
Порядок затяжки головки уаз 469
Обновлено: 03.07.2024
Момент и порядок затяжки гбц на автомобилях разных марок

Затяжку болтов головки производят в четыре этапа (указаны в таблице). А вот что пишут об этом в руководстве по эксплуатации ВАЗ-2123:

Рис.1 Порядок затяжки болтов головки блока цилиндров (гбц)Установите головку блока цилиндров, отцентрировав её по двум направляющим втулкам, вверните болты её крепления и затяните их в четыре приема в определенной последовательности.
Момент затяжки гбц ВАЗ-2112 16 клапанов (ПРИОРА)
Момент затяжки гбц на приоре взяты из руководства по эксплуатации автомобиля и указаны в табличке №2.
Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
1-й – моментом 20 Н·м (2 кгс·м);
2-й – моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
3-й – доверните болты на 90°;
4-й – окончательно доверните болты на 90°.
Необходимо учитывать что:
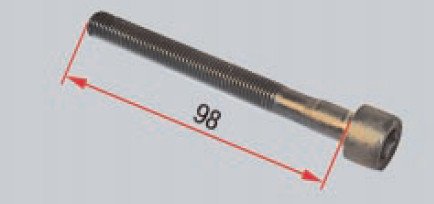
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц КАЛИНА, ГРАНТА
Момент затяжки головки блока цилиндров на двигателях модели 21114-50, установленные на автомобилях Lada Kalina указаны в таблице №3. Двигатель 21114-50 создан на базе двигателя ВАЗ-2111. Увеличение рабочего объема двигателя модели 21114 до 1,6 л. по сравнению с объемом двигателя 2111 достигнуто за счет большего хода поршня при неизменном диаметре цилиндра.
Вот что нам говорит руководство по эксплуатации о моменте затяжки гбц на калине:
Момент затяжки гбц ВАЗ 2106, 2107, 2103
Момент затяжки головки блока цилиндров на двигателях 2106 и 21011, 2103 одинаковый и приведен в таблице №4. В зависимости от модели или модификации автомобиля устанавливались двигатели трех типов:
Момент затяжки гбц ВАЗ 2108, 2109
Момент затяжки гбц на двигателях ВАЗ-2108, ВАЗ-2111-80 совпадают, и приведены в таблице №5.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Замените новыми болты, длина которых превышает 135,5 мм. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц ваз 2108, 2110, 2114 8 клапанов инжектор, 2115
Момент затяжки гбц ваз 2101
Момент затяжки гбц, приведенный в таблице№7, применяется для двигателей следующих моделей:
- ВАЗ-2101 с рабочим объемом 1.2 литра. Это основной двигатель для автомобилей ВАЗ-2101;
- ВАЗ-21011 с рабочим объемом 1.3 литра. Устанавливался на автомобили ВАЗ 21011 и ВАЗ-21021. От предыдущей модели он отличается увеличенным на 3мм диаметром цилиндров, поэтому у него другие блок цилиндров и поршень; Момент затяжки гбц аналогичный с ВАЗ 2101;
- ВАЗ-2103 с рабочим объемом 1.45литра. От первой модели отличается увеличенным на 14мм ходом поршня, поэтому у него другие блок цилиндров и шатунно-поршневая группа. Момент затяжки болтов гбц аналогичен двигателю ВАЗ-2101.
Момент затяжки головки блока цилиндров (гбц) ОКА-1111, 11113
Момент затяжки головки блока цилиндров (гбц) НИВА
Моменты затяжки для двигателей ВАЗ-21214 евро3.
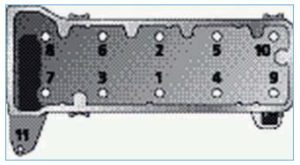
Рис.3 Порядок затяжки гбц НИВА
Для обеспечения надежного уплотнения и исключения подтяжки болтов головки блока цилиндров при техническом обслуживании автомобиля затягиваем их в четыре приема. Порядок затяжки указан на рисунке.
Момент затяжки гбц на двигателях ЗМЗ.
Двигатели ЗМЗ представлены модификациями ЗМЗ-402.5, ЗМЗ-402.6, ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522, ЗМЗ-40524. Моменты затяжек гбц у этих моделях двигателей имеют разные значения.
Момент затяжки головки блока цилиндров (гбц) на 402-х двигателях (ГАЗЕЛЬ), модификации двигателей ЗМЗ-4025,4026.
Момент затяжки головки блока цилиндров (гбц) на 406-х двигателях, модификации ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522.
Момент затяжки головки блока цилиндров (гбц) на 405-х и 405 евро3 двигателях, модификации ЗМЗ-40524.
Момент затяжки головки блока цилиндров (гбц) на двигателях ЗМЗ-409.

Последовательность затяжки болтов крепления головки блока цилиндров показана на рисунке
Момент затяжки гбц ГАЗ-53.
Момент затяжки головки блока цилиндров КАМАЗ-740
Момент затяжки на двигателях КАМАЗ-740.10, КАМАЗ-7403.10 или КАМАЗ-740.11-240 совпадает и приведен в таблице №15.
Ремонт и сервисное обслуживание автомобилей, двигателей и автоматических коробок передач
Детали блока цилиндров и ГРМ УАЗ-469, УАЗ-31512, 31514
Блок цилиндров УАЗ-469, УАЗ-31512, 31514
Все поверхности трения в отверстиях блока цилиндров УАЗ-469, УАЗ-31512, 3151, кроме направляющих отверстий толкателей, снабжены сменными втулками: сменные гильзы цилиндров, сменные вкладыши коренных подшипников коленчатого вала, сменные втулки опор распределительного вала.
Такая конструкция блока цилиндра делает его практически не изнашиваемым, а его ремонт в основном сводится к перешлифовке или замене гильз цилиндров, замене изношенных втулок подшипников распределительного вала полуобработанными с последующей их обработкой под требуемые размеры, ремонту направляющих толкателей и замене вкладышей коренных подшипников коленчатого вала.
Расточка и замена гильз блока цилиндров автомобилей УАЗ-469, УАЗ-31512, 31514
При износе гильз блока цилиндров УАЗ-469, УАЗ-31514, 3151 на 0,30 мм их вынимают из блока цилиндров и растачивают до ближайшего ремонтного размера с допуском на обработку + 0,06 мм.
Шероховатость поверхности зеркала после обработки не должна превышать 0,32 мкм. Достигают этого тонкой расточкой или шлифовкой с последующим хонингованием.
Овальность и конусность допускаются до 0,02 мм, причем большее основание конуса должно располагаться в нижней части гильзы. Бочкообразность (корсетность) допускается не более 0,01 мм.
Зеркало обрабатывают концентрично установочным пояскам. Биение этих поясков относительно зеркала не должно быть более 0,01 мм.
После установки гильз в блок цилиндров УАЗ-469, УАЗ-31512, 31514 необходимо проверить величину выступания верхнего торца гильзы над верхней плоскостью блока, которая должка быть 0,005—0,055 мм.
При проверке величины выступания торца гильзы над блоком следует снять с гильзы резиновое уплотнительное кольцо.
Изношенные гильзы блока заменяют новыми: номинального (92 мм) или ремонтного размеров (92,5; 93,0 и 93,5 мм).
Замена втулок подшипников распредвала УАЗ-469, УАЗ-31512, 31514
При увеличении зазора в подшипниках распределительного вала более 0,15 мм его восстанавливают перешлифовкой опорных шеек вала, уменьшая их размер (не более чем на 0,75 мм), и заменой изношенных втулок полуобработанными с последующей расточкой их под размеры перешлифованных шеек.
Полуобработанные втулки подшипников распределительного вала УАЗ-469, УАЗ-3151, 31512, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому их запрессовывают в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины баббитового слоя величина ремонтного уменьшения диаметров всех втулок должна быть одинаковой.
При запрессовке втулок необходимо следить за совпадением их боковых отверстий с масляными каналами в блоке.
Втулки растачивают, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм.
Расточку ведут с допуском -0,025 мм, с тем, чтобы зазоры в подшипниках после установки вала были в пределах 0,025—0,070 мм.
При растачивании втулок необходимо выдерживать расстояние между осями отверстий под коленчатый и распределительный валы в пределах 118±0,025 мм. Этот размер проверяют у переднего торца блока.
Отклонение от соосности отверстий вовтулках должно быть не более 0,04 мм, а отклонение от параллельности коленчатого и распределительного валов — в пределах 0,04 мм на длине блока.
Ремонт и замена толкателей в блоке цилиндров УАЗ-469, УАЗ-31512, 31514
Направляющие толкателей изнашиваются незначительно, поэтому нормальный зазор в этом сопряжении чаще всего восстанавливают при капитальном ремонте двигателя за счет замены изношенных толкателей новыми.
В запасные части выпускают толкатели только номинального размера.
Если же заменой толкателей не удается получить необходимые зазоры между их стержнями и направляющими в блоке, то направляющие отверстия растачивают до диаметра 30+0-033 мм, запрессовывают в них ремонтные втулки и затем растачивают их до диаметра 25+0-025 мм.
Шероховатость поверхности не должна быть более 0,63 мкм.
Ремонтные втулки блока цилиндров УАЗ-469, УАЗ-31512, 3151 изготавливают из алюминиевого сплава Д1 (ГОСТ 4784—65).
При этом втулка должна иметь наружный диаметр 30 +0,145, внутренний — 24 и длину 41 мм. Толкатели клапана подбирают к отверстиям с зазором 0,040—0,015 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственной массой в гнездо блока цилиндра и легко проворачиваться в нем.
Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, заменяют новыми.
Замена вкладышей коренных и шатунных подшипников коленчатого вала УАЗ-469, УАЗ-31512, 31514
Вкладыши коренных и шатунных подшипников заменяют без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей необходимо применять вкладыши номинального или в крайнем случае первого ремонтного размера, уменьшенные на 0,05 мм.
Вкладыши второго и последующих ремонтных размеров устанавливают в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то необходимо собрать двигатель с новым валом.
Для такого случая в запасные части поставляют комплект, состоящий из коленвала УАЗ-469, УАЗ-31512, 31514 и комплектов коренных и шатунных вкладышей номинального размера.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно в пределах 0,026—0,077 и 0,026—0,083 мм.
Простой и надежной является проверка зазоров в подшипниках «на ощупь».
При этом считают, что при нормальных зазорах шатун - без поршня, подсобранный на шейке вала с полностью затянутой крышкой, должен плавно опускаться под действием собственной массы из горизонтального в вертикальное положение.
При нормальных зазорах в коренных подшипниках коленчатый вал УАЗ-469, УАЗ-31514, 31512 при полностью затянутых крышках, без шатунов, должен проворачиваться вручную за два колена без заметного усилия.
При проверке коренные и шатунные шейки смазывают маслом, заливаемым в картер двигателя. При замене вкладышей необходимо соблюдать следующее.
Вкладыши заменять без каких-либо подгоночных операций и только попарно. Половинки вкладышей коренных подшипников коленвала УАЗ-469, УАЗ-31512, 31514, имеющие посредине отверстия для подвода масла, ставят в постели блока, а половинки без отверстий — в крышки.
Следить, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях. Одновременно с заменой вкладышей очистить грязеуловители в шатунных шейках.
Шатунные вкладыши можно заменять, не снимая двигателя с автомобиля. Замена коренных вкладышей более трудоемка и поэтому лучше производить ее на двигателе, снятом с автомобиля.
Одновременно с заменой вкладышей необходимо проверить осевой зазор в упорном подшипнике коленвала, который должен быть в пределах 0,075—0,175 мм.
В случае если осевой зазор окажется чрезмерным (более 0,175 мм), необходимо заменить упорные шайбы новыми.
Шайбы выпускают четырех размеров по толщине: 2,350—2,375; 2,375-2,400; 2,400—2,425; 2,425—2,450 мм.
Зазоры в упорном подшипнике проверяют следующим образом. Закладывают отвертку между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжимают вал к заднему концу двигателя.
При помощи щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Ремонт головки блока цилиндров УАЗ-469, УАЗ-3151, 31514
К основным неисправностям головки блока цилиндров УАЗ-469, УАЗ-31512, 31514, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку, износ седел и направляющих втулок клапанов.
Не прямолинейность плоскости головки цилиндров, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм.
Незначительное коробление головки (до 0,3 мм) рекомендуется устранять шабровкой плоскости по краске.
При короблениях, превышающих 0,3 мм, головку блока цилиндров УАЗ-469, УАЗ-31512, 31514 необходимо шлифовать «как чисто». При этом глубину камер сгорания уменьшать более чем на 0,7 мм против номинального размера нельзя.
Герметичность клапанов восстанавливают притиркой рабочих фасок клапанов к их седлам.
При наличии же на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, фаски клапанов и седел подвергают шлифовке с последующей притиркой клапанов к седлам.
Клапаны двигателя УАЗ-469, УАЗ-31512, 31514 с покоробленными головками заменяют новыми. Клапаны притирают при помощи пневматической или электрической дрели.
Во всех случаях притирку ведут возвратно-вращательными движениями, при которых клапан поворачивают в одну сторону несколько больше, чем в другую.
На время притирки под клапан устанавливают технологическую пружину с малой упругостью, которая несколько приподнимает клапан над седлом.
Внутренний диаметр пружины около 10 мм. Связь инструмента с клапаном осуществляется резиновой присоской.
При шлифовании с головки блока клапана снимают минимальное количество металла, необходимое для вывода изъянов.
Перешлифовывать стержни клапана на меньший размер нецелесообразно, так как возникает необходимость в изготовлении новых сухариков тарелок клапанных пружин.
ГРМ двигателей УАЗ-469, УАЗ-31512, 31514
Привод клапанов газораспределительного механизма ГРМ УАЗ-469, УАЗ-3151 осуществляется от распределительного вала, через толкатели, штанги толкателей и коромысла (рис.1).
1 — распределительный вал; 2 — толкатель; 3 —штанга; 4 — седло клапана; 5—клапан; 6 — направляющая втулка клапана; 7 — стопорное кольцо; 8 — шайба; 9 — пружина клапана; 10— резиновый колпачок; 11 — тарелка пружины; 12 — втулка тарелки; 13 — сухарики; 14 — коромысло; 15 — регулировочный болт; 16 — гайка
Распредвал — стальной, кованый, имеет пять опорных шеек, кулачки привода клапанов, шестерню привода масляного насоса и эксцентрик привода топливного насоса.
Профили впускных и выпускных кулачков одинаковые.
Кулачки распределительного вала УАЗ-469, УАЗ-3151, 31512 имеют конусность в пределах 10—15.
Это сделано для обеспечения вращения толкателей.
Так как наружная поверхность донышка толкателя выполнена сферической, а кулачок по ширине конусный, то точка касания толкателя с кулачком несколько смещена относительно оси толкателя.
Такое смещение и приводит к постоянному вращению толкателей при работе двигателя (см. рис.1), чем достигается равномерный износ толкателей.
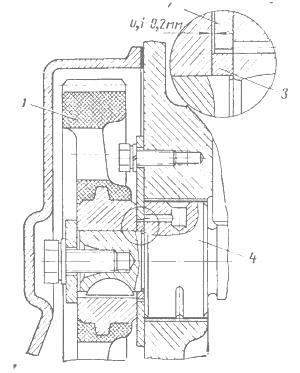
Рис.2. Установка упорного фланца на распредвале УАЗ-469, УАЗ-31512, 31514
1 — шестерня; 2 — упорный фланец; 3 — распорное кольцо; 4 — распределительный вал
Осевое перемещение распределительного вала ограничивается упорным стальным фланцем 2 (рис.2), находящимся между торцом шейки распределительного вала и ступицей шестерни.
Распредвал и коленвал необходимо устанавливать в блок так, чтобы метка «О» на шестерне коленчатого вала была против риски у впадины зуба на шестерне распределительного вала (рис.3).
Этим обеспечивается правильность фаз газораспределения.
Ремонт распредвала УАЗ-469, УАЗ-31512, 31514
Характерными неисправностями распределительного вала УАЗ-469, УАЗ-31512, 31514, появляющимися в процессе работы двигателя, являются: износ опорных шеек вала, износ и задиры кулачков и прогиб вала.
Указанные неисправности распредвала вызывают стуки в клапанном механизме, а увеличение зазоров в подшипниках, кроме того, приводят к падению давления масла в системе смазки.
Необходимые зазоры во втулках распределительного вала восстанавливают перешлифовкой опорных шеек вала, уменьшая их размер (не более чем на 0,75 мм), и заменой изношенных втулок полуобработанными с последующей расточкой их под размеры перешлифованных шеек.
Перед перешлифовкой шеек распредвала углубляют канавки на первой и последней шейках на величину уменьшения диаметра этих шеек для того, чтобы после перешлифовки шеек было обеспечено поступление смазки к распределительным шестерням и к оси коромысел.
Шлифование шеек выполняют в центрах с допуском — 0,02 мм. После шлифовки шейки полируют. Выпрессовывать и запрессовывать втулки удобнее при помощи резьбовых шпилек (соответствующей длины) с гайками и подкладных шайб.
Кулачки распредвала УАЗ-469, УАЗ-31512, 3151 при незначительных износах и задирах зачищают наждачной бумагой: сначала крупнозернистой, а затем полируют мелкозернистой.
При этом наждачная бумага должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износах кулачков распредвала по высоте более чем на 0,5 мм распределительный вал заменяют новым.
Погнутость распределительного вала проверяют индикатором по затылкам впускных и выпускных кулачков второго и третьего цилиндров.
Вал при этом устанавливают в центрах. Если биение вала, замеренное таким образом, превышает 0,03 мм, то вал правят.
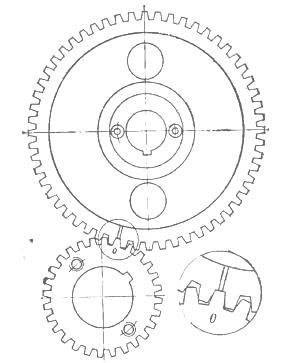
Рис.3. Установочные метки на распределительных шестернях УАЗ-469, УАЗ-31512, 31514
Толкатели клапана УАЗ-469, УАЗ-31512, 31514 (см. рис.1) — стальные, выполнены в форме цилиндрического стаканчика с наружным диаметром 25 мм.
На торец толкателя, опирающийся на кулачок, наплавлен специальный отбеленный чугун и обработан по сфере радиусом 750 мм.
Устанавливаются толкатели в направляющие отверстия, выполненные непосредственно в блоке, с зазором 0,015—0,040 мм.
Штанги толкателей клапанов УАЗ-469, УАЗ-31512, 31514 (см. рис.1) выполнены из дюралюминиевого прутка и имеют напрессованные на оба конца стальные наконечники, сферические поверхности которых термически обработаны.
Коромысла клапанов (см. рис.1) — стальные, кованые, одинаковые для всех клапанов.
Длинное плечо коромысла заканчивается термически обработанной цилиндрической поверхностью, опирающейся на торец стержня клапана, а короткое плечо — резьбовым отверстием, в который ввертывается регулировочный болт 15.
Оба плеча имеют Т-образное сечение.
Клапаны УАЗ-469, УАЗ-31512, 31514 (см. рис.1) — верхние, расположены в головке цилиндров. Впускные клапаны изготовлены из хромистой стали 4Х9С2, а выпускные — из жаропрочной стали ЭП-303.
Диаметр стержня впускных и выпускных клапанов одинаков и равен 9 мм. Торцы стержней клапанов, на которые действуют при работе двигателя коромысла, закалены. Пружина 9 клапана (см. рис.1) изготовлена из пружинной стали. Шаг пружины постоянный.
Направляющие втулки 6 клапанов (см. рис.1) —металлокерамические.
На направляющей втулке имеется выточка, в которую устанавливается стопорное кольцо, удерживающее втулку от осевого перемещения в головке.
Зазоры между клапанами и коромыслами следует проверять и регулировать на холодном двигателе через 12—15 тыс. км и по мере необходимости при появлении признаков нарушения зазоров (стук клапанов, уменьшение мощности двигателя, вспышки в карбюраторе, хлопки в глушителе).
Для регулировки зазоров клапанов двигателя УАЗ-469, УАЗ-31514, 3151 необходимо:
- снять крышку коромысел;
- установить поршень первого цилиндра по метке на шкиве коленчатого вала в в. м. т. при такте сжатия и щупом проверить зазор между коромыслами и клапанами первого цилиндра.
- При неправильном зазоре отвернуть контргайку регулировочного болта и, поворачивая отверткой регулировочный болт, установить зазор по щупу. После этого, поддерживая отверткой регулировочный болт, затянуть контргайку и проверить правильность зазоров;
- проворачивая каждый раз коленвал на пол-оборота, после регулировки зазоров очередного цилиндра, отрегулировать зазоры для остальных цилиндров согласно порядку их работы.
Зазоры должны быть: для выпускных клапанов УАЗ-469 первого и четвертого цилиндров 0,30-0,35 мм., для остальных клапанов 0,35—0,40 мм.
Ремонт седел и направляющих втулок клапанов УАЗ-469, УАЗ-31512, 31514
Фаски седел клапанов шлифуют под углом 45° соосно отверстию во втулке. Ширина фаски должна быть в пределах 1,6—2,4 мм. Изношенные седла заменяют новыми.
Выпускаемые в запасные части седла клапанов УАЗ-469, УАЗ-31512, 31514 имеют увеличенный на 0,25 мм наружный диаметр по сравнению с диаметром седел, устанавливаемых на заводе.
Изношенные седла вырезают из головки при помощи зенкера, изготовленного из твердого сплава.
После удаления седла гнездо в головке блока УАЗ-469, УАЗ-31512, 31514 растачивают до диаметров 38,75+0'05 мм для выпускного и 47,25+0'025 мм для впускного клапанов.
Перед запрессовкой седел головку нагревают до температуры 170° С, а седла охлаждают в сухом льду.
После остывания головка плотно охватывает седла. Для увеличения прочности посадки седел их зачеканивают по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем седла шлифуют до требуемых размеров и притирают.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливают только после замены клапана и его втулки.
В запасные части клапаны выпускают только номинальных размеров, а направляющие втулки с уменьшенным на 0,3 мм внутренним диаметром для развертывания их под окончательный размер после запрессовки в головку цилиндров.
Новую втулку запрессовывают со стороны коромысел при помощи выколотки до упора в стопорное кольцо, имеющееся на втулке.
При этом, как и при запрессовке седел клапанов, головку рекомендуется нагреть до температуры 170° С, а втулку охладить сухим льдом.
После замены втулок клапанов УАЗ-469, УАЗ-31512, 31514 седла шлифуют (базируясь на отверстия во втулках) и затем притирают к ним клапаны. После окончательной обработки и промывки втулки пропитывают маслом.
Замену клапанных пружин выполняют в том случае, если они разрушились или уменьшилась их упругость. Упругость клапанных пружин проверяют при разборке клапанного механизма.
Усилие, необходимое для сжатия новой клапанной пружины до длины 46 мм, должно находиться в пределах 28—33, а до длины 37 мм —в пределах 63 —70 кгс.
Если усилие сжатия пружины до длины 46 мм менее 24 кгс, то такую пружину следует заменить новой.
УАЗ 2206 зажигание, порядок работы цилиндров
Двигатель ЗМЗ 409 Евро 3 имеет повышенные технические характеристики, по сравнению со своим старшим собратом. Так, силовой агрегат, благодаря тому, что сконструирован на базе 406-го, получил высокие технические характеристики и выносливость.
Рассмотрим, основные технические характеристики мотора:
Кроме стандарта Евро 3 существует ряд модификаций, которые стоит рассмотреть:

Величина тепловых зазоров
В официальном руководстве по обслуживанию ЗМЗ-402 тепловые зазоры впускных и выпускных клапанов определены в 0,40 мм. Однако такая регулировка подходит лишь для Газелей, которые постоянно возят тяжелые грузы. Из опыта известно, что уменьшение теплового зазора до 0,25–0,3 на впускных и выпускных клапанах позволяет увеличить приемистость и тяговитость двигателя, а также снизить расход топлива. Однако, это касается лишь спокойной езды. Если вы любите ездить быстро, резко стартуете или часто ездите по горам, то зазоры необходимо увеличить до 0,30–0,35, а в особо тяжелых случаях до 0,40.
Также необходимо увеличить зазоры до 0,40, если ГБЦ под 92-й бензин, а вы ездите на 76-м(80-м). И наоборот, если головка под АИ-76 (АИ-80), а вы заливаете АИ-92. Если же ГБЦ под 92-й бензин, а вы ездите на сжиженном природном газе (СПГ), то зазор должен быть 0,35 для впускных клапанов и 0,40–0,45 для выпускных. Использовать газ с ГБЦ под 76-й бензин нельзя, быстро прогорят поршня и клапаны.
Периодичность процедуры
Несмотря на потрясающую ремонтопригодность, по своим техническим характеристикам ЗМЗ-402 получился не слишком удачным. Нижнее расположение распредвала, наличие длинных тяг толкателей, да не слишком высокое качество деталей, все это увеличивает вибрационную нагрузку на газораспределительный механизм, а значит, сокращает временной промежуток между регулировками. Если мотор используется бережно, без работы под максимальной нагрузкой и резких стартов, то регулировку необходимо проводить каждые 15 тысяч километров. Если же водитель любит быстрые старты, езду на малой скорости и высоких передачах, а также вынужден возить тяжелые грузы или ездить по горам, то пробег сокращается до 10 тысяч километров. Если же вы используете не соответствующий головке блока цилиндров (ГБЦ) бензин, то вне зависимости от настроек зажигания клапаны необходимо регулировать через 5–6 тысяч километров. Это позволит снизить вероятность прогара клапанов и потери компрессии.
Установка трамблёра УАЗ avto-mechanik.ru
Если у вас возникла необходимость поменять трамблёр на автомобиле УАЗ сделать это можно следующим образом. Необходимо знать порядок зажигания, направление вращения бегунка и положение соединительной муфты между приводом и самим трамблёром.
Для того чтобы снять трамблёр необходимо отсоединить провод и открутить болт фиксации регулировочной пластины, а также снять высоковольтные провода.При установке нового трамблёра необходимо обратить внимание на соединительную муфту, она имеет два выступа, которые смещены относительно центра. У привода трамблёра имеются пазы,

в которые входят выступы соединительной муфты, они также смещены относительно центра.

Вставив трамблер в привод, необходимо провернуть вал трамблёра пока выступы не попадут в пазы, и трамблёр займёт единственно правильное положение. В процессе работы происходит износ сопрягаемых деталей, выступы становятся тоньше, а пазы расширяются, в результате этого трамблёр может установиться и в обратном положении, поэтому перед установкой сориентируйте положение выступов относительно пазов. Устанавливаем трамблёр, согласно сказанного выше. Закручиваем болт на регулировочной пластине. Если болт стоит по центру шкалы то трамблёр необходимо провернуть против часовой стрелки на 2-3 деления шкалы, чтобы установит опережение зажигания. Затягиваем болт. Прикручиваем провод идущий от коммутатора. Устанавливаем высоковольтные провода. На крышке трамблёра возе соединительного контакта высоковольтного провода имеется цифра 1.

Она указывает на то, что провод идущий от этого контакта соединяется со свечой первого цилиндра. Если смотреть на крышку трамблёра сверху, то провод, соответствующий свече второго цилиндра, должен быть установлен в следующий контакт против часовой стрелки. Следующий против часовой стрелки будет контакт для свечи четвёртого цилиндра и оставшийся контакт третьего цилиндра. То есть порядок зажигания будет 1-2-4-3.
Какой порядок зажигания УАЗ 469 решено 2 ответа
Если вы ремонтируете двигатель, это значит вы делали разборку, а теперь на этапе сборки. Понятное дело, что в таком случае установка зажигания начинается с установки меток ГРМ.
В двигателе УАЗ-469, нет цепи и нет зубчатого ремня ГРМ. Есть чугунная шестерня колен/вала и есть текстолитовая шестерня распредвала с чугунной ступицей.
Распредвал и колен/вал УАЗ-469, УАЗ-31512, 31514 необходимо устанавливать в блок так, чтобы метка «О» на шестерне коленчатого вала была против риски у впадины зуба на шестерне распределительного вала. Этим обеспечивается правильность фаз газораспределения.
Отметку «0», я отметил на рисунке красной стрелкой
Следующий важный этап, это установка привода трамблёра. И это не так просто как допустим на каком-нибудь «жигуле».

Проверните валик привода, чтобы прорезь на его торце для шипа распределителя была расположена так, как указано на рис.71Б, а валик масляного насоса при помощи отвертки проверните в положение, указанное на рис.71В.
Осторожно, не задевая шестерней за стенки блока, вставьте привод в блок
После установки привода на место его валик должен занять положение, указанное на рис.71А.
То есть он провернётся (и это важно), заняв нужное положение, если не повернулся, значит вы поставили первоначальное положение под неправильным углом и не попали в прорезь. Надо повторить попытку.
Потом берёте трамблёр, бегунок поверните примерно на контакт провода первого цилиндра и вставляйте его в привод трамблёра
Закрепите предварительно привод и трамблёр.
Вам пригодится этот видеоролик

Проверните колен/вал на 2 оборота, чтобы убедиться в том, что нет подклинивания ЦПГ.
Ну собственно только теперь можно приступать к процессу называемому в книгах «установка зажигания».
Напоминаю порядок зажигания 1-2-4-3. И ротор трамблёра (бегунок), крутится против часовой стрелки.
Зажигание УАЗ-469
Содержание материала
Условнее обозначение расцветам проводов зажигания УАЗ-469: Г — голубой; К — красный; О — оранжевый; Ф — фиолетовый; Ч — черный.
Катушка герметизируется карбонитовой крышкой в кожухе с резиновой прокладкой. Кожух заполняется трансформаторным маслом, улучшающим изоляцию обмоток и отвод тепла.Во избежание повреждения катушки не оставляйте зажигание УАЗ-469 включенным при неработающем двигателе.Распределитель (рис. 110) предназначается для распределения импульсов высокого напряжения по цилиндрам двигателя в необходимой последовательности. Он устанавливается с левой стороны блока цилиндров двигателя и приводится во вращение валиком масляного насоса двигателя. Валик распределителя вращается против хода часовой стрелки (если смотреть со стороны его крышки).

Рис. 109. Катушка зажигания УАЗ-469:1 — крышка; 2 — контактное гнездо; 3 — винт; 4 — зажим низкого напряжения; 5 — уплотнительная прокладка; 6 — кольцевой магнитопровод; 7 — первичная обмотка; 8 — вторичная обмотка; 9 — фарфоровый изолятор; 10 — кожух катушки; 11 — трансформаторное масло; 12 — сердечник; 13 — электротехнический картон; 14 — дополнительный резистор; 15 — керамический держатель; 16 — контактная пружина.
Распределитель имеет два прибора: прерыватель Тока низкого напряжения в цепи катушки зажигания и распределитель тока высокого напряжения.Для автоматического изменения угла опережения зажигания имеются центробежный и вакуумный регуляторы.

Рис. 110. Распределитель зажигания:1 — вакуумный регулятор; 2 — неподвижная пластина прерывателя; 3 — крышка; 4 —- ротор; 5 — фильц; б — уголек; 7 — кулачок; 8 — пресс-масленка; 9 — пластина октан-корректора; 10 — болт крепления распределителя; 11 — муфта; 12 — пружинный держатель штифта; 13 — втулка; 14 — корпус; 15 — грузик; 16 — подшипник; 17 — подвижная пластина прерывателя.

Рис. 111. Замер зазора между электродами свечи зажигания:
Для обеспечения надежности работы системы зажигания производите регулировку зазора между контактами прерывателя. Перед регулированием зазора осмотрите рабочие поверхности контактов и, если они загрязнены, замаслены или обгорели, очистите их.
Кривошипно-шатунный механизм двигателя УАЗ-469
Блок цилиндров двигателя из алюминиевого сплава. Цилиндры выполнены в виде съемных мокрых гильз, отлитых из серого чугуна. Уплотнение верхней части гильзы осуществляется зажимом бурта гильзы между блоком и головкой блока через прокладку, а нижней части — через резиновое кольцо из маслобензостойкой резины (рис. 14).Головка блока цилиндров из алюминиевого сплава со вставными седлами и направляющими втулками клапанов. Между блоком и головкой установлена прокладка из асбостального полотна, пропитанного графитом и армированного металлическим каркасом. Толщина прокладки (в сжатом состоянии) 1,5 мм. Чтобы избежать прилипания прокладки к блоку и головке, ее перед постановкой на место натирают с обеих сторон порошком графита. Прокладка симметричная.Поршни выполнены из алюминиевого сплава с терморегулирующей вставкой, луженные оловом. В верхней части поршня имеются три канавки: две верхние канавки служат для установки в них компрессионных колец, а нижняя — для установки составного маслосъемного кольца.
Рис. 14. Установка гильзы в цилиндр:А — положение резинового кольца на гильзе до запрессовки; Б — положение резинового кольца при запрессовке гильзы.
Рис. 15. Установка колец на поршне УАЗ-469:1 — поршень; 2 — компрессионные кольца: 3 — кольцевые диски; 4 — осевой расширитель; 5 — радиальный расширитель; 6 — терморегулирующая вставка
Маслосъемное составное кольцо стальное, имеет два кольцевых диска, радиальный и осевой расширители. Два кольцевых диска снимают с зеркала цилиндра излишнее масло, которое через отверстия в поршне отводится в картер двигателя. Замок колец прямой.Поршневые пальцы плавающего типа, пустотелые.Поршневой палец подбирают к поршню и верхней головке шатуна с минимальными зазорами, допустимыми по условиям смазки.Шатуны стальные двутаврового сечения. В верхние головки шатунов запрессованы тонкостенные втулки из оловянистой бронзы.Для смазки поршневого пальца в верхней головке шатуна имеется отверстие, совпадающее с отверстием во втулке.
УАЗ 3151 Перебои в работе двигателя
1. Пустите двигатель и оставьте его работать на холостом
ходу. Подойдите к выхлопной трубе и прислушайтесь к звуку выхлопа.
Звук должен быть ровный, “мягкий”, одного тона. Хлопки из выхлопной
трубы через регулярные промежутки времени свидетельствуют о том,
что один цилиндр не работает из-за выхода из строя свечи, отсутствия
искры на ней, о сильном подсосе воздуха в один цилиндр или значительном
снижении компрессии в нем. Хлопки через нерегулярные промежутки
времени возникают по причине неправильной регулировки карбюратора,
зажигания, сильного износа или загрязнения свечей зажигания.
Хлопки из выхлопной трубы через равные промежутки времени?
2. Можно попробовать самостоятельно заменить весь комплект
свечей независимо от пробега и внешнего вида, однако лучше это делать
после обращения на автосервис для диагностики и регулировки карбюратора
и системы зажигания.
3. Остановите двигатель и откройте капот.
4. Проверьте состояние проводов системы зажигания. Высоковольтные
провода не должны иметь повреждений изоляции, а их наконечники не
должны быть окислены.
Есть повреждения проводов?
5. Замените поврежденный провод.
6. Проверьте состояние крышки и ротора распределителя. Отверните
два винта крепления пластмассовой крышки распределителя и снимите
ее. Осмотрите крышку изнутри и снаружи. На крышке не должно быть
трещин, нагара, а угольный контакт — поврежден или изношен. Ротор
не должен иметь трещин и прогаров. Неисправные или сомнительные
детали замените.
7. Снимите наконечники высоковольтных проводов и выверните
свечи свечным ключом.
При снятии наконечников высоковольтных проводов никогда не тяните
за сам провод. Возьмитесь рукой непосредственно за наконечник и
перед снятием поверните его из стороны в сторону, а затем потяните.
8. Внимательно осмотрите свечи и сравните их внешний вид
с приведенными в конце раздела фотографиями. Зазор между электродами
свечи должен быть 0,8–0,9 мм. Если свеча черная и влажная, ее можно
выбросить.
9. Если все свечи выглядят исправными, установите их на
место и подсоедините высоковольтные провода.
Порядок работы цилиндров 1–3–4–2, нумерация цилиндров (1-й, 2-й,
3-й, 4-й) производится от пластмассового кожуха ремня привода механизма
газораспределения. На крышке распределителя цифрой 1 обозначен 1-й
цилиндр, далее — против часовой стрелки, если смотреть на крышку
со стороны гнезд высоковольтных проводов, — 3-й, 4-й, 2-й.
10. Возьмите запасную свечу. Любым
способом зафиксируйте ее на двигателе.
Не фиксируйте свечу на маслоналивной горловине, маслоизмерительном
щупе, бензонасосе, топливных шлангах, карбюраторе.
Надежный контакт корпуса или резьбовой части свечи с “массой” необязателен,
но желателен. Подсоедините высоковольтный провод с 1-го цилиндра
к запасной свече. Пустите двигатель.
Перебои в работе двигателя усилились?
11. Замените свечу в цилиндре на заведомо исправную. Наденьте
высоковольтный провод и пустите двигатель.
Перебои в работе двигателя продолжаются?
12. Счастливого пути!
13. Последовательно повторяйте процедуру п. 10–11 со всеми
цилиндрами.
14. Если в результате принятых мер перебои двигателя не
устраняются, обратитесь на автосервис для диагностики системы зажигания
на стенде или диагностики двигателя — замера компрессии. Нормальная
компрессия — более 1,1 МПа (11 кгс/см2), отличие более
0,1 МПа (1 кгс/см2) в одном цилиндре свидетельствует
о необходимости ремонта двигателя.
Порядок действий при регулировке клапанов
- Отсоедините все шланги, которые отходят от клапанной крышки, а также снимите шланг устройства опережения зажигания.
- Отсоедините тросик или тягу акселератора, если они прикреплены к клапанной крышке.
- Выкрутите 6 болтов и снимите клапанную крышку. Иногда для этого приходится снимать воздушный фильтр, зависит от модели карбюратора.
- Выкрутите свечи.
- Установите поршень первого цилиндра в верхнюю мертвую точку (ВМТ). Для этого совместите третью метку на шкиве коленвала и прилив на корпусе двигателя. Коленвал вращайте с помощью стартера или лопастей вентилятора (за исключением переделанных моторов, в которых вентилятор приводится в действие электродвигателем).
- Снимите крышку трамблера и убедитесь, что бегунок находится напротив контакта 1-го цилиндра. Если нет, проверните коленвал на 1 оборот и снова совместите метки на шкиве и корпусе.
- Регулируйте клапаны в следующем порядке: 1 впускной, 1 выпускной, 2 выпускной, 3 впускной. Затем проверните коленвал на полный оборот, совместите метки на шкиве и корпусе и отрегулируйте 2 впускной, 3 выпускной, 4 впускной и выпускной. Если вы не знаете, какие клапаны впускные, а какие выпускные, то придерживайтесь следующего порядка – сначала 1, 2, 4, 6, затем 3, 5, 7, 8.
- Для регулировки клапана сделайте следующее – покачайте коромысло вперед-назад по валу, затем молотком не сильно стукните по нему над клапаном. Не перепутайте место удара. Если вы ударите над толкателем, то погнете его и толкатель придется менять.
- Придерживайте регулировочный винт ключом на 11 или мощной отверткой и открутите фиксирующую его гайку.
- Измерьте зазор и при необходимости отрегулируйте его.
- Придерживая ключом или отверткой болт, зафиксируйте его гайкой. Если зазор соответствует норме, переходите к следующему клапану, если нет, повторите регулировку.
- Установите на место свечи, крышку трамблера и высоковольтные провода.
- Заведите двигатель и убедитесь, что на все толкатели подается масло. Если масло не идет, ослабьте гайку крепления оси коромысел в районе 4-го цилиндра. Если это не помогло, мотор требует прочистки масляной системы.
- Заглушите двигатель, наденьте клапанную крышку, закрутите болты и подключите все шланги.
- Заведите мотор и дайте ему поработать до полного прогрева. Послушайте звук работы клапанов. Если вы их правильно отрегулировали, то не будет ни металлического звона, ни глухого цокота.
3. Технические характеристики бензиновых двигателей
| ОБЩИЕ СВЕДЕНИЯ |
|
В двигателях типа DC выпуска с сентября 1985 года, NP, KU, NF установлены Момент затяжки ГБЦ 417 двигатель УАЗСообщества › УАЗоводы › Блог › крик о помощи скажите пожалуйста какой силой протянуть гбц 417Мужики помогите срочно нужен ответ. Купил прокладку на уазик 417 мотор с герметиком протянул по денам ключу 10 очков но она потекла со стороны карбюратора, и с какой силой тянуть напрявляющею рейку карамысел клапанов.А старая не текла, котороя без герметика или может прокладку поменять? А поменял зачем, ту в попехах соберал после капеталки и перепутал стороной не потекло масло. И прокладка была односторонняя. Комментарии 41Тонкости в прикручивании головки блока цилиндров, неописанные в книжках 1) Прокладка головки не должна быть сухая и твердая как вобла, что пять лет на чердаке провисела. Лучше купить новую в магазине внушающем доверие (неоднократно видел самопал — очень плохие). На УАЗ прокладка, кажется, несимметричная обрати внимание на расположение отверстия для масляного канала в районе 4-го цилиндра. Ну и конечно же, все отверстия в прокладке должны точно соответствовать отверстиям в блоке и головке как по размеру, так и по расположению. Наблюдаются значительные отклонения — прокладка левая. 2) По поводу протяжки в книге написано, что протягивать можно в два приема от центра к краям. Сколько мне не приходилось протягивать, меньше чем в три приема уложиться не получалось да и не стоит стараться. Первый раз тянешь до 8.5, а третий — еще раз до 8.5. Я не ошибся, когда во второй раз протянешь края, центр опять ослабнет. Сильнее тянуть нет смысла, да и опасно. И еще, чисто из опыта: первая подтяжка головки не через 1000км пробега, а после первого прогрева и последующего охлаждения. [UazLover] наверх Если ГБЦ ровная, то с любой прокладкой не побежит. В последнее время уже всем кому ремонтировал моторы ставил прокладки с герметиком, проблем с ними нет. А вот ГБЦ шлифовать камнем отказался, стал увозить на фирму под станок, это сразу избавило от проблем с бегущей прокладкой под ГБЦ. Если Блок старый, т.е. шпильки стоят еще на 11, то после 8,4 кгс/м высока вероятность, что шпильки вытянутся из блока. Вот и первая у меня такая была но я спешил соберать мотор и не правельно поставил а она односторонняя была скатина Вобще они все должны быть односторонним. Т.к отверстия для охлаждения должны быть все разного диаметра. Чем дальше от помпы, тем больше. Где? нет все отверстия одинаковые только на прокладках отверстие под масло в углу с одной стороны.Но обычно с двух что б не ошебица как я сначало Те отверстия через которые должен циркулировать тосол из блока в гбц и обратно)) Чем » дальше» от помпы, тем дыры больше. Т.е. если отверстия одинаковые, то тосолу легче не ходить к 4 гильзе, а тусить около первой. Если заглушить( образно) отверстия во круг первого и второго цилиндра, то тосол будет проходить через дыры у 3 и 4 …так? Если у 4 гильзы сделать отверстия больше, то и тосолу будет легче дойти 4. Так? А значит охлаждение будет лучше. Это все на заводе придуманное. И так должно быть! Я вобще сверлил отверстия ( увеличивал) от первого и к четвертому на увеличение. Дабы улучшить омывание ож гильзы и циркуляцию в гбц. Закипать вода, тосол всегда начинают от 4 цилиндра. У крайних коромысел даже зазор больше делают) Я не спорю я не ас может и так но я как то к этому внимание не предовал. Я запомню конечно и когда предётся посмотрю и сфоткаю для других. Спасибо Да я знаю просто один просит продай но и чтоб всё работало.Сам хотел весной переделать Ну наверное предварительно протянуть, собрать, завести и прогреть, а после когда около 20 градусов будет протянуть. Да я так и сделал. И говорю что надо до весны подождать. Просто покупатель подвернулся а он просит отдай в хорошем состояние сейчас. Вот и не знаю что и делать. Но я когда заводил после ремонта. Мотор поработал и течь перестала но потом и не пробивал может герметик приклеился или не знаешь? Да фиг знает, если тосола в масле и масла в тосоле нет и внешней течи нет больше, я думаю походит. Предупреди только нового владельца, чтоб на 1000 км протянул голову. А лутше летом прокладку блока поменял, мол зима мороз и т.д. Порядок затяжки головки уаз 469К основным дефектам головки блока цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) устраняйте шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать. Восстановление герметичности клапанов и замена втулок клапанов Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности. Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Рис. 1. Притирка клапанов Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис. 2. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми. Для ускорения притирки используйте притирочную пасту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом. Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа Р–108 или ОПР–1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30' к рабочей поверхности шлифовального камня. Уменьшение на 30' угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана – не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Рис. 2. Приспособление для шлифовки седел клапанов Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6–2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис. 2. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность. После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера. После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,25 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите. Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки – с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров. Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9 –0,050 –0,075 мм, выпускного 9 –0,075 –0,095 мм, следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050–0,097 мм и 0,075–0,117 мм.
Рис. 3. Выколотка втулок клапанов: А – указанную поверхность закалите Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис. 3. Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом. После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом. Втулки клапанов – металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата и трех частей моторного масла. Замена клапанных пружин Возможными неисправностями клапанных пружин, появляющимися в процессе эксплуатации, могут быть: уменьшение упругости, обломы или трещины на витках. Упругость клапанных пружин проверяйте при разборке клапанного механизма. Усилие, необходимое для сжатия новой клапанной пружины до 46 мм по высоте должно быть 267–310 Н (27,3–31,7 кгс), а до 37 мм – 686–784 Н (70–80 кгс). Если усилие сжатия пружины до 46 мм по высоте менее 235 Н (24 кгс), а до 37 мм менее 558,6 Н (57 кгс), то такую пружину замените новой. Пружины с обломами, трещинами и следами коррозии замените новыми. Замена толкателей Направляющие отверстия в блоке под толкатели изнашиваются незначительно, поэтому номинальный зазор в этом сопряжении восстанавливайте заменой изношенных толкателей. В запасные части поставляются толкатели только номинального размера. Толкатели подбирайте к отверстиям с зазором 0,040–0,015 мм. Толкатели в зависимости от размера наружного диаметра разбиты на две группы и маркируются клеймением: цифрой 1 – при диаметре толкателя 25 –0,008 –0,015 мм и цифрой 2 – при диаметре толкателя 25 –0,015 –0,022 мм. Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственной тяжестью в гнездо блока и легко проворачиваться в нем. Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, замените новыми.
Рис. 4. Порядок подтяжки гаек головки блока цилиндров Подтяните гайки крепления головки блока цилиндров после обкатки автомобиля, через 1000 км пробега и после каждого снятия головки. Затяжку гаек проводите только на холодном двигателе в последовательности, указанной на рис. 4 в два приема. Окончательный момент затяжки 71,5–76,5 Нм (7,3–7,8 кгс·м). По мере необходимости очищайте от нагара головку блока цилиндров, днища поршней и впускные клапаны. На исправном неизношенном двигателе при применении высококачественного топлива и масла и соблюдении надлежащего теплового режима нагар бывает мал. При износе двигателя, особенно его поршневых колец, в камеры сгорания попадает много масла и образуется большой слой нагара. Наличие нагара определяют по усилению детонации, перегреву, падению мощности и увеличению расхода топлива. При появлении этих признаков снимите головку блока цилиндров и удалите нагар при помощи металлических скребков и щеток. Не допускайте попадания нагара в зазор между головками поршней и цилиндрами. Если двигатель работал на этилированном бензине, то предварительно смочите нагар керосином, чтобы во время очистки исключить возможность вдыхания ядовитой пыли. Читайте также:
|



