
Момент затяжки ваз 2112
Добавил пользователь Дмитрий К. Обновлено: 04.10.2024
Момент затяжки коренных и шатунных вкладышей




Всю мою жизнь меня окружали автомобили! Сначала в деревне я уже в первом классе носился на тракторе по полям, потом была ЯВА, после копейка. Теперь я студент третьего курса «политеха» на автомобильном факультете. Подрабатываю автослесарем, помогаю ремонтировать автомобили всем своим знакомым.
В приведённой ниже таблице мы обозначили моменты затяжки всех резьбовых соединений на двигателе ВАЗ-2112.
Момент затяжки резьбовых соединений (таблица)
| Деталь | Резьба | Момент затяжки, Н·м (кгс·м) |
| Двигатель | ||
| Болт крепления головки цилиндров | М12х1,25 | Болты крепления ГБЦ необходимо затягивать в четыре приема: 1 – моментом 20 Н·м (2 кгс); 2 – моментом 69,4–85,7 (7,1–8,7 кгс); 3 – довернуть на 90°; 4 – снова довернуть на 90°. |
| Гайка шпильки крепления впускной трубы и выпускного коллектора | М8 | 20,87–25,77 (2,13–2,63) |
| Гайка крепления натяжного ролика | М10×1,25 | 33,23–41,16 (3,4–4,2) |
| Гайка шпильки крепления корпуса подшипников распределительного вала | М8 | 18,38–22,64 (1,87–2,31) |
| Болт крепления шкива распределительного вала | М10 | 67,42–83,3 (6,88–8,5) |
| Болт крепления корпуса вспомогательных агрегатов | М6 | 6,66–8,23 (0,68–0,84) |
| Гайка шпильки крепления выпускного патрубка рубашки охлаждения | М8 | 15,97–22,64 (1,63–2,31) |
| Болт крепления крышек коренных подшипников | М10х1,25 | 68,31–84,38 (6,97–8,61) |
| Болт крепления масляного картера | М6 | 5,15–8,23 (0,52–0,84) |
| Гайка болта крышки шатуна | М9х1 | 43,32–53,51 (4,42–5,46) |
| Болт крепления маховика | М10х1,25 | 60,96–87,42 (6,22–8,92) |
| Болт крепления насоса охлаждающей жидкости | М6 | 7,64–8,01 (0,78–0,82) |
| Болт крепления шкива коленчатого вала | M12х1,25 | 97,9–108,78 (9,9–11,1) |
| Болт крепления подводящей трубы насоса охлаждающей жидкости | М6 | 4,17–5,15 (0,425–0,525) |
| Гайка крепления приемной трубы глушителя | М8×1,25 | 20,87–25,77 (2,13–2,63) |
| Гайка крепления фланца дополнительного глушителя | М8×1,25 | 15,97–22,64 (1,63–2,31) |
| Гайка крепления троса сцепления к кронштейну двигателя | М12х1 | 14,7–19,6 (1,5–2,0) |
| Болт крепления кронштейна передней опоры подвески двигателя | М10х1,25 | 32,2–51,9 (3,3–5,5) |
| Гайка болта крепления передней опоры подвески двигателя | М10 | 41,65–51,45 (4,25–5,25) |
| Гайка болта крепления левой опоры подвески силового агрегата | М10 | 41,65–51,45 (4,25–5,25) |
| Гайка крепления кронштейна левой опоры подвески силового агрегата | М10 | 31,85–51,45 (3,25–5,25) |
| Болт крепления задней опоры подвески силового агрегата | М10х1,25 | 27,44–34 (2,8–3,47) |
| Гайка болта крепления кронштейна задней опоры подвески силового агрегата | М12 | 60,7–98 (6,2–10) |
| Болт крепления маслоприемника к крышке коренного подшипника | М6 | 8,33–10,29 (0,85–1,05) |
| Болт крепления маслоприемника к насосу | М6 | 6,86–8,23 (0,7–0,84) |
| Болт крепления масляного насоса | М6 | 8,33–10,29 (0,85–1,05) |
| Болт крепления корпуса масляного насоса | М6 | 7,2–9,2 (0,735–0,94) |
| Пробка редукционного клапана масляного насоса | М16х1,5 | 45,5–73,5 (4,64–7,5) |
| Штуцер масляного фильтра | М20×1,5 | 37,48–87,47 (3,8–8,9) |
| Датчик контрольной лампы давления масла | М14х1,5 | 24–27 (2,45–2,75) |
| Гайка крепления карбюратора | М8 | 12,8–15,9 (1,3–1,6) |
| Гайка крепления крышки головки цилиндров | М6 | 1,96–4,6 (0,2–0,47) |
Инструмент для замеров
Несмотря на то, что выполнение работ по правилам затяжки требует специального подхода, однако большого количества времени подобная процедура не займёт.
Единственное, что потребуется для выполнения подобных работ – это динамометрический ключ.

Такой ключ используют для производства замера момента затяжки.
Достать такой инструмент, можно в любом магазине, однако цена его часто кусается и порой может достигать 2000 рублей.
Как правильно затягивать ГБЦ?
Фото ниже демонстрируют визуальную разницу между моторами.
Правила затяжки
При проведении затяжки следует обращать внимание на длину старых болтов для головки 16V — она не должна превышать 95 мм. При слишком большом удлинении деталей их следует заменить новыми. Многие специалисты по ремонту двигателей рекомендуют менять все болты, независимо от их состояния. На моторах 8V используются более длинные болты, их предельной длинной является значение 135,5 мм. Но поскольку при затяжке используется больший момент, то болты доходят практически до предела текучести. Поэтому на 8V они подлежат обязательной замене новыми деталями.
При затяжке необходимо строго соблюдать порядок обжатия болтов, поскольку эта процедура обеспечивает равномерное прилегание деталей по всей поверхности. Вторым непременным условием является соблюдение степени усилия при затяжке, поскольку излишняя сила при этом деформирует прокладку и головку и может вызвать разрушение болта или резьбы.
В видеоролике (автор Марат Ибатуллин) кратко изложен процесс затягивания ГБЦ на моторе 8V.
Необходимые инструменты
Список инструментов и материалов для установки головки на место будет небольшим:
- головка с размером 10 мм и вороток для наживления болтов;
- динамометрический ключ до 50 Н/м (для 16V) или до 100 Н/м (для 8V) и головка 10 мм для окончательной затяжки;
- ветошь для протирки поверхностей;
- новая прокладка между ГБЦ и блоком;
- новые болты, необходимые для монтажа головки.
Пошаговая инструкция
При установке головки следует придерживаться последовательности шагов:
- Очистить контактные поверхности на блоке и головке от грязи, потёков масла и охлаждающей жидкости, а также от прилипших остатков прежней прокладки или следов применения герметика.
- Осмотреть в блоке отверстия, внутри которых нарезана резьба для вворачивания болтов фиксации головки. В них не должно быть никакой жидкости и грязи, иначе болты докрутить до конца не удастся. А при чрезмерном усилии может произойти срыв резьбы в блоке или поломка болта.
- Проверить и установить на место центрирующие направляющие в блок и выставить по ним новую прокладку.
- Подготовить головку к установке, смонтировать на ней все детали и произвести предварительную смазку необходимых узлов (например, стержней клапанов).
- Установить на прокладку головку блока и вставить в отверстия 10 болтов крепления и затянуть их в несколько приемов.
- Затянуть все болты по схеме (см. в фотогалерее). Стандартный момент затяжки ГБЦ ВАЗ 2112 по регламенту составляет 20 Н/м.
- Протянуть болты в той же последовательности доворотом на 90 град.
- Повторить протяжку по аналогии с предыдущим шагом.
При размещении головки блока на более простой двигатель последовательность несколько иная:
- Осмотр и очистка поверхностей и отверстий проводятся по аналогии с 16-клапанной головкой.
- Первым этапом болты затягиваются начиная от центра головки в соответствии со схемой (см. в фотогалерее) с моментом 20 Н/м.
- По этой же схеме производится первая затяжка болтов с моментом в диапазоне 70-85 Н/м.
- Доворот болтов на 90 градусов в той же последовательности.
- Повторный доворот еще на 90 градусов.
Общие сведения по сборке
Предупреждения перед сборкой
- При сборке двигателя используйте только новую прокладку головки блока цилиндров. Не допускается использование снятой(пусть даже аккуратно) прокладки.
- Также не забывайте что перед ее установкой необходимо тщательно обезжирить сопрягаемые с ней поверхности. Сама прокладка при этом должна быть чистой и сухой. Не допускайте попадания масла на эти поверхности.
- Перед сборкой проверьте болты блока цилиндров, они не должны быть вытянутыми, т.е. их длина не должна превышать 95мм. Если это так, то замените их новыми. Использование таких вытянутых болтов не допускается!
- Перед сборкой двигателя смажьте резьбу и головки болтов. Для смазки подойдет обычное моторное масло. Смазывать болты необходимо за 30 минут до их использование, чтобы успели стечь излишки масла.
- Не допускайте при установке зубчатого ремня его резкие перегибы(радиусом менее 20мм) во избежании порчи его корда.
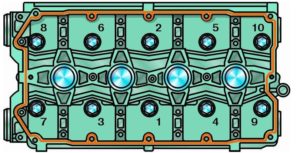
Порядок затяжки болтов крепления головки блока цилиндров и схема нанесения герметика на корпус подшипников распределительных валов

Схема привода распределительных валов 2112

1 – зубчатый шкив коленчатого вала; 2 – зубчатый ремень; 3 – шкив насоса охлаждающей жидкости; 4 – натяжной ролик; 5 – шкив выпускного распределительного вала; 6 – задняя защитная крышка зубчатого ремня; 7 – шкив впускного распределительного вала; 8 – кольцо для датчика фаз; 9 – опорный ролик; А – метка ВМТ на зубчатом шкиве коленчатого вала; В – установочная метка на крышке масляного насоса; C и F– установочные метки на задней защитной крышке зубчатого ремня; D – установочная метка на шкиве выпускного распределительного вала; E – установочная метка на шкиве впускного распределительного вала.
Схема нанесения герметика на верхнюю плоскость головки цилиндров

Первым делом, установите на стенд чистый блок цилиндров и заверните в него шпильки(если некоторые отсутствуют). Снимите крышки коренных подшипников и запрессуйте в блок цилиндров оправкой 67.7853.9621 недостающие форсунки для охлаждения поршней.
Установите в блок цилиндров коленчатый вал и шатунно-поршневую группу, прикрепите маховик к коленчатому валу, установите масляный насос и его маслоприемник, масляный картер с прокладкой и масляный фильтр, действуя, как описано в разделе двигателя 2110. Затем сборку двигателя проводите в следующем порядке.
Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки блока цилиндров.
Поверните коленчатый вал так, чтобы поршни находились в средней части цилиндров.
Установите по центрирующим втулкам головку блока. Затяните болты крепления головки цилиндров в определенной последовательности (рис. Порядок затяжки болтов крепления головки блока цилиндров и схема нанесения герметика на корпус подшипников распределительных валов) и в три приема:
– затяните болты моментом 20 Н·м (2 кгс·м);
– доверните болты на 90°;
– снова доверните все болты на 90°.
Вставьте в гнездо блока цилиндров насос охлаждающей жидкости с прокладкой и закрепите его болтами. Установите и закрепите заднюю защитную крышку зубчатого ремня.
Вложите сегментные шпонки в гнезда на передних концах коленчатого и распределительных валов и установите зубчатые шкивы. Заблокировав шкивы распределительных валов от проворачивания, закрепите их болтами с шайбами.
Приспособлением 67.7811.9509 поверните распределительные валы до совмещения меток на шкивах с установочными метками на задней защитной крышке зубчатого ремня (рис. Схема привода распределительных валов).
Доверните коленчатый вал в сторону меньшего угла поворота до совмещения установочной метки на шкиве с меткой на крышке масляного насоса. Поворачивать коленчатый вал можно ключом за болт, временно завернутый в передний конец коленчатого вала.
Установите натяжной ролик и закрепите его в положении, соответствующем минимальному натяжению ремня. Установите и закрепите опорный ролик.
Наденьте зубчатый ремень на шкивы распределительных валов и, натягивая обе ветви ремня, заведите левую ветвь за натяжной ролик и наденьте ее на шкив насоса охлаждающей жидкости, а правую ветвь заведите за опорный ролик. Наденьте ремень на шкив коленчатого вала и слегка натяните ремень натяжным роликом, поворачивая ролик против часовой стрелки. При установке ремня избегайте его резких перегибов.
Как затягивать коренные вкладыши и вкладыши шатунов
Итак, с учетом вышесказанного становится понятно, что момент затяжки коренных и шатунных вкладышей крайне важен. Теперь перейдем к самому процессу сборки.
- Прежде всего, в постели коренных шеек устанавливаются коренные вкладыши. Необходимо учитывать, что средний вкладыш отличается от других. Перед установкой подшипников удаляется смазка-консервант, после чего на поверхность наносится немного моторного масла. После этого ставятся крышки постелей, после чего осуществляется затяжка. Момент затяжки должен быть таким, который рекомендован для конкретной модели силового агрегата. Например, для моторов на модели ВАЗ 2108 этот показатель может быть от 68 до 84 Н·м.
- Далее производится установка вкладышей шатунов. Во время сборки необходимо точно установить крышки на места. Указанные крышки промаркированы, то есть их произвольная установка не допускается. Момент затяжки шатунных вкладышей немного меньше по сравнению с коренными (показатель находится в рамках от 43 до 53 Н·м). Для Lada Priora коренные вкладыши затягиваются с усилием 68.31-84.38, а шатунные подшипники имеют момент затяжки 43.3-53.5.
Особенности процесса
У каждого двигателя свой момент, как и схема затяжки штифтов. На показатель этого момента влияют не только тип двигателя, а и другие факторы, которые необходимо знать, если вы решили самостоятельно произвести эту процедуру.
Те самые факторы:
- насколько хорошо смазаны отверстия штифтов и само состояние элементов;
- качество болтов играет большую роль – плохие или старые могут не пережить затяжку;
- если резьба или сам штифт имеют деформации – лучше не затягивать. Потому что через короткий период времени все не соответствующие нормам эксплуатации элементы выйдут из строя.
Самая острая необходимость процедуры натяжения возникает при демонтаже головки блока цилиндра, а также при его повторной установке.
Некоторые автолюбители заворачивают сильно вытянутые болты в 4 этапа. В таком случае на втором шаге момент равен 70-85 Н*м, что абсолютно недопустимо в работе с мотором Лады Приора на 16 клапанов.
Правильная последовательность натяжения ключей очень важна. Только в таком случае головка будет правильно выполнять свои перво- и второстепенные функции.
Перед монтажом необходимо обязательно очистить все резьбовые под втулочные отверстия. Потом все втулки размещаются по местам, а сверху укладывается прокладка. Все металлические элементы должны быть обезжиренными.
Во время установки прокладки не применяются герметики или другие смазочные масла.
Подшипники скольжения, их виды и роль в работе ДВС.
Коренные и шатунные вкладыши – это две разновидности подшипников скольжения. Производятся они по одной технологии и отличаются друг от друга лишь внутренним диаметром (у вкладышей шатунов этот диаметр меньше).

Главная задача вкладышей – преобразование поступательных движений (вверх-вниз) во вращательные и обеспечение бесперебойной работы коленчатого вала, чтобы тот не износился раньше срока. Именно для этих целей вкладыши устанавливаются под строго определенным зазором, в котором поддерживается строго заданное давление масла.
Если зазор этот увеличивается, давление моторного масла в нем становится меньше, а значит, шейки газораспределительного механизма, коленчатого вала и пр. важных узлов изнашиваются намного быстрее. Стоит ли говорить, что слишком сильное давление (уменьшенный зазор) также не несет в себе ничего положительного, так как создает дополнительные препятствия в работе коленчатого вала, он может начать подклинивать. Вот почему так важно контролировать данный зазор, что невозможно без использования в ремонтных работах динамометрического ключа, знания необходимых параметров, которые прописываются производителем в технической литературе по ремонту двигателя, а также соблюдения момента затяжки коренных и шатунных вкладышей. К слову, усилие (момент) затяжки болтов крышек шатунных и коренных вкладышей различен.

Обращаем ваше внимание, что приводимые нормативы актуальны только при применении новых комплектов деталей, так как сборка/разборка бывшего в работе узла за счет его выработки не может гарантировать соблюдении необходимых зазоров. Как вариант, в данной ситуации при затяжке болтов можно ориентироваться на верхнюю границу рекомендуемого момента, либо можно использовать специальные ремонтные вкладышами с четырьмя разными размерами, отличающимися друг от друга на 0,25 мм, при условии шлифовки коленвала до тех пор, пока минимальный зазор между трущимися элементами не станет составлять 0,025/0,05/0,075/0,1/0,125 (в зависимости от имеющегося зазора и используемого ремонтного изделия).
Примеры конкретных моментов затяжки болтов крышек шатунных и коренных вкладышей для некоторых автомобилей семейства ВАЗ.
Момент затяжки гбц на ваз 2112 16 клапанов
Собрал ниже информацию по затяжки ГБЦ к блоку, постели и крышки распредвалов.
Порядок затяжки болтов крепления головки блока цилиндров ГБЦ
При снятии, демонтаже откручиваем строго в обратной последовательности начиная с цифры 10, равномерно.
Перед установкой головки блока цилиндров удаляем нагар с поверхностей камер сгорания и очищаем привалочные поверхности головки и блока цилиндров от загрязнений и масла. Удаляем из резьбовых отверстий (под винты крепления головки) блока цилиндров масло и охлаждающую жидкость.
Не наносите на привалочные плоскости корпуса подшипников много герметика. При затягивании болтов крепления герметик, выдавленный во внутренние полости двигателя, может засорить масляные каналы.
На привалочную поверхность корпуса подшипников валов, сопрягающуюся с головкой блока цилиндров, наносим фланцевый герметик типа Локтайт № 574 жгутиком толщиной около 2 мм.
При снятии, демонтаже откручиваем строго в обратной последовательности, равномерно.
Крышка ГБЦ и порядок затяжки её болтов
Схема момента затяжки ГБЦ ВАЗ-2112 16 клапанов
Модели ВАЗ семейства 2112 производились с парой 16-клапанников объемом 1,5 или 1,6 л, редко – 1,8. Такие двигатели отличаются впускными отверстия головки блока, потому момент затяжки ГБЦ у автомобиля ВАЗ-2112 с движком на 16 клапанов будет таким же, как и у других 16-клапанных ДВС. Происходит данная процедура в три этапа.
Что собой представляет ГБЦ
Для того чтобы проводить какие-то манипуляции с этим узлом, необходимо понимать предназначение и принцип работы устройства. Головка блока цилиндров на рассматриваемой нами модели ВАЗ-2112 выполняется из двух вариантов: чугун, алюминий. По сути, сухо говоря, это крышка движка.
Один из самых важных узлов транспортного средства, который отвечает за:
- сгорание бензина в движке;
- отвод отработанных газов во время процесса сгорания топлива.
Второстепенные функции, выполняемые ГБЦ:
- функциональная опция осуществляется благодаря работе опорных шайб, втулок клапанов и прочих деталей, расположенных в головке;
- благодаря отверстию в нем, устанавливается цепной натяжитель и привода шкивного распределителя.
Аббревиатура ГБЦ используется чаще в терминологии автомобильных узлов, так как выговаривать длинные и сложные названия не всегда есть время. Но понятно, что необходимо знать все расшифровки. Особенно если это ДВС (двигатель внутреннего сгорания) и ГБЦ (головка блока цилиндров).
Поэтому момент натяжения всегда должен быть настроен и не спустя рукава, а правильно, иначе нарушится его функционал.
В первую очередь это необходимо во избежание скопления влаги в месте соединения компонентов в блоке и местах их соединений. Благодаря такой защите, конденсат собирается на специальной плоскости для утечки жидкости из двигателя.
Особенности процесса
У каждого двигателя свой момент, как и схема затяжки штифтов. На показатель этого момента влияют не только тип двигателя, а и другие факторы, которые необходимо знать, если вы решили самостоятельно произвести эту процедуру.
Те самые факторы:
- насколько хорошо смазаны отверстия штифтов и само состояние элементов;
- качество болтов играет большую роль – плохие или старые могут не пережить затяжку;
- если резьба или сам штифт имеют деформации – лучше не затягивать. Потому что через короткий период времени все не соответствующие нормам эксплуатации элементы выйдут из строя.
Самая острая необходимость процедуры натяжения возникает при демонтаже головки блока цилиндра, а также при его повторной установке.
Некоторые автолюбители заворачивают сильно вытянутые болты в 4 этапа. В таком случае на втором шаге момент равен 70-85 Н*м, что абсолютно недопустимо в работе с мотором Лады Приора на 16 клапанов.
Правильная последовательность натяжения ключей очень важна. Только в таком случае головка будет правильно выполнять свои перво- и второстепенные функции.
Перед монтажом необходимо обязательно очистить все резьбовые под втулочные отверстия. Потом все втулки размещаются по местам, а сверху укладывается прокладка. Все металлические элементы должны быть обезжиренными.
Во время установки прокладки не применяются герметики или другие смазочные масла.
Порядок проведения монтажа и демонтажа
Блок цилиндра является основой крепления головки, которая держится на 10 винтах. Отворачивание осуществляется особым торцевым ключом – «десяткой».
На фото продемонстрирован правильный порядок отворачивания:
- Верхний правый угловой.
- Нижний правый угловой.
- Верхний левый угловой.
- Нижний левый угловой.
- Верхний второй слева.
- Верхний второй справа.
- Второй нижний справа.
- Второй нижний слева.
- Верхний посередине.
- Нижний посередине.
Соблюдая исключительно такую последовательность можно избежать деформации болтов и резьбы, а также других неприятных моментов.
Конструкция узла довольно сложная, хоть на первый взгляд и кажется примитивной.
Головка крепится болтами или шпильками к блоку и закрывает сверху цилиндры. Посадочная площадь у верхнего элемента весьма большая, потому правильная последовательность затягивания резьбовых соединений с конкретным усилием очень важна. Раньше на старых моделях авто ставили чугунные элементы данного узла, с которыми было проще работать. Сейчас же преимущественно используют более мягкий, легкий и пластичный алюминий, при работе с которым очень легко повредить какой-то цилиндр. Еще чугун гораздо устойчивее к термоусадке и деформациям, что не позволяет пока полностью от него отказаться.
Стандартный размер винтов в рассматриваемой нами модели – 93 мм. Если хоть один вытягивается даже на пару миллиметров, он тут же подлежит замене.
Последовательность монтажа отличается от вышеуказанного порядка и есть на фото:

- Средний нижний.
- Верхний нижний.
- Нижний второй слева.
- Нижний второй справа.
- Верхний второй справа.
- Верхний второй слева.
- Нижний угловой слева.
- Верхний угловой слева.
- Нижний угловой справа.
- Верхний угловой справа.
Нормы момента натяжения:
- Усилие на первом этапе – 20 Н*м.
- Каждый элемент стоит доворачивать вправо на 90 о .
- После 20 минут ожидания необходимо доворачивать еще на 90 о .
Первоначальное усилие – небольшое. Но с третьего этапа работа становится труднее, потому используется рычаг. Если у вас возникли какие-то сложности с процессом натяжки, просмотрите видеоурок, в котором все подробно показано и объяснено.
Установка ГБЦ под турбину на ДВС мало чем отличается от выше рассмотренного варианта, но в случае возникновения несоответствий или других проблем, лучше обратиться за советом или помощью к квалифицированным специалистам.
Моменты затяжки резьбовых соединений
Примечания:
1. Приведенные значения моментов можно округлять до десятых долей в пределах допуска. 2. Болты крепления головки цилиндров необходимо затягивать в четыре приема: 1 – моментом 20 Н·м (2 кгс); 2 – моментом 69,4–85,7 (7,1–8,7 кгс); 3 – довернуть на 90°; 4 – снова довернуть на 90°.
Процесс и порядок затяжки болтов ГБЦ на ВАЗ 2112
Если вы не хотите, чтобы ваш «железный конь» всегда был на ходу, следует время от времени уделять внимание настройке его узлов и агрегатов. В частности, речь идет о настройке мотора, а именно о затяжке блока цилиндров. Предлагаем вам узнать, как правильно осуществляется момент затяжки ГБЦ ВАЗ 2112 16 клапанов и что для этого необходимо.
В каких случаях нужна затяжка блока?

Перед тем как приступить к этому процессу, нужно понять, что представляет собой данный узел. Головка блока цилиндров на ВАЗ может быть выполнена из алюминия или чугуна. По сути, она является верхней крышкой двигателя. Что касается ее функций, то она выполняет следующие опции:
- защитную, поскольку она защищает мотор от внешних воздействий;
- функциональную, поскольку в головке блока цилиндров работают важные элементы, такие как опорные шайбы, втулки клапанов и т.д.;
- также в ГБЦ находится отверстие, где устанавливается натяжитель цепи и привода распределительного шкива.
Момент затяжки болтов ГБ цилиндров ВАЗ 2112 всегда должен быть настроен правильно. Поскольку это необходимо в первую очередь для предотвращения возникновения влаги в том месте, где соединяются эти компоненты. А влага и конденсат, в свою очередь, собираются в плоскости по причине утечки моторной жидкости.
Процесс и схема затяжки (на 16 клапанном авто)

Но пока вы еще не начали процедуру затяжки штифтов головки блока цилиндров, нужно подчеркнуть, что у каждого мотора свой собственный момент и схема затяжки. Как вы могли догадаться, для каждого транспортного средства этот момент будет разным. Кроме того, на показатель момента напрямую влияют несколько факторов, и если вы приняли решение самостоятельно заняться этим процессом, то вам полезно будет узнать о них:
- На момент затяжки головки влияет смазывание отверстий для штифтов, а также их состояние, ну и, разумеется, качество непосредственно болтов. Чтобы момент был установлен правильно, и штифты, и отверстия для них должны быть смазаны, а для этого подойдет обычное моторное масло.
- Если резьба отверстия или сам штифт деформированы, то от процедуры натяжения лучше воздержаться. Так или иначе, но со временем это приведет негативным последствиям.
Если вы являетесь владельцем ВАЗ 2112 с 16-клапанным двигателем и столкнулись с необходимостью затяжки болтов, наш сайт поможет вам в этом. Особенно это необходимо будет в тех случаях, когда производился демонтаж головки блока и его повторная установка. Какой момент затяжки и как происходит процедура? Далее, рассмотрим данный процесс пошагово для ВАЗ 2112 с 16-клапанным мотором.
Необходимые инструменты
И, хотя данная процедура требует определенного подхода, ее подготовка много времени не займет. Суть в том, что непосредственно для затяжки штифтов головки большой набор инструментария не требуется. Единственное, что понадобится — это немного моторной жидкости и специальный динамометрический ключ.

Если такого ключа у вас нет, то его нужно купить заранее или одолжить в автосервисе. Нужен именно такой инструмент, поскольку он позволяет определить именно момент натяжки. В настоящее время более бюджетный вариант данного инструмента стоит около 200-250 гривен (600-800 рублей).
Этапы
Если вы снимали головку блока 16-клапанного мотора ВАЗ 2112, то в первую очередь ее нужно установить на место.
- Перед непосредственным процессом затяжки штифтов головки блока 16-клапанного двигателя следует измерить их длину. Стандартная длина винта составляет 135.5 мм. Обязательно проверьте это. Если длина штифта отличается от вышеуказанной, то есть либо больше, либо меньше, то штифт нужно заменить новым.
- Возьмите моторную жидкость и нанесите ее на резьбу болта. Это можно сделать при помощи кисточки.
- После этого можно приступать к установке винтов на 16-клапанный двигатель. Сначала закрутите их руками, после чего используйте динамометрический ключ. Момент натяжения должен составлять 20 Нм + (69,4 — 85,7 Нм) + 90°+ 90°. То есть закрутите штифты, соблюдая показатели 20 Нм + (69,4 — 85,7 Нм) в соответствии с данными на динамометрическом ключе, после чего проверните каждый винт два раза на 90 градусов.
Что касается порядка затяжки, то он следующий. Сначала необходимо затянуть два средних штифта начиная с нижнего. Затем по порядку следует затянуть два винта, которые находятся по бокам от нижнего штифта. После этого затягиваются винты, находящиеся по бокам от верхнего среднего штифта. А затем уже по порядку нужно закрутить болты, расположенные по углам головки блока цилиндров. Более подробно порядок затяжки момента указан на фото.



Помните о том, что данный узел транспортного средства ВАЗ 2112 является одним из основных механизмов, определяющих работу двигателя. Поэтому к такому вопросу ремонта блока цилиндров следует подойти с особой внимательностью. Если вы не имеете опыта в проведении подобных работ, то дело лучше доверить квалифицированному профессионалу. Ведь очень часто неопытные автомобилисты пытаются сэкономить деньги на ремонте, что в результате приводит к еще более плачевным последствиям.
Кроме того, неправильное натяжение винтов ГБ цилиндров может негативно отразиться на функционировании мотора.
К примеру, если винты будут не дотянуты, то это чревато утечкой моторного масла и как следствие, появлением конденсата. А возникновение влаги в ДВС ни к чему хорошему не приведет. Если же винты будут перетянуты, то это может стать причиной появления трещин, а это вызовет необходимость ремонта агрегата.
Моменты затяжки ВАЗ 2110, 2111, 2112 (десятка)
В приведённой ниже таблице мы обозначили моменты затяжки всех резьбовых соединений на двигателе ВАЗ-2112.
Момент затяжки резьбовых соединений (таблица)
Инструмент для замеров
Несмотря на то, что выполнение работ по правилам затяжки требует специального подхода, однако большого количества времени подобная процедура не займёт.
Единственное, что потребуется для выполнения подобных работ – это динамометрический ключ.

Такой ключ используют для производства замера момента затяжки.
Достать такой инструмент, можно в любом магазине, однако цена его часто кусается и порой может достигать 2000 рублей.
Особенности процесса

У каждого двигателя свой момент, как и схема затяжки штифтов. На показатель этого момента влияют не только тип двигателя, а и другие факторы, которые необходимо знать, если вы решили самостоятельно произвести эту процедуру.
Те самые факторы:
- насколько хорошо смазаны отверстия штифтов и само состояние элементов;
- качество болтов играет большую роль – плохие или старые могут не пережить затяжку;
- если резьба или сам штифт имеют деформации – лучше не затягивать. Потому что через короткий период времени все не соответствующие нормам эксплуатации элементы выйдут из строя.
Самая острая необходимость процедуры натяжения возникает при демонтаже головки блока цилиндра, а также при его повторной установке.
Некоторые автолюбители заворачивают сильно вытянутые болты в 4 этапа. В таком случае на втором шаге момент равен 70-85 Н*м, что абсолютно недопустимо в работе с мотором Лады Приора на 16 клапанов.
Правильная последовательность натяжения ключей очень важна. Только в таком случае головка будет правильно выполнять свои перво- и второстепенные функции.
Перед монтажом необходимо обязательно очистить все резьбовые под втулочные отверстия. Потом все втулки размещаются по местам, а сверху укладывается прокладка. Все металлические элементы должны быть обезжиренными.
Во время установки прокладки не применяются герметики или другие смазочные масла.
Установка поршней и шатунов
Следующим этапом устанавливаем поршня на шатуны. Поршня и шатуны имею определённое направление по отношению к двигателю. На поршнях стрелкой указано направление вперёд, те есть, они должны быть направлены от маховика в сторону передней крышки.

На шатунах имеются отливы цифр, они должны быть обращены вперёд, таким же образом.

Учитывая данное направление, соединяем поршень и шатун посредством поршневого пальца. Перед установкой пальца поршень необходимо нагреть, достаточно поместить его в горячую воду на несколько минут. В поршне палец стопорится с обеих сторон стопорными кольцами.
Болт ГБЦ ВАЗ 2112 PAYEN турбо М10*1,25 (10 штук)
- Двигатель Коленвал
- Маховик
- Головка блока цилиндров ВАЗ
- Спортивные распредвалы
- Клапаны ГРМ спорт
- Комплектующие ГБЦ
- Ремни | Шестерни ГРМ
- Прокладки | Сальники
- Впускная система
- Дроссельная заслонка
- Поршни Clubturbo
- Поршни ТДМК
- Поршни Federal Mogul
- Кольца поршневые
- Шатуны
- Опоры двигателя
- Вкладыши для двигателей ВАЗ
- Вкладыши ACL
- Маслоуловители
- Картер масляный
- Насос масляный
- Разное
- Адаптеры для установки масляного радиатора | датчиков
Системы охлаждения для ВАЗ 2101-2107 16vРадиаторы охлажденияМасляные радиаторыРадиаторы отопителяВодяные насосы(помпы)ВентиляторыТермостатыБачки расширительныеРазноеСиликон
- Прямые патрубки
Патрубки с фланцемПатрубки с поворотом 45 градусовПатрубки с поворотом 90 градусовПатрубки с поворотом 135 градусовШлангиСиликоновые патрубки MishimotoСиликоновые патрубки для системы охлажденияТрансмиссия
- Блокировка
Главная пара вазСпортивные ряды КППШестерни6 передача вазПривода вазСцеплениеКороткоходная кулисаКПП спортЗадний редуктор моста ваззапчасти кпп вазТормозная система
- Вакуумный усилитель
Главный тормозной цилиндрЗадние дисковые тормозаТормозные дискиТормоз ручнойКолодки тормозныеФитинги для тормозной системыПланшайбы | переходные комплектыПедальный узелРегулятор тормозных усилийСуппорт | рабочий тормозной цилиндрРазноеПодвеска
- Подвеска Clubturbo
АмортизаторыПружиныОпорные подшипникиТреугольные рычагиРастяжки | УсилителиКаркас безопасностиПодрамникиПроставки колесныеРулевое управлениеСтабилизаторы поперечной устойчивостиСайлентблоки | втулки резиновыеСайлентблоки | втулки полиуретановыеШпильки | гайки колесныеКулаки поворотныеШарнирнные головки | Подшипники скольженияШаровые опорыРазноеВыхлопная система
- Глушители на ВАЗ
Глушители универсальныеВставка катализатораПаукПриемная труба (downpipe)Резонаторы на ВАЗРезонаторы универсальныеГибыТруба | ОтводыГаситель колебаний (гофра)ФланцыРазноеЭлектроника
- Система зажигания
ТурботаймерБлоки управления | ПроводкаПриборыДатчик температуры воздухаInnovateБуст контролерДатчик абсолютного давленияРазноеТопливная система
- Горловины заливные
Топливные бакиПротивоотливные бакиРегуляторы давления топливаТопливаные рейки (рампы)Кронштейны для топливных насосовНасос топливныйНаполнители для топливных баковФорсунка топливнаяФильтры топливныеШлангиРазноеКит комплекты
- Мото комплекты Турбо
Комплекты увеличения объема двигателяКомплекты выхлопных системКомплект перехода с E-GASСтайлинг
- Адаптеры для установки спортивных рулей
Альтернативная оптикаБуксировочные крюки | ПетлиДекоративные номерные знакиЗамкиЗеркалаПодиумы для приборовРемни безопасностиРулиНасадки на рычаг КППСпортивные сиденьяСистемы хранения и транспортировкиНакладки на педалиШлемыКрышки для заливных горловинРазное4×4Одежда и сувениры
- Брелки для ключей
Винил на автомобильКлубная карта, фирменная одеждаМягкие игрушки | ПодушкиНаклейки на лобовое стеклоПостерыРазноеСтикерыЧехлы для смартфоновШильдикиШнурки для ключейКузовной пластик
- Бамперы тюнинг на ВАЗ
ВоздухозаборникиРешетки радиатораСтекла | Обивки спортФендеры | Расширители колесных арокПриборные панелиДвериСпойлерыНакладкиКапотыКрышки багажникаКрыльяЭлементы кузова пластикЭлероныЮбкиРазноеФитинги
- Шланги | трубки
Фитинги для резиновых шланговФитинги для тефлоновых шланговФитинги для алюминиевых трубокСоединительные муфты| фитингиПереходники AN — Метрическая резьбаПереходники AN — Дюймовая резьбаПереходники AN — ANПереходники AN — ORBКрепления для шланговШтуцеры приварныеШтуцеры через перегородкуТройники ANЗаглушкиРазноеРазное
- Термоизоляция
Воздушный фильтрМасла и автохимияИнструментЩетки стеклоочистителяУпоры капота пневмогидравлические
Болт ГБЦ ВАЗ 2112 PAYEN турбо М10*1,25 (10 штук)
![]()
Болты головки блока цилиндров PAYEN М10*1,25. Для головки блока цилиндров ВАЗ 2112. Болты используются для большего момента затяжки. Для установки требуется только заменить ваши стандартные болты. Рекомендуется использование при установке турбонаддува на двигатель ВАЗ. Для установки требуется спец инструмент. Комплект 10 штук.
Технические характеристики:
Самодельный динамометрический ключ (на крайний случай)
![Самодельный инструмент для затяжки болтов на двигателе]()
Самоделка. Он примерно так и устроен, только «фиг» затянешь нормально с такой приспособой!
На крайний случай можно использовать и такой инструмент, который можно собрать своими руками.
- Об авторе:
- Последние статьи:
![Пётр]()
Я просто болен автомобилями. Стараюсь подробно изучить каждый автомобиль, которым владел. Мне нравится ночная езда по улицам города. В своих автомобилях стараюсь осуществлять ремонт своими руками!
![Пётр]()
Тэги: ВАЗ-2112Вопросы ВАЗ-2112
Видео
На видео (канал Авто_Ремонт) подробно расписан процесс установки и сборки ГБЦ на ВАЗ 2112.
![]()
Сборка двигателя ваз 2110
Сборку двигателя на автомобиле ваз 2110 производите следующим образом. Установите на стенд чистый блок цилиндров и заверните в блок цилиндров отсутствующие шпильки. Установите кронштейн крепления генератора и закрепите его двумя болтами. Смажьте моторным маслом вкладыши подшипников и упорные полукольца коленчатого вала, а также поршни и сальники. При сборке двигателя после ремонта сальники коленчатого вала устанавливайте новые. Установите в 1-е, 2-е, 4-е и 5-е гнезда блока цилиндров вкладыши с канавкой, а в 3-е гнездо блока цилиндров и в крышки коренных подшипников — вкладыши без канавки. Уложите в коренные подшипники коленчатый вал и вставьте в гнездо среднего коренного подшипника упорные полукольца (рис. 2-18).
Предупреждение
Полукольца должны быть обращены канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесен антифрикционный слой).Что собой представляет ГБЦ
Для того чтобы проводить какие-то манипуляции с этим узлом, необходимо понимать предназначение и принцип работы устройства. Головка блока цилиндров на рассматриваемой нами модели ВАЗ-2112 выполняется из двух вариантов: чугун, алюминий. По сути, сухо говоря, это крышка движка.
Один из самых важных узлов транспортного средства, который отвечает за:
- сгорание бензина в движке;
- отвод отработанных газов во время процесса сгорания топлива.
Второстепенные функции, выполняемые ГБЦ:
- функциональная опция осуществляется благодаря работе опорных шайб, втулок клапанов и прочих деталей, расположенных в головке;
- благодаря отверстию в нем, устанавливается цепной натяжитель и привода шкивного распределителя.
( 2 оценки, среднее 4.5 из 5 )
Установка задней крышки
и заднюю предварительно поменяв в них сальники.
![]()
Устанавливаем маслозаборник и датчик аварийного уровня масла.
![]()
![]()
Установка поддона
Затем устанавливаем поддон и притягиваем его болтами. Устанавливаем маховик.
![]()
Установка диска и корзины сцепления
На маховик устанавливаем диск сцепления и корзину Диск сцепления должен быть от центрован по отношению к внутреннему подшипнику колен вала при помощи специального вала. На котором есть две поверхности, одна соответствует внутреннему диаметру подшипника другая внутреннему диаметру шлицевой части диска сцепления. Диск сцепления располагается выступающей частью к корзине. После центрации устанавливаем и притягиваем корзину сцепления.
![]()
![]()
Затяжка ГБЦ динамометрическим ключом
vovaныч
Новенький
Выкрутил свечу, осмотрел — вся в черном бархатном нагаре (карб не настроен), но осматривал на предмет попадания тосола в цилиндр — вроде еще не пробило. Когда собирал двигатель то затягивал в 4 приема, первые 2 — по книге, остальные приемы на глаз, т.е. в итоге конечный момент вышел примерно 12 кгс и по ходу не дотянул. НО в книге написано что 3й и 4й прием докручиваются на 90градусов (именно это мне не понравилось, ибо на глаз определить это практически не реально, отсюда и деформация гбц). Вопрос в том, какой момент выставить на ключе что бы не разрушить болты и не протекало масло/тосол?
В инете вот что нашел- цитирую. есть другой прием: основой качественной затяжки ГБЦ является переход болтов в зону пластической деформации при выполнении этого условия отпадает необходимость повторно протягивать головку.Для того чтобы понять что болт перешел в зону пластической деформации необходимо: 1 этап — момент затяжки 20. 25 Н.м (2,0. 2,5 кгс.м) 2 этап — момент затяжки 70. 85 Н.м (7,0. 8,5 кгс.м) 3 этап — выставляем момент на ключе 120 Н*м, затягиваемесли удалось затянуть болт таким моментом, увеличиваем момент еще на 20 Н*м и такими затяжками находим момент при котором болт вращается но момент затяжки не увеличивается(наступила зона пластических деформаций) после этого необходимо прекратить затяжку чтобы не разрушить болт(. ВНИМАНИЕ. если момент затяжки начал уменьшаться необходимо срочно выкрутить и заменить болт т.к. началось разрушение болта).Обычно пластическая деформация болта возникает при моменте затяжки около 200Н*м, так же я бы посоветовал заменить старые болты не взирая на их длинну.»
Что думаете по этой статье? А так же при каком моменте могут разрушиться болты?
Затягиваем болты на двигателе правильно
В приведённой ниже таблице мы обозначили моменты затяжки всех резьбовых соединений на двигателе ВАЗ-2112.
Момент затяжки резьбовых соединений (таблица)
Деталь Резьба Момент затяжки, Н·м (кгс·м) Инструмент для замеров
Несмотря на то, что выполнение работ по правилам затяжки требует специального подхода, однако большого количества времени подобная процедура не займёт.
Единственное, что потребуется для выполнения подобных работ – это динамометрический ключ.
![]()
Такой ключ используют для производства замера момента затяжки.
Достать такой инструмент, можно в любом магазине, однако цена его часто кусается и порой может достигать 2000 рублей.
( 2 оценки, среднее 4 из 5 )
Моменты затяжки ВАЗ 2110, 2111, 2112 (десятка)
Чтобы болт маховика не сорвало или резьба не открутилась самопроизвольно, необходимо соблюдать инструкции производителя. Выбирать крепеж следует по классу прочности, затягивать по специальной схеме в 3 – 4 этапа динамометрическим ключом.
ДВИГАТЕЛЬ
Таблица усилий затяжки метрических болтов
Усилие указано в Ньютон-метрах.
![таблица усилий затяжки болтов динамометрическим ключом]()
Схема крепления маховика
Для удобства пользователя авто производители смещают ось одного резьбового отверстия для болтов маховика на несколько градусов, поэтому установить эту деталь неправильно невозможно физически. Тем не менее, водители обычно перестраховываются дополнительно, ставя метки краской при демонтаже.
![Метка при демонтаже маховика]()
Метка при демонтаже маховика
По аналогии с фланцевыми соединениями здесь использовано 6 болтов, вкручиваемых в тело коленвала, расположенных через 60 градусов, кроме одного смещенного специально. Для данной формулы резьбового соединения применяется затяжка по специальной схеме, так как полноценного «креста» здесь нет:
- два болта напротив друг друга по оси диаметра;
- два болта рядом с предыдущими в той же последовательности;
- оставшиеся два болта по тому же принципу.
![Схема для шести болтов]()
Схема для шести болтов
Внимание: Запрещено применять трубчатые «усилители» и наращивать ключи. Вместо этого следует использовать динамометрический ключ.
![Ключ динамометрический]()
Почему болты срезает?
На вопрос, нужно ли менять болты для фиксации на коленвале маховика, каждый производитель отвечает заранее, в инструкции по эксплуатации – по возможности при каждой разборке этого узла. Срезать болт может по нескольким причинам:
- возникновение люфта при откручивании, увеличение рычага для срезающих усилий;
- неверный выбор класса прочности болта.
![Срезанные болты маховика]()
Срезанные болты маховика
При перетяжке резьбы срезать болт рабочие усилия не могут, так как крепеж просто выпадает наружу из-за срезанных ниток.
Выбор крепежа
Чтобы крепежный элемент не оборвало при эксплуатации двигателя, конструкторы рассчитывают болты по нагрузкам. Известными данными являются:
- нагрузка осевая и поперечная;
- температурные режимы эксплуатации;
- количество болтов в соединении.
В зависимости от марки стали рассчитывается усилие среза резьбы и тела болта, растяжение. Поскольку болты являются стандартными деталями, их выпускают и классифицируют согласно стандарту ГОСТ, а для конкретных соединений сборочных единиц выбирают по следующим критериям из таблиц этих ГОСТ:
- класс прочности;
- марка стали;
- способ изготовления;
- тип и количество шлицов;
- габаритные размеры (диаметр резьбы и длина).
Усилие затяжки определяется автоматически, но уже из других таблиц по классу прочности. Дополнительно в зависимости от количества болтов в сборочном соединении и их взаимного расположения в пространстве применяются различные схемы протягивания.
Самой популярной схемой служит «крест», когда болты протягиваются напротив друг друга на одной оси до конкретного значения усилия, затем другие, но уже по оси, под прямым углом к предыдущей.
В формуле болтового соединения фланца с 6 болтами схема «крест» не работает, поскольку оси сдвинуты, не на 90, а на 60 градусов относительно друг друга, поэтому выбирается другая последовательность, указанная выше и далее по ходу этого руководства.
Класс прочности
Традиционно в любое изделие, выпускаемое промышленным способом, закладываются материалы с минимально возможной себестоимостью изготовления, обеспечивающие необходимый запас надежности.
Другими словами, мостовые и крановые болты, считающиеся самыми надежными, сделанные из высокопрочных сталей, обойдутся слишком дорого для ненагруженных соединений. Это экономически не целесообразно, на практике не используется.
Хотя, при желании любой пользователь может использовать эти стандартные детали, чтобы они гарантированно не были срезаны маховиком при эксплуатации.
![Крановый болт]()
По классификации ГОС 1759.4 существует 11 классов прочности болтов: 3.6, 4.6, 5.6, 5.8, 6.6, 6.8, 8.8, 10.9 и 12.9. Две цифры маркировки через точку обозначают:
- первая – умножается на 100, указывает предел прочности растяжения металла в Н/мм2;
- вторая – умножается на 10, указывает отношение предела текучести к началу необратимой пластической деформации в процентах.
При выборе стандартной резьбовой детали в соединение закладывается минимум двукратный запас прочности по последнему значению, в идеале трехкратный запас надежности. Например, в башенных и мостовых кранах применяются болты класса 8.8 и выше.
Способ изготовления и материалы
Класс прочности определяется двумя факторами – маркой стали и способом изготовления болта. Практически невозможно сорвать резьбу или срезать болт, изготовленный методом холодной/горячей высадки. Резьба формируется на теле заготовки на автомате накаткой, проходит термообработку, покрывается защитным составом.
Содержание углерода в прутках при этом не может превышать 0,4% – легированные и низкоуглеродистые стали 40Х, 65Г, 20Г2Р, 20КП, 10КП и другие. Термообработка производится в слое защитного газа, чтобы полностью сохранить содержание углерода.
Сталь 35 считается универсальным материалом, позволяющим получать разные классы прочности за счет применения неодинаковых технологий:
- на токарно-винторезных станках из нее изготавливают болты класса 5.6;
- объемной штамповкой на прессах высадочных получают класс 6.6 либо 6.8;
- после закаливания деталей, произведенных предыдущими способами, достигается класс 8.8.
![Выточенный болт]()
Изготовление болтов штамповкой
![Закаленные болты]()
Для остальных сталей справедлива таблица классов прочности:
![Зависимость класса прочности от материала]()
Зависимость класса прочности от материала
Для фиксации маховика используются болты М8 – М12, а маркировка является обязательной для стандартных изделий от М6 и выше. Однако изделия, выточенные на станке, клеймятся очень редко для сокращения себестоимости. На штампованных и произведенных методом накатки болтах маркировка присутствует на торце или гранях головки.
![Расположение на болтах маркировки]()
Расположение на болтах маркировки
СИСТЕМА ВЫПУСКА ОТРАБОТАВШИХ ГАЗОВ
Наименование деталей Момент затяжки, Н-м
Гайки крепления выпускного коллектора 22
Болты крепления термозащитного экрана 8
Гайки крепления приемной трубы к выпускному коллектору 45ОСНОВНЫЕ ДАННЫЕ ДЛЯ КОНТРОЛЯ, РЕГУЛИРОВКИ И ОБСЛУЖИВАНИЯ
Тип масла АСЕА АЗ/ВЗ, SAE 5W30 или SAE 0W30 (для эксплуатации при
температурах ниже —25 °С
Объём масла в системе смазки, л:
— 1,4 и 1,6 DOHC 3,5Особенности процесса
![]()
У каждого двигателя свой момент, как и схема затяжки штифтов. На показатель этого момента влияют не только тип двигателя, а и другие факторы, которые необходимо знать, если вы решили самостоятельно произвести эту процедуру.Те самые факторы:
- насколько хорошо смазаны отверстия штифтов и само состояние элементов;
- качество болтов играет большую роль – плохие или старые могут не пережить затяжку;
- если резьба или сам штифт имеют деформации – лучше не затягивать. Потому что через короткий период времени все не соответствующие нормам эксплуатации элементы выйдут из строя.
Самая острая необходимость процедуры натяжения возникает при демонтаже головки блока цилиндра, а также при его повторной установке.
Некоторые автолюбители заворачивают сильно вытянутые болты в 4 этапа. В таком случае на втором шаге момент равен 70-85 Н*м, что абсолютно недопустимо в работе с мотором Лады Приора на 16 клапанов.
Правильная последовательность натяжения ключей очень важна. Только в таком случае головка будет правильно выполнять свои перво- и второстепенные функции.
Перед монтажом необходимо обязательно очистить все резьбовые под втулочные отверстия. Потом все втулки размещаются по местам, а сверху укладывается прокладка. Все металлические элементы должны быть обезжиренными.
Во время установки прокладки не применяются герметики или другие смазочные масла.
КОРОБКА АВТОМАТ
Идентификационные номера (модификации):
— 1,4; 1,6
— 1,8
AF13
AF17
Тип рабочей жидкости ATF Opel 09120 541
Заправочный объём, л 4,0МОМЕНТЫ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Наименование деталей Момент затяжки, Нм
Сливная пробка 35
Болты крепления каркаса селектора к кузову 5
Болты крепления корпуса механизма переключения передач 20
Болты крепления коробки передач к блоку цилиндров 60
Болты крепления коробки передач к поддону картера двигателя 40
Болты крепления кронштейна нижней штанги силового агрегата 90
Болты крепления кронштейна левой опоры силового агрегата 48
МОМЕНТЫ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Наименование деталей Момент затяжки, Н-м
Гайки крепления колеса 110
Гайка подшипника ступицы переднего колеса 120, полностью ослабить, 20, довернуть на 80°
Гайка стяжного болта пальца шаровой опоры 100
ОСНОВНЫЕ ДАННЫЕ ДЛЯ КОНТРОЛЯ, ОБСЛУЖИВАНИЯ И РЕМОНТА
Если Вы обнаружили ошибку или хотите дополнить статью, выделите ту часть текста статьи, которая нуждается в редакции, и нажмите Ctrl+Enter. Далее следуйте простой инструкции.
Читайте также:




















