
Маркировка стандартных шатунных вкладышей приора
Обновлено: 04.07.2024
После разборки двигателя тщательно очистите, промойте и просушите все детали.
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого поршневого кольца.
2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне.
Номинальный зазор поршневых колец, мм:
верхнее компрессионное кольцо 1 — 0,04-0,075;
нижнее компрессионное кольцо 2 — 0,03-0,065;
маслосъемное кольцо 3 — 0,02-0,055.
Предельно допустимый зазор для всех поршневых колец — 0,15 мм.
4. Наиболее точно зазоры поршневых колец можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину поршневого кольца в нескольких местах по окружности, затем…
5. …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной поршневого кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
6. Измерьте зазоры в замках поршневых колец, вставив поршневое кольцо в специальную оправку. При отсутствии оправки вставьте поршневое кольцо в цилиндр (в котором поршневое кольцо работало), продвиньте поршнем как оправкой поршневое кольцо в цилиндр, чтобы поршневое кольцо установилось в цилиндре ровно, без перекосов и…
7. …щупом измерьте зазор в замке поршневого кольца. Номинальный зазор поршневого кольца должен быть 0,25-0,45 мм, предельно допустимый (в результате износа) -1,0 мм. Если зазор превышает предельно допустимый, замените поршневое кольцо.
8. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы поршневого кольца.
9. Проверьте зазоры между поршнями и цилиндрами. Зазор между поршнями и цилиндрами определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор между поршнями и цилиндрами равен 0,025-0,045 мм, предельно допустимый — 0,15 мм. Если зазор между поршнями и цилиндрами не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор между поршнями и цилиндрами был как можно ближе к номинальному. Если зазор между поршнями и цилиндрами превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.
Рис. 4.9. Места измерения зазоров цилиндра
10. Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (см. рис. 4.9.) (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер.
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: А, В, С, D, Е (табл. 4.1).
В запасные части поставляются поршни номинального размера трех классов А, С, Е и двух ремонтных размеров. Первый ремонтный — увеличенный на 0,4 мм, второй — на 0,8 мм.
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», на кольцах второго ремонтного размера — «80».
Таблица 4.1 Номинальные размеры цилиндров и поршней
Класс Диаметр, мм
цилиндра поршня
А 82,00-82,01 82,00-82,01
В 82,01-82,02 82,01-82,02
С 82,02-82,03 82,02-82,03
D 82,03-82,04 82,03-82,04
Е 82,04-82,05 82,04-82,05
12. На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. 13. На днище поршня выбиваются следующие данные:
1 — класс поршня по отверстию под поршневой палец;
2 — класс поршня по диаметру;
3 — стрелка, показывающая направление установки поршня;
4 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
5 — группа по массе (нормальная «Г», увеличенная на 5 г «+», уменьшенная на 5 г «-»).
14. Поршневые пальцы с трещинами замените. Поршневой палец должен легко входить в поршень от усилия большого пальца руки. Вставьте поршневой палец в поршень. Если при покачивании поршневого пальца ощущается люфт, замените поршень. При замене поршня подберите к нему поршневой палец по классу
Таблица 4.2 Классы поршневых пальцев, поршней и шатунов
Размерная группа Модель двигателя ВАЗ 2108
Диаметр цилиндра, мм Диаметр поршня, мм
А 76,00-76,01 75,965-75,975
В 76,01-76,02 75,975-75,985
С 76,02-76,03 75,985-75,995
D 76,03-76,04 75,995-75,005
Е 76,04-76,05 75,005-75,015
Размерная группа Модель двигателя ВАЗ 21083
Диаметр цилиндра, мм Диаметр поршня, мм
А 82,00-82,01 81,965-81,975
В 82,01-82,02 81,975-81,985
С 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
Е 82,04-82,05 82,005-82,015
(табл. 4.2). Поршневые пальцы разбиты по диаметру на три класса (1-, 2-, 3-й) через 0,004 мм. Класс поршневого пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу — на крышке шатуна.
15. Замените сломанные поршневые кольца и расширитель маслосъемного кольца.
16. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
17. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне.
ПРЕДУПРЕЖДЕНИЕ
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
18. Вставьте поршневой палец в верхнюю головку шатуна. Если при покачивании поршенвого пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы (табл. 4.3).
Таблица 4.3 Класс шатуна по массе верхней и нижней головки
Масса головок шатуна, г Маркировка
верхний нижний буквой краской
184+2 489±3 Ф Красный
495+3 Л Зеленый
501±3 Б
188+2 489+3 X
495±3 М
501+3 В
192+2 489±3 Ц
495±3 Н
501+3 Г Голубой
19. В двигателе автомобилей ваз 2108, ваз 2109, ваз 21099 должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на крышке шатуна: 1 — класс шатуна по массе (буква или краска), 2 — класс шатуна по поршневому пальцу.
20. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленвал необходимо заменить.
21. Промерьте коренные и шатунные шейки коленвала.
Номинальные диаметры шеек коленвала, мм:
коренных-50,799-50,819;
шатунных-47,830-47,850.
Если износ или овальность шеек коленвала превышает 0,03 мм, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек коленвала:
первый — 0,25 мм;
второй — 0,5 мм;
третий — 0,75 мм;
четвертый -1,00 мм.
22. Если на коренных и шатунных шейках коленвала 1 есть незначительные задиры, риски, царапины, нужно прошлифовать шейки коленвала до ближайшего ремонтного размера. Работу по шлифовке шеек коленвала рекомендуется выполнять в специализированной мастерской. После отполируйте шейки коленвала и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленвал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек коленвала после шлифовки не должна превышать 0,005 мм. После шлифовки шеек коленвала установите вкладыши ремонтных размеров. 23. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
24. Измерьте осевой зазор коленвала. Для этого установите коленвал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
25. Установите индикатор так, чтобы его ножка упиралась во фланец коленвала. Сдвиньте коленвал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте коленвал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленвала равен 0,0б-0,26 мм, предельно допустимый осевой зазор коленвала — 0,35 мм. Если осевой зазор коленвала превышает предельно допустимый, замените упорные полукольца.
В запчасти поставляются упорные полукольца двух размеров: номинального -2,31-2,36 мм и ремонтного (увеличенного на 0,127 мм) — 2,437-2,487 мм.
26. Осмотрите шатунные и коренные вкладыши. Если на шатунных и коренных вкладышах есть трещины, задиры, выкрашивание — замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина коренных и шатунных вкладышей, мм:
коренных-1,824-1,831;
шатунных -1,723-1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины:
первый — на 0,25 мм;
второй — на 0,5 мм;
третий — на 0,75 мм;
четвертый — на 1,00 мм.
27. Проверьте зазоры между вкладышами коренных подшипников и шейками коленвала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор.
Зазоры между вкладышами и шейками коленвала равны:
коренные подшипники (номинальный) -0,026-0,073 мм, предельно допустимый -0,15 мм;
шатунные подшипники (номинальный) -0,02-0,07 мм, предельно допустимый -0,1 мм.
Если зазор превышает предельно допустимый, коленвал необходимо прошлифовать под следующий ремонтный размер.
28. В специализированной мастерской можно замерить биение шеек коленвала. Биение шеек коленвала должно составлять:
коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса — не более 0,03 мм;
посадочная поверхность под маховик — не более 0,04 мм;
посадочная поверхность под шкивы и сальники — не более 0,05 мм.
29. Тщательно прочистите и промойте масляные каналы коленвала.
30. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
31. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
32. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив водяной насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок цилиндров негерметичен и блок цилиндров надо заменить.
33. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок цилиндров ремонту не подлежит и блок цилиндров надо заменить.
34. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив диаметры цилиндров.
Ремонтируем двигатель 21126 ВАЗ 2170 Приора после обрыва ремня ГРМ
Сегодня притащили одного из старых клиентов на Приоре, как выяснилось заклинившая помпа порвала ремень и как следствие загнулись клапана.
Но прогресс на АвтоВАЗе не стоит на месте и если на двигателях десятого семейства просто гнуло клапана, то на приоровских 126-ых еще и шатуны теряют центровку и, если их не поменять велика вероятность того что двигатель начнет кушать масло и соответственно ваши деньги. Слава конструкторам АвтоВАЗа!
Но нет худо без добра, есть комплекты поршней на 126-е моторы с проточками которые не гнут клапана. В данной статье мы опишем процедуру ремонта головки блока цилиндров, после обрыва ремня ГРМ, а так же замену поршневой. Снятие и установка ремня ГРМ описано в этой статье, поэтому на ней подробно останавливаться не будем.
Для выполнения данной процедуры наличие динамометрических ключей обязательно!
Начинаем разбирать
Для начала сливаем масло и антифриз. Снимаем защитную крышку, воздушный фильтр с патрубками, отсоединяем разъемы катушек зажигания, тросик газа и дроссельный узел.

Снимаем корпус термостата и попутно отсоединяем все попавшиеся разъемы и патрубки. Всю мешавшею нам проводку убираем в сторону аккумулятора.
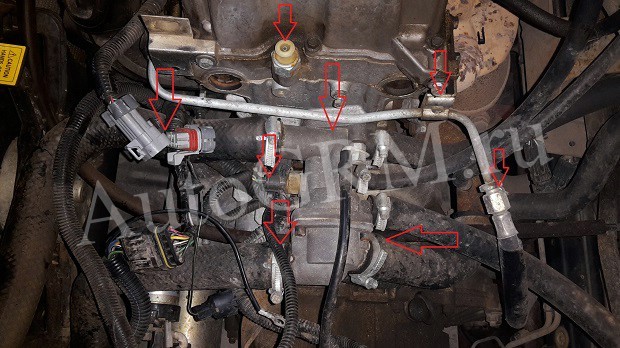
Снимаем генератор. Откручиваем восемь гаек на тринадцать держащих впускной коллектор и снимаем его. Отворачиваем все болты крепящие клапанную крышку, а так же боковую опору двигателя.

Откручиваем восемь гаек и снимаем выпускной коллектор.

Снимаем ремень ГРМ, шкивы распредвалов и помпу.

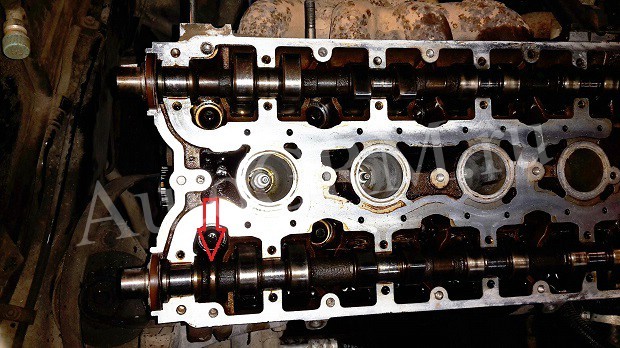
В три прохода, чтобы не деформировать деталь, сначала ослабляем, а потом откручиваем двадцать болтов корпуса подшипников распредвалов, головка на восемь.
Обязательно в последовательности указанной на фотографии.

Снимаем корпус подшипников. Снимаем распредвалы, на распредвале впускных клапанов есть отличительный бортик.
Так же в несколько проходов сначала ослабляем, а за тем откручиваем десять болтов крепления ГБЦ.
Обязательно в последовательности указанной на фотографии.
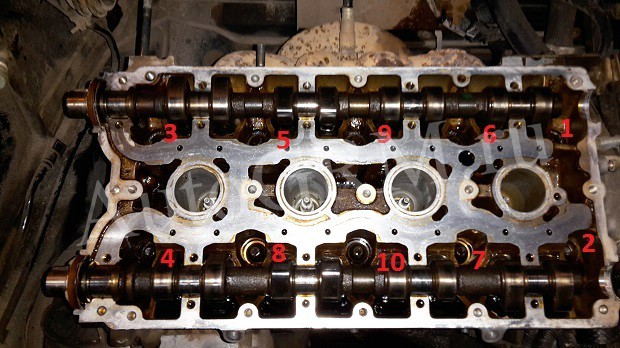
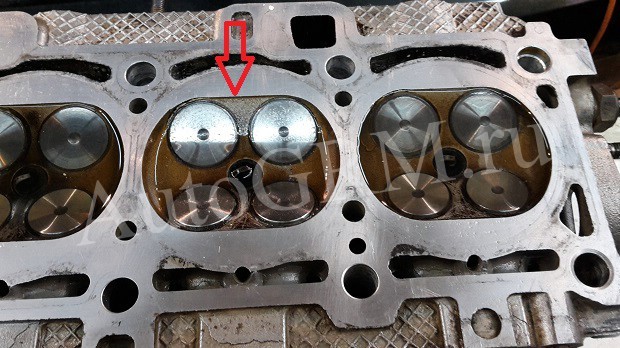
Снимаем головку блока цилиндров. Все шестнадцать клапанов в замену.

Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Недавно купленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.

Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем.
Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.

Такая же полоска должна появится на седле клапана.
Видео притирки клапанов вручную
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше.
После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.

Вставляем клапана на место и засухариваем.
Перед этим стержни клапанов смазываем чистым маслом.
Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
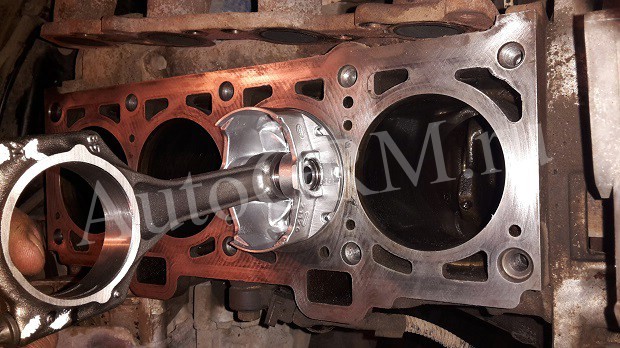
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.

Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.

Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.

Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.

Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт.
Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же.

Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.

После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру.
В дальнейшем местами их не меняем.
По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.

Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо.
На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх.
Кольца в канавках поршня должны обязательно легко вращаться.
Сборка двигателя
Протираем чистой ветошью шейки коленвала, зеркало цилиндров и посадочные места шатунных вкладышей, их кстати можно и обезжирить. Вкладываем новые вкладыши в шатун и крышку, так что бы усики вкладышей вошли в пазы.

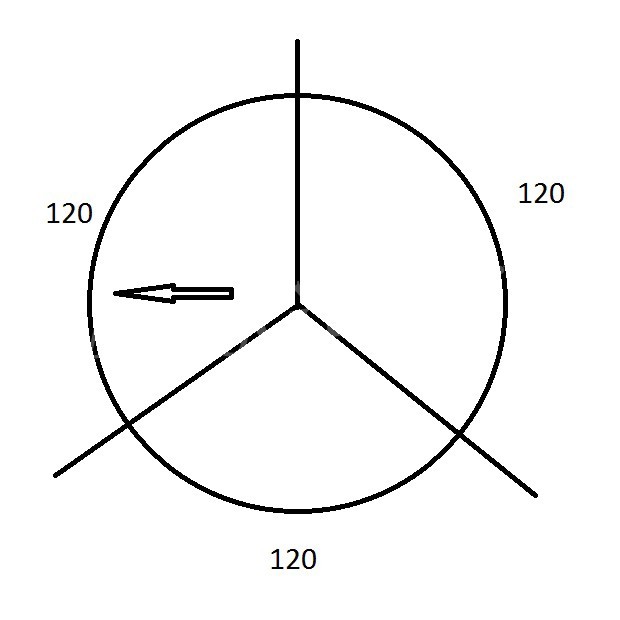
Смазываем чистым маслом вкладыши, шейки коленвала и цилиндры. Разворачиваем поршневые кольца замками так как показано на рисунке, угол между ними должен составлять 120 градусов.
Одеваем на поршень оправку для сжатия колец, предварительно смазав ее внутри чистым маслом. Не забывая про направление, стрелка на поршне должна быть направлена к передней части двигателя, ставим его в свой цилиндр.

Коленвал проворачиваем таким образом, чтобы шатунная шейка была в самом низу. Аккуратно постукивая деревянной ручкой молотка проталкиваем поршень в цилиндр. Снимаем оправку и толкаем поршень вниз до момента, когда шатун сядет на коленвал. Снизу ставим крышку шатунного подшипника, помним про метки.
Затягиваем болты крепления крышки шатуна моментом 5 кгс*м.
Тоже повторяем со всеми остальными цилиндрами.

Ставим на место все что сняли снизу. Сверху продуваем и очищаем отверстия под болты крепления ГБЦ. Ставим новую прокладку ГБЦ и саму головку. Смазываем болты тонким слоем масла, главное без фанатизма. Болты затягиваем в несколько проходов в порядке обратном откручиванию, смотри фото в начале статьи. Последовательность затяжки следующая:
- сначала все затягиваем моментом 2 кгс*м
- затем все затягиваем моментом 7 – 8 кгс*м
- доворачиваем на 90 градусов
- еще раз доворачиваем на 90 градусов
Ставим гидрокомпенсаторы, распредвалы и крышку подшипников распредвала. Все трущиеся поверхности смазываем чистым маслом. Перед установкой крышки подшипников распредвала смазываем тонким слоем герметика периметр и ободки вокруг свечных колодцев.
Затягиваем болты крышки подшипников, в порядке обратном раскрутки, моментом 2 кгс*м, смотри фото в начале.
Ну и дальше устанавливаем все детали в порядке обратном снятию. Заливаем все жидкости и заводим, завестись может не сразу, это нормально. При первом запуске дымить будет хорошо, пока не обгорит масло на цилиндрах, смотрим что бы погасла лампа давления масла. Даем поработать минуту и глушим, смотрим вдруг где что потекло. Заводим еще несколько раз постоянно увеличивая интервал работы, доводим до рабочий температуры, постоянно проверяя масло и антифриз, так же обращаем внимание на то что бы не появились посторонние шумы. Даем отдохнуть часок и снова на холостой ход где-то на часик, постоянно контролируем температуру. Ну а далее обкатка если точили, если нет, то можно ехать только первую тысячу километров стараться не поднимать обороты выше 3000 ну и не тягать на буксире.
Маркировка стандартных шатунных вкладышей приора
* - параметры и размеры изделия других производителей могут отличаться от указанных.
Особенности конструкции.
Для двигателя ВАЗ 21126 была разработана новая конструкция шатунно-поршневой группы. В разработке поршневой принимали участие специалисты фирмы Nural (Nural), входящей в состав корпорации Federal Mogul. Впервые для ВАЗовского двигателя, выбрана новая, Т-образная, конструкция поршня. Форма днища - плоская с 4-я мелкими выборками.
За счет применения "тонких" поршневых колец, удалось уменьшить высоту уплотнительного и огневого пояса. Использование в двигателе масляных форсунок, для подачи масла на внутреннюю поверхность поршня, обеспечило значительное снижение тепловой нагрузки на эту деталь. В поршне применен укороченный поршневой палец "плавающего" типа, с фиксацией стопорными кольцами и диаметром 18 мм. Это позволило, в конструкции поршня, убрать значительный объем металла в зоне бобышек, тем самым, увеличив размеры "холодильника" и уменьшив направляющие участки юбки поршня. Отвод излишков масла осуществляется в зону "холодильника", через отверстия выполненные в канавке под маслосъемное кольцо. Поршень 21126 изготавливается штамповкой(ковкой) и не имеет термокомпенсирующих элементов. Уменьшение веса шатунно-поршневой группы положительно повлияло на улучшение динамических характеристик двигателя.
Основные маркировки наносимые на днище детали.
1. Маркер ориентации - « » при установке, должен указывать направление в сторону привода распредвала
2. Маркер класса – один из символов ( « А »,« В»,« С») определяет отклонение по наружному диаметру.
3. Маркер модели "21126"
4. Маркер модели, по классификации производителя.
Основные размеры
Точность изготовления отверстия под поршневой палец обеспечивает зазор 0,001-0,002 мм и позволяет использовать палец одного размера (17,990-17,995мм).
Ряд сторонних производителей реализует поршни ремонтных размеров - 82,5 мм и 83,0 мм.
Маркировка стандартных шатунных вкладышей приора
16. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Предупреждение Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
17. Вставьте палец в верхнюю головку шатуна. Если при покачивании пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.
18. В двигатель должны быть установлены шатуны одного класса. Маркировка шатуна нанесена на нижней головке и крышке шатуна.
19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.
20. Измерьте коренные и шатунные шейки коленчатого вала. Номинальные диаметры шеек коленчатого вала, мм:
– коренных – 50,799–50,819; – шатунных – 47,830–47,850. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера. Существует четыре ремонтных размера с уменьшением диаметра шеек, мм: – первый – 0,25; – второй – 0,5; – третий – 0,75; – четвертый – 1,00.
21. Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера. Эту работу рекомендуется выполнять в специализированной мастерской. После шлифования отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленчатый вал и продуйте масляные каналы сжатым воздухом. Овальность и конусность всех шеек после шлифования не должны превышать 0,005 мм. После шлифования шеек установите вкладыши ремонтных размеров.
22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
23. Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
24. Установите индикатор так, чтобы его ножка упиралась во фланец вала. Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый –0,35 мм. Если зазор превышает предельно допустимый, замените упорные полукольца. В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.
25. Осмотрите шатунные и коренные вкладыши. Замените вкладыши с трещинами, задирами, выкрашиванием. На вкладышах запрещается проводить любые подгоночные работы. Номинальная толщина вкладышей, мм: – коренных – 1,824–1,831; – шатунных – 1,723–1,730. Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины, мм: – первый — на 0,25; – второй — на 0,50; – третий — на 0,75; – четвертый — на 1,00. 26. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметры шеек и коренных подшипников, установив крышки с вкладышами на блок и затянув их со ответствующими моментами. Вычислите зазор. Зазоры между вкладышами и шейками коленчатого вала: – коренные подшипники (номинальный 0,026–0,073 мм, предельно допустимый 0,15 мм); – шатунные подшипники (номинальный 0,02–0,07 мм, предельно допустимый 0,1 мм). Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
Предупреждение При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например Ш 0,25 и К 0,25 соответственно.
27. В специализированной мастерской можно измерить биение шеек коленчатого вала. Биение должно составлять: – коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса не более 0,03 мм; – посадочная поверхность под маховик не более 0,04 мм;
– посадочная поверхность под шкивы и сальники не более 0,05 мм.
28. Тщательно прочистите и промойте масляные каналы коленчатого вала.
29. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.
30. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников. 31. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте антифриз в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.
32. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
33. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером.
Дефектовка деталей двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)

После разборки при капитальном ремонте двигателя Лада Приора тщательно очистите, промойте и просушите все детали. После этого, необходимо провести ревизию и решить, что подлежит замене, а что можно поставить на место вновь.
В этой статье мы поговорим о деффектовке деталей двигателя Лада Приора при проведении капитального ремонта двигателя.
Приспособления и инструмент необходимые при дефектовке деталей двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
Последовательность операций при дефектовке поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.2. Прочистите отверстия для стока масла подходящим куском проволоки.

3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.

Номинальный зазор, мм:
0,04–0,075 – верхнее компрессионное кольцо 1;
0,03–0,065 – нижнее компрессионное кольцо 2;
0,02–0,055 – маслосъемное кольцо 3.
Предельно допустимый зазор для всех колец 0,15 мм.
Последовательность операций при дефектовке колец и снятии размеров поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
4. Наиболее точно зазоры можно определить замером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.

5. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.

6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.
Последовательность операций при дефектовке и измерении размеров цилиндров двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Рис. 1. Схема измерения цилиндра

7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 1) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер. Номинальный размер цилиндра (см. табл. 5.1), овальность и конусность не должны превышать 0,05 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
Таблица 1 Номинальные размеры цилиндров и поршней

8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
– в середине блока;
– в продольном и поперечном направлениях;
– по диагоналям плоскости.
В каждом положении плоским щупом определите зазор между линейкой и плосколстью. Это и есть отклонение от плоскостностию. Если отклонение превышает 0,1 мм, замените блок.
Последовательность операций при смежном измерении размеров цилиндров и поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
9. Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (табл. 5.1).
В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).

По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель должны быть установлены поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах 1-го ремонтного размера выбито число «40», 2-го – «80».
11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

12. На днище поршня выбиты следующие данные: 1 – класс поршня по диаметру; 2 – стрелка, показывающая направление установки поршня; 3 – модель двигателя.
Дефектовка палцев поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.

14. Замените сломанные кольца и расширитель маслосъемного кольца.
Дефектовка стопорных колец пальцев поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
15. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.

Дефектовка шатунов двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
16. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
Предупреждение
Шатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
17. Вставьте палец в верхнюю головку шатуна. Если при покачивании пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.

18. В двигатель должны быть установлены шатуны одного класса. Маркировка шатуна нанесена на нижней головке и крышке шатуна.
Последовательность операций при дефектовке и измерении размеров коленчатого вала двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.

20. Измерьте коренные и шатунные шейки коленчатого вала. Номинальные диаметры шеек коленчатого вала, мм:

– коренных – 50,799–50,819;
– шатунных – 47,830–47,850.
Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.
Существует четыре ремонтных размера с уменьшением диаметра шеек, мм:
– первый – 0,25;
– второй – 0,5;
– третий – 0,75;
– четвертый – 1,00.
21. Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера. Эту работу рекомендуется выполнять в специализированной мастерской. После шлифования отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленчатый вал и продуйте масляные каналы сжатым воздухом. Овальность и конусность всех шеек после шлифования не должны превышать 0,005 мм. После шлифования шеек установите вкладыши ремонтных размеров.

22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
23. Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).

24. Установите индикатор так, чтобы его ножка упиралась во фланец вала. Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый – 0,35 мм. Если зазор превышает предельно допустимый, замените упорные полукольца.
Последовательность операций при дефектовке и измерении упорных полуколец двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.
25. Осмотрите шатунные и коренные вкладыши. Замените вкладыши с трещинами, задирами, выкрашиванием. На вкладышах запрещается проводить любые подгоночные работы.
Номинальная толщина вкладышей, мм:
– коренных – 1,824–1,831;
– шатунных – 1,723–1,730.
Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины, мм:
– первый — на 0,25;
– второй — на 0,50;
– третий — на 0,75;
– четвертый — на 1,00.
26. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметры шеек и коренных подшипников, установив крышки с вкладышами на блок и затянув их со ответствующими моментами. Вычислите зазор. Зазоры между вкладышами и шейками коленчатого вала:
– коренные подшипники (номинальный 0,026–0,073 мм, предельно допустимый 0,15 мм);
– шатунные подшипники (номинальный 0,02–0,07 мм, предельно допустимый 0,1 мм).
Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
Предупреждение
При перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например Ш 0,25 и К 0,25 соответственно.

27. В специализированной мастерской можно измерить биение шеек коленчатого вала.
Биение должно составлять:
– коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса не более 0,03 мм;
– посадочная поверхность под маховик не более 0,04 мм;
– посадочная поверхность под шкивы и сальники не более 0,05 мм.
Общие рекомендации при дефектовке деталей двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
28. Тщательно прочистите и промойте масляные каналы коленчатого вала. 29. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.

30. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.
31. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте антифриз в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.

32. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить. 33. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером.

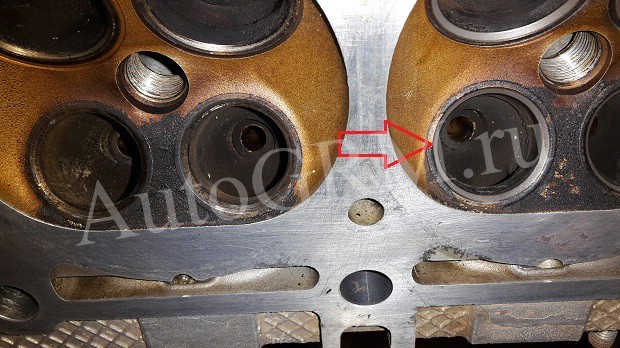
34. Проверьте наличие форсунок для охлаждения днища поршня и прочность их посадки в отверстиях постелей блока цилиндров.
Читайте также: