
Маркировка твердосплавных пластин для резцов mitsubishi
Обновлено: 03.07.2024
Маркировка твердосплавных пластин для резцов mitsubishi
В самом начале подробно обсасывается какая буква на каком месте за что отвечает.
Вот только на отрезные резцы эта система не распространяется. Я вообще так и не въехал что к чему.
Вам что нужно?
Лично я делаю так - звоню/пишу в нормальную приличную фирму, торгующую инструментом. Ками, Каурус. да можно и в неприличную наверное позвонить.
И ставлю им задачу - хочу такую пластину вот. Если есть державка - говорю что за державка. И они подбирают. Для страховки я сам потом перепроверяю по каталогу изготовителя предложенной пластины - пойдет она в державку или нет.
В целом у меня сложилось впечатление что всякие там ромбические пластины - они у всех называются примерно одинаково. Отличаются только буквы ближе к концу названия, которые указывают какой там стружколом, какое покрытие и т.п. вещи не первой важности.
Блин. мне вот тоже по ромбикам более- менее понятно, а с канавочными/отрезными какая- то билеберда получается. понял только то, что последняя группа букв/цифр это ихняя марка стали.
Пластины не из стали а из хрен-пойми какого сплава. Пекутся они из спрессованного порошка. И, в частности, имеет значение зерно этого порошка. И все это там в этих буквах указывается.
Меня в основном инструмент интересует мелкий и еще мельче.
Вот, баловался
Где-то у меня был какой-то большой справочник. Попробую поискать. Вроде бы там были соответствия и более подробные объяснения.
на державках 2020, 1515 сечение державки.
по материалу - смотреть в аннотации для каких работ и по какому металлу предназначены.
у меня тоже много чего под мелкие работы валяется.
вот любимая расточка:
Изначально написано peterson:
по цифрам интуитивно понятно обычно, особенно когда на Али берешь.
150,200,300 - ширина пластины в сотых.
на державках 2020, 1515 сечение державки.
по материалу - смотреть в аннотации для каких работ и по какому металлу предназначены.
у меня тоже много чего под мелкие работы валяется.
Я тупо боюсь заказать пластины, которые не подойдут под мои державки.
Изначально написано peterson:у меня тоже много чего под мелкие работы валяется.
вот любимая расточка:
Фотки 2017 года. Сейчас зоопарку прибыло, и в основном в меньшую сторону в смысле размера экспонатов
Бл-л-л-лин. да, прокссон, это не мой металлмастер ммл1830v по качеству исполнения.
Ну и по нынешним временам проксон больше уже не купишь. Дороговат. К счастью в годы бурного финансирования успел обзавестись всем, что нужно было. А расходка идет и китайская.
Только вот полотна для ленточной пилы надо бы как-то научится сваривать обратно - и будет вообще все шикарно.
Ну, к проксону тоже есть ряд вопросов. Их резцедержатель я снял и поставил Optimum германо-китайский. И кроме цветнины стараюсь ничего не обрабатывать. Не, дерево и пластик - это как-то вообще несерьезно
А сталь - только если что-нибудь совсем мелкое.
Ну и по нынешним временам проксон больше уже не купишь. Дороговат. К счастью в годы бурного финансирования успел обзавестись всем, что нужно было. А расходка идет и китайская.
Только вот полотна для ленточной пилы надо бы как-то научится сваривать обратно - и будет вообще все шикарно.
Не. я на своём и титан точил и сталюку. Ничего, грызёт. По пол миллиметра, по 0,7 вполне уверенно снимает, А если нормальной СОЖ поливать, то работать ещё веселей становится. Пружинный резец сделал. Им конечно отрезать полегче, но не сильно впечатлил. Недавно капсюлятор выточил под 39-ю гильзу. 
Короче. учусь потихоньку, опыта набираюсь, станок- то у меня всего как месяц.
Большие детали мы в фирме заказываем, Барренс, территория завода Металлист на Обводном. Вплоть до такой вот хрендюлины.
С ведерками
Оно в основании - ровно метр в диаметре. Точится из 150 плиты. Ессно у нас таких станков нет и поставить даже не где.
Но вот всякие сверхмелкие штукенции которые там внутри работают - их никто даже браться не хочет делать. Ну очень мелкое. Инструмента ни у кого нет. Подобные штуки делаются, но это все в основном военное и там тоже никто на штучные заказы не то что не возбуждается. даже не просыпаются. Поэтому приходится самому.
Проксон еще прекрасен тем, что в комплекте к ЧПУ идет условно бесплатно простенький ЧПУ постпроцессор. Адово глючный. Но со временем ты приспосабливаешься ко всем глюкам, вырабатываешь ритуал и можно работать. Даже относительно быстро.
А если взять код, который нарожал этот постпроцессор и оптимизировать его ручками - то дело еще быстрее идет Он там много лишнего сует, циклы не использует вообще, подпрограммы не использует. Короче - пишет как тот индус, что зарплату за количество строк получает.
так на державке маркировка. 3 мм х 1
пластинки эти к сожалению только под нержу и тв. сплавы.
под цветмет такие не нашёл пока.
использовал державку даже для расточных головок в качестве сменного резца.
кстати если нужны мелкие расточные регулируемые головки - есть у меня лишние.
Металлорежущий инструмент MITSUBISHI
Японская корпорация Mitsubishi - это целый концерн, который хорошо известен во всем мире из-за широкого спектра производимых товаров высокого качества. Основанная еще свыше 100 лет назад, эта корпорация с самого начала сделала ставку на развитие промышленного производства, причем первым направлением деятельности стало производство и ремонт кораблей. Далее одним из направлений становится автомобилестроение, которые вскоре выделяется в отдельную группу, которому уделяется повышенное внимание.
Однако с конца 60-х годов ХХ века эта корпорация стала производить собственный металлорежущий инструмент, взяв бренд Mitsubishi Carbide. Уже спустя всего несколько лет ее фрезерное, сверлильное, токарное и нарезное оборудование сумело завоевать хорошую популярность не только в Японии, но в других странах. Обеспечивая очень высокое качество своим товарам, корпорация сумела завоевать очень высокую репутацию, благодаря чему металлорежущий инструмент под маркой Mitsubishi можно найти на многих промышленных фабриках разный производственных фирм.
Достойный ассортимент выпускаемых товаров Mitsubishi:
Отличаясь высокой технологичностью и во многом уникальностью, инструмент Mitsubishi производится из очень твердых сплавов, что позволяет ему отлично сохранять свои изначальные свойства на протяжении долгого срока. Всю выпускаемую компанией продукцию можно поделить на следующие категории:
- Токарный инструмент для точения
- Сверла (монолитные, износостойкие, ружейные, ступенчатые и центровочные)
- Державки резьбозарезные
- Специальная оснастка
- Твердосплавные фрезы дискового, отрезного, порезного и торцевого типов
- Расточный инструмент
- Виброустойчивые резцы
- Быстросменные инструментальные системы
Почему продукция Mitsubishi пользуется уважением и признанием?
Для обработки многих деталей на фрезерных станках используются исключительно надежные и качественные резцы, которые имеют повышенную устойчивость к стиранию и затуплению. Руководство этой японской компании очень ответственно относится к разработке, проектированию и производству металлорежущего инструмента, гарантируя высокую надежность и отлично качество. Лучшее доказательством соответствия металлорежущего инструмента установленным нормам качества - многочисленные положительные отзывы, поэтому Mitsubishi по праву пользуется уважением и признанием во всем мире.
Чипгуру
Да уже не один и ни два раза писал, на сайте всех производителей есть вся инфа в свободном доступе. У многих даже и на русском языке.
Я просто физически не смогу ответить на все вопросы ибо, у каждой фирмы своё обозначение. Могу только общие рекомендации дать. Если держите в руках упаковку с пластинками, там как правило указано, для обработки каких материалов, вид обработки ( грубая, средняя, чистовая ). И там же приведены цифры для всего диапазона применений и конкретно для этой пластинки и вида. Но эти цифры не означают что, в сторону ни - ни. Они ориентировочные. Вот, для примера, фото упаковок пластинок, с обозначением и режимами обработки.

Слева видим пластинки, как у вас говорят, ломанный треугольник. Фирмы Iscar, Израиль. На этикетке видим WNMG 06T208 TF и сплав IC807.
Пониже показаны цветом материалы, которые можно обрабатывать ( цвет, стандартный для всех фирм ). Но, это ещё не значит, что все материалы можно обрабатывать. Смотрим пониже, там видим галочки или птички. Вот они и указывают, для каких материалов эти пластинки.
Ещё ниже указаны режимы резания: скорость, подача, глубина.
У фирмы Mitsubishi немного другое обозначение. Ну, с цветами уже знакомы. Видим что, можно обрабатывать сталь, нержавейку и чугун. Справа буквы S, F F это чистовое точение, S не помню, кажется средняя. А сами буквы находятся в чёрном кружке. У одного видим чёрточку. Эта чёрточка означает лёгкий удар, типа, шпоночный паз. Верхние для безударной работы т.е. круглые заготовки. Если четыре чёрточки, значит для ударных нагрузок типа, шестерни. В середине внизу пластинки фирмы Walter У них своя система обозначения, один чёрный круг или два. Два для чистового и получистового точения, один для грубого. Иногда бывает не круг, а окружность это обозначает альтернативу основному ( сплошному кругу ). Справа упаковка фирмы Sandvik Буква в чёрном квадрате указывает материал, который можно обрабатывать, а цифры, режим обработки. N13A это сплав.
Если упаковки нет, можно посмотреть на самой пластине, многие производители на пластинах указывают сплав. Ну а конкретные размеры, если это ISO пластинки, можно снять линейкой и узнать точное обозначение. В общем, ребята, заходите на сайт любого производителя, выбирайте свой язык и копайтесь. Это бесплатно и свободно. Можете также скачать себе на компьютер весь каталог или выборочно. Так же там есть инфа по работе с их инструментом ка например, нарезание резьбы, работа с инструментом не ISO и много всего другого, включая инфу по державкам для пластинок.
Сменные твердосплавные пластины для токарных резцов: виды, маркировка, ГОСТы
Повысить производительность работ, выполняемых на металлообрабатывающем оборудовании, позволяют твердосплавные пластины, используемые для токарных резцов. Такие пластины делают использование резца более удобным, так как являются съемными и позволяют быстро заменить их в случае износа или поломки. Естественно, для использования сменных элементов не подойдут резцы цельной конструкции, у которых режущая часть выполнена заодно с державкой.

Твердосплавные пластины для токарных резцов
Преимущества применения твердосплавных пластин для резцов
Пластины для расточных или отрезных резцов могут быть выполнены из различных марок твердых сплавов, что очень удобно, так как это позволяет иметь целый набор режущих элементов для обработки заготовок из разных материалов.
Использование сменных пластин для режущего инструмента – это еще и экономически выгодное решение, так как в случае поломки или износа нет необходимости заменять весь резец новым инструментом: надо поменять только его режущую часть. Целесообразно использовать инструмент со сменными твердосплавными пластинами и в том случае, если стоит задача автоматизации технологических процессов, что особенно актуально в условиях мелко- и среднесерийного производства, где номенклатура выпускаемых изделий может меняться достаточно часто.

Резцы со сменными пластинами
Среди преимуществ, которыми обладают твердосплавные пластины, устанавливаемые на токарные резцы, следует выделить следующие.
- По сравнению с резцами цельного типа, пластины отличаются невысокой стоимостью.
- Замена твердосплавного режущего элемента не занимает много времени.
- О высокой надежности пластин из твердых сплавов можно говорить даже в условиях интенсивной эксплуатации.
- При необходимости такие сменные режущие элементы можно переналаживать.
- Все современные модели сменных режущих элементов для токарных резцов унифицированы, что дает возможность легко подобрать оптимальный вариант для определенного типа обработки и марки металла заготовки.
Благодаря применению сменных твердосплавных пластин с механическим креплением значительно увеличивается срок службы державки токарного резца, отпадает необходимость в осуществлении таких вспомогательных операций, как заточка режущей части и ее пайка. Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%. Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания.
Некоторые виды форм твердосплавных пластин для резцов
Современной промышленностью выпускаются различные типы сменных пластин, изготовленных из твердосплавных материалов. Требования к параметрам каждого из этих типов оговорены в соответствующих государственных стандартах.
- ГОСТ 19086-80 определяет характеристики пластин режущего, опорного типов и стружколомов.
- ГОСТ 19042-80 оговаривает требования к классификации, форме и системе обозначений сменных пластин из твердосплавных материалов.
- ГОСТ 25395-90 распространяется на твердосплавные пластины типов 01, 02, 61, 62, которые фиксируются на державке токарного резца при помощи напайки. Требования этого нормативного документа распространяются на элементы, которые соединяются при помощи напайки с резцами расточного, проходного и револьверного типов.
Параметры классификации
Для того чтобы классифицировать сменные твердосплавные пластины, которые устанавливаются на токарный резец, используют ряд параметров.
Среди токарных резцов выделяют расточные, отрезные, подрезные, канавочные, фасонные и др. Для каждого из этих типов инструментов необходима своя форма профиля, которая и формируется на стадии изготовления твердосплавной пластины для резца.
Свойства материалов, которые относятся к категории твердосплавных, меняются в зависимости от того, в каком соотношении в них содержатся вольфрам, титан и ряд других металлов. Следует отметить, что сменные пластины могут быть и керамическими, их используют преимущественно при обработке жаропрочных сплавов. Кроме того, керамические изделия оптимально использовать в тех случаях, когда необходимо выполнить непрерывную получистовую и чистовую обработку заготовки из металла.
В зависимости от того, какого размера заготовку требуется обработать на токарном станке, подбираются и твердосплавные пластины с соответствующими геометрическими параметрами. На токарный резец любого типа могут быть подобраны изделия, отличающиеся своими геометрическими размерами.
Величина заднего угла
От данного параметра, который можно определить по марке пластины, зависит чистота обработки заготовки из металла. Чем больше задний угол, тем выше чистота обработки поверхности. Твердосплавные пластины с большими задними углами используют преимущественно для токарной обработки мягких металлов.
Современными производителями выпускаются пластины пяти классов точности. С помощью этих изделий можно выполнять обработку с различными допусками на соответствие геометрическим параметрам заготовки.
Маркировка и производители
Маркировка твердосплавных пластин для оснащения токарных резцов указывает на состав материала изготовления. Например, маркировка Т15К6 означает, что перед вами пластина, изготовленная из сплава титановольфрамокобальтовой группы. Следует отметить, что вольфрам в составе таких сплавов содержится в обязательном порядке. Кроме данного металла, в сплаве могут дополнительно содержаться титан, кобальт, тантал и др. В составе рассматриваемого нами в качестве примера сплава в соответствии с его маркировкой содержится 15% карбида титана и 6% кобальта.
К наиболее популярным производителям твердосплавных пластин, которые используются для механического крепления на токарных резцах, относятся:
- ООО «Инструмент-Сервис» (Украина);
- Новомосковский трубный завод (Украина);
- Компания BDS-Machinen (Германия);
- Компания Proxxon (Германия);
- Компания Ceratizit (Люксембург).

Разновидности твердосплавных пластин для резцов
Как выбрать твердосплавную пластину
Для того чтобы токарные работы по металлу отличались высокой эффективностью и точностью, необходимо правильно подобрать твердосплавные пластины, ассортимент которых отличается большим разнообразием форм и размеров. При выборе важно учитывать соответствие размера пластины и геометрических параметров режущего инструмента. Если не придерживаться данного правила, то закрепить приобретенное изделие на токарном резце будет очень проблематично.
Следующее, что следует учитывать при выборе, – это характеристики металла, из которого сделана заготовка. Твердосплавные пластины производятся из материалов, в которых основные металлы представлены в различном соотношении, что и определяет их эксплуатационные характеристики. Так, сменные пластины, изготавливаемые из твердых сплавов, можно разделить на две основные категории:
- характеризующиеся повышенной устойчивостью к вибрациям, ударам и другим механическим нагрузкам;
- успешно переносящие высокие температуры, которые образуются при длительной обработке заготовок из металла.

Резцы с механическим креплением пластин
Твердосплавные пластины первой категории используются при обработке, выполняемой на высоких скоростях, что обязательно сопровождается значительными механическими нагрузками, ударами и вибрацией. К моделям изделий, которые хорошо переносят высокие температурные нагрузки, целесообразно обращаться в том случае, если токарная обработка предполагает снятие большого слоя металла.
Естественно, на выбор пластин для токарных резцов оказывает влияние и тип обработки, которую планируется выполнять с их помощью. Каждый тип обработки, выполняемый при помощи резцов, на которых режущие пластины фиксируются механическим способом, предполагает определенную геометрию их рабочей части, а также другие особенности режущего инструмента.
Маркировка твердосплавных пластин для резцов mitsubishi
1. Пластины должны изготавливаться типов, указанных в таблице.
Обозначение стандарта и эскиз пластин
Для проходных расточных и револьверных резцов
Для подрезных и расточных резцов при расточке глухих отверстий
Для подрезных, проходных револьверных и расточных резцов
Для автоматных резцов
Для проходных прямых расточных и револьверных резцов
Для чистовых и резьбовых резцов
Для отрезных и прорезных резцов
Для сверл спиральных и с прямыми канавками
Для фасочных резцов и резцов для обработки пазов типа "ласточкин хвост"
Для галтельных и бандажных резцов
Для сверл при обработке неметаллических материалов
Для круглофасочных резцов
Для торцевых фрез и цековок
Для концевых и шпоночных фрез, для зенкеров при обработке глухих отверстий и цековок
Для автоматных резцов
Для дисковых концевых фрез и торцево-цилиндрических фрез к агрегатным станкам
Для зенкеров при обработке сквозных отверстий
Для угловых фрез
Для резцов при прорезке канавок в шкивах под клиновые ремни
Для торцевых насадных и концевых фрез со спиральным зубом
Для сверл глубокого сверления
Для направляющих к сверлам глубокого сверления
Для желобных резцов
Для фасочных резцов
Для резцов токарных проходных и отрезных к автоматам продольнофасонного точения
Для резцов для нарезания трапецеидальной резьбы
Для торцевых фрез
Для Т-образных фрез
Для резцов для прорезки канавок под сальниковые кольца
2. Условное обозначение пластин при заказе составляется с учетом общесоюзного классификатора продукции (ОКП).
Полный код ОКП условного обозначения составляется следующим образом: первые шесть знаков обозначают код ВКГ (высшей классификационной группировки) марки твердого сплава по ГОСТ 3882, следующие четыре знака - код серийно-порядкового номера ОКП, последние пять знаков - типоразмер.
Код серийно-порядкового номера ОКП указан в таблице.
Последние пять знаков условного обозначения (типоразмер) приведены в соответствующих стандартах на конструкцию и размеры в графе "обозначение пластин". Две первые цифры обозначают тип, две последующие - порядковый номер, последний знак - исполнение. Для правых и двусторонних пластин предпоследняя цифра - нечетная.
При отсутствии вариантов исполнения последней цифрой в обозначении пластины является 0. Для пластин повышенной степени точности в конце обозначения ставится буква П.
Пример условного обозначения при заказе пластин повышенной степени точности из твердого сплава марки ВК8 типа 21 с порядковым номером 05, исполнения 0:
Пример условного обозначения при заказе пластины из твердого сплава марки ВК3М типа 01 с порядковым номером 29, исполнения 1:
3. Условное обозначение пластин в технической документации состоит из обозначения типоразмера с указанием государственного стандарта и марки твердого сплава.
Пример условного обозначения в технической документации пластины типа 01 с порядковым номером 29, исполнения 1 из твердого сплава марки ВК3-М:
Обозначение сменных пластин / ISO insert designation chart




Преимуществ использования токарных пластин достаточно много.
- Во-первых, как было сказано выше, основная функция пластины — увеличить долговечность резца. Резцы стоят довольно дорого, а изнашиваются очень быстро. Пластины существенно удлиняют им «жизнь».
- Во-вторых, резцы гораздо менее универсальны, чем пластины. Имея при себе достаточный набор пластин, можно выполнять обработку металлов и сплавов разного состава и структуры.
- В-третьих, менять пластины в разы удобнее и быстрее, чем менять резцы. А это является существенной составляющей производительности на единице оборудования.
- В-четвёртых, существует огромный ассортимент насадок, а это значит, что подобрать пластину для какой-либо технологической операции гораздо проще, чем резец.
- Ну и наконец, в-пятых, экономия. Купить новую пластину взамен той, которая сломалась, обойдётся гораздо дешевле приобретения нового резца. В этом, пожалуй, одно из главных преимуществ токарных пластин.

Общая информация
Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
- 19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года).
- 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа.
- 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).

Что дает применение твердосплавных пластин для резцов
- Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции.
- Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным.
- На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности.
- Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество.
- Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.

Что можно делать твердосплавными пластинами
- Поверхностная обработка заготовок.
- Нарезание резьбы.
- Внутренняя расточка.
- Развертка.
- Выборка пазов, канавок и тому подобное.
- Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.

Маркировка твердосплавных пластин для резцов
Обозначения буквенно-цифровые. Они отражают все основные характеристики изделия – конструктивные особенности, форму, класс допуска и так далее. Приведенная схема маркировки (по ГОСТ № 19042) это хорошо поясняет.

Особенности использования твердосплавных пластин
- Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно.
- Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.

Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических сайтах, каких-либо существенных претензий нет к изделиям следующих изготовителей.
- Ceratizit (Люксембург).
- Proxxon, BDS-Machinen (Германия).
- Украинский ««Инструмент-Сервис».
Что учесть при выборе сменных насадок
Подразумевается, что они приобретаются в комплекте, но без резца.
- Соответствие линейных параметров инструмента и пластин.
- Специфика использования изделий. Если металлообработка предполагает снятие значительных слоев с заготовки, то следует подбирать насадки, материал которых инертен к высоким температурам. Работа на скоростных режимах сопровождается повышенными вибрациями. В этом случае нужно обратить внимание на такую характеристику образцов, как устойчивость к нагрузкам (механическим).
- Тип обработки деталей. Это уже к вопросу о требуемой форме насадок.

Стоимость пластин твердосплавных
Они продаются наборами, поэтому цена зависит от комплектации, формы, размеров и ряда других показателей. Кроме того, в них могут входить и корпуса резцов, что повышает стоимость. Если говорить о ее среднем значении, то комплект без инструмента обойдется в 5 310 рублей, а с ним – примерно в 7 980.

В принципе, не так уж и дорого, если учесть, что, по оценкам специалистов, использование сменных насадок дает месячную экономию на одном токарном станке (при средней загруженности оборудования) порядка 450 рублей.
Классификация твердосплавных сменных пластин по металлу
- По форме — ромбическая, квадратная, треугольная, круглая и др.
- По обрабатываемому материалу — сталь, чугун, цветные металлы, твёрдые металлы и др.
- По радиусу (от 0.1 до 2.4) и размеру (от 6 до 33).
- По виду обработки — от тяжёлой черновой до финишной чистовой.
- По назначению — пластины для точения, для нарезания резьбы, для обработки канавок, отрезные.

Пластины твердосплавные
Твердосплавные пластины – это сменный элемент металлорежущего инструмента используемого для высокоточной обработки заготовок. Они используются при точении, сверлении, зенкеровании, фрезерной обработке и других операциях значительно снижая экономические затраты в сравнении с применением цельного твердосплавного инструмента.
Конструкция и преимущества твердосплавных пластин
Конструкция твердосплавных пластин зависит от способа крепления и конфигурации резца. При болтовом креплении в пластинах имеется отверстие для крепежного элемента.
В зависимости от типа инструмента твердосплавные пластины для токарных резцов могут быть квадратными, ромбическими, трехгранными, пятигранными и т. д.
От количества граней зависит число режущих кромок и длительность эксплуатации.
Твердосплавные пластины изготавливаются путем прессования и термообработки порошков карбида вольфрама, карбида титана и других высокопрочных материалов. Помимо твердости пластины обладают высокой износо- и термостойкостью, способны сохранять свои свойства при температуре до +1150°С.
Основные эксплуатационные преимущества:
- Возможность использовать на одном резце наиболее подходящую пластину твердосплавную, вид которой наиболее подходит для материала заготовки. Это позволяет иметь съёмный набор для различных операций.
- Замена изношенной и разрушенной пластины обойдется намного дешевле, чем цельного резца. Применение съёмных пластин оправдано при мелко- и среднесерийном производстве, а также при частой смене номенклатуры изделий.
- Минимальное время замены пластины.
- Высокая надежность даже в условиях интенсивной работы.
- Унификация пластин для удобной замены и подбора под тип обработки и марку стали.
Классификация твердосплавных пластин
Для применяемых в современном производстве пластин твердосплавных классификация основана на нескольких признаках.
В первую очередь это способ крепления инструмента – напайка или механическое крепление. Второй способ обеспечивает быструю замену и возможность многократного использования пластин.
При напайке можно перевернуть изношенную часть пластины или использовать одноразовые многогранные элементы.
Также пластины различаются по типу сплава, определяющим их характеристики и сферу применения. Для черновой обработки часто используется оснастка из сплава ВК8.
Данный материал предназначен для работы с конструкционными сталями, серым чугуном и различными сложными в обработке сплавами.
Элементы выполненные из сплава Т15К6 чаще применяют для получистовой или чистовой обработки легированных и углеродистых сталей.
По форме пластины подразделяются на:
- Круглые.
- Квадратные.
- Ромбические.
- В форме параллелограмма.
- Трехгранные.
- Пятигранные.
Выбор твердосплавных пластин
Для обеспечения точности и качества токарных операций необходимо подобрать пластину требуемого материала, формы и размера. При этом очень важно учесть соответствие геометрии оснастки и размеров токарного резца или других металлорежущих инструментов. В первую очередь это влияет на возможность крепления пластины к основанию резца.
Следующий важный момент, который необходимо учесть при подборе оснастки – это параметры материала обрабатываемой заготовки. Твердые сплавы имеют различный химический состав, определяющий их эксплуатационные характеристики. Каждый из материалов имеет свои преимущества, но в целом все используемые при производстве пластин сплавы можно разделить на две основных категории:
- Сплавы с высокой стойкостью к механическим нагрузкам – вибрации, ударам и т. д.
- Термостойкие сплавы стойкие к повышенным температурам. Удобны для длительной работы.
Пластины из стойких сплавов более всего подходят для высокоскоростной обработки при большой нагрузке. Термостойкие оптимально использовать для снятия значительных слоёв металла.
В целом же, для профессиональной работы желательно иметь набор сменных пластин с наиболее востребованными геометрическими и технологическими характеристиками. Это позволит значительно расширить возможности обработки, сэкономить время и уменьшить финансовые расходы на производство.
Как маркируют, и кто их производит?
Маркировка пластины даёт информацию о составе материала изготовления, а также о форме, углах, длине режущей кромки, различных допусках и др.
Буквы и цифры в маркировке пластины всегда нужно расшифровывать слева направо.
Каждый символ обозначает конкретный показатель. Первая буква характеризует форму пластины, вторая — задний угол, третья — допуски по высоте, толщине и размеру вписанной окружности, а четвертая обозначает наличие стружкомола либо отверстия.
После букв идут цифры. Первые две определяют длину пластины, две следующие — толщину, и две последние — радиус угла. Две буквы после этого обозначают тип стружкомола, либо его отсутствие.
В последнем случае вместо двух букв написано «None». Наконец, самое последнее обозначение (подряд две буквы и четыре цифры) характеризуют сплав пластины.

К наиболее популярным производителям относятся производители из Украины — Новомосковский трубный ; из Германии — Компания Proxxon и Компания BDS-Machinen; из Люксембурга — Компания Ceratizit
Стоимость
Пластины всегда продаются наборами, и их цена достаточно варьируется от ряда показателей. В частности, от комплектации, форм и размеров. В среднем цена одного набора равна около 5300 рублей.
Часто в набор входит корпус резца, тогда цена его существенно повышается. В этом случае она составляет около 8000 рублей. В целом использование токарных пластин на одном резце создаёт в месяц экономию примерно в 450 рублей.
У токарных пластин масса плюсов — от высокой производительности и долговечности до существенной экономии. Это значит, что их использование значительно повысит качество выполнения работы, а также удовольствие от неё.
Выбираем твердосплавные пластины для токарных резцов — виды, маркировка и стоимость
Режущий инструмент, применяемый в процессе металлообработки, изнашивается (независимо от марки «железа») довольно быстро, а стоит достаточно дорого. Если совместно с токарным резцом использовать твердосплавную пластину, то можно одновременно решить несколько задач, а в целом существенно повысить производительность на единице оборудования.
Эта статья поможет разобраться с разновидностями твердосплавных пластин для токарных резцов и некоторыми особенностями работы с ними.

Сменные пластины твердосплавные не используются в металлообработке с помощью монолитных резцов, у которых державка и режущая часть представляют собой единое целое.
Общая информация
Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
- 19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года).
- 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа.
- 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).

Что дает применение твердосплавных пластин для резцов
- Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции.
- Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным.
- На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности.
- Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество.
- Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.

Что можно делать твердосплавными пластинами
- Поверхностная обработка заготовок.
- Нарезание резьбы.
- Внутренняя расточка.
- Развертка.
- Выборка пазов, канавок и тому подобное.
- Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.

Маркировка твердосплавных пластин для резцов
Обозначения буквенно-цифровые. Они отражают все основные характеристики изделия – конструктивные особенности, форму, класс допуска и так далее. Приведенная схема маркировки (по ГОСТ № 19042) это хорошо поясняет.

Особенности использования твердосплавных пластин
- Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно.
- Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.

Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических сайтах, каких-либо существенных претензий нет к изделиям следующих изготовителей.
- Ceratizit (Люксембург).
- Proxxon, BDS-Machinen (Германия).
- Украинский ««Инструмент-Сервис».
Что учесть при выборе сменных насадок
Подразумевается, что они приобретаются в комплекте, но без резца.
- Соответствие линейных параметров инструмента и пластин.
- Специфика использования изделий. Если металлообработка предполагает снятие значительных слоев с заготовки, то следует подбирать насадки, материал которых инертен к высоким температурам. Работа на скоростных режимах сопровождается повышенными вибрациями. В этом случае нужно обратить внимание на такую характеристику образцов, как устойчивость к нагрузкам (механическим).
- Тип обработки деталей. Это уже к вопросу о требуемой форме насадок.

Стоимость пластин твердосплавных
Они продаются наборами, поэтому цена зависит от комплектации, формы, размеров и ряда других показателей. Кроме того, в них могут входить и корпуса резцов, что повышает стоимость. Если говорить о ее среднем значении, то комплект без инструмента обойдется в 5 310 рублей, а с ним – примерно в 7 980.

В принципе, не так уж и дорого, если учесть, что, по оценкам специалистов, использование сменных насадок дает месячную экономию на одном токарном станке (при средней загруженности оборудования) порядка 450 рублей.
Выбираем твердосплавные пластины для токарных резцов — виды, маркировка и стоимость



Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
- 19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года).
- 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа.
- 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).

ПРЕИМУЩЕСТВА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
Твердосплавные пластины пользуются популярностью благодаря следующему перечню преимуществ:
- могут использоваться для обработки разнообразных металлических деталей, имеющих различную толщину;
- при повреждении режущей кромки требуется замена только самой насадки;
- процесс замены пластины производится в гораздо короткие сроки в сравнении со сменой резца;
- набор твердосплавных насадок дает возможность не держать запас новых резцов;
- высокие эксплуатационные свойства пластин дают возможность обрабатывать даже прочные металлические сплавы при температуре до 1150 градусов;
- не требуют постоянной заточки;
- насадки обладают унифицированными размерами и формой, что позволяет их широко использовать на автоматизированных производственных линиях и станках с ЧПУ;
- нанесение специальной маркировки дает возможность получить всю необходимую информацию о характеристиках изделий: сроке службы, эксплуатационных параметрах, составе, предприятии-производителе.
В процессе эксплуатации требуется внимательно следить за состоянием режущей кромки и при необходимости поворачивать пластину другой стороной.
В зависимости от типа используемого инструмента твердосплавные пластины делятся на следующие виды изделий:
- пластины для резцов – могут иметь разнообразную форму с различным радиусом. Предназначены для использования как на определенном производственном этапе, так и в течение всего рабочего цикла;
- пластины для фрез – такие изделия имеют различные правильные геометрические формы. Используются на крупных автоматизированных производственных линиях.
Что дает применение твердосплавных пластин для резцов
- Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции.
- Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным.
- На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности.
- Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество.
- Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.

Что можно делать твердосплавными пластинами
- Поверхностная обработка заготовок.
- Нарезание резьбы.
- Внутренняя расточка.
- Развертка.
- Выборка пазов, канавок и тому подобное.
- Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.




Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Особенности использования твердосплавных пластин
- Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно.
- Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.

Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических сайтах, каких-либо существенных претензий нет к изделиям следующих изготовителей.
- Ceratizit (Люксембург).
- Proxxon, BDS-Machinen (Германия).
- Украинский ««Инструмент-Сервис».
Что учесть при выборе сменных насадок
Подразумевается, что они приобретаются в комплекте, но без резца.
- Соответствие линейных параметров инструмента и пластин.
- Специфика использования изделий. Если металлообработка предполагает снятие значительных слоев с заготовки, то следует подбирать насадки, материал которых инертен к высоким температурам. Работа на скоростных режимах сопровождается повышенными вибрациями. В этом случае нужно обратить внимание на такую характеристику образцов, как устойчивость к нагрузкам (механическим).
- Тип обработки деталей. Это уже к вопросу о требуемой форме насадок.

Как маркируют пластины, и кто их производит
По маркировке твердосплавных конструкций для токарных резцов можно определить состав материала производства. В частности, маркировка Т15К6 означает, что изделие произведено на основе сплава титановольфрамокобальтовой группы. Вольфрам в составе данных сплавов присутствует в обязательном порядке. Кроме вольфрама в сплаве дополнительно должны присутствовать:
- тантал;
- кобальт;
- титан и другие.
В составе подобного сплава в соответствии с маркировкой присутствует карбид титана в количестве 15 процентов и кобальт в количестве 6 процентов соответственно.
Наиболее известными производителями данной продукции, применяемыми для механического крепления на резцах, являются:
- Ceratizit (Люксембург);
- BDS-Machinen и Proxxon (Германия);
- Инструмент-Сервис и Новомосковский трубный завод (Украина).
Стоимость пластин твердосплавных
Они продаются наборами, поэтому цена зависит от комплектации, формы, размеров и ряда других показателей. Кроме того, в них могут входить и корпуса резцов, что повышает стоимость. Если говорить о ее среднем значении, то комплект без инструмента обойдется в 5 310 рублей, а с ним – примерно в 7 980.

В принципе, не так уж и дорого, если учесть, что, по оценкам специалистов, использование сменных насадок дает месячную экономию на одном токарном станке (при средней загруженности оборудования) порядка 450 рублей.
Обозначение сменных пластин / ISO insert designation chart
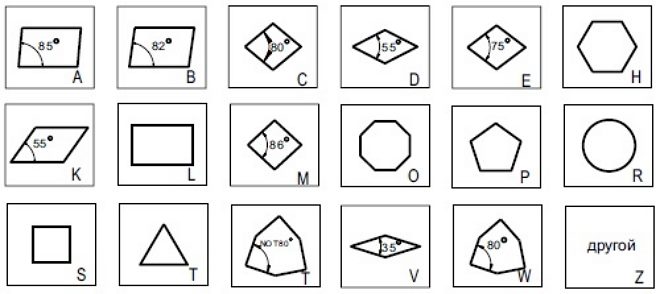
Расшифровка обозначения сменных режущих пластин по стандарту ИСО Часть 1 Токарный инструмент Форма пластины Шестигранная Восьмигранная Пятигранная
Расшифровка обозначения сменных режущих пластин по стандарту ИСО Часть 1 Токарный инструмент Форма пластины Шестигранная Восьмигранная Пятигранная _ Квадратная Треугольная с Ромбическая 80 о D Ромбическая 55 Z7 Е Ромбическая 75 о F Ромбическая 50 7 М Ромбическая 86 V Ромбическая 35 Z7 W Три тональная L Прямоугольная о А Ромбическая 85 о В Ромбическая 82 о К Ромбическая 55 R Круглая О X Специальная конструкция Обозначение формы пластины АГ 0D1 S1 Треугольная пластина фаской (Вспомогательная режущая Обозначение класса допуска Особенности допуска пластин класса М Допуск на высоту режущей кромки m (мм) (Киме Допуск на высоту режущей кромки m (мм) Допуск на диаметр вписанной окружности 0D1 (мм) Допуск на толину пластины S1 (мм) Цвтршжй Треугольная Квадратная Ромбическая 80 Ромбическая 55 Ромбическая 35 Круглая А 0.005 0.025 +0.025 F 0.005 0.013 +0.025 6.35 0.08 0.08 0.08 0.11 0.16 С 0.013 0.025 +0.025 9.525 0.08 0.08 0.08 0.11 0.16 Н 0.013 0.013 +0.025 12.70 0.13 0.13 0.13 0.15 Е 0.025 0.025 +0.025 15.875 0.15 0.15 0.15 0.18 G 0.025 0.025 +0.13 19.05 0.15 0.15 0.15 0.18 J 0.005 0.05 0.15 +0.025 25.40 0.18 К 0.013 0.05 0.15 +0.025 31.75 0.20 1 +0.025 +0.05 +0.15 +0.025 Допу ск на ди аметр в писаннс окруж НОСТИ (ft ш) М 0.08 0.18 0.05 0.15 0.13 Цвшрпяш Треугольная Квадратная Ромбическая 80 Ромбическая 55 Ромбическая 35 Круглая N 0.08 0.18 0.05 0.15 0.025 6.35 0.05 0.05 0.05 0.05 0.05 — и 0.13 0.38 0.08 0.25 0.13 9.525 0.05 0.05 0.05 0.05 0.05 0.05 Знаком обозначены поверхности спеченных пластин. 12.70 0.08 0.08 0.08 0.08 — 0.08 15.875 0.10 0.10 0.10 0.10 — 0.10 19.05 0.10 0.10 0.10 0.10 — 0.10 25.40 — 0.13 — 0.13 31.75 — 0.15 — 0.15 Обозначение класса допуска С N М G Обозначение заднего угла ИННН Стандартный угол А 3 В 5 С 7 15 Е 20 F 25 -JV G 30 N 0 Р 11 О Другие значения углов Основные используемые углы Обозначение фиксации стружколома Метрическая система Наличие отверстия Форма отверстия Стружкопом Рис. Обоим Наличие отверстия Форма отверстия Стружкопом Рис. W С Отверстием цилиндрическое + одна зенковка (40-60) Нет И 1 И А С Отверстием цилиндрическое Нет 1111 1 С Отверстием Односторонний ГИ1 VH7 С Отверстием цилиндрическое Односторонний VI 17 Q С Отверстием цилиндрическое + две зенковки (40-60) Нет G С Отверстием цилиндрическое двухсторонний и С Отверстием двухсторонний N Вез отв. — Нет В С Отверстием цилиндрическое + одна зенковка (70-90) Нет П7 R Без отв. — Односторонний ГИГ 7 С Отверстием Односторонний F Без отв. — двухсторонний rm VM7 L J Отверстием цилиндрическое + две зенковки (70-90) Нет X — Специальная конструкция J С Отверстием двухсторонний А002 ОБОЗНАЧЕНИЕ ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ
Материалы токарных резцов
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца, — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания.
Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы.
Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие и углеродистые стали разных марок.
Наиболее современными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С.
Эти сплавы состоят из тончайших зерен карбидов 1 тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Мета и локер амические твердые сплавы разделяются на три группы: вольфрамовые, титано-вольфрамовые и титано-танталовольфрамовые.
Вольфрамовые твердые сплавы предназначаются для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов. Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВКЗМ, ВК4, В KG, ВК6М, ВК8, ВК8В.
Буква В в каждой из этих марок означает Карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама.
Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама. Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мк).
Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мк).

Мелкозернистость сплава сообщает ему износостойкость большую износостойкости нормального сплава дайной марки, при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию.
Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава. Титано-вольфрамовые твердые сплавы применяю- ся для обработки всех видов сталей.
При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта.
Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5КЮ содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-танталсзольфрамовые сплавы используются в особо тяжелых случаях обработки сталей. В настоящее время в ГОСТ введена лишь одна марка этого сплава, а именно ТТ7К12, содержание которого — 7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама.
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
В последнее время, при определенных условиях, в качестве инструментального материала находят применение минералокерамические материалы, основной частью которых является окись алюминия. В состав этих материалов не входят относительно редкие элементы: вольфрам, титан, кобальт и др.
Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более.
В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже.
ГОСТ 18885-73 и 18874-73, касающиеся канавочных резцов
С содержанием ГОСТ 18874-73 «Резцы токарные прорезные и отрезные из быстрорежущей стали» и ГОСТ 18885-73 «Резцы токарные резьбовые с пластинами из твердого сплава» можно ознакомиться ниже:
Читайте также: