
Поршень первого ремонта иж
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
Поршень первого ремонта иж
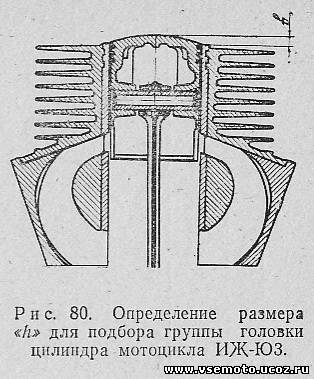
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
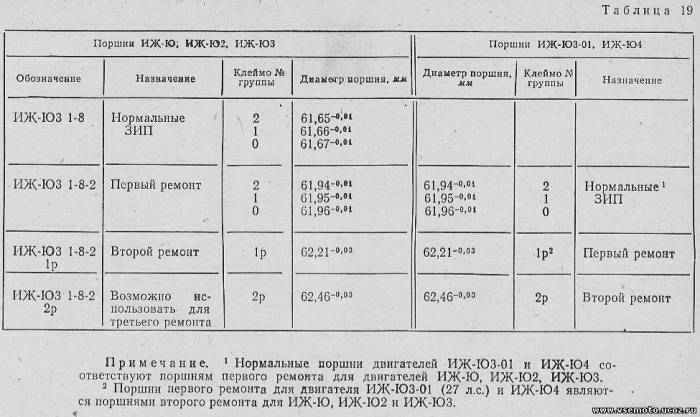
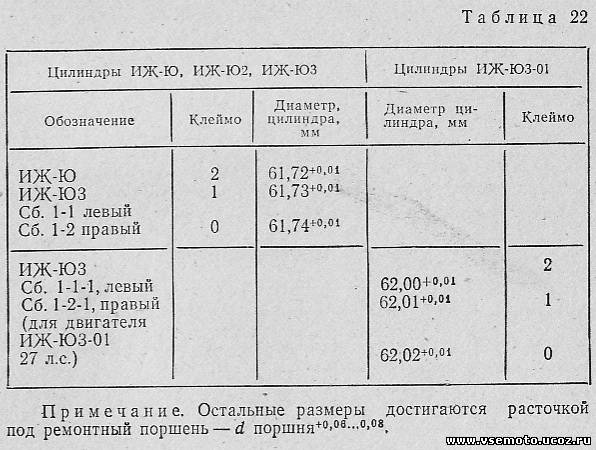
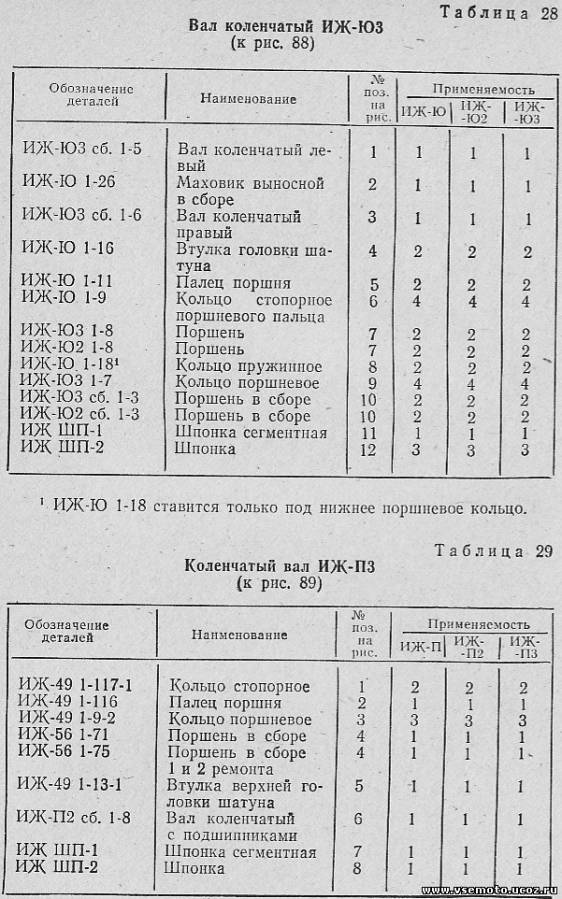
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
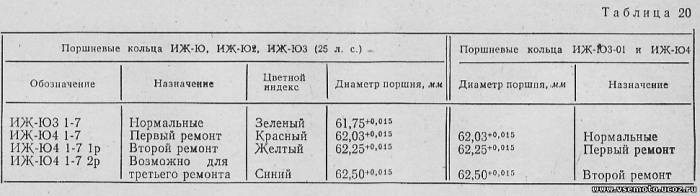
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
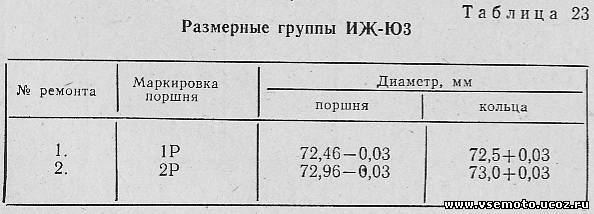
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
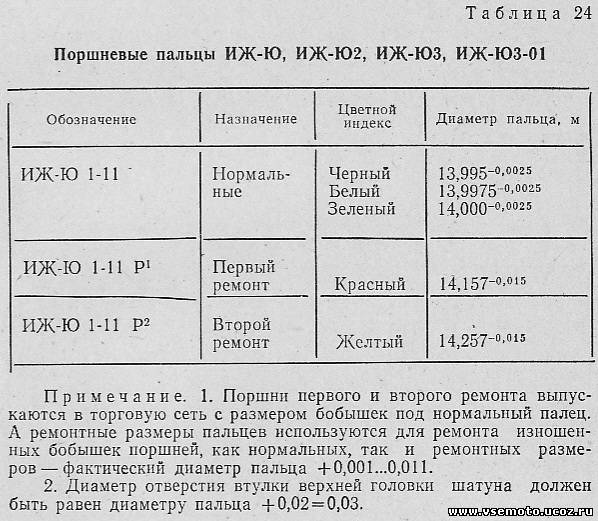
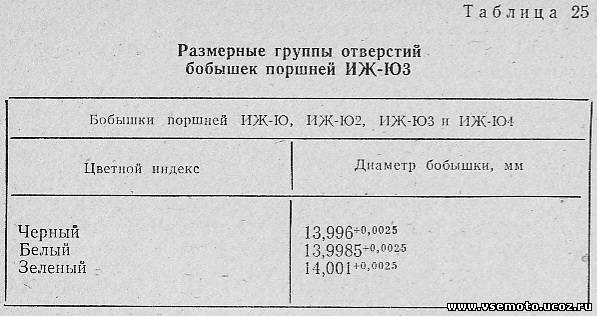
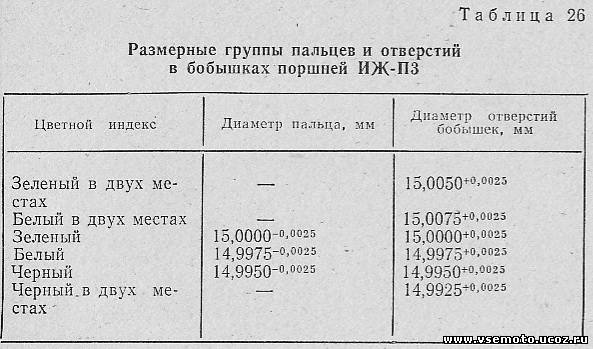
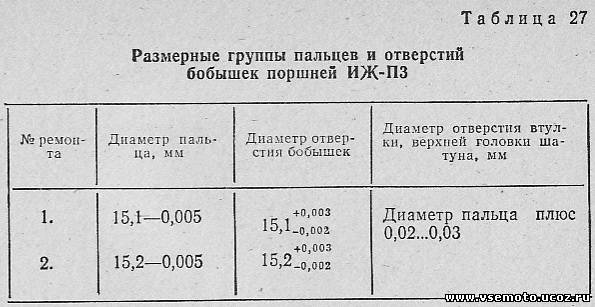
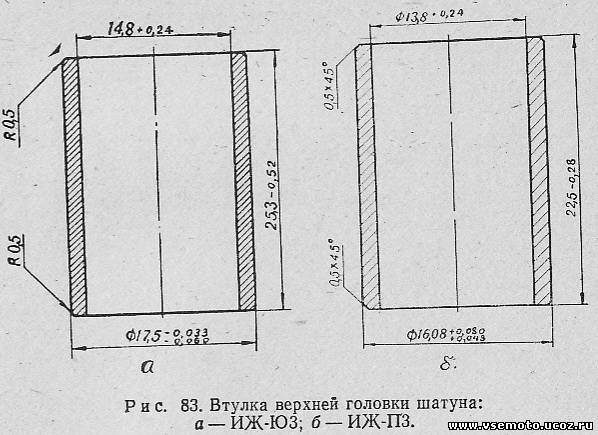
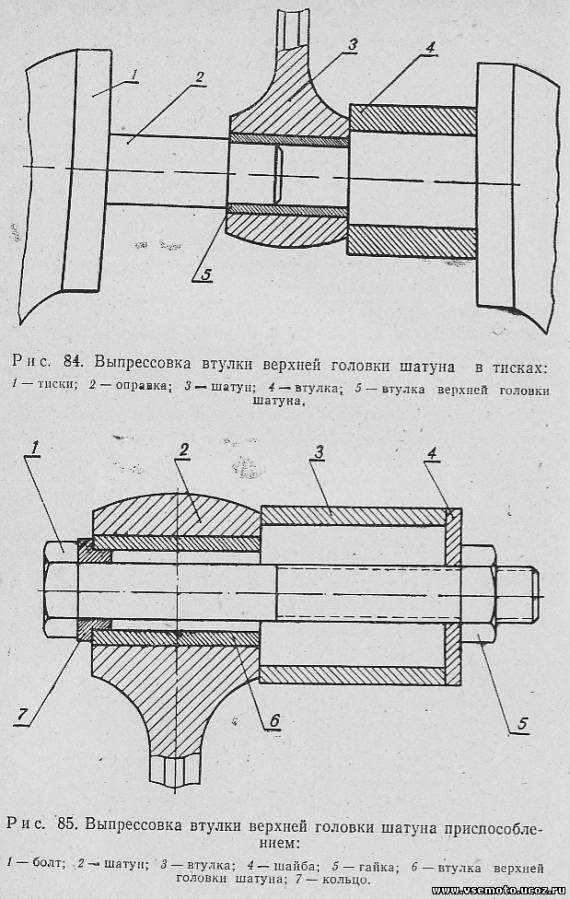
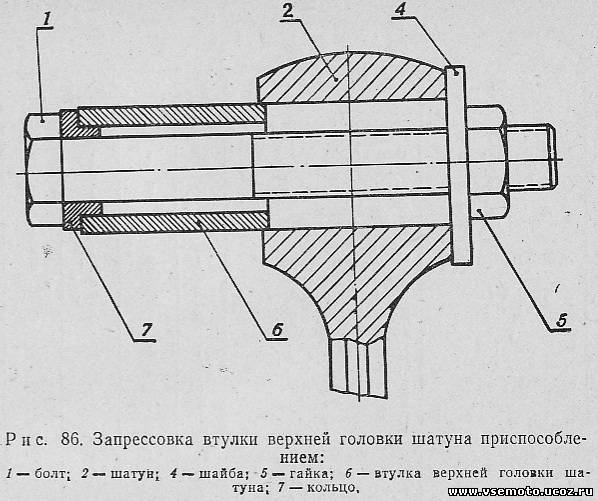
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
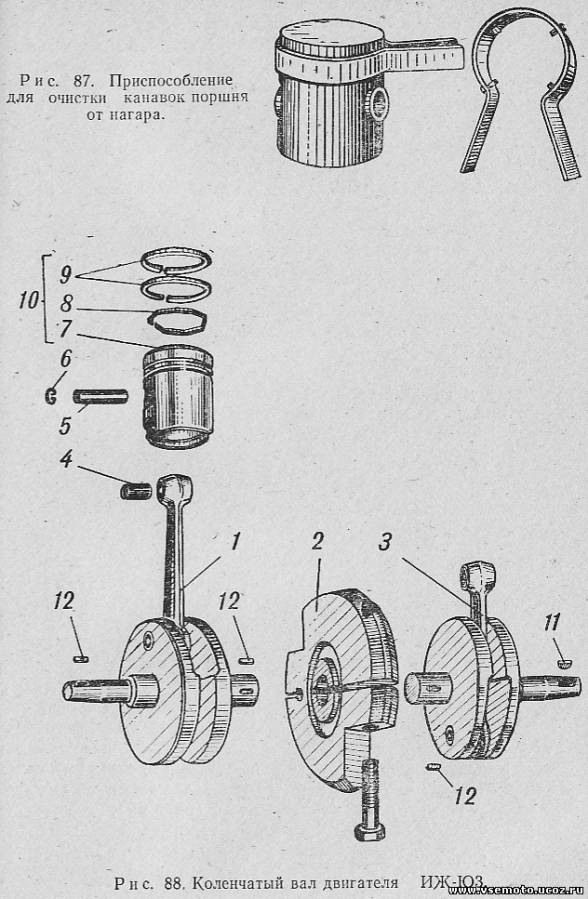
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
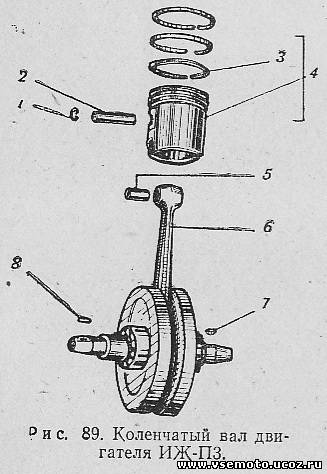
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
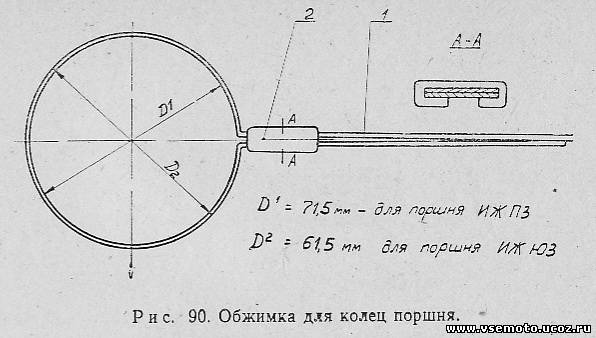
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
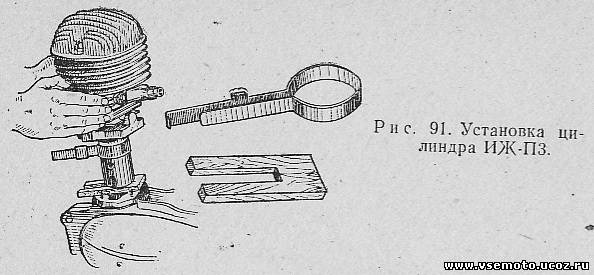
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Поршень первого ремонта иж
А вот что я действительно утверждаю, та это то, что и изготовленный хрен-его-знает-где поршень будет нормально работать, если его правильно подобрать и поставить. За исключением тех случаев, когда поршень льют из алюминиевых ложек. Но это действительно редкость. Однако некоторый внешний осмотр при покупке не помешает. Первым делом загляните внутрь поршня. Клейма и так далее пропускаем, а смотрим на ровность поверхности и отсутствие облоя. Ровная поверхность внутренней стороны дна и юбки, а также отсутствие острых краев от литья - это хорошо. Если поверхность юбки бугристая, поршень откладываем. Дно может быть неровным, это не критично, а вот раковины не допускаются. Острые края от литейной формы также нежелательны, хотя, в крайнем случае, можно взять и с ними. Наружная поверхность поршня должна быть по возможности менее ребристой. Чем выше класс обработки поршня, тем поверхность ровнее. А где лучше обрабатывают? Понятно, что не в левых конторах. Выводы делайте сами. Ради интереса посмотрите на фотографию поршня для Ю4. Он однозначно не заводской, но вполне пригоден для эксплуатации. Обратите внимание на низкую чистоту обработки поверхности юбки и следы некачественного литья внутри поршня. Все это плохо, но допустимо. Лучше поставить не заводской, но правильно подобранный поршень, нежели заведомо качественный, но не подходящий по размерам.

Теперь перейдем к тому, что получается с поршнем в результате его износа. Понятно, что на высоте поршневого пальца износа практически нет. Нет износа и в тех местах, где поршень перекрывает выпускное и перепускные окна. Изнашивается головка поршня. Но сильнее всего изнашивается низ юбки. В итоге поршень получается не конический, а бочкообразный. Из-за изношенной юбки появляется характерный звон поршня "Юпитеров". У "Планет" это сглаживается разрезным поршнем, но лишь до какого-то уровня. Отсюда вывод: выяснение износа поршня, измеряя зазор между головкой поршня и цилиндром - явная глупость. Это лишь косвенно свидетельствует об износе поршня. Правильнее всего измерить сам поршень микрометром. Которого, как мы условились, у нас нет. Отсюда следует два других метода: внешний осмотр и проверка герметичности.

Что есть внешний осмотр - понятно. Поршень ни в коем случае не должен болтаться в цилиндре. Особенно низ юбки - ее диаметр должен быть самым большим. Косвенным свидетельством износа можно считать и звон при работе, при условии исправных шатунных подшипников. Но значительно точнее будет проверка герметичности. Для этого берется цилиндр и поршень. У "Планет" цилиндр берется с головкой, у "Юпитеров" он сверху заклеивается скотчем для создания герметичности. Затем поршень (без колец) вставляется в цилиндр, причем он должен быть ориентирован так же, как и при работе. При герметичном цилиндре наблюдаем, как поршень падает под своим весом в цилиндре. Изношенный поршень опускается максимум за 2-3 секунды, нормальный - намного медленнее. Но: если поршень был взят ошибочно более полный и приработался до нормального размера, то герметичность будет в норме, а низ юбки - изношен. Это отлично видно при внешнем осмотре.

Теперь самое главное. Выяснив, что поршень требует замены и, отбраковав заведомо "левые" поршни, приступим к подбору поршней. Для литых и точеных поршней эта процедура несколько отличается. Причина этого состоит в том, что "ребра" на точеных поршнях потом сгладятся, а на литых их уже нет. Следовательно, точеный поршень должен быть заведомо полнее, с учетом износа при обкатке. Надо крепко запомнить: поршень подбирается под цилиндр. Каждый поршень под каждый цилиндр, индивидуально. Методика определения полноты поршня до банального проста: вставляем поршень в цилиндр и проталкиваем его пальцем насквозь. Если поршень падает под своим весом - он мал. Если он легко проходит - это годится для литого и не годится для точеного поршня. Если поршень идет туго, но вполне проталкивается одним пальцем без значительных усилий - это нужный размер для точеного поршня и большой - для литого. Если поршень клинит в цилиндре или его приходится проталкивать, прилагая значительные усилия - он явно велик. Все кажется простым, но точность подбора достигается лишь практикой.
Как быть, если цилиндр шлифован? Можно взять заведомо полный поршень. Лучше всего поступить следующим образом. Берем нормальный поршень, а после обкатки цилиндра (когда появится зеркало) его меняем вместе с кольцами и вновь обкатываем. Это получится намного проще, нежели довольно нудная обкатка заведомо полного поршня. Особенно это относится к "Юпитерам", которые больше "Планет" склонны к клину поршня.
Остались еще несколько вопросов: подбор пальца, колец и обкатка поршня. Это - в следующий раз."
Разборка и сборка
Перед разборкой очистите и промойте двигатель. Разбирайте двигатель в следующем порядке:
1. Снимите с блока цилиндров кронштейны передней подвески двигателя и установите двигатель на монтажный стенд.
2. Снимите с двигателя карбюратор, распределитель зажигания, провода высокого напряжения, выверните свечи зажигания и датчики температуры охлаждающей жидкости и давления масла.
3. Снимите ремень привода генератора и водяного насоса.
4. Снимите генератор.
Разборка двигателя
1. Отверните две гайки крепления стартера и снимите его со шпилек.
2. Отверните четыре гайки крепления картера сцепления к блоку цилиндров и снимите картер сцепления.
3. Отверните шесть болтов крепления кожуха сцепления к маховику и снимите сцепление со штифтов.
4. Отверните гайки крепления крышки головки блока цилиндров, снимите крышку с прокладкой.

Рис. 2.3. Положение установочных меток на шкиве коленчатого вала в момент нахождения поршня первого цилиндра в ВМТ: 1 – установочный прилив на нижней крышке распределительных звездочек; 2 – метка, соответствующая положению первого и четвертого цилиндров в ВМТ; 3 – метка для установки начального момента зажигания
5. Проверните коленчатый вал по часовой стрелке до положения, при котором поршень первого цилиндра займет положение в ВМТ такта сжатия, при этом метка 2 (
Рис. 2.4. Отсоединение болтов крепления ведомой звездочки привода распределительного вала
7. Отверните четыре болта крепления ведомой звездочки привода распределительного вала и снимите звездочку с вала (
Рис. 2.5. Снятие шкива коленчатого вала с помощью съемника
11. Снимите шкив коленчатого вала с помощью специального съемника (
Рис. 2.6. Закрепление гильз планками: 1 – планки
19. Снимите со шпилек уплотнительную прокладку головки блока цилиндров.
ПРЕДУПРЕЖДЕНИЕ
Если для дальнейшего выполнения ремонтных работ не надо снимать гильзы цилиндров, то закрепите их в блоке планками-держателями, установленными на шпильки (
Рис. 2.7. Установка крышки задней манжеты
с помощью оправки: 1 – оправка; 2 – крышка
4. Установите прокладку задней крышки, наденьте крышку с манжетой на оправку 1 (
Рис. 2.8. Проверка выступания торца гильзы над верхней поверхностью блока
6. Вставьте гильзы в блок цилиндров и проверьте величину выступания торца гильзы над поверхностью блока (
Рис. 2.9. Взаимное расположение замков поршневых колец перед установкой поршня в гильзу
7. Установите поршневые кольца в канавках поршня так, чтобы их замки располагались под углом 120° друг от друга (
Рис. 2.10. Последовательность затяжки гаек шпилек крепления головки блока цилиндров
11. Предварительно подтяните гайки крепления головки блока цилиндров в последовательности, указанной на 
Рис. 2.11. Положение распределительного вала на головке блока цилиндров перед установкой ее на блок: 1 – риска; 2 – прилив
15. Проверните распределительный вал так, чтобы риска на его фланце совпала с серединой прилива на передней опоре распределительного вала (
Рис. 2.12. Последовательность затяжки болтов крепления верхней крышки звездочек
21. Установите верхнюю крышку с прокладками на передний торец головки блока цилиндров, поддерживая при этом цепь в натянутом состоянии, и затяните болты в последовательности, указанной на 
Рис. 2.13. Затяжка стопорного болта натяжного устройства цепного привода газораспределения: 1 – стопорный болт
24. Проверните по часовой стрелке на 2–3 оборота коленчатый вал с отпущенным стопорным болтом натяжителя для выбора всех зазоров в приводе распределительного вала, после чего затяните до упора стопорный болт 1 (
Рис. 2.14. Положение паза на валике привода распределителя зажигания перед установкой привода на двигатель
26. Поверните валик привода распределителя зажигания так, чтобы паз, в который входит муфта распределителя зажигания, был расположен под углом примерно 16° к прямой линии, соединяющей центры отверстий для шпилек крепления (
Рис. 2.15. Положение паза на валике привода распределителя зажигания после установки привода на двигатель
27. Аккуратно, стараясь не повернуть валик, установите привод распределителя зажигания в гнездо нижней крышки распределительных звездочек. Когда шестерня привода войдет в зацепление с ведущей шестерней, закрепленной на переднем конце коленчатого вала, паз на валике займет правильное положение (
Рис. 2.16. Последовательность затяжки винтов крепления масляного картера
28. Установите масляный картер с прокладкой. Если прокладка повреждена, замените ее новой. Винты и гайки затяните в последовательности, указанной на рис. 2.16.
29. Установите водяной насос и подводящий патрубок с прокладками, а также установочную планку генератора.
30. Установите крышку головки блока цилиндров с прокладкой. Если прокладка надорвана, затвердела или сильно обжата, замените ее новой. Перед затяжкой гаек крепления крышки установите на шпильки кронштейны крепления проводов высокого напряжения, скобы крепления подводящей трубки к топливному насосу и скобу крепления трубки вакуумного корректора распределителя зажигания. На свободные шпильки наденьте плоские шайбы, после чего все семь гаек крепления крышки равномерно затяните, не прилагая чрезмерных усилий, чтобы не повредить прокладку.
31. Установите на двигатель карбюратор, генератор, распределитель зажигания, свечи зажигания, провода высокого напряжения, датчики температуры охлаждающей жидкости и давления масла.
32. Наденьте на шкивы коленчатого вала, водяного насоса и генератора ремень и отрегулируйте его натяжение, изменяя положение генератора.
33. Наденьте вакуумный шланг одним концом на штуцер отбора разрежения из карбюратора, а другим - на штуцер вакуумного корректора распределителя зажигания, продев ее в отверстие кронштейна, установленного на шпильке крепления крышки головки блока.
34. Установите шланг подвода топлива от бензонасоса к карбюратору с фильтром тонкой очистки топлива.
35. Установите масляный фильтр, масляный щуп, стартер, сцепление на маховик, картер сцепления, щиток картера сцепления, коробку передач, передние опоры двигателя с подушками.
Видео про "Разборка и сборка" для Иж Ода
сборка кпп ИЖ 2126 Ижживи-Начало(Сборка кпп 2126) Устанавливаю картридж в переднюю стойку Иж 2126 - 030Читайте также: