
Маркировка шатунов ваз 2110
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…
7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
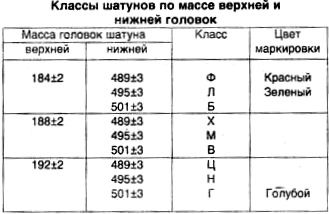
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
21. Промерьте коренные и шатунные шейки коленвала.
Номинальные диаметры шеек коленвала, мм:
коренных-50,799-50,819;
шатунных-47,830-47,850.
Если износ или овальность шеек коленвала превышает 0,03 мм, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек коленвала:
первый — 0,25 мм;
второй — 0,5 мм;
третий — 0,75 мм;
четвертый -1,00 мм.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
25. Установите индикатор так, чтобы его ножка упиралась во фланец коленвала. Сдвиньте коленвал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте коленвал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленвала равен 0,0б-0,26 мм, предельно допустимый осевой зазор коленвала — 0,35 мм. Если осевой зазор коленвала превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального -2,31-2,36 мм и ремонтного (увеличенного на 0,127 мм) — 2,437-2,487 мм.
26. Осмотрите шатунные и коренные вкладыши. Если на шатунных и коренных вкладышах есть трещины, задиры, выкрашивание — замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина коренных и шатунных вкладышей, мм:
коренных-1,824-1,831;
шатунных -1,723-1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины:
первый — на 0,25 мм;
второй — на 0,5 мм;
третий — на 0,75 мм;
четвертый — на 1,00 мм.
27. Проверьте зазоры между вкладышами коренных подшипников и шейками коленвала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
Если зазор превышает предельно допустимый, коленвал необходимо прошлифовать под следующий ремонтный размер.
28. В специализированной мастерской можно замерить биение шеек коленвала. Биение шеек коленвала должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса — не более 0,03 мм;
посадочная поверхность под маховик — не более 0,04 мм;
посадочная поверхность под шкивы и сальники — не более 0,05 мм.
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Маркировка шатунов ваз 2110
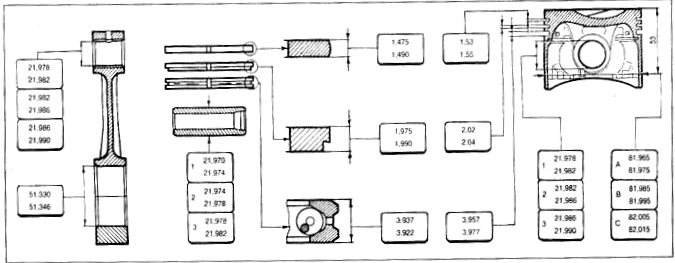
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.
Поршень — алюминиевый литой
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.

Поршневые кольца изготовлены из чугуна.
Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа.
Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.

Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—».
На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.

Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна.
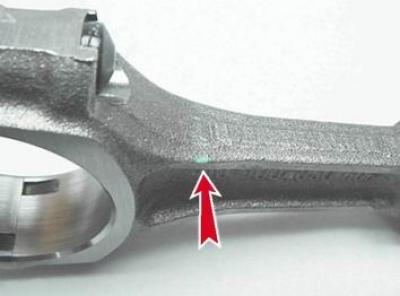
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.

Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
ШАТУННО-ПОРШНЕВАЯ ГРУППА

Основные размеры шатунно-поршневой группы даны на рис. 2–34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ВАЗ–2108, ВАЗ–2109.
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.

Рис. 2–35. Маркировка поршня и шатуна:
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня;
4 – класс отверстия для поршневого пальца;
5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2–35).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм – в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2–35).
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2–1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Классы шатунов по массе верхней и нижней головок


Рис. 2–36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2–36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому при разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.

Рис. 2–37. Поршневой палец должен устанавливаться нажатием большого пальца руки

Рис. 2–38. Проверка посадки поршневого пальца
Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей, бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2–37) и не выпадал из него, если держать поршень как показано на рис. 2–38.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45о к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180о к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90о к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2–34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.

Рис. 2–39. Проверка зазора между поршневыми кольцами и канавками
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2–39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.

Рис. 2–40. Проверка зазора в замке колец
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2–40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм.
16-клапанники 2008 года
Самый «маленький» из 16-клапанных двигателей Волжского автозавода — ВАЗ-11194 рабочим объемом 1,4 л. Производятся и две модели объемом 1,6 л — уже несколько устаревший ВАЗ-21124 и его более современный и мощный вариант ВАЗ-21126, постепенно вытесняющий на конвейере предшественника. Обратите внимание на график с характеристиками двигателей: при частотах вращения коленвала, близких к максимальным, характеристики мощности и крутящего момента ВАЗ-11194 и ВАЗ-21124 практически совпадают — и лишь при более низких оборотах «малыш» уступает старшему собрату. А вот двигатель 21126 существенно — примерно на 10% — мощней и тяговитей двух других.
Давайте же знакомиться с их начинкой.
Блоки цилиндров 21124 и 21126 отлиты из чугуна. По сравнению с прежним, полуторалитровым аналогом 2112 они на 2,3 мм выше (расстояние от оси коренных подшипников до верхней плоскости блока). Диаметр цилиндров двигателей 21124 и 21126 одинаковый — 82 мм. Для селективной сборки двигателя блоки 21124 по диаметру цилиндра поделены на пять классов через 0,01 мм (А, В, С, D, Е). У блока 21126 три класса через те же 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Прочие размеры блоков идентичны. Но есть отличия в требованиях к обработке стенок цилиндров. Хонингование цилиндров 21124 выполняется по технологии и требованиям АВТОВАЗа, а 21126 — в соответствии с более жесткими требованиями фирмы Federal Mogul, обусловившими ужесточение требований к шероховатости рабочих поверхностей. Чтобы не перепутать блоки, кроме маркировки, сделанной в отливке на левой стенке блока, серийный номер нанесен на задней стенке рядом с четвертым цилиндром. Блок 21124 окрашен в синий цвет, а 21126 — в серый.
Блок цилиндров двигателя 11194 по конструкции аналогичен блоку 21126, но диаметр цилиндра меньше — 76,5 мм против 82 мм. Обработка стенок цилиндров — тоже в соответствии с требованиями фирмы Federal Mogul. Маркировка на тех же местах, окрашен блок в синий цвет. Кроме этого, в блоке 11194 между цилиндрами есть протоки рубашки охлаждения, а у двигателей 1,6 л их нет. Для селективной сборки двигателя блоки 11194 по диаметру цилиндра поделены на три класса через 0,01 мм (А, В, С).
В двигателе 21124 применяется шатун 2110 — стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке (на фото сверху). Крышка шатуна крепится двумя болтами, запрессованными в шатун. По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.
В двигателях 11194 и 21126 используется шатун 11194, не взаимозаменяемый с шатуном 2110. Новый шатун, хотя и подрос с 121 мм до 133,5 мм, стал легче — в среднем, «похудел» с 683 до 412 г, что серьезно снизило инерционные нагрузки. Его осевую фиксацию обеспечивает верхняя(!) головка — по поршню. При этом стальная деталь контактирует с алюминиевой, что уменьшает потери на трение по сравнению с двигателем 21124, где стальной шатун трется о чугунные поверхности коленчатого вала, да и скорость трения ниже. Нижняя головка, выполненная по разрывной технологии, стала изящней. Ее крышка крепится к шатуну двумя болтами. Удлинение шатуна уменьшило силу бокового давления поршня на цилиндр.
Новый шатун не имеет разделения на классы по диаметру отверстия верхней головки — и маркировки на нем нет. Но шатуны подразделяют на классы по массе. Для шатуна 2110 предусмотрено 9 классов, с допуском внутри класса ± 5 г. Маркировка буквенная, выбита на верхней головке шатуна (Ф, Л, Б, Х, М, В, Ц, Н, Г). У шатуна 11194 три класса, по количеству черных меток на нижней крышке. Разница между классами ± 7 граммов. На двигателе 11194 допускается установка шатунов с одной либо двумя метками, для 21126 — с двумя либо тремя.
Момент затяжки гаек шатуна 2110 двигателя 21124 — 50,9 +2,6 Н.м. Болты шатуна 11194 (двигателей 11194/21126) затягивают в два приёма по методике: 20 Н.м + 135°. Болты шатуна 11194 гарантированно выдерживают три разборки-сборки. Первая разборка шатуна произведена уже при сборке двигателя на АВТОВАЗе. Возможна и вторая разборка на АВТОВАЗе — например, при выборочном контроле качества двигателя. Так как на практике сложно учесть реальное количество предыдущих ремонтов, при каждой разборке шатуна 11194 его болты рекомендуют заменять новыми.
Справа поршень 21124. Диаметр 82 мм, глубина лунок под клапаны 5,53 мм. (У прежнего 2112 — 3,19 мм для впускных и 3,06 — для выпускных.) Слева облегченный поршень 11194 — диаметр 76,5 мм, лунки неглубоки, а 21126 отличается лишь диаметром — 82 мм. Отверстие для пальца в поршне 21124 смещено влево на 1 мм, а в поршнях 11194 и 21126 на 0,5 мм — если смотреть навстречу стрелке на днище поршня. Именно так его и ориентируют при сборке двигателя, чтобы при «перекладке» в ВМТ он не стучал. Поршни 21124 поделены по диаметру юбки на 5 классов (A, B, C, D, E) через 0,01 мм. У поршней 11194 и 21126 три класса (A, B, C) через 0,01 мм. Маркировка — на днищах.
У шатуна 11194 поверхность сопряжения крышки с телом не гладкая (механически обработанная), как у 2110, а рельефная, получаемая изломом. Технология излома шатунов обеспечивает гораздо лучшую итоговую «круглость» отверстия нижней головки, чем у шатуна 2110.
Коленчатый вал всех трех двигателей единый, изготовлен из высокопрочного чугуна. Радиус кривошипа 37,8 мм, соответственно, ход поршня — 75,6 мм. Маркировка «11183» сделана в отливке на шестой щеке противовеса.
Если сравнить массу комплекта «поршень, палец, стопорные и поршневые кольца, шатун и вкладыши» для двигателей 21124 и 21126, то получится, что обновленный вариант на 437,2 г легче. В частности, масса поршня 21126 — 244 г против 355 г у 21124. Масса нового шатуна 412 г взамен 683 г у старого. Новые шатуны, поршни, кольца, пальцы производства Federal Mogul.
Двигатель 21126 получил новый механизм натяжения ремня ГРМ. В связи с этим передняя часть головки блока изменена (на фото справа). На передней стенке увеличены опорные поверхности бобышек под ролики привода ремня ГРМ, и вместо шпилек теперь резьбовые отверстия.
Отличить головку блока двигателя 21124 от 21126 можно по номеру 2112 на отливке, на правой стенке между третьим и четвертым цилиндрами. Корпус подшипников (верхняя плита головки, на фото она светлей) у обеих конструкций одинаковый. Перед его установкой сопрягаемую поверхность необходимо смазать анаэробным герметиком «Анатерм-506» либо «Локтайт-574». Привычный для многих автолюбителей силиконовый герметик для этой операции непригоден.
Объем камеры сгорания в головке блока 11194 меньше, чем у 1,6-литровых моторов. Эта головка невзаимозаменяема с 21124 и 21126, а механизм натяжения ремня ГРМ аналогичен 21126, поэтому на передней стенке — широкие опорные поверхности под ролики и резьбовые отверстия под болты их крепления. Номер головки находится на приливе с правой стороны.
Гидротолкатели (наружный диаметр 30 мм), клапанные пружины, впускные и выпускные клапаны (не путать их!) у всех трех двигателей взаимозаменяемы. При монтаже головки цилиндров необходимо убедиться в том, что в тело головки запрессован противодренажный клапан. Он препятствует сливу масла из каналов головки цилиндров в поддон на заглушенном двигателе и ускоряет поступление масла к гидротолкателям при пуске после длительной стоянки.
Поршневой палец стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и втулке шатуна). От осевого перемещения в бобышках поршня он зафиксирован стопорными кольцами. По наружному диаметру пальцы двигателя 21124 разделены на три класса через 0,004 мм. Маркировка нанесена на торце краской. Самый «тонкий» с голубой меткой, далее следует зеленый и красный. Наружный диаметр поршневого пальца двигателей 11194 и 21126 единый — разбивки на классы нет. Наружный диаметр поршневого пальца 21124 — 22 мм, 11194 и 21126 — 18 мм. Длина пальца 21124 — 60,5 мм, масса 110 г. Длина пальца 11194 — 48 мм, масса 62,5 г. Палец 21126 при длине 53 мм имеет массу 69,5 г.
Впускные распределительные валы на двигателях 11194, 21124 и 21126 взаимозаменяемы. Аналогичная ситуация с выпускными. А вот между теми и другими есть отличия в фазах открытия и закрытия клапанов. Чтобы не путать валы, на впускном рядом с первым кулачком отлита реборда (стрелка), а между вторым и третьим — номер, две последние цифры которого «15». У выпускного вала реборды нет, а номер заканчивается на «14».
КШМ ВАЗ 2110, 2111, 2112
Поршень ВАЗ 2110, 2111, 2112 - алюминиевый, литой. При изготовлении детали строго выдерживается масса поршня. Поэтому во время сборки двигателя по массе поршни не требуется подбирать.
Поршни ВАЗ 2110, 2111, 2112 имеют 5 классов ( А, B , С, D , Е) в зависимости от наружного диаметра с шагом 0,01 мм.
Что касается наружной поверхности поршня, то она имеет достаточно сложную форму, поэтому диаметр поршня измеряют только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
Еще поршни делятся на 3 класса по диаметру отверстия под поршневой палец с шагом 0.004 мм. Классы диаметров поршня и отверстия под поршневой палец можно определить по клейму на днище поршня.
Поршни ремонтных размеров ВАЗ 2110, 2111, 2112
Поршни ремонтных размеров ВАЗ 2110, 2111, 2112 изготавливают с наружным диаметром, увеличенным на 0,4 и 0.8 мм. Различить ремонтные размеры поршней можно благодаря маркировке на поршне в виде квадрата (0,8) или треугольника (0,4).
Чтобы правильно установить поршень в цилиндр необходимо пользоваться указательными стрелками на днище поршней. Стрелка должны быть направлена к приводу распределительного вала.
Поршневой палец ВАЗ 2110, 2111, 2112 - изготавливается из стали, полый, плавающего типа. Плавающий тип поршневого пальца означает, что он может свободно вращаться в бобышках поршня и втулке шатуна. Для фиксации поршневого пальца используют пружинные стопорные кольца.
Классы поршневых пальцев ВАЗ 2110, 2111, 2112 :
3 класса с шагом 0,004 мм – по наружному диаметру.
Класс поршневого пальца можно определить по маркировке на торце поршневого пальца красной (3 класс), синей (1 класс) или зеленой (2 класс) меткой.
Поршневые кольца ВАЗ 2110, 2111, 2112
Поршневые кольца ВАЗ 2110, 2111, 2112 изготавливаются из чугуна.
Существуют верхние и нижние компрессионные кольца ВАЗ 2110, 2111, 2112 .
Верхнее компрессионное кольцо ВАЗ 2110, 2111, 2112 - с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо ВАЗ 2110, 2111, 2112 изготавливается скребкового типа.
Маслосьемное кольцо ВАЗ 2110, 2111, 2112 изготавливается с хромированными рабочими кромками и с разжимной витой пружиной.
Кольца ремонтных размеров обозначаются маркировкой «40» или «80», что соответствует наружному диаметру 0,4 или 0,8.
Шатун ВАЗ 2110, 2111, 2112 – изготавливается из стали, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм. После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Поршень ВАЗ 2110. Поршень ВАЗ 2108. Основные размеры.
Основные размеры. Поршень ВАЗ 2110. Поршень ВАЗ 21083.
Особенности конструкции.
Глубина выборок под клапана,на днище порш. 2110, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
В конструкции поршня 2110 и в конструкции всех последующих моделей, применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 2110, 2112, 21124.
Основные маркировки в литье, нанесенные на деталь.
1. Обозначение модели изделия – символы «21» и «10», в районе отверстия под палец.
2. Обозначение производителя – «ВАЗ», на юбке с внутренней стороны.
3. Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны.
4. Обозначение литейного сплава – «АЛ34», на юбке с внутренней стороны .
Основные маркировки наносимые на днище.
2. Маркер класса – один из символов ( « А »,« В»,« С»,« D »,« Е ») определяет отклонение по наружному диаметру.
3. Маркер группы массы поршня:
« + » – увеличенная на 5 г.
« – » – уменьшенная на 5 г.
4. Маркер класса отверстия поршневого пальца –одна из цифр (« 1 », « 2 », « 3 » ) определяет отклонение по диаметру отверстия под поршневой палец.
Маркировка класса отверстии дополнительно наносится краской на внутренней стороне днища:
Дополнительно, для ремонтных поршней.
5. Маркер для ремонтных изделий:
Особенности конструкции.
Глубина выборок под клапана,на днище поршня 21083, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
шатунно-поршневая группа двигателя ваз 2110 | ваз 2111 | ваз 2112

Особенности устройства шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112
Основные размеры шатунно-поршневой группы даны на рис. 2-34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ваз 2108, ваз 2109.

Рис. 2-34. Основные размеры шатунно-поршневой группы ваз 2110, ваз 2111, ваз 2112
Поршень — алюминиевый, литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня. По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2-35). Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Поршневые кольца ваз 2110 || ваз 2112 изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной. На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2-35). В верхнюю головку шатуна запрессована стале-бронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2-1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2-36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.

Рис. 2-35. Маркировка поршня и шатуна:
1 — стрелка для ориентирования поршня в цилиндре; 2 — ремонтный размер; 3 — класс поршня; 4 — класс отверстия для поршневого пальца; 5 — классы шатуна по массе и по отверстию в верхней головке; 6 — номер цилиндра

Рис. 2-36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна
| Масса головок шатуна | Класс | Цвет маркировки | |
| верхний | нижний | ||
| 184±2 | 489±3 495±3 501±3 | Ф Л Б | Красный Зеленый |
| 188±2 | 489±3 495±3 501±3 | Х М В | |
| 192±2 | 489±3 495±3 501±3 | Ц Н Г | Голубой |
Подбор поршня к цилиндру Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. Шатунные болты запрессованы в шатун. При разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть использованы снова. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя. Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2-37) и не выпадал из него, если держать поршень как показано на рис. 2-38. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-34). Если на кольце нанесена метка „Верх“ или „ТОР“, то кольцо устанавливайте меткой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.

Рис. 2-37. Поршневой палец должен устанавливаться нажатием большого пальца руки

Рис. 2-38. Проверка посадки поршневого пальца
Проверка технического состоянияОчистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми. Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2-39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца составляет 0,04-0,07 мм, для нижнего — 0,03-0,06 мм и для маслосъемного — 0,02-0,05 мм. Предельно допустимые зазоры при износе — 0,15 мм. Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2-40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. Зазор должен быть в пределах 0,25-0,45 мм для всех новых колец. Предельно допустимый зазор при износе — 1 мм.
Маркировка шатунов ваз 2110
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.
Поршень — алюминиевый литой.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.

По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.

Поршневые кольца изготовлены из чугуна.
Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа.
Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.

Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—».
На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.

Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.

Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.

Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Классы шатунов по массе верхней и нижней головок
Поршень и шатун замена
Для выполнения работы потребуются:
1. Снимаем с поршня поршневые кольца (см. 8.1.30, п. 1-13).
2. Шилом поддеваем.

. и вынимаем из проточки стопорное кольцо поршневого пальца.

3. Прутком из мягкого металла подходящего диаметра выталкиваем поршневой палец.

4. Снимаем поршень с шатуна.

Подбор поршней и цилиндров блока
Чтобы правильно воспользоваться нутромером см. прилагаемую к прибору инструкцию.
Классы цилиндров и поршней по диаметру
Нутромером проверяем износ стенок цилиндров.

Измерения проводим в четырех поясах (5, 12, 62 и 112 мм от верхней кромки цилиндра) в продольном и поперечном направлениях двигателя. В верхнем поясе цилиндр не изнашивается. По разнице показаний нутромера в разных поясах определяем степень износа каждого цилиндра.
Диаметры цилиндров двигателя разбиты на пять размерных классов (см. табл. 8.1.31.1). Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Небольшой равномерный износ цилиндра (в пределах 0,05 мм) можно попробовать компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
На днище поршня нанесены обозначения, где:

По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня). В запасные части завод поставляет поршни класса A, C и E, что вполне достаточно для подбора.
По наружному диаметру пальцы делятся на три класса через 0,004 мм (см. табл. 8.1.31.2).
Класс пальца маркируется краской на его торце.

По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм (см. табл. 8.1.31.2).
Классы поршневых пальцев по наружному диаметру и диаметру отверстий под пальцы
Для облегчения подбора пальца к поршню на его днище с внутренней стороны краской указывается требуемый класс пальца.

Требуемый класс пальца указан на крышке шатуна цифрой (на фото цифра 2).

. и на шатуне краской.
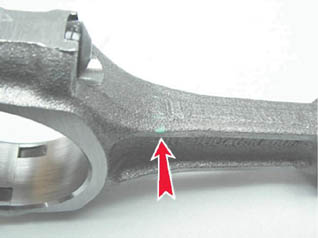
По массе шатуны делятся на классы. Маркировка наносится на крышку шатуна буквой (на фото буква М).
На двигатель должны быть установлены шатуны одного класса по массе (см. табл. 8.1.31.2).
Собираем поршень с шатуном в последовательности, обратной разборке.
После сборки шатуна с поршнем, номер цилиндра на шатуне и его крышке должен находиться с правой стороны от поршня при направлении взгляда по выбитой на нем стрелке.
При установке поршня в цилиндр, шатун номером цилиндра должен быть обращен к той стороне блока, на которой находится прилив для установки масляного фильтра, а каталожным номером к переднему концу коленчатого вала.
Подбор поршней к цилиндрам блока
У новых двигателей зазор между поршнем и цилиндром составляет 0,025-0,045 мм и задается установкой поршней того же класса, что и класс цилиндров.
Для выполнения работы потребуется нутромер.
Последовательность выполнения
Замечание. Как пользоваться нутромером, см. прилагаемую инструкцию или специальную литературу.
3. Нутромером проверяем износ стенок цилиндров.

Измерения проводим в четырех поясах (5, 12, 62 и 112 мм от верхней кромки цилиндра) в продольном и поперечном направлениях двигателя. В верхнем поясе цилиндр не изнашивается. По разнице показаний нутромера в разных поясах определяем степень износа каждого цилиндра.
Диаметры цилиндров двигателя разбиты на пять размерных классов (см. табл. 8.4). Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Таблица 8.4. Классы цилиндров по диаметру
Рекомендация. Небольшой равномерный износ цилиндра (в пределах 0,05 мм) можно компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
4. На днище поршня нанесены обозначения, где:
- 2 класс отверстия под поршневой палец;
- С класс поршня;
- ← метка, которая должна быть направлена в сторону переднего конца коленчатого вала;
- Г группа массы поршня.

По диаметру отверстия под поршневой палец поршни делятся на три класса (1, 2, 3) через 0,004 мм.
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
Класс пальца маркируется краской на его торце.

По наружному диаметру пальцы делятся на три класса (синий, зеленый и красный), через 0,004 мм.
Для облегчения подбора пальца к отверстию поршня на его внутренней стороне краской указывается требуемый класс пальца.


На двигатель должны быть установлены шатуны одного класса по массе (см. табл. 8.5).
Читайте также: