
Обозначения на поршнях фольксваген
Обновлено: 06.07.2024
Что означает маркировка на поршнях?
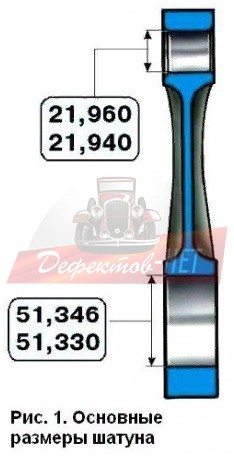
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.


Поршень — алюминиевый литой.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.

Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.

Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—». На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
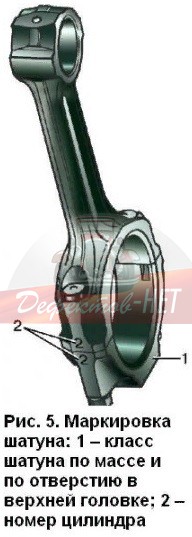
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.

Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Обозначения на поршнях фольксваген
На рис. 213 показано устройство узла поршень-шатун. Он аналогичен соответствующему узлу в бензиновом двигателе Т4 с тем лишь различием, что поршни дизельных двигателей имеют в донышках выборки.

Рис. 213 Устройство узла поршень-шатун
1 - поршневое кольцо, 2 - поршень, 3 - поршневой палец, 4 - пружинное стопорное кольцо, 5 - шатун, 6 - установочный штифт, 7, 9 - вкладыш подшипника, 8 - блок цилиндров, 10 - крышка шатуна, 11 - масляный жиклер, 12, 13 - болты
Для снятия поршней и шатунов двигатель необходимо демонтировать с автомобиля Фольксваген Транспортер Т4, а затем снять головку блока цилндров.
На рис. 214 показана нумерация поршней в пятицилиндровом двигателе.

Рис. 214 Маркировка поршней пятицилиндрового двигателя перед демонтажом
В дизельных двигателях правильность установки поршней можно проверить также по выборкам на юбке под масляную форсунку, которые должны находиться со стороны форсунок блока.
В юбках поршней обоих дизельных двигателей выполнены выемки под форсунки впрыскивающие масло для охлаждения поршней. В положении НМТ выборка обеспечивает не столкновение поршней с вышеуказанными форсунками. Во время сборки эти вырезы должны быть соответствующим образом сориентированы (рис. 215).

Рис. 215 Вырез в юбке поршня
Поршни и шатуны дизельных двигателей проверяются точно также как поршни и шатуны бензиновых двигателей
Необходимые для этого размеры приводятся в таблице 1. Перед тем как приступить к измерению зазоров замков поршневых колец выверните форсунки охлаждения поршней, так как в противном случае нельзя будет установить поршневые кольца в цилиндры. На рис. 216 показано размещение этих форсунок в блоке двигателя. Радиальный зазор шатунных подшипников измеряется при помощи пластмассовых проволочек «Plastigage».

Рис. 216 Положение форсунок подающих масло для охлаждения поршней в блоке двигателя
Сборка поршня с шатуном, а также установка узла в двигатель производится также как и в бензиновом двигателе.
♦ Если форсунки подачи масла на поршни были сняты, их необходимо установить на место, а болты крепления затянуть моментом 10 Нм. Обильно смажьте отверстия цилиндров чистым моторным маслом. Приливы на нижней головке шатуна, а также крышке нижней головки шатуна должны находиться с одной и той же стороны и должны быть направлены в сторону ременного шкива коленвала (см. рис. 213).
Стрелки на донышках поршней должны быть направлены в сторону передней части двигателя.
♦ Замки поршневых колец разверните равномерно по кругу (через 120º). На рис. 213 показана рекомендованная ориентация замков поршневых колец относительно поршневого пальца.
♦ Наложите на поршень приспособление для обжатия поршневых колец и утопите кольца в канавки поршня. Проверьте, полностью ли вошли кольца в канавки. Если у Вас нет этого приспособления для сжатия колец, можно воспользоваться широким зажимным хомутиком для шлангов или даже тонкой металлической полосой (жестью), которая наматывается на кольца и сжимается на концах так, чтобы кольца полностью вошли бы в канавки. На худой конец помогут два старых полувкладыша - они позволяют прижать поршневые кольца сразу в четырех местах по периметру. Перед тем как ввести поршень в цилиндр обязательно проверьте, установлены ли оба стопорных кольца поршневого пальца, так как сначала устанавливается первое стопорное кольцо, затем устанавливается сам поршневой палец и только потом устанавливается второе кольцо.
♦ Необходимо также проверить находятся ли на нижней головке шатуна установочные штифты. Они должны быть прочно осажены и ни в коем случае не могут находиться в крышке нижней головки шатуна.
♦ Положите двигатель на бок. Это защитит от возможного повреждения поверхности цилиндра. До введения шатуна в цилиндр установите в отверстие нижней головки шатуна полувкладыш. Выступ полувкладыша должен находиться в выборке на краю отверстия. Поверните коленвал так, чтобы две шатунные шейки находились в НМТ.
♦ Заведите в цилиндр сверху шатун. Для пущей безопасности можно обернуть нижнюю головку шатуна скотчем (липкой лентой).
♦ Вставьте постепенно поршень в цилиндр так, чтобы все поршневые кольца оказались в цилиндре, а нижняя головка осела на шатунной шейке.
♦ Поместите второй полувкладыш в крышку нижней головке шатуна и смажьте ее чистым моторным маслом. Приставьте крышку к нижней головке шатуна, а затем слегка подстучите, чтобы она «села» на место. Установочные штифты должны войти в отверстия в крышке нижней головки шатуна. Обязательно проверьте, с одной ли стороны находятся приливы на нижней головке шатуна и ее крышке.
♦ Смажьте моторным маслом резьбу и опорную поверхность головки нового болта шатуна.
♦ Затяните равномерно и по очереди болты шатуна до момента 30 Нм. С этого положения затяните болты еще на четверть оборота (90º) так чтобы болты получили начальное напряжение.
♦ После установки шатунов на шатунных шейках несколько раз поверните коленвал, чтобы сразу же обнаружить возможные препятствия свободному вращению.
♦ Еще раз проверьте обозначение всех шатунов, а также правильность установки поршней. Убедитесь в том, что выборки в поршнях для форсунок, подающих масло, находятся с соответствующей стороны.
♦ Проверьте щупом зазор между боковой поверхностью шатуна и опорной поверхностью коленвала. Это осевой зазор шатунного подшипника. Он не должен превышать 0.40 мм в пятицилиндровом двигателе и 0.37 мм в четырехцилиндровом двигателе.
Общие сведения. Для облегчения ремонтных работ на поршни и шатуны многих двигателей наносится маркировка (рис
Для облегчения ремонтных работ на поршни и шатуны многих двигателей наносится маркировка (рис. 4.16).
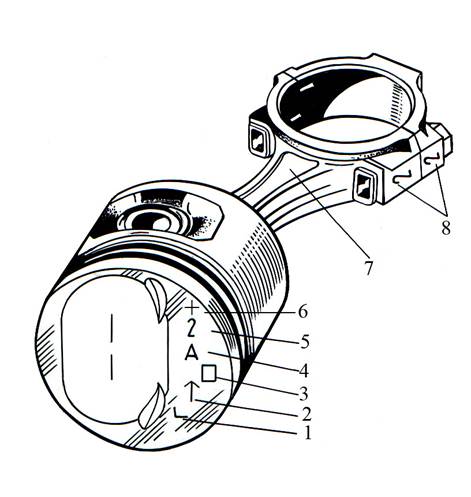
Рис. 4.16. Маркировка поршней и шатунов в автомобилях:
1,6 – группа поршня по массе; 2 – стрелка для ориентации поршня в цилиндре (вперед к радиатору); 3 – ремонтный размер; 4 – класс поршня по диаметру; 5 – класс поршня по диаметру отверстия под поршневой палец; 7 – отверстие для выхода масла; 8 – номер цилиндра
На поршне может также наносится модификация двигателя, на который устанавливается поршень; дата производства поршня; обозначение размерной группы по высоте (для дизельных двигателей) и др.
По наружному диаметру поршни, как и цилиндры, в целях селективной сборки, разделяются на несколько классов (например, для автомобилей ВАЗ-2108, ВАЗ-2109 - 5 классов (А, В, С, D, Е) с шагом 0,01 мм; “Крайслер”, “Пежо” - 4 класса (А, В, С, D); “Тойота” - 5 классов (1, 2, 3, 4, 5). Поршни могут быть разделены по диаметру также и на группы: номинальный диаметр, первая и последующие размерные группы (в автомобилях “Ауди 80Д”, “Фольксваген”, “Сузуки”).
Поршни дизельных двигателей некоторых автомобилей, например, Фольксваген, могут отличаться по высоте, поэтому их нумеруют для правильной установки в цилиндры. Нумерация ½ означает что поршень может быть установлен в первый или второй цилиндр, ¾ в третий или четвертый цилиндр.
Отдельные фирмы, например, Рено делят шатуны и поршни по размеру на группы. В зависимости от размерной группы, расстояние между отверстиями верхней и нижней головок шатуна и отверстием под поршневой палец и головкой поршня различается. Размерная группа поршня указывается на его головке, а размерная группа шатуна – на его стороне.
Наружная поверхность поршня имеет сложную форму, поэтому измерять его диаметр следует только в плоскости, перпендикулярной к поршневому пальцу, на расстоянии 40,0…51,5 мм от днища поршня или от нижнего края его юбки (14,0…35,0 мм) в зависимости от модели двигателя (см. рис. 4.10).
Отверстия под поршневой палец также могут подразделяться на несколько классов по диаметру, как правило с шагом 0,004 мм. Класс диаметра поршня и отверстия под поршневой палец указаны на днище поршня.
В зависимости от массы поршни сортируются по группам. Например, для автомобилей ВАЗ-2109 это три группы: нормальная, увеличенная на 5 г и уменьшенная на 5 г. Этим группам соответствует маркировка на днище поршня: “Г”, “+” или “-”. Аналогичная маркировка применяется и для других двигателей, например БМВ. Если отсутствует комплект поршней по массе, можно подогнать ее, равномерно удалив металл напильником или фрезой с двух сторон на нижней наружной стороне бобышек (рис.). Разница между поршнями по массе не должна превышать 4 г.
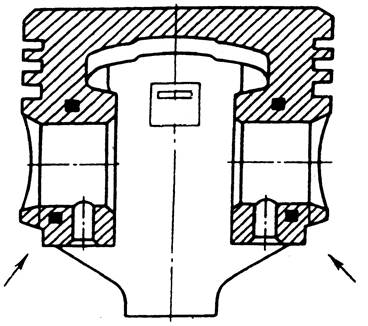
Рис. 4.16 А Места удаления металла с поршня для подгонки его массы (указаны стрелками)
Поршни, как и цилиндры, могут иметь ремонтные размеры с разделением на классы с увеличенным диаметром. Например, в двигателях автомобилей “Шкода” существует 1-й ремонтный диаметр с разделением на классы 1А, 1В, 1С и 2-й ремонтный диаметр с разделением на классы 2А и 2В, в двигателях автомобилей “Фольксваген” - это 1-й и 2-й ремонтные диаметры, каждый из которых подразделяется на 3 класса, в двигателях БМВ - промежуточный 1-й и ремонтный 2-й диаметры.
Некоторые фирмы не подразделяют поршни ремонтных размеров на классы, а указывают только увеличение диаметра по отношению к номинальному. Такое изменение диаметра ремонтного поршня может обозначаться символами (например, в автомобилях ВАЗ треугольник обозначает увеличение диаметра на 0,4 мм, квадрат - на 0,8 мм). Иногда применяют буквенное или цифровое обозначение увеличения диаметра (например, в автомобилях “Ниссан” “25” - увеличение на 0,25 мм, “50” - на 0,50 мм, “100” - на 1,00 мм).
Стрелка на днище поршня показывает, как правильно ориентировать его при установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала. Цифровая маркировка на шатуне должна быть расположена к стороне расположения впускного трубопровода.
В некоторых двигателях правильность установки поршней можно проверить также по выборкам на юбке под масляную форсунку, которые должны находиться со стороны форсунок блока.
Поршневые пальцы подразделяются на классы по наружному диаметру, как правило с шагом 0,004 мм. Класс диаметра может маркироваться на торце пальца. Например, в автомобилях ВАЗ-2109 синяя метка обозначает 1-й класс, зеленая - 2-й, красная - 3-й; в автомобилях БМВ белая метка - 1-й класс, черная - 2-й; в автомобилях “Пежо 305” синяя метка - 1-й класс, белая - 2-й, красная - 3-й.
В запасные части поставляются поршневые кольца, с номинальным и с увеличенными ремонтными размерами и могут иметь цифровую маркировку. Для автомобилей ВАЗ-2109 это обозначения “40” и “80”, соответствующие увеличению наружного диаметра на 0,4 и 0,8 мм.
Шатуны обрабатываются вместе с крышкой, и поэтому, чтобы при сборке не перепутать шатуны и их крышки, на обеих деталях штампуют номер цилиндра, в который они устанавливаются. Кроме того, шатуны, как и поршни, подбираются по массе. Массы шатунов (без поршня и вкладыша) не должны различаться более чем на 4…8 г в зависимости от модели двигателя. Шатуны могут быть объединены в группы по массе (например, в автомобилях “Опель Сенатор” 6 групп с шагом 8 г). Каждая группа обозначена цветовым индексом (черный, голубой и т. д.).
Сравнение поршней двигателей 1.8 TSI EA888 gen2 CDA и причины масложора

Самый главный вопрос, который задают себе при выборе поддержанного автомобиля, можно ли покупать автомобиль с тем или иным двигателем? Столкнувшись с поиском нового автомобиля, я задумался, а можно ли брать машину с изначально проблемным двигателем 1.8 TSI (CDA) EA888 gen2, какие ревизии поршневой доступны для этих двигателей сейчас и удалось ли инженерам VAG победить масложор 1.8 TSI?
Для справки двигатели 1.8 TSI CDA мощностью 160 л.с. и 152 л.с. ставились на следующие автомобили концерна:
базовая первоначальная модификация
двигателя 1.8 TSI EA888 gen2
с одним фазовращателем
для установки поперечно
отвечает Евро 5
- Audi A3 (8P) 1.8 TFSI (07.2008 - 08.2012)
- Audi A3 sportback (8P) 1.8 TFSI (07.2008 - 03.2013)
- Audi A3 cabriolet (8P) 1.8 TFSI (07.2008 - 05.2013)
- Audi TT (8J) 1.8 TFSI (06.2008 - 06.2014)
- Audi TT cabriolet (8J) 1.8 TFSI (06.2008 - 06.2014)
- SEAT Leon II (1P) 1.8 TFSI (06.2008 - 12.2012)
- SEAT Toledo III (5P) 1.8 TFSI (06.2008 - 05.2009)
- SEAT Altea (5P) 1.8 TFSI (2009 - 2015)
- Skoda Octavia A5 combi (1Z) 1.8 TSI (11.2008 - 02.2013)
- Skoda Superb 2 (3T) 1.8 TSI (11.2008 - 05.2015)
- Skoda Superb 2 combi (3T) 1.8 TSI (10.2009 - 05.2015)
- Skoda Yeti (5L) 1.8 TSI (05.2009 - 12.2017)
- VW Golf 6 (5K) 1.8 TSI (06.2009 - 01.2011)
- VW Passat B6 1.8 TSI (11.2008 - 07.2010)
- VW Passat B6 variant 1.8 TSI (11.2008 - 10.2011)
- VW Passat B7 1.8 TSI (08.2010 - 02.2014)
- VW Passat B7 variant 1.8 TSI (10.2011 - 02.2014)
- VW Passat СС B6 1.8 TSI (06.2008 - 01.2012)
- VW СС B7 1.8 TSI (11.2011 - 12.2016)
модификация CDAA с другой прошивкой
и со сниженной до 152 л.с. мощностью
с одним фазовращателем
для установки поперечно
отвечает Евро 5
- Skoda Octavia A5 (1Z) 1.8 TSI (03.2009 - 06.2013)
- Skoda Octavia A5 combi (1Z) 1.8 TSI (03.2009 - 06.2013)
- Skoda Octavia A5 scout (1Z) 1.8 TSI (03.2009 - 02.2013)
- Skoda Superb 2 (3T) 1.8 TSI (03.2009 - 05.2015)
- Skoda Superb 2 combi (3T) 1.8 TSI (10.2009 - 05.2015)
- Skoda Yeti (5L) 1.8 TSI (11.2009 - 12.2017)
- VW Passat B6 1.8 TSI (11.2009 - 07.2010)
- VW Passat B6 variant 1.8 TSI (11.2009 - 11.2010)
- VW Passat B7 1.8 TSI (02.2011 - 12.2014)
- VW Passat B7 variant 1.8 TSI (02.2011 - 12.2014)
- VW Passat B7 alltrack 1.8 TSI (01.2012 - 12.2014)
- VW Passat СС B6 1.8 TSI (11.2008 - 05.2010)
- VW СС B7 1.8 TSI (11.2011 - 12.2016)
Стоит отметить, что поршневая группа, устанавливавшаяся с завода на первые версии двигателя CDA была самой неудачной и именно из-за неё этот двигатель снискал столь дурную славу. При этом поршневая группа того же двигателя 1.8 TSI, но в поколении gen1, также известный как BZB имел вполне живучую адекватную поршневую группу:
Український Клуб - Форум Шанувальників Німецьких Бусиків Volkswagen Club
Информация на поршне
При расточке блока и установке поршней в блок цилиндров, требуется следовать рекомендациям производителя поршней по обработке цилиндров, монтажу и установке деталей цилиндропоршневой группы. Основная информация нанесена на верней части поршня. Если какая либо информация не указана производителем поршней, ни на упаковке, ни на самом поршне, то необходимо следовать рекомендациям производителя автомобиля. Расшифровка символов и значений приведена ниже.
Размер поршня. Некоторые производителей поршней наносят на днище поршня размер самого поршня в сотых долях миллиметра, этот контрольный параметр позволяет проверить качество изготовления поршней и точность размеров, пред непосредственной установкой. Например: 83.93.Это означает, что в измеряемых точках размер поршня не превышает указанного размера (с учетом поля допуска). Измерение следует производить при температуре поршня (+20 градусов), с помощью микрометра или аналогичного измерительного инструмента, с точностью измерения до одной сотой доли миллиметра (0,01 мм).
Монтажный зазор. Для того, что бы обеспечить уплотнение рабочей полости цилиндра и минимальную работу трения поршня, а так же предотвратить горячий поршень от заклинивания, между поршнем и стенкой цилиндра предусматривается монтажный (температурный) зазор ( Sp ). При повышенном зазоре между поршнем и стенкой цилиндра работа двигателя заметно ухудшается - имеет место прорыв газов в картер двигателя, ухудшается из-за этого качество масла, закоксовываются кольца и снижается мощность двигателя. Величина этого зазор задается производителем поршней для начальной температуры деталей цилиндропоршневой группы (обычно +20 градусов), и зависит в основном от разности температур, массы поршня и свойств материалов соприкасающихся деталей. Пример: Sp=0.04. Это означает что зазор между поршнем и цилиндром, в точке максимума не должен превышать 0,04 мм (с учетом поля допуска).
Товарный знак. Каждый серьезный производитель поршней маркирует свою продукцию своим фирменным товарным знаком. Во первых, это часть борьбы с подделок своей продукции, а во вторых демонтировав при ремонте старый поршень сразу становится возможным идентифицировать его, с помощью номера отливки на днище поршня.
Направление установки. Поршни современных двигателей имеют строго определенное положение в двигателе, в частности, это связано с тем ось поршневого пальца имеет некоторое смещение, относительно центрально оси симметрии поршня. Это сделано для уменьшения шума при работе двигателя, а точнее ударных нагрузок на стенки цилиндра при перекладке поршня в крайнем положении. Как правило, производители используют два способа изображения направления установки– (для двигателей размещаемых спереди и сзади автомобиля). На днище наносится либо стрелка, указывающее направление передней части автомобиля (направление движения), либо схематично изображается коленчатый вал с маховиком.
Опытные мотористы часто сталкиваются в своей работе с трудностью, когда в ремонт поступает очень старый автомобиль, и нет какой либо возможности точно идентифицировать тип его двигателя. Часто просто бывает не корректная информация в документах, на автомобиль, например ошибка (опечатка) в VIN коде или в графе «ТИП ДВИГАТЕЛЯ». Но ремонтировать нужно, и необходимо правильно подобрать ремонтные поршни.
Тогда на помощь приходит информация о номере отливки на внутренней части поршня. Следует извлечь поршень из блока цилиндров, очистить от нагара внутреннюю полость и прочесть отлитые цифры и буквы. Подобный способ подходит не для всех поршней, но основные поставщики конвейеров европейских автомобилей MAHLE, Kolbenschmidt, AE, Nural позволяют расшифровать эти данные.
Что же такое «номер отливки»? Поршни, имеющие одинаковые основные параметры изготавливаются на одном и том же технологическом оборудовании (в частности в одной литьевой форме), затем подвергаются последующей механической обработке в зависимости от требуемого ремонтного размера и модификации. То есть для поршней имеющие STD и ремонтные размеры номера отливок совпадают. Как правило, одному номеру отливки соответствуют несколько поршней на один двигатель, это стандартный поршень и его последующие ремонты. Но есть исключения (когда номер отливки совпадет с несколькими модификациями поршня) тогда необходимо замерить контролируемые геометрические параметры.
см.фото.
Что означает маркировка на поршнях?
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.
Поршень — алюминиевый литой.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.
Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—». На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна. По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Обозначения на поршнях фольксваген
Авторизуясь в LiveJournal с помощью стороннего сервиса вы принимаете условия Пользовательского соглашения LiveJournal
- April 2021
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 |
_____________________________________
Берём старое кольцо если оно целое и опускаем в наш цилиндр располагаем его ровно с помощью поршня. Замеряем зазор в торце кольца с помощью щупов. Теперь вставляем наш поршень и замеряем зазор между поршнем и зеркалом цилиндра он должен составлять не больше 0.6мм. Теперь вставляем наши новые кольца, также с помощью поршня продвигаем их до середины цилиндра и меряем зазор он должен составлять для компрессионных колец: 0,1-0,25 мм (максимально допустимый 0,4мм) для маслосъемных колец 0,1-0,4мм. Торцевой зазор "компрессионное кольцо - поршневая канавка": номинальный 0,03-0,05мм, максимальный 0,1мм. Всё совпало? Значит продолжаем дальше если нет в перёд в магазин за новыми кольцами или за новым поршнем. Нужно убрать весь нагар из канавок поршня.
Итак вы решили заменить поршневую, либо просто поршень с кольцами, а может только кольца. Важно знать, как правильно одевать кольца на поршень четырехтактного двигателя. Перед вами 5 штук, два тонких и двухфункциональный пружинный расширитель (маслосъемные) и два компрессионных.На поршне три канавки. В самую нижнюю, ту что возле отверстия, куда вставляется палец, должны встать три кольца, пружинный расширитель и два фиксирующих тонких.
Предварительно смазав кольца и поршень маслом, надо аккуратно одень Первым в соответствующую канавку должен ставиться двухфункциональный пружинный расширитель- гофрированное кольцо, а потом уже верхнее и нижнее фиксирующие. Все три кольца должны встать в одну канавку, так чтобы маслосьемное прижимается не столько сверху и снизу, сколько в торец (по направлению от кромки к центру поршня), с помощью специальных «ступенек» на гофрированном кольце (оно шире, чем фиксирующие на ширину «ступеньки»). С этими закончили.На верхних кольцах обычно стоит слово ТОР (вершина). Этой стороной кольцо должно быть обращено к днищу поршня.Теперь одеваем компрессионные, таким же образом на верхние канавки. Одевайте кольца очень аккуратно, пальцами, без каких либо сторонних металлических предметов. Если профиль компрессионных колец не одинаковый, то одно обычно имеют закругленную форму, второе форму трапеции. В этом случае закругленное кольцо устанавливается вверх, а то, что в форме трапеции устанавливается ниже, так чтобы скос расширялся сверху вниз, то есть внизу канавки оно должно быть шире, чем вверху. ВЕРХНЕЕ КОЛЬЦО СЕРОГО ОТТЕНКА, НИЖНЕЕ ЧЕРНОГО ЦВЕТА НАДПИСЯМИ ВВЕРХ . Замки колец не в коем случае нельзя устанавливать друг над другом, они должны обязательно отходить в плоскости на 2 см в разные стороны, в итоге расстояние между ними, если привести в параллель, должно быть 4 см. Кольцо должно утапливаться в канавке.
СБОРКА ПОРШНЕВОЙ ГРУППЫ
Поршневую группу собирают в определенном порядке. Сначала в канавку одной из бобышек поршня вставляют стопорное кольцо (замок). Поршень надевают на шатун, совместив отверстия бобышек с отверстием верхней головки шатуна. На поршне есть маркировка "IN", т.е. ВПУСК. Впуск находится вверху, значит и эта маркировка должна быть вверху. В отверстие бобышки поршня, где нет стопорного кольца, вставляют смазанный маслом поршневой палец в отверстие шатуна до упора в ранее вставленное стопорное кольцо.
Если палец слишком туго входит в бобышки, можно дослать его на место легкими ударами выколотками. Но делать это надо достаточно осторожно, чтобы не повредить бобышки поршня. Вставив в бобышку поршня следующее замочное кольцо, на поршень надевают поршневые кольца. После этого на шпильки крепления цилиндра надевают фасонную бумажную прокладку, предварительно смазанную маслом, и опускают её на фланец картера.
Надев на шпильки цилиндр со смазанным маслом зеркалом, его медленно опускают вниз до тех пор, пока нижняя часть не наденется на головку поршня. После этого верхнее поршневое кольцо сжимают пальцами в замке, и легко ударяя по верхней части цилиндра - проталкиваем до следующего кольца. так же поступаем и с остальными кольцами.
Посмотреть все изображения



Сборка поршней и шатунов
Чтобы правильно собрать шатун с поршнем и установить его в двигателе в надлежащем положении, воспользуйтесь ранее нанесенной маркировкой. Если была произведена замена поршней, то проверьте, чтобы все поршни относились к одинаковому типу.
При сборке поршня и шатуна соблюдайте следующие рекомендации:

Рис. 54. Маркировка днища поршней перед их снятием
- стрелка на днище поршня (либо нарисованная, либо выбитая, если поршень новый) должна указывать в направлении передней части двигателя (см.
Рис. 56. Сборка шатуна и крышки подшипника шатуна. Стрелками показаны выступы
- литые выступы на шатуне и крышке шатуна (см. 
Рис. 55. Маркировка шатуна и крышки подшипника шатуна
- маркировка номера цилиндра (см. 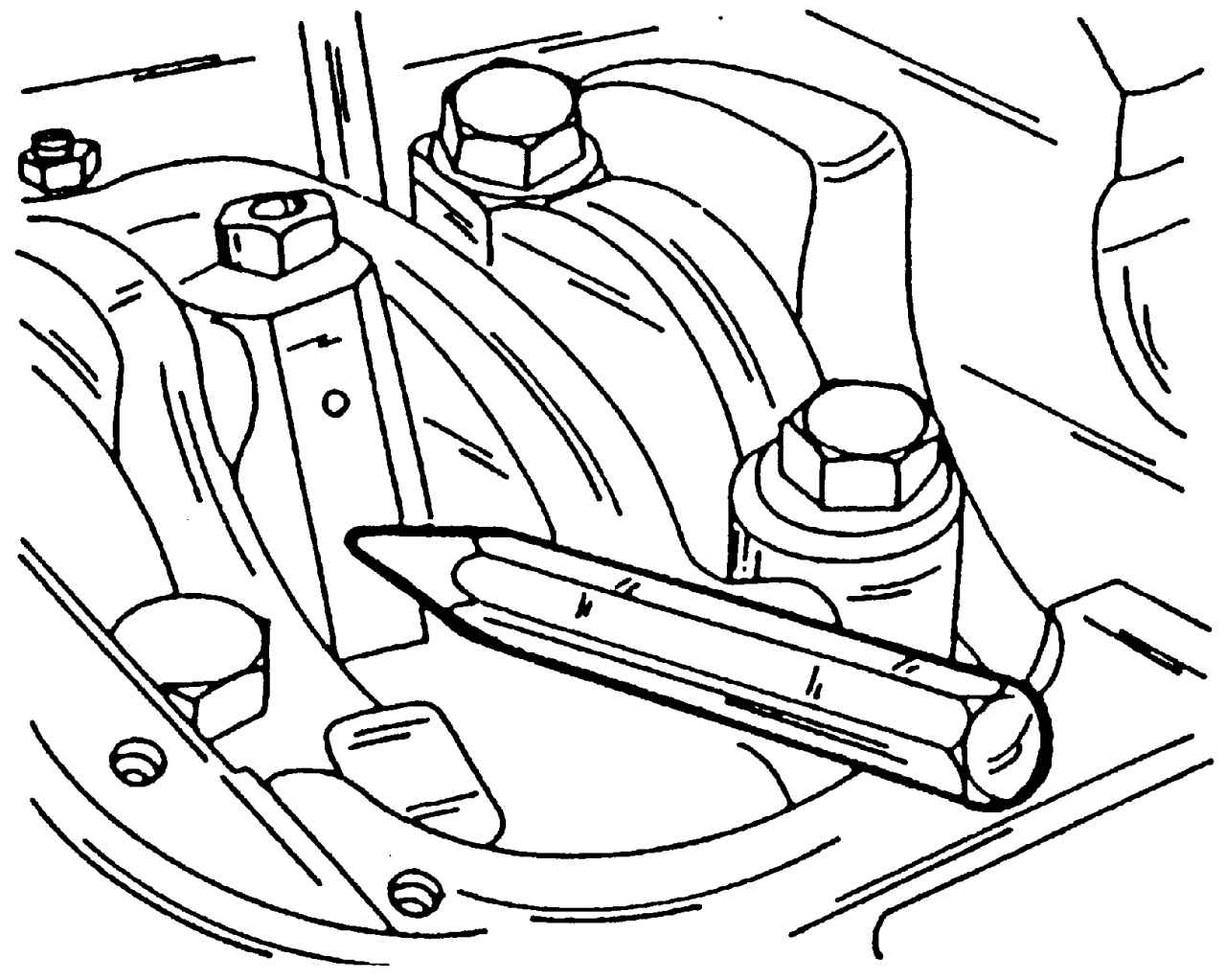
Рис. 65. Проверка легкости хода шатуна
- проверьте, что шатун после сборки свободно перемещается вперед назад (рис. 65);
- смажьте моторным маслом канавки на поршне и поршневые кольца и с помощью съемника (см. рис. 65) установите поршневые кольца в канавки. Если на кольце нанесена метка "Oben" или "Тор", то кольцо устанавливайте меткой вверх (к днищу поршня).
Видео про "Сборка поршней и шатунов" для Volkswagen Sharan
Ремонт двигателя Volkswagen Passat 1.8 часть 2 (Сборка) Затяжка шатунов, проверка правильности установки поршней Замена втулки шатуна, развёртка, сборка поршня VW T4Маркировка поршней
Обсуждения вопроса о том, что означает маркировка на поршнях стоит начать с того, какую вообще информацию производитель наносит на изделие.
- Размер поршня. В некоторых случаях в маркировке на днище поршня можно найти цифры, означающие его размер, выраженный в сотых долях миллиметра. Пример — 83.93. Эта информация означает, что диаметр не превышает указанного значения с учетом допуска (группы допуска обсудим чуть ниже, у разных марок машин они отличаются). Замер производится при температуре +20°С.
- Монтажный зазор. Другое его название — температурный (поскольку может изменяться вместе с изменением температурного режима в двигателе). Имеет обозначение — Sp. Приводится в дробных числах, означающих миллиметры. Например, обозначение маркировки на поршне SP0.03 говорит о том, что зазор в данном случае должен быть 0,03 мм с учетом поля допуска.
- Товарный знак. Или эмблема. Производители таким образом не только идентифицируют себя, но и дают информацию мастерам о том, чьей документацией (товарными каталогами) необходимо пользоваться при подборе нового поршня.
- Направление установки. Эта информация дает ответ на вопрос — на что указывает стрелка на поршне? Она «говорит» о том, каким образом должен быть смонтирован поршень, в частности, стрелка нарисована по направлению движения автомобиля вперед. На машинах, у которых двигатель расположен сзади вместо стрелки зачастую изображают символический коленчатый вал с маховиком.
- Номер отливки. Это цифры и буквы, схематически указывающие на геометрические размеры поршня. Обычно такие обозначения можно встретить на европейских машинах, для которых элементы поршневой группы изготавливают такие компании как MAHLE, Kolbenschmidt, AE, Nural и прочие. Справедливости ради стоит отметить, что отливку в настоящее время используют все реже. Однако если нужно идентифицировать поршень по этой информации, то для этого необходимо воспользоваться бумажным или электронным каталогом конкретного производителя.
Кроме этих обозначений также существуют и другие, и они могут отличаться у разных производителей.
Устройство поршня
Рассмотрим каждый компонент подробнее.
Днище поршня
Форма днища зависит от типа двигателя, особенностей камеры сгорания и многих других факторов. Поршень может иметь плоское, вогнутое или выпуклое днище.
Детали с плоским днищем наиболее просты в производстве, используются как в бензиновых, так и дизельных двигателях вихрекамерного и предкамерного типа.
Поршни с вогнутым днищем свойственны для дизельных двигателей. Они обеспечивает более эффективную работу камеры сгорания, однако способствуют большему образованию отложений при сгорании топлива.
Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Днище поршня принимает на себя основную термонагрузку, в связи с чем имеет самую большую, по сравнению с другими деталями, толщину: 7-9 мм в обычных бензиновых двигателях, 11 мм – в турбомоторах, 10-16 мм – в дизельных двигателях.
Существуют также автомобили, в которых установлены поршни с толщиной днища меньше стандартной – например, в некоторых моделях Honda она составляет всего 5,5-6 мм.
Уплотняющая часть
К уплотняющей части поршня относятся поршневые кольца, установленные в специальных канавках. В большинстве современных двигателей используется три кольца – одно маслосъемное и два компрессионных.
Маслосъемные кольца, как следует из названия, предназначены для удаления излишков масла со стенок цилиндра и предотвращения их попадания в камеру сгорания. Для этих целей служат сквозные отверстия, расположенные по периметру кольца.
Сквозь них масло поступает внутрь поршня, а затем отводится в поддон картера двигателя.
Компрессионные кольца предотвращают попадание отработавших газов из камеры сгорания в картер. По форме они могут быть трапециевидными, коническими или бочкообразными. Некоторые виды колец оснащены пружинным расширителем.
Наибольшие нагрузки воспринимает первое (верхнее) компрессионное кольцо, поэтому для увеличения ресурса данной детали ее канавку укрепляют при помощи стальной вставки.
Качество колец имеет огромное значение для уплотнения поршня. В этом отношении чугунные маслосъемные кольца намного надежнее составных, так как при их установке возникает меньше ошибок.
Направляющая часть
Направляющая (тронковую) часть поршня называют юбкой. С внутренней стороны она имеет бобышки, в которых находится отверстие под поршневой палец.
Нижняя кромка юбки предназначена для расточки и подгонки поршня. На ней имеется специальный буртик, с внутренней стороны которого в процессе механической обработки снимается часть металла.
В местах отверстий под поршневой палец с наружной части юбки вырезаются специальные углубления, вследствие чего стенки этих зон не взаимодействуют со стенками цилиндра, образуя так называемые «холодильники».
Стенки юбки предназначены для восприятия бокового давления. Естественно, что трение поршня о стенки цилиндра и нагрев обеих деталей при этом увеличивается.
Чтобы обеспечить свободное перемещение поршня в цилиндре, между юбкой и стенками гильзы предусмотрен зазор. Его величина зависит от линейного расширения металла поршня и цилиндра при нормальной работе двигателя. При слишком маленьком зазоре возникает перегрев, грозящий образованием задиров на поверхностях и заклиниванием поршня в цилиндре. Большой зазор также не рекомендован, так как поршень при этом не выполняет своих уплотняющих свойств.
Многие автопроизводители еще на этапе производства поршней наносят на юбки специальные антифрикционные покрытия. Это позволяет защитить их поверхности от преждевременного износа и облегчить приработку.
Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Средство устойчиво к длительному воздействию моторного масла, сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия MODENGY Для деталей ДВС возможна как при комнатной температуре (за 12 часов), так и при нагреве до +200 °С (за 20 минут).
Удобная аэрозольная упаковка с тщательно настроенными параметрами распыления упрощает процесс нанесения состава.
Перед использованием покрытия производитель рекомендует провести предварительную подготовку деталей Специальным очистителем-активатором MODENGY. Это гарантирует отличную адгезию материала и его долговременную работу.
MODENGY Для деталей ДВС и Специальный очиститель-активатор MODENGY доступны в одном наборе. Поэтапное использование этих средств не требует особых навыков и дополнительного оборудования.
Устройство механизма вращения клапана
Механизм вращения клапана состоит из: неподвижного корпуса 2 в наклонных канавках которого расположены пять шариков 3 с возвратными пружинами 10, дисковой пружины 9 и опорной шайбы 4 с замочным кольцом 5. Механизм устанавливается в расточке, сделанной в головке цилиндров под опорной шайбой 4 клапанной пружины 6, закрепляемой на стержне 1 с помощью сухариков 8 и тарелки 7. При закрытом клапане давление на дисковую пружину 9 сравнительно невелико, и она выгнута наружным краем вверх, а внутренним краем опирается в заплечик корпуса 2. Шарики 3 отжаты пружинами 10 в исходное положение.
В момент открытия клапана давление клапанной пружины на опорную шайбу 4 возрастает; под действием этого давления дисковая пружина 9, выпрямляясь, передает давление на шарики 3 и вызывает их перемещение в конечное положение. Вместе с шариками перемещаются дисковая пружина с опорной шайбой, клапанная пружина и клапан. Когда клапан закрывается, давление на дисковую пружину 9 уменьшается, и она, выгибаясь, вновь касается своим внутренним краем заплечиков корпуса 2, освобождая тем самым шарики 3. Шарики под действием возвратных пружин перемещаются в исходное положение. Таким образом, при каждом открытии клапана происходит его поворот на некоторый угол. (При номинальном скоростном режиме клапаны совершают 20—40 об/мин.)
Методы охлаждения и смазывания цилиндро-поршневой группы
В каждом цикле работы двигателя сгорает большое количество топливно-воздушной смеси. При этом все детали цилиндро-поршневой группы испытывают экстремальные температурные воздействия, поэтому нуждаются в эффективном охлаждении – воздушном или жидкостном.
Наружная поверхность цилиндров ДВС с воздушным охлаждением покрыта множеством ребер, которые обдувает встречный или искусственно созданный воздухозаборниками воздух.
При водяном охлаждении жидкость, циркулирующая в толще блока, омывает нагретые цилиндры, забирая таким образом излишек тепла. Затем жидкость попадает в радиатор, где охлаждается и вновь подается к цилиндрам.
Для того чтобы масляная пленка дольше удерживалась на внутренних поверхностях цилиндров, их подвергают хонингованию, т.е. нанесению специальной микросетки. Стабильность слоя масла гарантирует не только максимально низкое трение в паре «поршень-цилиндр», но и способствует отведению лишнего тепла из ЦПГ.

| В Викиданных есть лексема поршень (L184064). |
| падеж | ед. ч. | мн. ч. |
|---|---|---|
| Им. | по́ршень | по́ршни |
| Р. | по́ршня | по́ршней |
| Д. | по́ршню | по́ршням |
| В. | по́ршень | по́ршни |
| Тв. | по́ршнем | по́ршнями |
| Пр. | по́ршне | по́ршнях |
Существительное, неодушевлённое, мужской род, 2-е склонение (тип склонения 2*a по классификации А. А. Зализняка).
Корень: -поршень- [].
- техн. деталь двигателей, насосов, компрессоров и т. п., имеющая обычно форму стакана, диска или стержня, движущегося внутри цилиндра и плотно пригнанного к его стенкам ◆ Только плеск моря доносился снаружи, бежали с рокотом вдоль ватерлинии разбиваемые грудью парохода волны, да тяжёлое пыхтение машины глухо отдавалось вместе с мерными ударами поршней В. Г. Короленко, «Соколинец», 1885 г. (цитата из Национального корпуса русского языка, см. )
- двигатель, насос, компрессор
- av: поршень
- az: porşen
- sq: piston
- en: piston
- hy: մխոց
- eu: pistoi
- ba: поршень, бешкәк
- be: поршань
- my: ပစ်စတန်
- bg: бутало
- hu: dugattyú
- gl: pistón; émbolo
- el: πιστόνι, έμβολο
- ka: დგუში
- da: stempel
- he: בוכנה
- иio: pistono
- id: torak
- is: stimpill м., bulla
- es: émbolo м., pistón м.
- it: stantuffo м., pistone м.
- kk: поршень
- ca: pistó м.
- ky: поршень
- zh: 活塞
- ko: 피스톤 (piseuton)
- kum: поршень
- la: embolus
- lv: virzulis
- lez: поршень
- lt: stūmoklis
- ms: omboh
- mi: kōkeke
- chm: поршень
- mn: бүлүүр
- de: Kolben м.
- nl: zuiger; piston
- no: stempel
- oc: piston
- os: поршень, бæрдын
- fa: پیستون
- pl: tłok
- pt: êmbolo м., pistão м.
- ro: piston
- sr (кир.): клип
- sk: piest
- tl: tublik
- tg: поршень
- tt: поршень, пешкәк
- tyv: бөөшкүн
- tr: piston
- tk: porşen
- uk: поршень
- fi: mäntä
- fr: piston м.
- fur: piston
- hi: पिस्टन
- hr: klip
- cs: píst
- cv: поршень
- sv: kolv
- sco: piston
- myv: поршень
- иeo: piŝto
- et: kolb
- sah: сургуулук
- ja: ピストン (pisuton), 活塞 (かっそく, kassoku), 喞子 (しょくし, shokushi)
КОНСТРУКЦИЯ

Устройство детали включает в себя три составляющие:
- Днище.
- Уплотняющая часть.
- Юбка.
Указанные составляющие имеются как в цельнолитых поршнях (самый распространенный вариант), так и в составных деталях.
ДНИЩЕ
Днище — основная рабочая поверхность, поскольку она, стенки гильзы и головка блока формируют камеру сгорания, в которой и происходит сжигание топливной смеси.
Главный параметр днища — форма, которая зависит от типа двигателя внутреннего сгорания (ДВС) и его конструктивных особенностей.
В двухтактных двигателях применяются поршни, у которых днище сферической формы – выступ днища, это повышает эффективность наполнения камеры сгорания смесью и отвод отработанных газов.
В четырехтактных бензиновых моторах днище плоское или вогнутое. Дополнительно на поверхности проделываются технические углубления – выемки под клапанные тарелки (устраняют вероятность столкновения поршня с клапаном), углубления для улучшения смесеобразования.
В дизельных моторах углубления в днище наиболее габаритны и имеют разную форму. Такие выемки называются поршневой камерой сгорания и предназначены они для создания завихрений при подаче воздуха и топлива в цилиндр, чтобы обеспечить лучшее смешивание.
Уплотняющая часть предназначена для установки специальных колец (компрессионных и маслосъемных), задача которых — устранять зазор между поршнем и стенкой гильзы, препятствуя прорыву рабочих газов в подпоршневое пространство и смазки – в камеру сгорания (эти факторы снижают КПД мотора). Это обеспечивает отвод тепла от поршня к гильзе.
УПЛОТНЯЮЩАЯ ЧАСТЬ
Уплотняющая часть включает в себя проточки в цилиндрической поверхности поршня — канавки, расположенные за днищем, и перемычки между канавками. В двухтактных двигателях в проточки дополнительно помещены специальные вставки, в которые упираются замки колец. Эти вставки необходимы для исключения вероятности проворачивания колец и попадания их замков во впускные и выпускные окна, что может стать причиной их разрушения. 
Перемычка от кромки днища и до первого кольца именуется жаровым поясом. Этот пояс воспринимает на себя наибольшее температурное воздействие, поэтому высота его подбирается, исходя из рабочих условий, создаваемых внутри камеры сгорания, и материала изготовления поршня.
Число канавок, проделанных на уплотняющей части, соответствует количеству поршневых колец (а их может использоваться 2 — 6). Наиболее же распространена конструкция с тремя кольцами — двумя компрессионными и одним маслосъемным.
В канавке под маслосъемное кольцо проделываются отверстия для стека масла, которое снимается кольцом со стенки гильзы.
Вместе с днищем уплотнительная часть формирует головку поршня.
Юбка выполняет роль направляющей для поршня, не давая ему изменить положение относительно цилиндра и обеспечивая только возвратно-поступательное движение детали. Благодаря этой составляющей осуществляется подвижное соединение поршня с шатуном.
Для соединения в юбке проделаны отверстия для установки поршневого пальца. Чтобы повысить прочность в месте контакта пальца, с внутренней стороны юбки изготовлены специальные массивные наплывы, именуемые бобышками.
Для фиксации поршневого пальца в поршне в установочных отверстиях под него предусмотрены проточки для стопорных колец.
Ресурс поршня
Две основные проблемы, решаемые в поршневых ДВС: износ и прогар поршня.
Для устранения первой организуют принудительное (обычно масляное) охлаждение поршня, повышают твёрдость увеличением доли кремния, используют надёжные воздухоочистители для уменьшения абразивного износа, изменяют параметры цикла двигателя для снижения температуры поршня в центре и районе верхнего кольца (напр., увеличивают коэффициент избытка воздуха или увеличивают перекрытие клапанов в наддувных дизелях), применяют вставки под верхнее кольцо, качественные поршневые кольца для хорошего прилегания сразу после обкатки, ускоряют заводскую обкатку применением специальных масел, повышают качество моторных масел для устранения закоксовывания колец и надёжной отдачи тепла от днища, иногда — используют покрытия для поршня или композитные материалы. В японской практике были варианты пластмассовых поршней с покрытием керамикой. Для продления ресурса применяют антифрикционное покрытие направляющей и даже жаровой поверхности поршня. Ускоренный или аварийный износ контрафактных поршней вызывается нарушением размеров и/или качества поковки/отливки, её материала. Погиб шатуна, перекос гильзы или её посадочного гнезда ведёт к быстрому задиру поршня. В двухтактных ДВС причиной заклинивания может быть нехватка масла в топливе.
Прогар поршня может вызываться конструктивными или эксплуатационными причинами. В первом случае превышена расчётная допустимая температура днища, и все двигатели этой модели будут быстро выходить из строя (возможна другая причина — контрафактные поршни: они не могут выдержать нагрузок). Для устранения опасности прогара в этих случаях применяют снижение механических напряжений и температуры поршня (увеличение оребрения, охлаждение, снижение теплоотдачи в поршень изменением параметров цикла). Для снижения температуры сгорания может применяться даже подача воды в цилиндр.
Эксплуатационными причинами прогара могут быть: нарушение угла опережения впрыска/зажигания, отказ (заклинивание) форсунки, детонация (бензиновые), чрезмерная форсировка, общий перегрев из-за отказа термостата, потери тосола, зажатых клапанов, бензина с низким октановым числом, вызывающим детонацию, длительное калильное зажигание. Это приводит к превышению температуры днища и возможному его прогару. При детонационном сгорании, кроме того, может возникать выкрашивание поверхности, ведущее к дальнейшему её развитию, прогару поршня или вылому перегородок между кольцами, поломке колец. Следовательно, необходимо соблюдать инструкцию — применять нужное топливо, правильно выставлять угол опережения зажигания/впрыска, немедленно прекращать работу неисправного дизеля со стучащей форсункой, или перегретого мотора. Высококачественные форсунки и другие дозирующие элементы топливной аппаратуры продлевают ресурс поршней.
Читайте также: