
Поршень 2 ремонта иж планета
Обновлено: 05.07.2024
Поршень 2 ремонта иж планета
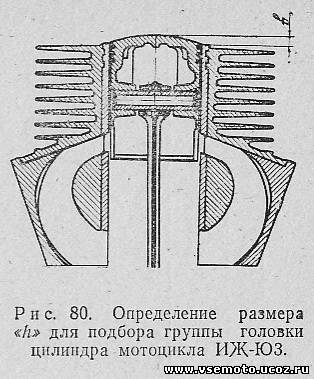
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
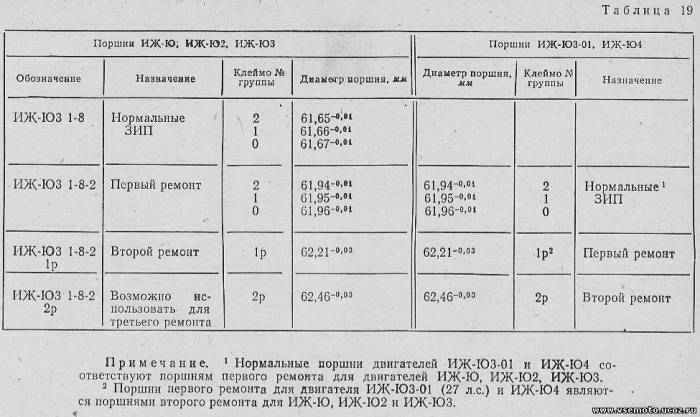
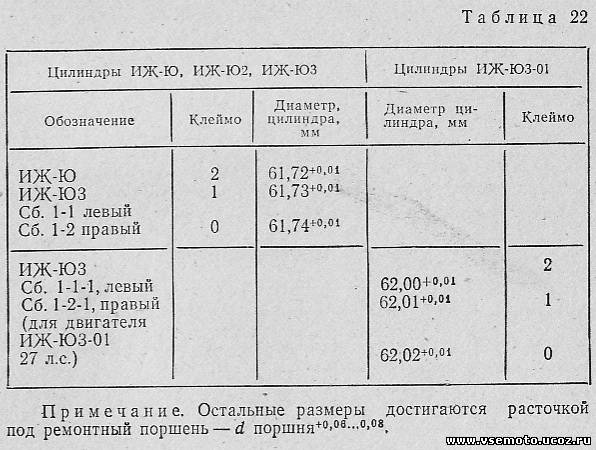
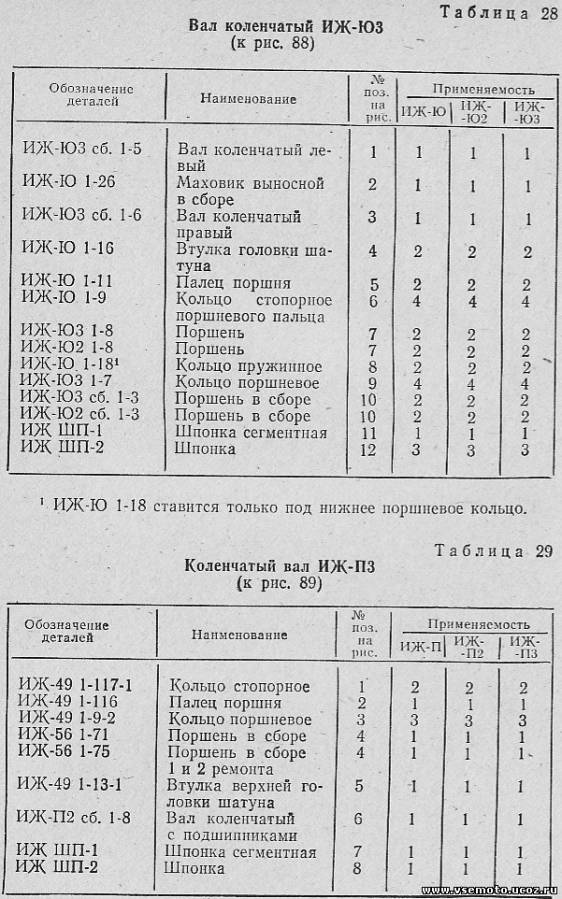
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
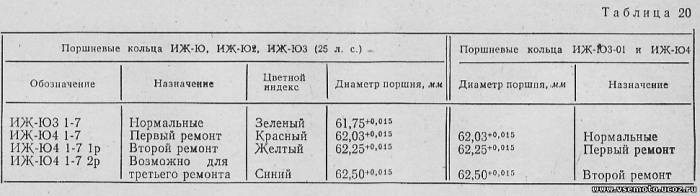
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
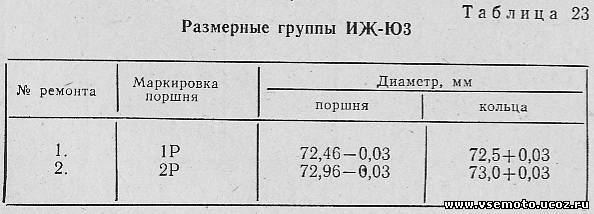
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
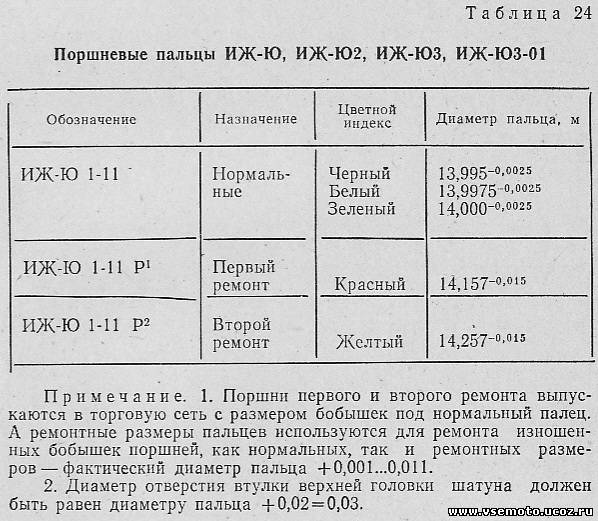
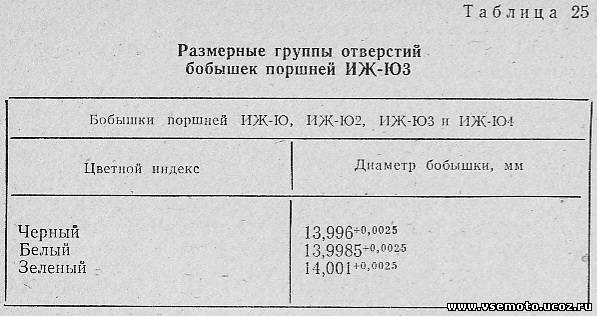
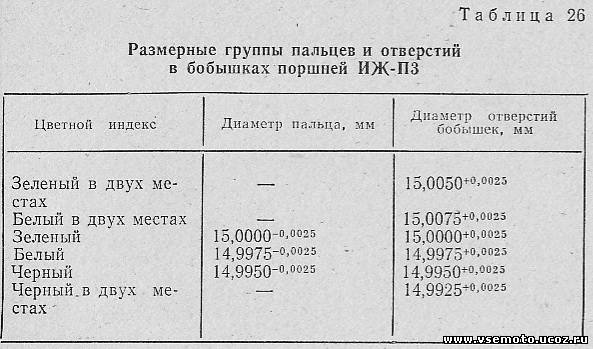
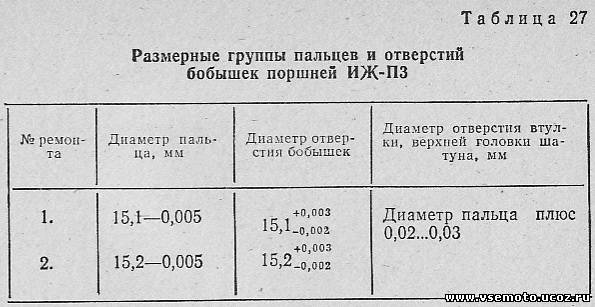
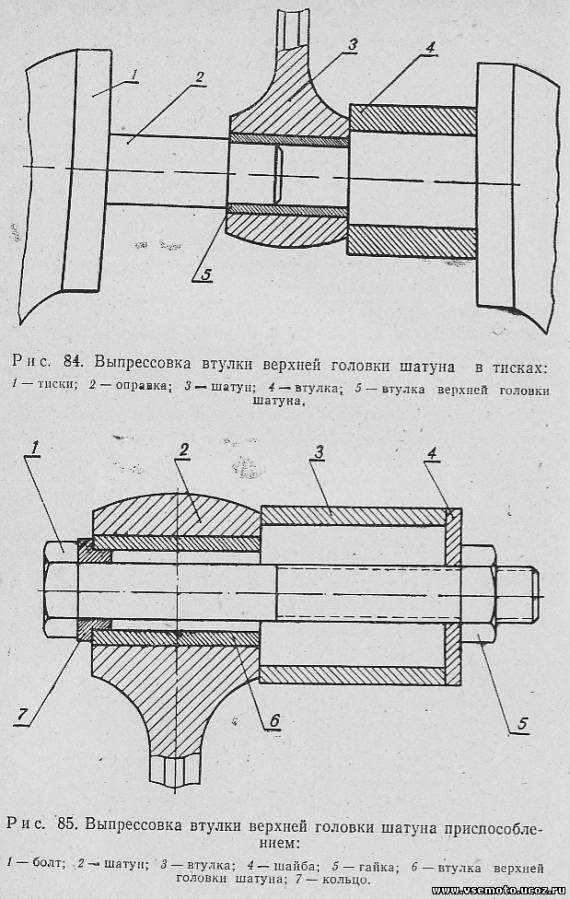
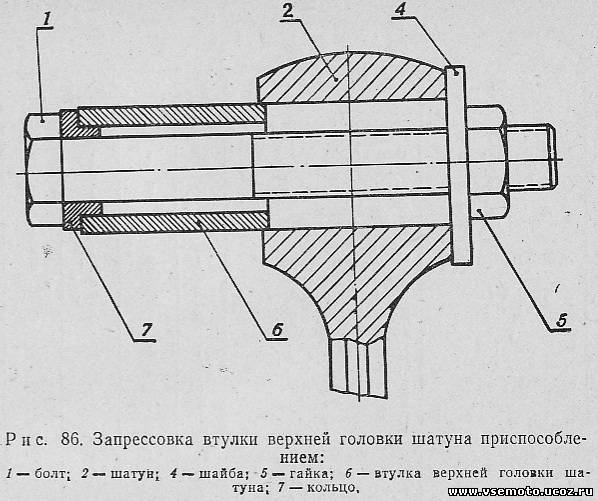
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
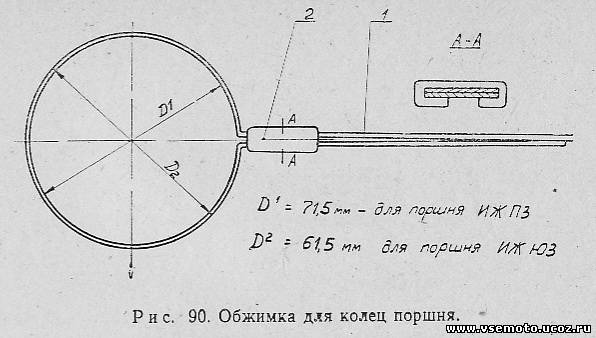
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
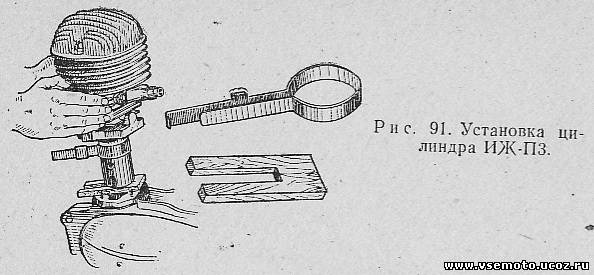
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Глава 1
Силовой агрегат включает в себядвигатель (цилиндропоршневая группа), моторную передачу, механизм сцепления и коробку передач, конструктивно объединённые в один блок.
Двигатель
Кривошипно-шатунный механизм
Состоит из цилиндра, головки цилиндра, поршня с поршневым пальцем и поршневыми кольцами, коленчатого вала с шатуном и кривошипной камеры (картер). Смазка кривошипно-шатунного механизма осуществляется маслом, добавленым к топливу в пропорции 1:25. Охлаждается двигатель за счёт потока воздуха, который обдувает рёбра цилиндра, головки и наружные поверхности картера.
Цилиндр
В цилиндре4 (рис.2) происходит сгорание рабочей смеси. Его внутренняя поверхность служит напровляющей для поршня 6 и имеет низкую шероховатость и высокий класс точности обработки поверхности. Возвратно-поступательное движение поршня преобразует во вращательное движение коленчатого вала 12 при помоши шатуна24. Поскольку в двухтактном двигателе рабочий цикл происходит не только над поршнем, но и под ним, в картере, цилиндр имеет соответствующие окна, а в его теле отлиты перепускные каналы 7. Головка цилиндра 3 образует камеру сгорания. Цилиндр двигателя "Иж-49" отливался целиком из чугуна. Герметично в сопряжении между цилиндром и чугунной головкой достигалась за счёт устоновки прокладки. На мотоцикле "Иж-56" цилиндр для уменьшения массы и улучшения охлаждения сделан "слоёным". Чугунная гильза залита в алюминиевую рубашку, имеющую оребрение. К картеру цилиндр крепится на четырёх коротких шпильках гайками.
В верхней части в рубашку ввёрнуты шесть шпилек. На них крепитсяголовка. Прокладка между головкой и цилиндром неустанавливалась. Надёжность соединения достигалась за счёт высокой точности обработки сопрягаемых поверхностей и некоторой деформации более мягкой, по сравнению с чугунной гильзой, головки. По тойже схеме выполнены цилиндры "Ижей""планетного"ряда.
Двигатель "Иж-Юпитер" отличается количеством цилиндров: их два. В связи с этим работа двигателя более равномерна, ниже уровень вибрации.
Поршень
В любом двигателе поршень - это тот элемент, который воспринимает давление газов, образующихся при сгорании топливной смеси, и передаёт усилие на шатун.
Рис.3 Поршень:
1-днише; 2-канавка; 3-юбка; 4-окно; 5-бобышка;
В двухтактном же двигателе поршень выполняет ещё роль механизма газо распределения. Поэтому форма его довольно сложна: в нижней части юбки 3 (рис. 3) имеются окна 4, открывающие перепускные каналы и точно соответствующие по форме окна в цилиндре. Поршень должен распологаться в цилиндре строго ориентировано, чтобы стыки поршневых колец не попадали в проёмы, иначе их поломка неизбежна. От проворачивания на поршне кольца фиксируются стопорными штифтами.
Поршень 6 (см. рис. 2) соединён с верхней головкой шатуна 24 при помоши пальца 8, которыйфиксируется от осевого смещения в бобышках стопорными кольцами.
На поршнях одноцилиндровых двигателей устанавливаются по три компрессионных кольца, двухцилиндровых - подва. Долговечность работы сопряжённой пары цилиндр-поршень зависит от того насколько точно подобрана эта пара. По технологическим причинам невозможно изготовить все цилиндры и все поршни совершенно одинаковыми (существуют определённые допуски на размеры). Поэтому цилиндры и поршни после выхода их с последней операции тщательно измеряются и сортируются на группы. Детали в каждой из груп отличаются между собой не более, чем на 0,01 мм. Каждая из групп имеет определённую маркировку. При сборке необходимо подбирать поршни и цилиндры из соответствующих юдруг другу групп (табл 1, 2)
Размеры группы поршней и цилиндров мотоциклов "Иж-П3","Иж-П4","Иж-П5"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 1 | 71,94-0,01 | 71,99 +0,01 |
| 0 | 71,95-0,01 | 72,00 +0,01 |
| 00 | 71,96-0,01 | 72,01 +0,01 |
| 000 | 71,97-0,01 | 72,02 +0,01 |
Размеры группы поршней и цилиндров мотоциклов
"Иж-Юпитер"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 2 | 61,98 +0,01 | 62,00 +0,01 |
| 1 | 61,99 +0,01 | 62,01 +0,01 |
| 0 | 62,00 +0,01 | 62,02 +0,01 |
| 00 | 62,01 +0,01 | 62,03 +0,01 |
| 000 | 62,02 +0,01 | 62,04 +0,01 |
Если поршень не имеет маркировки или она нанесена недостаточно ясно, измерить диаметр следует на строго определённой высоте. Для поршня "Иж-Ю" она состовляет 42мм, для поршня "Иж-П" -55мм, а для поршня "Иж-ПС" -35мм от края юбки поршня в плоскости перпендикулярной оси пальца. Для мотоцикла "Иж-Планета-Спорт" изготавливаются цилиндры и поршни нормальногоразмера трёх групп и двух ремонтных размеров (таблица 4).
Поршневой палец
Служит для соединения поршня с шатуном.
Поршневые пальцы подбираются к поршням по размеру отверстия в бобышках (таблица 5). На бобышках и на торцах пальцев должны быть метки одногоцвета. Следует иметь в виду, что палец в бобышки устанавливается по плавающей посадке, т.е. в сопряжении может быть от 0,002 мм натяг до0,008 мм зазор. Иными словами, смазаный палец обычно входит в бобышки под усилием руки, особенно если поршень слегка нагрет.
Размеры группы пальцев и отверстий бобышек поршней
"Иж-П3"
| Цветной индекс | Диаметр пальцев, мм | Диаметр отверстия бобышке, мм |
| Зелёный Белый Черный | 15,003-0,005 14,998-0,005 14,993-0,005 | 15,003 +0,005 14,996 +0,005 14,991 +0,005 |
Размеры группы ремонтных пальцев и отверстий бобышек поршней "Иж-П3"
| Ремонт | Цветнаи индекс | Диаметр пальца, мм | Диаметр отверстия бобышки | Диаметр отверстия втулки верхней головки шатуна, мм |
| Первый | Красный с одной стороны | 15,1-0,05 | 15,1-0,002 | Диаметр пальца плюс 0,02. 0,03 |
| Первый | Красный с обеих стороны | 15,2-0,05 | 15,2-0,002 |
Размерные группы пальцев и отверстий бобышки поршней
"Иж-ПС"
| Цветной индекс | Диаметр пальца, мм | Диаметр отверстий бобышек, мм |
| Белый Черный Красный Зелёный | 18,0000. 17,9975 17,9975. 17,9950 17,9950. 17,9925 17,9925. 17,990 | 18,0030. 18,0005 18,0005. 17,9980 17,9980. 17,9955 17,9955. 17,9930 |
Поршневые кольца
Размеры ремонтных колец мотоциклов
"Иж-Ю3-01" и "Иж-Ю4"
| Группа ремонта | Поршень | Поршневые кольца | ||
| Маркировка | Диаметр, мм | Маркировка цветом | Диаметр, мм | |
| 1 2 | 1P 2P | 62,26-0,03 52,51-0,03 | Жёлтый Синий | 62,25 +0,03 62,50 +0,03 |
Размеры ремонтных колец мотоциклов
"Иж-П3" и "Иж-П5"
| Группа ремонта | Поршень | Диаметр поршневого кольца, мм | |
| Маркировка | Диаметр, мм | ||
| 1 2 | 1P 2P | 72,46-0,03 72,96-0,03 | 72,5 +0,03 73,0 +0,03 |
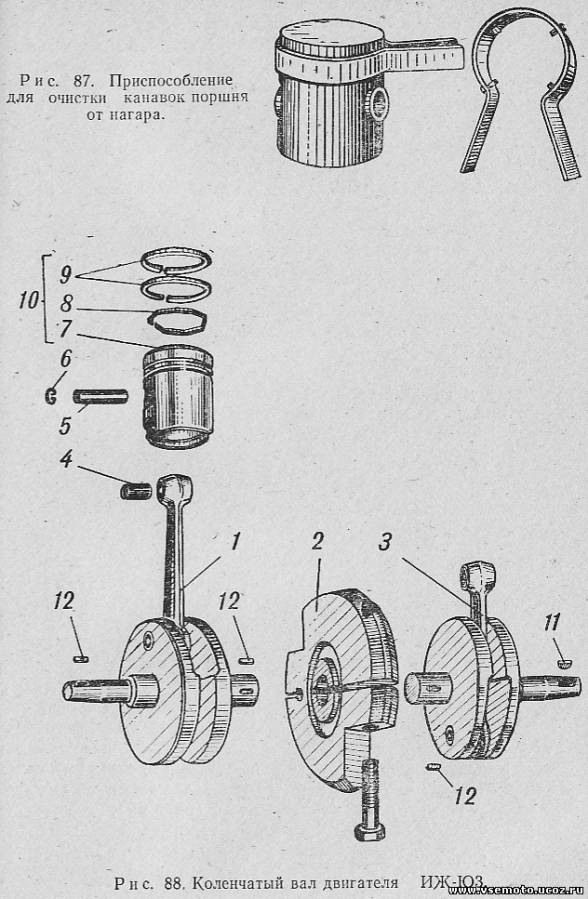
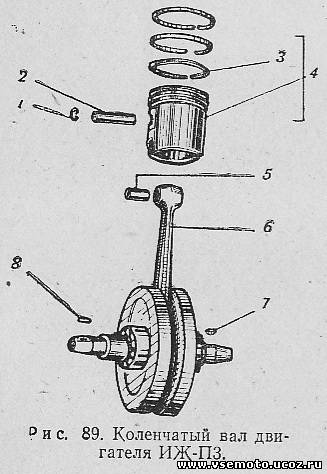
Коленчатый вал
Коленчатый вал (см. рис.2.2) одноцилиндровых двигателей неразборный. Он состоит из двух щёк 16, кривошипного пальца 17, двух полуосей и шатуна 24. Полуоси запрессовываются в маховик с большим натягом, и это обеспечивает неоюходимую прочность соединения7 Палец 17 служит одновременно обоймой, по которой работают ролики подшипника нижней головки шатуна. Второй (наружной) обоймой является втулкой из специальной стали, запрессованная в нижнюю головку. Втулка термических обработана и имеет высокую твёрдость. Ролики подшиники нижней головки короткие, распологаются в два ряда сепораторе. В порцессе работы смазка кним поступает через щели, прорезанные в головке.
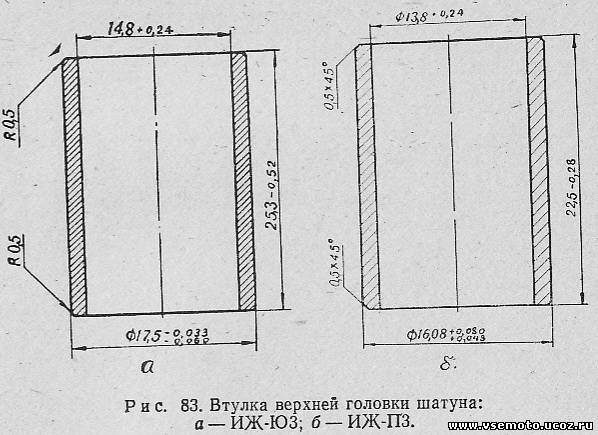
В верхнюю головку шатуна запресовывается бронзовая тонкостенная, свёрнутая из листа, втулка. Она служит подшипником для поршневого пальца 8. Необходимая точность сопряжения достигается обработкой втулки и подбором пальца. Смазка к пальцупроникает через сверления в головке и втулке.

Рис. 4 Поршень и вал коленчатый мотоциклов Иж-Ю (Наименования приведены в таблице 11).
Поршень 2 ремонта иж планета

Речь идет об ИЖ Планета 5.
Дело в том что у многих как и в моем случае при замене поршневой на новую появляется звонкий металлический звук в верху головки, бывает проходит он или нет…
У меня было 3 поршневые и все заливал 92м бензином, везде был металлический звон вверху головки…
Но как это может быть логично?, когда:
— поршень туго в гильзе
— палец забит на горячую в поршень
— палец плотно сидит в втулке
— кв не имеет люфта как и шатун
Нужно выяснить причину этого явления и приступил к делу!
Как оказалось при замере камеры сгорания сток и веерной, выявлено следующее:
Сток голова = 56-57мл
Веерная голова = 46-47мл
Из этого выходит следующая степень сжатия по формуле 340куб делим на камеру сгорания +1 = примерно:
Сток голова = 7.2
Веерная голова = 8.2 — 8.5
Прокладка под головкой цилиндра равна 1мм, то есть увеличение камеры сгорания, в свою очередь уменьшение степени сжатия.
1мм высоты вытесняет 4-5мл жидкости
вытеснение сферы поршня 3мл (3.5) жидкости
при суммировании округлим около 7-8мл
У меня цилиндр без прокладки и камера сгорания составляет 40мл, итого 9.5 степень сжатия, при использовании 92го бензина — звон нарастающий с повышением оборотов.
И так в моем случае имеем диаметр поршня 72, ход поршня 85 = 340куб \ 40мл +1 = с помощью этих данных можно вычислить на сколько надо подрезать головку или подложить прокладку для подгонки степени сжатия на желаемый бензин:
— головка с прокладкой = 8.2
— головка без прокладки = 9.5 (при условии что поршень выступает из цилиндра на 1мм высоты)
— головка которая подрезана на 1мм = 4-5мл жидкости, вытеснения поршнем 3-4мл, то есть = 7-8мл,
дальнейшее вычисления каждый может высчитать для себя.
Если верить данным с интернета, то соотношение степени сжатия к октановому числу бензина:
92 — до 10,5
95 — 10-12,5
98 — 12-14,5
К чему я это все сделал?, а к борьбе с ДЕТОНАЦИЕЙ.
Ведь звон в верху головки все время путают с звоном пальца, поршня, юбки и всего что можно.
Пути решения:
— перенастроить зажигание, чем выше октановое число — тем дольше горит смесь, значит к примеру для 92 надо 1.5мм до вмт, 95 — 2.5мм до вмт. Подобрать можно экспериментально от 1 до 3мм.
— обогатить смесь, обедненная смесь приводит к детонации.
— пробовать заливать бензин с другим октановым числом.
— пробовать с прокладками под головку и подрезанием головки до устранение детонации.
Игнорирование подобного звона может привести как в моем случае к расплавлению поршня, все же поршни делают уже не из лучших сплавов.

Читайте также: