
Как запрессовать палец в шатун ваз 2109
Обновлено: 05.07.2024
Эпизод 7. Вязка поршней с шатунами
Сегодня произвел самую ответственную часть общего ремонта двигателя, повязал поршни с шатунами.
Как все было.
Для начала был подготовлен весь необходимый комплект.
Закрепляется шатун в тиски так, чтобы замки были слева. Затем рядом ложится поршень (как лежит так и будет устанавливаться), да так чтобы стрелка на поршне была направлена вперед, т.е. от себя. И начинается процесс нагрева верхней головки шатуна.
Греть нужно до температуры примерно 240 градусов, для контроля температуры у меня был пирометр (бесконтактный термометр).
Греть я считаю нужно на медленном огне, чтобы весь металл равномерно полностью нагревался. У меня процесс нагрева составил примерно 12-15 мин. Периодически пока меряется температура лучше слегка подогревать поршень той же горелкой. Затем по достижении необходимой температуры (кстати специально выключал свет, чтобы увидеть цвет нагретого шатуна, красноты на нем я не увидел) надо очень быстро сопоставить поршень с отверстием ВГШ и быстро протолкнуть заряженную оправку с пальцем до упора.
Задержать так на несколько секунд и можно разбирать и вытаскивать оправку. Сначала поршень слегка прихватывает, потому как начинается процесс интенсивного нагрева и охлаждения, но потом его отпускает и он начинает свободно проворачиваться на пальце. И так все поршни повязаны с шатунами
Затем при внимательном рассмотрении выплыл один косяк.
Вылет пальца с одной стороны поршня оказался на 1мм больше чем с обратной стороны
После внимательного рассмотрения и выяснения причины появления данного косяка обнаружилось следующее:
на бобышках поршней с внутренней стороны со стороны шатуна обнаружились три маленьких шишки, огрехи литья или специально так сделано,
Ну так вот эти самые шишечки не давали оправке протолкнуть палец в глубь шатуна.
В качестве эксперимента я решил повторно повязать старый шатун со старым поршнем.
Как видно разница есть, но малозаметная примерно 0,5 мм
Как вывод для таких поршней лучше делать дистанционное кольцо на оправке на 0,5 — 0,8 мм толще.
Ну вот для наглядности как картина обстоит изнутри
По итогу что можно сказать. Устанавливать на двигатель буду как есть. Палец в обоих положениях контачит с поршнем в полном объеме. Вылет в 1мм лишних считаю не критичным.
Если есть какие вопросы/комментарии пожалуйста пишите.
Спасибо за внимание.
Разборка и сборка

Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.


Рис. 2.41. Поршневой палец должен устанавливаться нажатием большого пальца руки


Рис. 2.42. Проверка посадки поршневого пальца
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень с пальцем.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Поэтому поместите шатуны на 15 мин в электропечь, нагретую до 240°С. Для лучшего прогрева положите шатуны верхними головками внутрь печи.


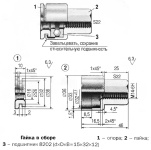
Рис. 2.43. Установка поршневого пальца на приспособление А.60325 для запрессовки: 1 – валик; 2 – поршневой палец; 3 – направляющая; 4 – упорный винт; 5 – дистанционное кольцо
Палец заранее приготовьте к сборке, надев его на валик 1 (рис. 2.43) приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3 и закрепляется винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовывайте палец как можно скорее, так как шатун быстро охлаждается и после охлаждения нельзя будет изменить положение пальца.


Рис. 2.44. Запрессовка поршневого пальца в верхнюю головку шатуна. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой
Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 2.44) до упора заплечика приспособления в поршень.
Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном должен соединяться так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла на нижней головке шатуна
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2.44). Тогда палец займет правильное положение.
После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30–45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом 30–45° к оси поршневого пальца между замками компрессионных колец.


Рис. 2.38. Основные размеры шатунно-поршневой группы
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2.38). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
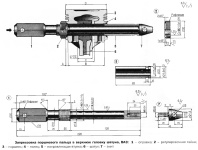
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, контроль запрессовки и выпрессовка, чертежи, схемы и размеры.
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
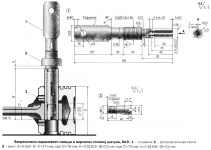
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
Напомним, что винт 7 (см. рисунок) затягивается неплотно, чтобы не произошло заклинивания при удлинении пальца от контакта с нагретой головкой шатуна. При запрессовке (установке) пальца поршень должен прижиматься к верхней головке шатуна, как показано на рисунке. Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
В результате, стержень оправки приспособления диаметром 14,87-14,93 мм или просто не вставить в палец или, из-за очень плотной посадки, не извлечь из пальца при снятой направляющей втулке примерно в течение 30 минут. Попытки «подкорректировать» отверстие рассверливанием оканчивается неудачей. Палец цементирован и закален ТВЧ, при этом и поверхность отверстия оказывается повышенной твердости.
Оправка для запрессовки поршневого пальца.
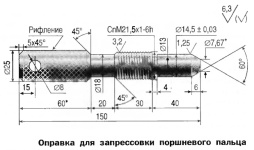
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Ваш вопрос: Как правильно поставить шатуны на ваз 2109?
Куда должен смотреть замок шатуна Д 240?
В какую сторону ставятся замки на шатунах д 240? Шатуны следует ставить замками в направлении топливной аппаратуры. На этой стороне шатунов набиты номера. В принципе, двигатель Д-240 не капризный, других вопросов по сборке шатунно-поршневой группы обычно не возникает.
Сколько греть шатун?
81109. Если шатуны вводятся в печь, уже нагретую до 240° С, необходимо выдержать их в печи в течение 15 мин. Запрессовку пальца следует выполнять как можно скорее, так как шагун быстро охлаждается, а в охлажденном шатуне нельзя изменить положение пальца.
Как правильно установить поршень на шатун?
Установка поршня с шатуном
Как изготавливают поршневые пальцы?
Пальцы изготавливают из легированной или углеродистой стали. Для достижения требуемой твердости после изготовления пальцы подвергаются цементации на глубину 1…2 мм с последующей закалкой и отпуском. Для менее нагруженных двигателей пальцы подвергаются только поверхностной закалке при нагреве токами высокой частоты.
Как работает поршневой палец?
Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение. Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса.
Как правильно установить поршневые кольца Д 245?
Маслосъемные поршневые кольца устанавливаются меткой (выдавкой), нанесенной на поверхности кольца в 7-20 мм от замка, к днищу поршня. При вращении поршня, находящегося в горизонтальном положении, поршневые кольца должны свободно, без заеданий, перемещаться в его канавках и утопать в них под действием собственной массы.
Какой зазор в поршневых кольцах мтз?
Установка поршневых колец
При подборе новых поршневых колец их устанавливают в верхнюю неизношенную часть гильзы и замеряют с помощью щупа зазоры в замках колец (см. рис. 6). Зазор в замке колец должен быть в пределах 0,45–0,75 мм.
В чем разница Д 240 и Д 245?
Чем отличается коленвал Д240 от Д245
Маховик Д245 может крепиться на 7 или 9 болтов, для Д240 предусмотрено 6 отверстий. Но они подойдут, так как на Д245 2 штифта, а на Д240 –1.
Можно ли греть шатун?
Отметим также, что в прошлом некоторые механики предпочитали нагревать шатуны паяльной лампой, но такой способ давно вышел из употребления – он опасен не только в помещении, но даже на улице. Это все медленные способы нагрева – перегреть шатун теоретически можно, но «упаришься» ждать, пока он перегреется.
Для чего нужен зазор в стыке поршневого кольца?
Для уменьшения расхода масла производители выполняют увеличение тепловых зазоров поршневых колец. Через увеличенные зазоры газы даже под относительно небольшим давлением намного активнее проникают в кольцевую канавку, после чего попадают на обратную сторону кольца.
Как правильно запрессовать поршневой палец?
В автомобильных двигателях «ВАЗ» поршневой палец необходимо запрессовывать в нагретую головку шатуна. Запрессовывается поршневой палец с натягом в 0,04 мм. При этом должен соблюдаться расчетный зазор 0,01 мм. При температуре 20 градусов Цельсия палец должен легко ходить внутри поршня.
сборка двигателя автомобилей ваз 2108, ваз 2109, ваз 21099

1. Очистите нагар по краям постелей блока цилиндров. Очистите от отложений масляные канавки в постелях.

2. Установите вкладыши коренных подшипников в постели блока цилиндров в соответствии с метками, сделанными при разборке двигателя. Внимание: средний вкладыш 1 без проточки. При установке вкладышей их стопорные усики должны войти в пазы постелей. Смажьте вкладыши моторным маслом.

3. Установите коленвал в блок цилиндров.

4. Смажьте упорные полукольца моторным маслом. Обратите внимание на канавки полуколец — этими сторонами полукольца устанавливаются к щекам коленвала.

5. Установите сталеалюминевое полукольцо (белого цвета) с передней стороны средней постели (со стороны привода распредвала)…

6.… металлокерамическое полукольцо (желтого цвета) — с другой стороны постели.

7. Поверните полукольца так, чтобы их концы были заподлицо с торцами постели.

8. Вставьте вкладыши в крышки коренных подшипников в соответствии с метками, сделанными при разборке двигателя. При этом стопорные усики вкладышей должны войти в пазы крышек. Смажьте вкладыши моторным маслом.

9. Установите крышки коренных подшипников в соответствии с метками. На крышках коренных подшипников нанесены метки (насечки) в соответствии с номером цилиндра. Исключение составляет пятая крышка, на которой, как и на второй, нанесены две метки. На второй крышке есть два резьбовых отверстия под болты крепления маслоприемника. При этом номера цилиндров считаются со стороны привода распредвала, а крышки коренных подшипников устанавливаются метками 1 в сторону кронштейна генератора 2.
10. Смажьте моторным маслом резьбу и торцы головок болтов крепления крышек.

11. Заверните болты и затяните их требуемым моментом (см. прил. 1) в следующем порядке: первыми затяните болты третьей крышки 1, затем второй 2 и четвертой 3, потом первой 4 и пятой 5. После затяжки болтов проверните на 2-3 оборота коленвал — коленвал должен вращаться легко, без заеданий.
12. Для удобства установки смажьте тонким слоем консистентной смазки прокладку масляного насоса и «приклейте» прокладку масляного насоса к блоку. Удалите излишки смазки.
13. Установите масляный насос и заверните болты его крепления (см. «Снятие и установка масляного насоса»). 14. Для удобства установки смажьте тонким слоем консистентной смазки прокладку держателя заднего сальника и «приклейте» ее к блоку. Удалите излишки смазки.
15. Установите держатель заднего сальника и заверните болты его крепления (см. «Передний сальник коленвала»), (см. «Задний сальник коленвала»).

16. Вставьте шатун в поршень в соответствии с ранее сделанными метками так, чтобы номер детали 1 на шатуне был обращен в противоположную сторону от прилива 2 на бобышке поршня.

Рис. 4.10. Приспособление для запрессовки поршневого пальца:
1 — валик; 2 — поршневой палец;
3 — направляющая втулка; 4 — винт;
5 — дистанционное кольцо
17. Для запрессовки поршневого пальца лучше пользоваться специальным приспособлением. При отсутствии приспособления для запрессовки поршневого пальца можно подобрать подходящую оправку. Наденьте поршневой палец 2 (рис. 4.10) на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем наденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний -15 мм, толщина — 4 мм.

18. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 мин. Зажмите шатун в тисках, установите на него поршень, чтобы отверстия под поршневой палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки поршневого пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.

19. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.

20. Установите стопорные кольца с обеих сторон поршневого пальца. Внимание: кольца должны быть четко установлены в канавках поршня.

21, Установите на поршень разжимную пружину маслосъемного кольца.

22. Установите поршневые кольца. Это рекомендуется делать специальным съемником. Если его нет, установите кольца на поршень, аккуратно разведя замки колец.

23. Порядок установки поршневых колец: первым устанавливают маслосъемное кольцо (при этом замок кольца должен находиться с противоположной стороны от замка разжимной пружины), затем нижнее компрессионное кольцо, последним — верхнее компрессионное кольцо.

24. Обратите внимание: на поршневых кольцах может быть выбита надпись «ВАЗ», «ВЕРХ» или «ТОР». Этой надписью поршневые кольца устанавливаются вверх (к днищу поршня). Если надпись на поршневых кольцах отсутствует, маслосъемное и верхнее компрессионное кольца можно устанавливать в любом положении.

25. Нижнее компрессионное кольцо отличается от верхнего кроме толщины наличием проточки и устанавливается этой проточкой вниз.
26. Провернув поршневые кольца в канавках поршня, убедитесь, что поршневые кольца вращаются легко. Если какое-либо поршневое кольцо не проворачивается или заедает, кольцо необходимо заменить.

27. Разверните поршневые кольца на поршне так, чтобы замки поршневых колец располагались под углом 120° друг к другу.

28. Тщательно протрите чистой тряпкой шатунные шейки коленвала.
29. Тщательно протрите чистой тряпкой зеркала цилиндров и смажьте их моторным маслом.
30. Вставьте вкладыш в шатун в соответствии с ранее сделанными метками так, чтобы усик вкладыша вошел в проточку в шатуне. После этого смажьте вкладыш и поршень моторным маслом.

31. Наденьте на поршень специальную оправку для сжатия поршневых колец и аккуратно опустите шатун в цилиндр. Рекомендуется предварительно провернуть коленвал так, чтобы устанавливаемый поршень был в НМТ. При этом стрелка на днище поршня должна быть направлена вперед двигателя (в сторону привода распредвала).

32. Плотно прижмите оправку к блоку цилиндров и ручкой молотка протолкните поршень в цилиндр. Если оправка будет неплотно прилегать к блоку цилиндров, можно поломать поршневые кольца.

33. Установите нижнюю головку шатуна на шейку коленвала.

34. Вставьте вкладыш в крышку шатуна в соответствии с ранее сделанными метками так, чтобы усик вкладыша шатуна вошел в проточку в крышке. После этого смажьте вкладыш моторным маслом.

35. Установите крышку шатуна. При этом номера цилиндра на крышке и нижней головке шатуна должны быть с одной стороны.
36. Заверните гайки крепления крышки шатуна и затяните требуемым моментом (см. приложение 1). Таким же образом установите и остальные поршни.

37. Вставьте датчик уровня масла в блок цилиндров. При необходимости поверните коленвал так, чтобы противовес коленвала не мешал вставить датчик уровня масла. Затем заверните болт крепления датчика уровня масла.
38. Установите маслоприемник и заверните три болта крепления маслоприемника.
39. Нанесите на болты крепления маховика герметик. Установите маховик, стопорную пластину и заверните болты крепления маховика (см. «Снятие, установка и дефектовка маховика»).
40. Для удобства установки нанесите тонкий слой консистентной смазки на поверхность блока и «приклейте» к нему прокладку масляного картера.
41. Установите масляный картер и заверните болты его крепления (см. прил. 1). Далее двигатель автомобилей ваз 2108, ваз 2109, ваз 21099 собирается в обратном порядке. Установку головки блока цилиндров (см. «Замена прокладки головки блока цилиндров»), ремня привода распредвала — (см. «Замена на автомобилях ваз 2108, ваз 2109, ваз 21099 ремня привода распредвала и регулировка натяжения ремня»).
Запрессовка пальцев в шатуны ВАЗ своими руками, видео

Видео инструкция по ремонту шатунов ВАЗ своими руками. Смотрите, как заменить пальцы и запрессовать их в шатуны.
Реклама
Новые материалы
![]()
Прокачка тормозов ВАЗ 2109Система торможения является одним из важнейших узлов любого![]()
ДПДЗ на ВАЗ 2114ДПДЗ – устройство, специализируемое для точного дозирования![]()
Установка подушки двигателя от ВАЗ классика на АЗЛК 2140.Эта статья предназначена для тех, кто уже является![]()
Тюнинг двигателя ВАЗВ наше время, каждый из нас пытается быть не таким как![]()
Замена помпы на автомобилях ВАЗПомпа является важным элементом системы охлаждения машины.





Популярные материалы
![]()
Замена подшипников ступицы ВАЗ 2101-2107 своими руками, фотоЗамена и ремонт передней и задней ступицы ВАЗ 2101, 2102,![]()
Ремонт и замена редуктора заднего моста ВАЗ своими руками. ВидеоСмотрите видео руководство по замене редуктора на![]()
Как заменить сайлентблоки задней балки на ВАЗ с передним приводомЕсли при движении автомобиля ощущается потеря устойчивости![]()
Замена передних и задних стоек, амортизаторов на ВАЗ 2110, 2111, 2112. ВидеоСмотрите видео руководство по Замене передних и задних![]()
Регулировка клапанов двигателя ВАЗ 2105, 2106, 2107 своими руками, видеоВидео по регулировке клапанов двигателя на автомобилях ВАЗ





Установка Поршня На Шатун Ваз 2109
Аннотация по разборке и сборке мотора ВАЗ 2108, регулировка зазора клапанов. Этапы снятия и установки ремня распределительного вала.

Сборка поршня с шатуном ВАЗ. самый резвый и самый действенный метод!
Удерживая шатун в тисках, установите на него поршень (см. Для правильной установки пальца поршень нужно придавить к стержню к верхней головке шатуна в направлении крепления. Привод 2. ВКонтакте. Фейсбук. Крепление. Поршень с шатуном.
Установка поршней на шатуны в классике. ВАЗ 2101-2121-2109
Поршень на шатуне установлен так, что стрелка на деньке поршня ориентирована в направлении, обратном номеру детали, отлитой на шатуне. Если в нижней головке шатуна есть отверстие для слива масла, стрелка на поршне ВАЗ 21099 должна быть ориентирована в сторону этого отверстия. Я устанавливаю шатун и поршень на ВАЗ 2101 (2102 2103 2104 2105 2106 2107 2121 2107 2108 2109). Поначалу мало нагрейте поршень.
Затяжка шатунов, проверка корректности установки поршней
Направляющие уровня молвят мне, на какой стороне коленчатого вала должны быть замки на шатунах (если вы поглядите на коленчатый вал на стороне шкива), и какова опасность неверной установки? Подписаться на мой канал "Мой досуг"где я публикую разные видео о моей жизни и почти все другое.
Поменять шатун либо нет. Сделай сам!
Воткните вкладыш в нижнюю головку шатуна, при всем этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна ВАЗ 21099. Я постарался дать представление об обнаружении изъянов в шатуне. движок. И я говорю о очистке коленвала и.
ВАЗ-09 Установка колец без оправок. Право на установку шатунов
Существует паз на нижнем кольце сжатия вазоне 2109. Перед установкой масляного кольца скребка, повернуть пружины расширителя, так что его замок находится на обратной стороне стопорного кольца.
Часть 7 Полный ремонт Лада ВАЗ 2107 (1600) Установка поршня в блок цилиндров
Сборка поршня с шатуном ВАЗ 2108 должна производиться как можно резвее, потому что шатун стремительно остывает. После остывания шатуна поменять положение пальца будет нереально.
Это происходит, когда шатун стучит
Надеваем поршень на шатун, обеспечивая совпадение отверстий в верхней головке шатуна и патрона поршня. Воткните оправку пальцем в отверстие поршневого картриджа и протолкните ее в головку шатуна. В данном случае поршень должен прижиматься выступом к головке шатуна в направлении нажатия пальцем.
Как найти кривошип в движке
Чтоб избрать поршни для цилиндров, высчитайте зазор меж ними. Зазор определяется как разница меж измеренными поперечниками поршня и цилиндра. Номинальный зазор 0,025-0,045 мм, очень допустимый. 0,15 мм. Если зазор не превосходит 0,15 мм, поршни можно избрать из последующих классов, чтоб зазор был как можно поближе к номинальному. Если зазор превосходит 0,15 мм, доведите цилиндры до последующего ремонтного размера и установите поршни соответственного ремонтного размера.
Установка поршневых колец и поршней в движок ВАЗ 2101 2107
В связи с тем, что шатун достаточно стремительно охлаждается, а при охлаждении отверстие в головке шатуна миниатюризируется и, как следствие, миниатюризируется в размерах, поршневой палец должен быть немедля нажат. Через некое время, после того как шатун остынет, через отверстие в картриджах смажьте поршневой палец незапятнанным движком. Подписаться на мой канал "Мой досуг"где я публикую разные видео о моей жизни и почти все другое.
Чтоб движок не ел масло, верно воткните поршневые кольца!
Палец в поршне фиксируется пружинными кольцами, вставленными в пазы по бокам отверстия шпильки поршня. В русском автопроме только ВАЗ использовал жаркую посадку, все другие использовали палец, плавающий в высшей части шатуна. Инстаграм драйв2. В контакте с. facebook
P на поршнях и замки на шатунах должны соответствовать, буковка P справа, если глядеть с фронтальной части коленчатого вала, в руководстве от 1999 г. так написано! Произведите свою установку поршневых колец и поршней в цилиндрах! ВАЗ! Понижение производительности автомобиля.
Проектирование, ремонт, эксплуатация, обслуживание автомобилей ВАЗ 2106
Наш экстра Услуги и сайты:
город Аратов
поддержка проекта:
разместите нашу кнопку на собственной страничке! И мы разместим вашу кнопку либо ссылку на нашей страничке. Отправьте заявку по электрической почте
Поршни и шатуны двигателя ВАЗ 2106
Главные размеры шатуна и поршневой группы приведены на рис. 2-25.
Сжимая поршневой палец
Нужно убрать палец с пресса, используя оправку A.60308 и опору с цилиндрическим углублением, в каком расположен поршень. Снимите поршневые кольца перед тем, как вынуть палец.
Если снятые детали немного изношены и не повреждены, их можно использовать повторно. Потому при разборке их пометьте для предстоящей сборки группы с такими же деталями.
Рис. 2-25. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец (с 1988 года. Диаметр поршня двигателей 2106 и 21011 увеличен на 0,01 мм)
Удалите углеродистые образования, образовавшиеся в нижней части поршня и в канавках поршневых колец, и удалите все отложения из каналов смазки поршня и шатуна.
Кропотливо проверьте на наличие повреждений детали. Любые трещинкы на поршне, поршневых кольцах, штифтах, шатунах и крышках запрещены и требуют подмены деталей. Если на рабочей поверхности вкладыша есть огромные опасности либо они очень изношены, поменяйте вкладыш на новый. Если углеродистые отложения нереально удалить при помощи Favorit-Sh, используйте чистящие средства Ultrait и моющие средства Favorit Ultra и Favorit Ultra Red.
Подбор поршня к цилиндру
Расчетный зазор меж поршнем и цилиндром (для новых деталей) составляет 0,06-0,08 мм. Он определяется методом измерения цилиндров и поршней и обеспечивается установкой поршней такого же класса, что и цилиндры. Очень допустимый зазор (при износе деталей) составляет 0,15 мм.
Видео: Установка Поршня На Шатун Ваз 2109
Запись. Поперечник поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня (см. Рис. 2-25).
Внешний поперечник поршней делится на 5 классов (L, B, C, D, E) по 0,01 мм и поперечник отверстия под поршневой палец. в 3-х категориях после 0,004 мм. Класс поршня (буковка) и категория (номер) отверстия поршневого пальца имеют маркировку в нижней части поршня.
Если зазор работающего мотора превосходит 0,15 мм, нужно опять подобрать поршни к цилиндрам, чтоб зазор был как можно поближе к расчетному.
Поршни классов А, С, Е поставляются в запчастях. Этих классов довольно, чтоб избрать поршень для хоть какого цилиндра, так как поршни и цилиндры делятся на классы с определенными размерами перекрытия.
Рис. 2-26. Поршневой палец должен быть установлен простым нажатием на большой палец
Рис. 2-27. Проверьте посадку поршневого пальца
Проверьте зазор между поршнем и пальцем
Палец прижимается к верхней головке шатуна с барьером препятствия и свободно крутится в кучах патронов.
Запись. Внешний поперечник пальцев делится на три категории после 0,004 мм. Категория помечена цветной меткой на конце пальца: голубая метка. 1-ая категория, зеленоватый. 2-ой красноватый. в третьих.
Сопряжение пальца и поршня проверяется методом вставки пальца, за ранее смазанного моторным маслом, в отверстие головки поршня. Для правильного соединения нужно, чтоб поршневой палец заходил в отверстие обычным щелчком огромного пальца (рис. 2-26) и не выпадал из патрона (рис. 2-27), если вы держите поршень с поршневым пальцем в вертикальном положении.
Поменяйте палец, падающий с шефа, на другой из последующей категории. Если поршень имеет палец третьей категории, поршень с пальцем заменяется.
Проверьте зазор между канавками поршня и кольцами
Проверьте высоту зазора меж канавками и кольцами, как показано на рис. 2-28, вставив кольцо в подобающую канавку.
Номинальный (расчетный) зазор верхнего компрессионного кольца составляет 0,045-0,08 мм, для второго. 0,025-0,06 мм и для масляного скребка. 0,02-0,055 мм. Очень допустимые зазоры при износе. 0,15 мм.
Проверьте зазор в замке поршневого кольца при помощи набора щупов, вставив кольцо в калибр (рис. 2-29), поперечник отверстия равен номинальному поперечнику кольца с допуском 0,003 мм. Для колец обычного размера можно использовать калибр 67.8125.9501.
Рис. 2-28. Проверка зазора между поршневыми кольцами и канавками: 1. поршневое кольцо; 2-поршневой; 3. набор зондов
Рис. 2-29. Проверьте зазор в замке кольца
Зазор должен быть меж 0,25-0,45 мм для всех колец. Если зазора недостаточно, отпилите стыковые поверхности, а если увеличите. поменять кольца.
Проверьте зазор меж гильзами и коленвалом
Зазор меж вкладышами и шеей коленчатого вала можно проверить методом расчета методом измерения деталей.
Номинальный расчетный зазор 0,036-0,086 мм. Если оно меньше предела (0,1 мм), эти вкладыши можно использовать опять.
Если зазор больше наибольшего, поменяйте вкладыши на этих шеях новыми. Если шеи коленчатого вала изношены и отшлифованы перед ремонтом, поменяйте вкладыши ремонтными (увеличенная толщина, см. Таблицу 2-1).
Таблица 2-1 Толщина гильз, мм
Числа 0,25; 0,50 и другие. Укажите величину уменьшения поперечника шеи коленвала после шлифования.
Контроль веса поршня
Вес поршней 1-го мотора не должен отличаться друг от друга более чем на 2,5 г.
Если нет поршней той же весовой группы, вы сможете удалить часть металла на основании выступов под поршневым пальцем. Место удаления металла обозначено стрелками на рис. 2-30.
Рис. 2-30. Схема снятия металла с поршня для регулировки его веса. Стрелками обозначены места, из которых можно удалить металл.
Но удаление металла не должно превосходить 4,5 мм по глубине относительно номинальной высоты поршня (59,40 мм) и должно быть ограничено шириной 70,5 мм в поперечнике.
Сборка шатуна и поршневой группы
Когда ваш палец вставлен в верхнюю головку стержня препятствия, нагрейте соединительный стержень до 240 ° C, чтоб развернуть его головку. Для этого расположите шатуны в электронную духовку, направив верхние шатуны в печь.
В духовке, уже нагретой до 240 ° С, шатуны помещают на 15 минут.
Чтоб верно соединить палец с шатуном, нажмите на палец как можно быстрее, потому что шатун стремительно остывает, и нереально поменять положение пальца после остывания.
Заблаговременно подготовьте палец к сборке, поместив его на ролик / (рис. 2-31) инструмента 02.7853.9500, установив направляющую 3 на конце этого ролика и закрепив ее винтами 4. Немного затяните винт, чтоб что он не заедает, когда палец вытянут от контакта с нагретым шатуном.
Шатун, извлеченный из печи, стремительно зажимается в тисках. Расположите поршень на шатун, убедившись, что отверстие для пальца совпадает с отверстием в верхней головке шатуна. Используя особый инструмент 02.7853.9500, воткните фиксированный поршневой палец в отверстие поршня и в верхнюю головку шатуна (Рис. 2-32) так, чтоб рычаг инструмента находился в контакте с поршнем.
Во время этой операции поршень должен прижиматься головкой к верхней головке шатуна в направлении нажатия пальцем (показано стрелкой на рис. 2-32). Таким макаром, палец займет правильное положение.
Поршень с шатуном должен быть соединен таким макаром, чтоб отметка на поршне находилась со стороны масляного отверстия на нижней головке шатуна.
Рис. 2-31. Установка поршневого пальца на инструмент 02.7853.9500 для вставки его в поршень и головку шатуна: 1. роликовое устройство; 2. поршневой палец; 3. гид; 4. выдвижной винт
Рис. 2-32. Запрессовка поршневого пальца в верхнюю головку шатуна: 1. Приспособление 02.7853.9500; 2. поршневой палец. Поршень должен опираться на головку шатуна в направлении стрелки.
После остывания шатуна смажьте палец моторным маслом через отверстия в поршневых картриджах.
Смажьте канавки на поршнях и поршневых кольцах моторным маслом и установите кольца на поршень. Сориентируйте поршневые кольца так, чтоб замок верхнего компрессионного кольца был размещен под углом 30-45 ° к оси поршневого пальца защелки нижнего компрессионного кольца. под углом примерно 180 ° к оси замка верхнего компрессионного кольца, при этом замок представляет собой кольцо, которое удаляется маслом. под углом 30-45 ° к оси поршневого пальца меж замками компрессионных колец.
Установите нижнее компрессионное кольцо так, чтоб углубление было обращено вниз (см. Набросок 2-25). Если на кольце отмечена метка либо, установите кольцо с маркировкой ввысь (понизу поршня).
Перед установкой маслосъемного кольца удостоверьтесь, что пружинное соединение расширителя находится на стороне, обратной замку. "кольца. Если фаски на внешнем кольце скребка асимметричны (такие кольца использовались до 1988 г.), то такое кольцо следует устанавливать так, чтоб фаски были обращены ввысь (см. Рис. 2-25).
Шатун обрабатывается вкупе с крышкой, потому крышки шатунов не являются взаимозаменяемыми. Чтоб не спутать их при сборке, номер цилиндра, в каком они установлены, закреплен на шатуне и его соответственной крышке. При сборке номера на шатуне и крышке должны быть с одной стороны.
Тест пальца
После сборки шатуна группы. Палец. поршень, проверьте крепкость ввода пальца при помощи динамометрического ключа и инструмента A.95615:
Рис. 2-33. Собранный поршневой комплект. Палец. соединительный стержень, установленный на устройстве A.95615 для испытания на выдавливание пальца: 1. индикаторный штифт, контактирующий с концом стержня; 2- головка стержня соприкасается с пальцем; 3- резьбовой стержень с пазом; 4. база; 5-я основная гайка; 6. устойчивый стержневой палец; 7. ручка зажима скобы; Кронштейн с 8 индикаторами; 9. индикатор
гайка 1 стержня, прикладывающая вращающий момент 12,7 Н / м (1,3 кгс / м), что соответствует осевой нагрузке 3,92 кН (400 кгс).
Место посадки пальца в шатуне будет правильным, если после окончания гаечного ключа и гайки возвратится в начальное положение, стрелка индикатора возвратится в ноль.
Рис. 2-34. Испытание на выдавливание пальцем с помощью A.95615: 1. резьбовая гайка стержня; 2. гаечный ключ
Если палец скользит в высшей части стержня, поменяйте стержень на новый.
Проверка параллельности осей нижней головки шатуна и поршневого пальца
Перед установкой собранного шатунно-поршневой группы на движок проверьте параллельность осей группы при помощи специального устройства (рис. 2-35).
Для проверки нижней головки шатуна (без вкладышей) отцентрируйте выдвижные лезвия 2 и установите калибр 4 на нижнюю часть поршня. Используя набор щупов, проверьте зазор меж вертикальной пластинкой устройства и вертикальной плоскостью калибра на расстоянии 125 мм от угла либо верхнего конца калибра (зависимо от того, что он касается пластинки. Угол либо верх конец).
Зазор не должен превосходить 0,4 мм. Если разрыв больше. поменять шатун.
Рис. 2-35. Проверка параллельности осей поршневого пальца и нижней головки шатуна: 1. Собран комплект шатунов. бледные. поршень; 2. убирающиеся ножи; 3. акцент; 4. калибр
Читайте также: