, чтобы масло поступало к поршневому пальцу. Внутреннюю поверхность запрессованной втулки можно утрамбовать ровной пробкой. Исходный диаметр должен составлять 24 мм.
С другой стороны втулку нужно разработать под ремонтный калибр. Когда в шатунах прорези под вкладыши в нижней головке имеют более 0,05 мм овальности, их будет проще заменить.
Поршневые пальцы можно поменять, не обрабатывая заранее отверстия в поршне. Лучше применить детали большего диаметра. Диаметр пальцев не должен быть больше 0,1 мм, иначе отверстия придется заранее обрабатывать.
Прежде чем впрессовать поршневой палец, нужно извлечь стопорные кольца пальца из поршня плоскогубцами. Поршень в данной ситуации должен нагреться до 70°С в емкости с водой. Реставрация поршневых пальцев осуществляется посредством их перешлифовки в чуть меньшие размеры или хромированием, а потом полировкой до обозначенных параметров. Если поршневые пальцы имеют трещины и сколы, отремонтировать их уже нельзя.
Зазор между поршневыми пальцами и головкой шатуна составляет 0,007 мм. Поршневой палец следует смазать маслом низкой вязкости. На практике поршень подобрать очень просто. При комнатной температуре помещения палец не должен влезать в поршень от усилия рукой. Но если поршень разогрет до 70°С, то под несильным давлением он легко туда входит. Если запрессовывать палец при комнатной температуре, есть риск повреждения отверстия и самого поршня.
Все почищенные или замененные детали снова устанавливаются на свои места. Когда двигатель полностью собран, необходимо провести его балансировку. Ни одна сторона с новыми поршнями не должна перевешивать другую больше чем на 8 г. В канавках стопорные кольца должны устанавливаться с натягом. Чтобы избежать трудностей, поршни можно приобрести укомплектованными пальцем и колечками.
После капитального ремонта важно не перегружать мотор УАЗ 3303 интенсивной работой первую 1000 км. Все новые установленные детали должны приработаться и притереться.
Замена масла в двигателе и в коробке является одной из важных процедур, обеспечивающих стабильную работу автомобиля. Следует своевременно менять смазку, использовать качественное топливо и вовремя проходить техосмотр.
Как перепресовать поршня на уаз
Правильный подбор и установка поршневой группы играет важную роль при работе двигателя
Все детали шатунно-поршневой группы делятся на категории и подбираются индивидуально друг к другу


На блоке, краской нанесена буква, по которой подбираем поршень к цилиндру
Буквы на блоке и поршне должны совпадать.
Римская цифра «II» обозначает требуемую группу поршневого пальца

Обозначение «421» на поршне указывает на то, что он предназначен для двигателя УМЗ-4218
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни одинакового ремонтного размера.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.


На шатуне номер группы обозначается также краской
Он должен либо совпадать, либо быть соседней с пальцем группы
Палец, смазанный моторным маслом, должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее


Замки вкладышей должны быть расположены с одной стороны шатуна
Выступ на крышке шатуна должен совпадать по направлению с надписью «Перед» на поршне
Нагреваем поршень до температуры 60–80 °С. Допускается нагревать поршень в горячей воде.
Вводим головку шатуна между бобышками поршня и быстро запрессовываем смазанный моторным маслом поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком через оправку из мягкого металла, удерживая поршень на весу
Поршневой палец фиксируем с обеих сторон стопорными кольцами

Проверяем поршневые кольца, для этого поочередно устанавливаем поршневые кольца в цилиндр на глубину 20-30 мм от верхней кромки и набором щупов измеряем зазоры
Компрессионные кольца должны иметь зазор в замке 0,3-0,5 мм, маслосъемные 0,5-1 мм
Надеваем кольца на поршень, начиная с маслосъемного кольца


Раздвигаем замок радиального расширителя, устанавливаем его в нижнюю канавку
Таким же образом устанавливаем нижний кольцевой диск


Устанавливаем расширитель и верхний кольцевой диск
Кольцевые диски маслосъемного кольца взаимозаменяемы
Надеваем последовательно два компрессионных кольца так, чтобы:

- фаска на наружном диаметре нижнего компрессионного кольца была обращена в сторону юбки поршня

- фаска с внутренней стороны верхнего компрессионного кольца была обращена к днищу поршня
Подсборка шатунно-поршневой группы двигателя ЗМЗ-40906, сборка поршней с шатунами и пальцами, установка поршней в цилиндры.
После ремонта и перед сборкой надо произвести подборку поршней к цилиндрам двигателя ЗМЗ-40906. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
Подсборка шатунно-поршневой группы двигателя ЗМЗ-40906, сборка поршней с шатунами и пальцами, установка поршней в цилиндры.
На двигатель ЗМЗ-40906 после ремонта могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»). Поршни могут сортироваться на 2 группы по массе. Группа более тяжелых поршней имеет маркировку на днище. В двигатель ЗМЗ-40906 должны устанавливаться поршни одной группы по массе. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
Размерные группы поршней и цилиндров блока двигателя ЗМЗ-40906.

Допускается подбор поршней к цилиндрам, в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2. Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту–щуп размещать в плоскости, перпендикулярной оси поршневого пальца, то есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20+-3 градуса.
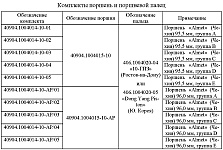
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки. Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы с разбивкой на 5 размерных групп и с разбивкой на 2 размерные группы должны быть подобраны к поршням и шатунам отдельно в соответствии с таблицами ниже.
Соответствие пальцев с разбивкой на 5 размерных групп поршням и шатунам двигателя ЗМЗ-40906.

Соответствие пальцев с разбивкой на 2 размерные группы поршням и шатунам двигателя ЗМЗ-40906.

Комплект поршневых колец на один двигатель ЗМЗ-40906.
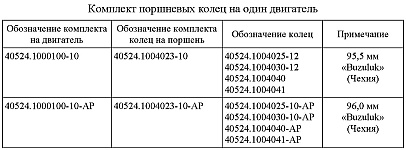
Комплекты поршень и поршневой палец на двигатель ЗМЗ-40906.
Комплекты поршень, поршневой палец и поршневые кольца на двигатель ЗМЗ-40906.
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки :
– Белый – соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 г.
– Голубой – 885-890 г.
Для установки в двигатель ЗМЗ-40906 следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма. Перед сборкой смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом : надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Маркировка шатуна и поршня для двигателя ЗМЗ-40906.

Проверить зазор в стыке поршневых колец, зазор между кольцом и канавкой и установить кольца на поршень. Замерить тепловой зазор в стыке колец, помещенных в верхнюю не изношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ), который должен быть не более 1,5 мм. Поверхность цилиндра предварительно очистить от нагара. Установка изношенных колец с зазором более 1,5 мм приведет к повышенному угару масла.

Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.

Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом.
Перед установкой поршня в блок двигателя ЗМЗ-40906 следует еще раз проверить правильность положения поршня и шатуна в цилиндре. Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны.
Снятие, ремонт и установка шатунно-поршневой группы
Снятие, ремонт и установка шатунно-поршневой группы УАЗ 31519
Вам потребуются: ключи "на 10", "на 12", "на 14", головки "на 15", "на 19", молоток.
1. Снимите головку блока цилиндров (см. "Замена прокладки головки блока цилиндров").
2. Снимите масляный картер двигателя и прокладку картера (см. "Замена уплотнения масляного картера").
3. Снимите масляный насос (см. "Снятие, ремонт и установка масляного насоса").

4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра. Проверьте метки на шатуне и крышке шатуна. Если метки не видны, пометьте шатун и крышку номером цилиндра.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
Предупреждение
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.
8. Снимите стопорные кольца с двух сторон поршня.
9. Выпрессуйте специальным приспособлением поршневые пальцы. Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1, это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: "409" (поршень номинального диаметра), "409АР" (диаметр, увеличенный на 0,5 мм) или "409БР" (диаметр, увеличенный на 1,0 мм).
13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить.
14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз.
15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун - на стержне, поршень - на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10

16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10

*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).

19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись "Перед" на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
На верхнем компрессионном кольце имеется надпись "Верх". Кольцо необходимо устанавливать на поршень этой надписью к днищу поршня. На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ ("замок") на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ ("замок") вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца - под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись "Перед" на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Полезный совет
Для того чтобы не повредить зеркало цилиндра, рекомендуется надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а "замки" вкладышей - друг против друга.

20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
Видео про "Снятие, ремонт и установка шатунно-поршневой группы" для УАЗ 31519
УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - Часть 2 - Замена втулок шатунов Как заменить поршневую в 406 ЗМЗ двигателе не снимая с машины часть 2 УАЗ/ГАЗЕЛЬ - Ремонт двигателя УМЗ 421 - часть 1 ДефектовкаПерепрессовка поршней двигателя
Перепрессовка поршней представляет собой довольно сложный процесс и её необходимость обусловлена, прежде всего, необходимостью замены шатун-деталей. Учитывая, что данную операцию производить в домашних условиях крайне трудно ввиду технической составляющей, её проводят в автомастерской только квалифицированные специалисты, способные сделать всё на высшем уровне.
Суть процесса перепрессовки поршней
Прежде чем начать говорить о непосредственно самом процессе, необходимо подробнее разобраться в том, что представляет собой конструкция поршня и что именно происходит во время процесса прессования. Поскольку сам поршень используется для приведения в движение остальных деталей, уделяется внимание его верхней и нижней головкам.
Верхняя головка поршня соединена напрямую с шатун-деталью, которая впоследствии передаёт нагрузку на коленчатый вал, в то время как нижняя головка поршня крепится к шейке самого вала.
Ввиду высоких нагрузок, шатун всегда изготавливается из прочных соединений сплавов и, тем не менее, его вес постоянно стараются урезать для уменьшения уровня вибраций в двигателе при работе.
В связи с этим процесс перепрессовки происходит следующим образом:
- производится разбор оболочки двигателя с целью получения доступа к поршням;
- снимаются шатунные болты и гайки, выполняющие роль креплений к коленчатому валу нижних и верхних головок поршня;
- нагревается головка шатун-детали и проверяется свобода хода пальца внутри поршня;
- как только расчётный зазор в 0,01-0,04 мм достигнут, происходит сама запрессовка детали;
- производится обратный сбор автомобиля.
Как можно заметить, весь процесс перепрессовки поршней заключается лишь в определении необходимого расстояния, при котором ход поршня осуществляется без каких-либо препятствий. Результатом запрессовки является чистый плавный ход поршня и отлаженная работа двигателя автомобиля.
Когда возникает необходимость перепрессовки поршней
Вкратце можно сказать о том, что запрессовка это крайняя мера, которая используется для придания поршням практически первоначального состояния. В соответствии с этим следует учесть, что необходимость её появляется, когда:
- наблюдается нестабильная работа двигателя и заметное падение мощности;
- двигатель работает с перебоями, и автомобиль становится труднее завести;
- коленчатый вал подвергается чрезмерному износу.
Разумеется, о рабочем состоянии поршней можно судить лишь во время полного технического осмотра автомобиля и при возникновении подобной необходимости, ремонт необходимо осуществлять на месте, не дожидаясь плачевных последствий.
Читайте также: