
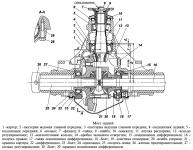
Регулировка пятна контакта редуктора ваз
Обновлено: 06.07.2024
Регулировка редуктора: Пятно контакта.
Что такое пятно контакта, это правильное зацепление между хвостовиком и планетаркой, его необходимо регулировать потому, что невозможно изготавливать 3 вещи идеально тем более те которые выливаются а потом точатся на станках а именно:
1. сам корпус моста, куда устанавливается дифференциал с планетаркой
2. сам дифференциал
3. ну и сама главная пара
причём это всё нужно идеально производить в 2-ух плоскостях и на протяжении того времени сколько выпускается данная машина или данные запчасти иногда это длится на протяжении нескольких десятилетий, по этому пятно и нужно регулировать.
Как регулировать:
так как главная пара это гипоидный редуктор, и как любой редуктор он находится в 3-ёх плоскостях, то по сути и регулировать его надо в 3-ёх плоскостях НО! ! ! по закону Гипоидного редуктора углы расположение зубцов строго регламентированы что обязывает производителей выпускать главные пары с точным ориентированием их относительно друг друга по оси Y, а именно вот так:
Вот это расстояние Х для всех главных пар конкретного моста должно быть одинаковое.
Тогда остаётся регулировать Главную пару по оставшимся двум плоскостям Z и X.
Делается это так по оси Z, регулировка осуществляется хвостовиком (подбор толщины рег. шайб), то есть он садится глубже или наоборот торчит, а по оси X самой планетаркой, а если точнее то дифференциалом, к которому прикручена планетарка, сам регулировка осуществляется с помощью регулировочных шайб.
Как правило, они идут нескольких размеров, но разные по диаметру для хвостовика и дифф.
Как же осуществлять сам регулировка, процесс муторный можно провозится и не один день.
Если меняется только дифференциал то регулируется только ПЛАНИТАРКА, а именно прикручивается планетарка и одеваются подшипники, с тем числом шайб, которые были на старом дифе, и примеряется, то есть полностью затягивается шейками подшипников, после чего проверяется люфт между планетаркой и хвостовиком, если люфта нету, то нужно планетарку отодвинуть от хвостовика, в противном случае главная пара быстро кончится, если же люфт есть то нужно измерить какой, есть 3 способа как это сделать:
1. совсем дедовский это пропустить газетку (именно газетку, так как только у газетки та толщина, которая необходима) между шестернями если её не сильно замнёт то зазор большой, если её порвёт то маленький.
2. краской, то есть на планетарку наносится краска легко смываемая, примерно на 4-5 зубов и проворачивается, вот что может получится:
А – стороны переднего хода;
Б – стороны заднего хода;
1 – правильное расположение пятна контакта;
2 – пятно контакта расположено на вершине зуба – для исправления подвинуть планетарку к хвостовику;
3 – пятно контакта расположено у основания зуба – для исправления отодвинуть планетарку от хвостовика;
4 – пятно контакта расположено на узком конце зуба – для исправления отодвинуть хвостовик от планитарке;
5 – пятно контакта находится на широком конце зуба – для исправления подвинуть хвостовик к планитарке.
3. Этот способ, как правило, применяют в мастерских специализирующихся на редукторах автомобильных, это микрометрической головкой, то есть под зуб планетарке подставляется головка и замеряется биение планетарки относительно хвостовика:
практически на всех машинах зазор этот одинаковый, есть особые случаи но это, как правило, специализированная техника. Но после сборки у железа есть такое понятие как усадка, после сборки этот зазор увеличится так как шайбы, подшипник и дифференциал могут деформироваться, по этому в идеале делать зазор чуть меньше.
Это мы рассматривали вариант замены дифференциала, при этом хвостовик не трогали вообще, когда же идёт замена главной пары, а это обязательно хвостовика то тут необходимо сначала отрегулировать хвостовик, а потом уже саму планетарку.
Вытаскиваем старый хвостовик и замеряем расстояние от его края до площадки, куда упирается подшипник
на рисунке это расстояние ровняется 34.55 мм, если же расстояние больше то на это расстояние убираются шайбы которые стояли на старом хвостовике, то есть к примеру если стояли 3 шайбы 0,8 + 0,25 + 0,08 а расстояние это ровняется 34.65 то надо убрать шайбу 0,08, если же расстояние меньше то добавить необходимые шайбы. Таким способом хвостовик установливается с первого раза, остается отрегулировать только планетарку.
В чём же вся сложность? А в том, что подшипники одеваются очень туго с помощью пресса или молотка, и снять их потом бывает крайне сложно, при то что снять надо не погнув шайбы, так как их, конечно же, ограниченное количество.
Регулировка пятна контакта редуктора
В конструкции узла есть слабое место – распорная втулка 20 (так называемая бочка). По замыслу разработчиков, она, деформируясь при затяжке гайки 22, должна сохранять достаточную упругость в течение всего срока службы машины, обеспечивая постоянный преднатяг в подшипниках ведущей шестерни. Такое решение намного упрощает и удешевляет сборку редукторов на заводе – не требуется подбирать толщину пакета регулировочных прокладок, как в мостах ”волг” и ”москвичей”.
Но, увы, время, когда на ВАЗе безукоризненно соблюдали предписанную итальянцами технологию, длилось недолго – все чаще и чаще на конвейер попадали распорные втулки из мягкой, неупругой стали. Уже через год после сборки узла такая втулка ”садится”, момент затяжки гайки 22 падает с исходных 12–18 кгс.м до нуля – появляется осевой люфт внутренних колец подшипников, да и самой ведущей шестерни в картере. При этом нарушается нормальное зацепление шестерен, пятно контакта смещается и появляется гул. Первопричиной ослабления преднатяга может стать ускоренный износ подшипников, если, например, в заднем мосту долго не меняли насыщенное металлическими частицами масло. Вибрация карданного вала (из-за несвоевременной замены задней крестовины) передается на подшипники ведущей шестерни и также резко сокращает срок их службы. Падение преднатяга возможно из-за дефекта заводской сборки, когда недопрессованное до упора кольцо подшипника дает окончательную усадку уже в процессе эксплуатации. И еще одна причина появления люфта в подшипниках – слишком мягкий материал маслоотражательного кольца 3. При затяжке гайки 22 оно буквально расползается между фланцем 1 и кольцом подшипника 4, впоследствии выдавливаясь из зазора в виде чешуек стальной фольги. Разумеется, ни о каком преднатяге в этом случае речи уже не идет.
Кстати, первый признак осевого люфта ведущей шестерни – появление масла на горловине редуктора. При движении автомобиля вперед шестерня нагружает задний подшипник и разгружает передний, стремясь ”вывернуться” из зацепления. При этом в переднем подшипнике кроме осевого люфта появляется радиальный и сальник на фланце 1 уже не удерживает масло.
Если приходится часто подавать машину задним ходом, да еще под нагрузкой, в гору – агония ”больного” агрегата продлится недолго. Дело в том, что в режиме реверса ведущая шестерня, выбирая осевой люфт, как бы ввинчивается в ведомую, смещаясь назад, что при конической форме зубчатых венцов вызывает огромную боковую силу в подшипниках. В особо запущенных случаях люфт прогрессирует лавинообразно и шестерня ”уезжает” назад так далеко, что фрезерует глубокую борозду на поверхности коробки дифференциала. Разумеется, цементированный слой на рабочих поверхностях зубьев к тому времени будет истерт, вершины зубьев закруглены и гул заднего моста перейдет в рычание с жутким хрустом…
Как же определить пригодность тех или иных деталей к повторному использованию во вновь собранном редукторе? Главная пара, возможно, еще послужит – окончательный приговор ей вынесет испытание на шумность. Не пугайтесь: вместо дорогостоящего стенда с электроприводом подойдет обычный вороток-коловорот с головкой ”на 24” из большого набора торцевого инструмента, а измерительный акустический комплекс заменят ваши собственные уши. Подсобранный редуктор (без распорной втулки, сальника, маслоотражателя, деталей дифференциала и стопоров, но с отрегулированным зазором в зацеплении пары) закрепляем в тисках, подложив под губки картон, чтобы не замять фланец. Затем быстро вращаем ведущую шестерню за гайку фланца. Если вместо мягкого шелеста подшипников слышится резонирующий в крышку верстака рокот, тем паче пульсирующий – главную пару выбрасываем без тени сомнения – никакая регулировка ”по пятну контакта” ее уже не спасет.
Отбраковать главную пару можно и визуально, например если лента вершины зуба ведущей шестерни не равномерна по ширине, как у новой, а сужена в средней части. Грани между вершинами и рабочими поверхностями зубьев ведомой шестерни должны быть острыми, как у токарного резца. Если видны малейшие забоины или закругления – выбрасывайте пару не раздумывая. И, разумеется, главная пара подлежит замене, если хотя бы на одном из зубьев видно выкрашивание цементированного слоя, волны, риски и прочие дефекты.
Коробку дифференциала необходимо заменить, если просажены ее шейки и новые подшипники легко, от руки на них надеваются. Протачивать шейки под ремонтные втулки недопустимо – они и без того тонкие. Подшипники при любом ремонте редуктора следует заменять новыми, даже если старые выглядят вполне работоспособными. Насыщение масла металлическими частицами износа не проходит для них бесследно, поэтому экономия здесь себе дороже.
Дорогостоящие съемники со сверхпрочными лапками для выпрессовки колец подшипников не потребуются – их великолепно заменяют две каленые монтажные лопатки с тонкими язычками – это гораздо быстрее, чем прилаживать приспособление. К тому же при запрессовке колец подшипников в картер или на шестерню съемником проявляется такой недостаток: затягивая его винт до отказа, вы не почувствуете полноту прилегания кольца по всей окружности без зазора. Не исключено, что при работе узла оно еще чуть-чуть осядет, ослабив преднатяг подшипников. По моему опыту, надежнее запрессовывать кольца молотком, используя в качестве оправок отрезки труб из мягкой стали. Первые удары будут ”вязкими” – кольцо движется по шейке или в расточке, а потом рука почувствует резкую отдачу молотка – значит, все – ”зазор – ноль”. Еще несколько легких, ”поглаживающих” ударов по окружности и можно быть уверенным – кольцо посажено до упора.
Чтобы согласовать ее с новой главной парой, вычитаем из нее величину поправки, нанесенной электрографическим карандашом в средней части ведущей шестерни. Маркировка, выполненная неаккуратным, размашистым почерком, включает четыре цифры номера главной пары (он же набит на ведомой шестерне) и одну-две цифры поправки со знаком ”+” или ”–”, обозначающие сотые доли миллиметра. Например, база картера 2,65 мм, а поправка ”–7”. Вычитаем: 2,65 – (–0,07) = 2,65 + 0,07 = 2,72. Значит, под задний подшипник ведущей шестерни надо ставить кольцо толщиной 2,70 или 2,75 мм. Если такого у вас нет, можно подшлифовать более толстое, например, в токарном станке или, на худой конец, растирая его на плоскости с наждачной бумагой.
Порядок подбора регулировочного кольца ведущей шестерни можно значительно упростить, если вы собираете редуктор в старом картере. Подшипники 6-7807У и 6-7705У, выпускаемые заводом ВПЗ-15, настолько точны по высоте, что установка новых вместо изношенных не требует изменения толщины регулировочного кольца. Таким образом, при замене главной пары осевое положение новой ведущей шестерни будет отличаться от положения старой только на величину разницы их поправок. Например, на старой шестерне электрографом написано ”-12”, а на новой ”4”. Измерять базу картера с помощью специальной оправки и щупов в данном случае необязательно. Разница двух поправок составит 4 – (-12) = 16. Значит, регулировочное кольцо для новой ведущей шестерни должно быть на 0,16 мм тоньше, чем то, что стояло на старой. При обратном соотношении поправок (на старой ”4”, а на новой ”-12”) кольцо должно быть на 0,16 мм толще. Применять этот способ разумно, если вы уверены, что первоначально редуктор собирали на заводе. Если есть подозрение, что агрегат уже был в ремонте, где горе-мастера могли поставить кольцо произвольно, лучше перестраховаться и измерить базу картера с помощью оправки. Последнюю, кстати, можно сделать из старой ведущей шестерни, приварив к плоскости венца подходящую пластину, а затем проторцевать ее до высоты головки 50–0,02 мм. Шейки под подшипники надо прошлифовать до свободной их посадки.
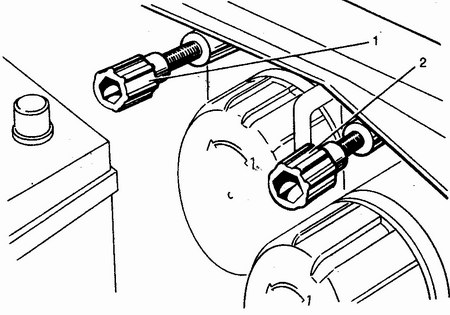
Как правило, приходится 10–15 раз снимать и ставить шестерню, прежде чем удастся точно подобрать длину втулки. При этом контролируют два параметра: момент затяжки гайки фланца (не менее 12 кгс.м) и момент проворачивания шестерни в подшипниках (16–20 кгс.см). Причем вместо вазовского динамометра 02.7812.9501 вполне сгодятся бытовые весы – безмен с метровым куском бечевки. Один ее конец плотно наматываем на фланец, а за петлю второго зацепляем крючок безмена (см. рис.). Теперь, потянув за кольцо перпендикулярно оси шестерни, можно зафиксировать истинный момент проворачивания, пока бечевка, сматываясь с фланца, равномерно прокрутит его на несколько оборотов. С учетом среднего радиуса намотки (22–25 мм) безмен должен показать 7–9 кг для новых подшипников и 2–3 кг для тех, что уже стояли в редукторе в течение пробега не менее 30 км.
Подобрав длину втулки, вновь разбираем узел, промываем детали и внимательно их осматриваем. При окончательной сборке обязательно ставим новые сальник 2 (см. рис. ниже) и, как правило, маслоотражатель 3 – старый, продавленный непригоден. На фланце 1 не должно быть канавки от работы сальника. Резьбу шестерни обезжириваем растворителем и смазываем надежным клеем (эпоксидным, полиэфирным, ”Моментом” и т. п.). Гайку фланца 27 (обязательно новую – та, которую многократно заворачивали при регулировке, не годится) затягиваем ”от души” – 30 кгс.м резьба выдерживает с большим запасом. Теперь, когда все детали на ведущей шестерне стянуты усилием 60 тонн в жесткий, ”монолитный” блок, можно быть уверенным – долгие годы преднатяг подшипников будет в норме. Приклеенная гайка не отвернется, ослабнуть и разболтаться, как в штатном варианте, здесь ничего уже не может.
При сборке узла обычно требуется поставить новые опорные шайбы 7 – более толстые, чем ”родные”. Полуосевые шестерни должны быть посажены в дифференциал плотно, но проворачиваться от руки – именно это обеспечивает ”жигулевским” мостам бесшумную и плавную, без рывков, работу (что всегда вызывало зависть владельцев ”москвичей”). Всего есть семь типоразмеров опорных шайб толщиной от 1,8 до 2,1 мм (через каждые 0,05 мм), причем для любого редуктора одинаково пригодны как бронзовые (”классические”), так и стальные (”нивовские”). Если нет шайб нужной толщины, их легко сделать на токарном станке – деталька-то примитивная.
Завершающий этап – установка дифференциала в сборе с ведомой шестерней главной пары в картер. Наживив гайки подшипников 14 и проверив легкость их вращения в резьбе, затягиваем как следует (4,4–5,5 кгс.м) болты 20, убедившись, что ни одна из четырех гроверных шайб 21 не расползлась из-под шестигранной головки. В противном случае ее следует сразу заменить, иначе редуктор развалится на ходу, не протянув и тысячи километров.
Отрегулировать боковой зазор в главной паре и преднатяг подшипников дифференциала можно и без чудовищного по сложности приспособления с двумя индикаторами (А.95688/R), упомянутого в инструкции. Все это громоздкое хозяйство вполне заменит большой штангенциркуль (см. рис.). Измеряем расстояние между крышками подшипников до затяжки гаек и после. Разница должна составить 0,2 мм – это и обеспечивает нужный преднатяг. Чтобы одновременно отрегулировать и боковой зазор в шестернях, обычно действуют по следующей методике. Вращением одной из гаек 14 (другая только наживлена) подводят ведомую шестерню к ведущей до полного устранения зазора в зацеплении. Затем заворачивают до упора и затягивают на 1–2 зуба другую гайку, при этом штангенциркуль показывает увеличение расстояния между крышками подшипников примерно на 0,1 мм. Теперь проверяем боковой зазор, причем безо всякого индикатора. Требуемые 0,08–0,13 мм – не что иное, как минимально ощутимый пальцами люфт в зацеплении, сопровождающийся легким стуком зуба о зуб. Достаточно едва-едва раздвинуть шестерни от беззазорного положения, чтобы он появился. Дополнительно подтягивая обе гайки 14, добиваемся расхождения крышек подшипников до 0,2 мм при сохранении требуемого зазора в главной паре.
Перед тем как установить стопорные пластины 16 и 17, медленно проворачиваем ведомую шестерню на три оборота, прощупывая люфт в зацеплении на каждом зубе. Если он минимален и равномерен для любого положения шестерен, считайте, что редуктор отрегулирован идеально. Если в каком-то секторе зубьев зазор исчезает, вызывая тугое проворачивание главной пары, агрегат надо вновь разбирать. Биение коробки дифференциала 12 легко устранить в токарном станке, проторцевав привалочную плоскость под ведомую шестерню. А можно просто поставить новую коробку. Отдельные ”специалисты” порой допускают установку ”кривой” коробки дифференциала, регулируя боковой зазор в самом тугом положении. Но поскольку наш сегодняшний разговор посвящен индивидуальной и высококачественной сборке редуктора ”для себя”, подобные рекомендации здесь неприемлемы.
Итак, редуктор ”штучного изготовления” готов прослужить вам до списания машины. Но прежде чем ставить его на место, убедитесь, что балка заднего моста не погнута. Такое нередко бывает после езды с перегрузкой, а несоосность полуосей быстро выводит из строя их шлицевое соединение с шестернями дифференциала. Для проверки вовсе не обязательно иметь огромную поверочную плиту, фланцы, призмы и прочее, перечисленное в инструкции. Достаточно просто посмотреть сквозь пустую балку – все четыре отверстия для полуосей (два во фланцах и два около полости редуктора) должны располагаться строго на одной линии, а малейшее искривление сразу заметно на глаз. В этом случае балку придется заменить.
Вот по этой методике я и перебираю РЗМы.
Дополнение от 01.08.12, автор Scout-22.
Прикладываю пару файлов, чтобы можно было принести токарю готовые чертежи.
После регулировок подшипников главной передачи необходимо проверить зацепление зубьев ведущей и ведомой конических шестерен (на краску по пятну контакта) и, если требуется, отрегулировать зацепление и установить необходимый зазор между зубьями.
После окончания регулировки ведущей и ведомой конических шестерен необходимо затянуть окончательно болты крепления крышек подшипников дифференциала. Момент затяжки должен быть 160÷200 Нм. Зазор между зубьями замеряют индикатором у широкой части зуба не менее, чем для трех зубьев ведомой шестерни, расположенных равномерно по окружности.
Для нормальной установки зацепления зубьев шестерен по пятну контакта надо нанести тонким слоем масляную краску на рабочие поверхности нескольких зубьев ведомой конической шестерни. Затем проворачивать вал ведущей конической шестерни в одну и другую сторону, притормаживая рукой ведомую шестерню. По образовавшимся пятнам контакта определяют характер зацепления шестерен. Правильная установка зацепления шестерен показана на рисунке 1.
Если положение пятна неправильное, следует добиться нормального зацепления, перемещая ведущую и ведомую шестерни в осевом направлении действовать в соответствии с таблицей.
После регулировки бокового зазора в зацеплении шестерен главной передачи переднего и заднего моста Спайсер на автомобилях УАЗ, необходимо проверить зацепление шестерен главной передачи по пятну контакта.
Проверка и регулировка зацепления шестерен главной передачи по пятну контакта в переднем и заднем мостах Спайсер на автомобилях УАЗ.
Для проверки зацепления шестерен главной передачи по пятну контакта, окрасьте зубья ведомой шестерни краской. По 2 зуба в трех или четырех местах, равномерно по окружности. Затем с помощью полуосей притормозите ведомую шестерню, а ведущую вращайте в обоих направлениях до тех пор, пока не обозначится пятно контакта.
Типичные пятна контакта на зубьях ведомой шестерни главной передачи моста Спайсер при переднем и заднем ходах.

Установка правильного пятна контакта на зубьях ведомой шестерни главной передачи моста Спайсер на автомобилях УАЗ.
— Изображение 1 характеризует правильный контакт в зацеплении шестерен при проверке под небольшой нагрузкой.
— При контакте по вершине зуба, как на изображении 2, ведущую шестерню подвиньте к ведомой, увеличив толщину регулировочного кольца. При этом, для сохранения величины бокового зазора, ведомую шестерню отодвиньте от ведущей.


— При контакте у основания зуба, как на изображении 3, ведущую шестерню отодвиньте от ведомой, уменьшив толщину регулировочного кольца. При этом, для сохранения величины бокового зазора, ведомую шестерню пододвиньте к ведущей.
— При контакте на узком конце зуба, как на изображении 4, отодвиньте ведомую шестерню от ведущей, уменьшив толщину регулировочного кольца. При этом, для сохранения величины бокового зазора, ведущую шестерню пододвиньте к ведомой.
— При контакте на широком конце зуба, как на изображении 5, подвиньте ведомую шестерню к ведущей, увеличив толщину регулировочного кольца. При этом, для сохранения величины бокового зазора, ведущую шестерню отодвиньте от ведомой.
Затем отверните болты. На резьбовую часть нанесите анаэробный герметик, предварительно обезжирив резьбу соединяемых деталей. Затем затяните болты. Момент затяжки 140-160 Нм (14-16 кгсм).
Установите на крышку подшипника дифференциала стопорную пластину и закрепите болтом с пружинной шайбой. Предварительно обезжирьте резьбу соединяемых деталей. Нанесите на резьбовую часть болта герметик. Момент затяжки болта 11-25 Нм (1,1-2,5 кгсм).
Стопорная пластина может быть установлена в зубья регулировочной гайки одним или двумя «усами». При невозможности установки стопорной пластины ни в одном из положений дотяните регулировочную гайку до ближайшего совпадения зубьев. Установите прокладку крышки картера, крышку картера и затяните болтами. Момент затяжки 11-25 Нм (1,1-2,5 кгсм).
Размеры, допуски и посадки сопряженных деталей переднего и заднего ведущих мостов Спайсер на автомобилях УАЗ.

Закончив сборку моста Спайсер, проверьте его нагревание после движения автомобиля. Если нагревание картера в зоне подшипников ведущей шестерни и подшипников дифференциала свыше 90 градусов, вода на картере кипит, то произведите регулировку предварительного натяга подшипников.
Качаем мышцы мостов)) ч.2 (пятно контакта)
Эпопея с редукторами продолжается.
Пока ехал с работы, в голову пришла мысль, ""…а почему бы не вычислить толщину регулировочной шайбы по количеству оборотов гайки фланца хвостовика… ведь шаг резьбы известен 1.5мм""
Получается что закручивая на пол оборота мы двигаем коничку на 0.75мм
на четверть — 0.375мм, ну а на 1/8 = 0.1875.
Практически то что нужно.
после пришлось всё разобрать, удалить на время шайбу и приступить к настройке.
постепенно осаживая коничку на подш (я поджимал по 1/8 оборота, это около 0.19мм) смотрим пятно контакта. незабываем подводить планетарку к коничке с сохранением теплового зазора 0,08–0,13 мм минимально ощутимый пальцами люфт в зацеплении, сопровождающийся легким стуком зуба о зуб.
у меня получилось вот так
и.т.д.
и вот настал он, кульминационный момент
пятно найдено… осталось проверить верны ли мои мысли. Снял ведущую, чтобы измерить найденный зазор.
Итак: как я уже говорил в первой части
РПМ(родной) шайба 2.77мм поправка на ведомой +4
РЗМ(приёмный) шайба 3.12мм поправка на ведомой -4
и думал что шайба подбирается под конкретную пару… нихрена подобного! Картер редуктора всё таки гуляет в размерах.
Ну собственно 7 сотых не такая и большая величина, к тому же всё прижмется с космическими усилиями. так что оставляю 2.77 из родного (РПМ шнивы) редуктора. (у меня получилось так, в другом случае может быть иначе)
СБОРКА:
тут не менее важный момент, это преднатяг конусных подшипников ведомой шестерни, если его не соблюсти, то со временем все зазоры просто напросто "уплывут" и редуктор начнёт завывать.
С учетом среднего радиуса намотки (22–25 мм) безмен должен показать 7–9 кг (для новых подшипников)
п.с. с аэрозольной краской из флакона не очень, быстро сохнет, приходится оттирать постоянно… мож кто что посоветует долго сохнущее и по эффективнее?
ПРОДОЛЖЕНИЕ СЛЕДУЕТ…
ну и немного видео приколюх о проделанной работе)))
пс. По рекомендации Dr.Smith для контраста используйте типографскую краску (развести маслом до любой консистенции или уайт спиритом), в край синьку.
пс2. Ещё варианты: Берлинская лазурь, паста ГОИ растворить кусочек в солярке, синька с медвазелином, тонер для лазерных принтеров, в том числе и цветных.
пс3. Самый дешевый и надёжный метод:
взять кусок резины, хоть от старой камеры, хоть от негодного сальника, сжечь и перемешать с индустриальным маслом (соляркой). Контакт отлично видно и пятно контакта трудно удаляемое.
Регулировка редуктора заднего моста ВАЗ
Регулировка редуктора заднего моста ВАЗ необходима после его разборки и ремонта. Как правило, при эксплуатации регулировки не требуется, так как подшипники заднего моста, положение пятна контакта в зацеплении главной пары и боковой зазор регулируют на заводе. Когда вы перерабатываете мост и заменяете детали, установки нарушаются и необходима регулировка заднего моста. Большой износ подшипников также требует последующей регулировки моста.
При износе зубьев боковой зазор в зацеплении главной передачи увеличивается, но его не уменьшают регулировкой, так как это приведёт к нарушению зацепления и повышенному шуму заднего моста. Также следствием может стать поломка зубьев. При устранении люфта в конических подшипниках не нарушайте взаимного расположения ведомой и ведущей шестерни.
Определить необходимость регулировки подшипников вы можете по наличию осевого люфта ведущей шестерни. Замеряется он при помощи индикатора с ценой деления не более 0,01мм, перемещая фланец в осевом направлении, предварительно необходимо отсоединить карданный вал. Ножку индикатора устанавливаем в торец фланца параллельно оси ведущей шестерни.
При помощи регулировки предварительного натяга устраняется осевой зазор в подшипниках ведущей шестерни. Произвести такую регулировку вы можете путем подбора по толщине регулировочного кольца.

Проверяем зацепление шестерен
Необходимо проверить зацепление шестерен после того, как окончательно соберёте и отрегулируете редуктор заднего моста. Чтобы это сделать, покрасьте зубья краской. Не стоит для этих целей применять слишком жидкую краску – она растечётся и запачкает зубья, слишком густая – не выжмется из промежутков между зубьями. Вращаем ведущую шестерню в обоих направлениях, притормаживая при этом ведомую.
Производите эти манипуляции до тех пор, пока не обозначится чёткое пятно контакта. Проверка установки шестерён и бокового зазора в зацеплении завершается получением правильного пятна контакта.

Если при проведении регулировки возникла необходимость переместить ведущую шестерню, то это можно сделать при изменении толщины набора регулировочных прокладок, которые установлены между торцом внутреннего кольца заднего подшипника ведущей шестерни и торцом шестерни.
Пятно контакта зубьев в шестернях редуктора заднего моста:
Регулировка редуктора заднего моста ваз 2106 в домашних условиях
Ремонт редуктора заднего моста на ВАЗ 2101-ВАЗ 2107

Редуктор заднего моста — он передаёт крутящий момент с коробки передач и на задние колёса, если его снять то соответственно автомобиль уже не поедет, со временем от манеры езды зубья шестерёнок которые находятся в нём изнашиваются и редуктор требует замены, но новый стоит довольно не малых денег и поэтому есть смысл разобрать и отремонтировать старый редуктор, но только нужно понимать тот факт что если вы в чём то ошибётесь то машина может вообще не поехать когда вы её заведёте, это всё случиться если шестерни установлены не правильно поэтому в сборке редуктора заднего моста нужна тонкость и чёткость установки всех деталей.
Для разборки сборки редуктора моста нужно будет не мало инструментов, а именно: Карандаш, набор гаечных ключей и накидных тоже, молоток, зубило, выколотка, кернер всё это вам понадобиться, кроме этого специальный съёмник нужен будет для снятия кольца подшипника (Можно и без него, с ним удобней), различные отвёртки так же, линейка, штангенциркуль и обязательно динамометрический ключ!
Где находится редуктор заднего моста?
Сам мост как понятно уже из названия располагается сзади, редуктор соответственно находиться внутри него и крепиться к самому мосту восьми болтами (Некоторые из них указаны красными стрелками), к другой стороне редуктора моста подсоединяется карданный вал который уже отсоединён от него на фото, то место где кардан присоединяется к редуктору указано на том же самом фото синей стрелкой.

Когда нужно ремонтировать редуктор заднего моста?
Он меняется при повышения в нём шума, особенно это заметно когда разгоняешь автомобиль и сильный гул в это время стоит в задний части (При исправном редукторе гула быть не должно), но учитывайте тот факт что вы вряд ли поймёте из какой именно части автомобиля этот звук исходит, так как он и в переднюю часть может отдавать, так и в центральной части может быть, кроме этого признака повыситься вибрации от редуктора моста и всё это из-за неправильной его эксплуатации (Буксует часто автомобиль и ездит на слишком повышенных оборотах) или от некачественно залитого масла в него, кстати точно такие же признаки будут если масло в редуктор не залито, проверьте его может его у вас там и вовсе нет, а о том как проверить уровень масла в редукторе моста и по необходимости дополнить или вообще заменить, читайте в статье: «Замена масла редуктора на ВАЗ».
Как отремонтировать редуктор заднего моста на ВАЗ 2101-ВАЗ 2107?
Редуктора шли на классические автомобили все практически одинаковые, у них только разница в шестернях была и поэтому каждый редуктор маркируется цифрами 2106, 2103, 2102 и 2101, ремонт всех редукторов так же идентичен и не требует слишком высоких для этого навыков, самое главное иметь динамометрический ключ и думать головой в процессе ремонта и тогда у вас всё 100% получиться!
- Прежде чем приступить к разборке редуктора его нужно снять с автомобиля, если вы не умеете производить данную операцию то рекомендуем вам ознакомиться с ней в статье которая размещена на нашем сайте и называется она: «Замена редуктора заднего моста на ВАЗ».
- Теперь тряпочкой очистите весь редуктор от грязи и положите его после этого туда где вам удобней будет всего работать (Верстак к примеру или на земле можно разложить его но только не потеряйте в этом случае ничего), затем берите в руку гаечный ключ и выверните с его помощью болт который стопорную пластину крепит (см. фото 1), сразу же после того как болт будет выкручен а пластина освобождена, снимите её с редуктора (см. фото 2), точно такую же операцию произведите с другой стороны редуктора соответственно с другой пластиной, когда обе стопорных пластины будут сняты, воспользуйтесь кернером, а именно им нанесите метки на крышки подшипников как показано на рисунке под номером 3, всё дело в том что крышки нужно будет при сборке устанавливать точно на те же места где они стояли ранее и поэтому (Крышке всего две, левая и правая) на каждой крышке нужно делать метку относительно корпуса к которому она болтами прикручена, после того как метки будут сделаны выберите крышку которую вы будете снимать первой (Без разницы, но их нужно по отдельности снимать так будет проще) и начните отворачивать болты которые её крепят (Одну крышку крепят всего два болта, см. фото 4).

Ещё раз уточним насчёт меток которые вам нужно сделать (Это для тех кто ещё не понял), обязательно ещё рекомендуем вам кроме меток цифры или по несколько и одной метки наносить на крышке, сейчас объясним всё! Так как крышки должны устанавливаться строго так же и строго на свои месте, то первую крышку вы к примеру можете одной меткой промаркировать и это будет означать что это допустим правая крышка, на вторую крышку уже две метки можно нанести и это будет говорить о том что это левая крышка, более подробнее о том куда метки нужно наносить смотрите на фото ниже:

- Затем когда болты крепления крышки подшипника будут откручены, выньте их и снимите саму крышку, а так же регулировочную гайку снимите как на фото 3 показано и следом за ней установлено наружное кольцо подшипника и его тоже снимите (см. фото 4).

Точно такую же операцию произведите и с другой стороной редуктора, но только когда на той стороне будете снимать наружное кольцо подшипника пометьте его чем ни будь (Фломастером например) и вы уже не перепутаете какое наружное кольцо куда устанавливается, просто их месторасположение тоже имеет значение (Если подшипник будет заменяться то и кольца у него будут новые стоять, поэтому если вы уже купили рем. комплект и там есть подшипник и данное кольцо, то снятое уже помечать ни чем не нужно)!
- Теперь когда уже ничего не мешает переходим к снятию ведомой шестерёнки в сборе с дифференциалом, для этого просто рукой возьмитесь за неё и снимите (см. фото 1), а так же вытащите все остальные детали которые находятся в редукторе и не к чему не перекреплены, к этим деталям относиться ведущая шестерня (см. фото 2) которая идёт в сборе с такими мелкими но очень важными деталями как сепаратор, с регулировочным кольцом и т.д., самое главное когда снимите ведущую шестерню на ней будет установлена (Оно может упасть при снятии) распорная втулка (Обязательно подлежит замене) и её снимите (см. фото 3), после снятия возьмите в руки выколотку и молоток и ими снимите внутреннее кольцо с сепаратором и роликами для этого приставьте выколотку к внутреннему (Именно к внутреннему) кольцу подшипника и по ней бейте молотком до того пока вдоль вала не снимется внутреннее кольцо со всеми деталями (см. фото 4).

Когда снимите внутреннее кольцо выбив его вдоль вала со всеми его деталями (Выбивать кстати нужно не только в одном месте иначе у вас ничего не получиться, бейте по не многу и по разным местам, так по чуть-чуть кольцо и снимется), под ним будет находиться регулировочное кольцо (Указано стрелкой), его тоже вдоль вала снимите и не повредите!

Пару слов хотели бы вам про распорную втулку сказать и объяснить почему она должна именно заменяться, во-первых втулка деформируется от времени и раз вы уже разобрали механизм то её необходимо заменить, особенно это нужно тем кто гайку фланца редуктора сильно закрутил и после чего она и деформировалась, но выбрать новую втулку тоже не так то просто, более подробную информацию для чего эта втулка вообще нужна и почему её менять нужно, смотрите в ролике который размещён чуть ниже:
- Идём дальше, теперь вам нужно будет извлечь сальник из гнезда редуктора куда он установлен, более подробную информацию о том как это сделать читайте в статье: «Замена сальника редуктора ВАЗ», но только там весь процесс показывается на установленном редукторе а у вас он снят, поэтому учтите это.
- После снятия сальника в том гнезде где он находился стоит маслоотражатель, его рукой аккуратно подденьте и выньте или просто редуктор немного наклоните и он сам упадёт, но только не деформируйте его (см. фото 1), сразу же за этим маслоотражателем будет находиться ещё одно кольцо подшипника с тем же сепаратором и роликами, его тоже выньте из гнезда (см. фото 2) и после этого с другой стороны редуктора (С внутренней) при помощи выколотки выбейте наружное кольцо подшипника (см. фото 3) и будьте готовы к тому что оно у вас вылетит с другой стороны, поэтому либо на руку, либо на что то мягкое выбивать его то и нужно (см. фото 4), а иначе он весь исцарапается в связи с чем вам его и придётся заменить.

По инструкции выше вы выбили выколоткой наружное кольцо переднего подшипника, точно так же выбейте наружное кольцо заднего подшипника но только уже выбивайте с другой стороны редуктора!
- Далее если вам нужно будет разобрать дифференциал снятый ранее с редуктора, то берите специальный съёмник о которым мы говорили в начале статьи и им спрессуйте вдоль вала (Простыми словами это снимите вдоль вала значит) внутреннее кольцо подшипника как показано на фото 1, если же съёмника такого нет то зубилом как показано уже на фото 2 сдвиньте немного внутреннее кольцо подшипника (Так же бейте по разным местам, таким образом по не могу кольцо и будет смещаться) чтобы туда две толстых отвёртки встали, как только место для двух отвёрток освободилось, их вставьте по бокам и использовав как рычаг (см. фото 3) полностью снимите внутреннее кольцо подшипника с вала.

После снятия кольца подшипника с вала, точно так же как снимите внутреннее кольцо другого подшипника!
- Чтобы работать далее понадобятся тиски или ещё как ни будь нужно зажать дифференциал чтобы он не перемещался когда вы болты крепления ведомой шестерни будете выкручивать (Тиски нужны из губок мягкого металла, если нет таких то проложите между губок и между деталью толстую тряпку и сильно зажимать дифференциал уже в таком случае не нужно, всё должно аккуратно быть), как только вы его закрепите все 8 болтов которые крепят ведомую шестерню отверните (Для наглядности пару болтов указано стрелкой на фото 1), после отворачивания берите молоток с резиновым бойком либо с пластмассовым и им сбейте ведомую шестерню с дифференциала (Она синей стрелкой на фото 2 обозначена).

- Ну и в завершение переходим к разборке дифференциала, выньте из него во-первых ось (см. фото 1) на которой сателлиты располагаются, после этого проворачивая рукой сателлиты выньте их из дифференциала (см. фото 2), вслед за ними снимите полуосевые шестерни (см. фото 3) и их опорные шайбы (см. фото 4) и на этом вся разборка закончена, ниже объяснено как собрать все эти детали и объясняется их дефектовка (Дефектовка это проверка деталей на наличие дефектов, объясняется там на что нужно смотреть и при каких случаях нужно менять те или иную деталь на новую).
- Все детали собираются в обратной последовательности но перед сборкой их нужно вымыть в керосине и осмотреть, поэтому после промывки обратите особое внимание на шестерёнки, у каждой шестерни есть зубья так вот они не должны быть повреждены, не должны иметь задиры, в другой цвет тоже не должны быть выкрашены (Цвет металла у них должен быть и никакой чёрной накипи от масла), так как это недопустимо, кроме этого мелкозернистой шкуркой зачистите от задиров и от незначительных повреждений ось сателлитов, шестерни полуосей а именно их шейки и посадочные места этих шестерён тоже зачистите если на них будет выработка, в случае сильной деформации деталей меняйте их на новые.
Когда вы разбирали редуктор от туда в самый последний момент вы должны были извлечь опорные шайбы и перед этим полуосевые шестерни, так вот полуосевые шестерни как вы уже поняли идут как одно целое с этими шайбами и если вы обнаружите в друг что опорные шайбы имеют деформацию (Даже незначительную), то в таком случае данные шайбы обязательно замените на новые но учтите что их нужно брать точно такой же толщины как и старые, поэтому не ошибитесь!
- Теперь проверьте подшипники дифференциала, на их рабочих поверхностях не в коем случае не должно быть деформаций и различного рода задиров, если будут присутствовать и тем самым рабочая поверхность будет не гладкой, то замените эти подшипники на новые и кстати они являются причиной постоянного шума при работе редуктора (Это если они изношены).
- При сборке дифференциала внутренние кольца подшипников которые вы ранее снимали с помощью специального съёмника, устанавливаются отрезком трубы подходящего диаметра до того пока кольца не упрутся, кроме этого при сборке дифференциала трансмиссионным маслом смажьте полуосевые шестерни и их опорные шайбы, сателлиты так же смажьте (Один из сателлитов указан цифрой 9 на схеме) и установите все эти детали обратно, во время установки проверните сателлиты и полуосевые шестерни (Одна из них указана цифрой 8) таким образом, чтобы ось сателлитов войти смогла и установите её после этого.

Ещё осевой зазор у шестерён полуосей проверьте, он не должен быть более 0.1 мм а если будет, то замените опорные шайбы у всех шестерен на шайбы большей толщины и если сможете ещё чем ни будь определить момент вращения шестерен дифференциала (Рукой эти шестерни в случае определения момента нужно вращать как показано на рисунке ниже), то данный момент не должен превышать более 14,7 Н.м (1.5 кгс.м)!
- Следом воспользоваться молотком и подходящего по размеру отрезком трубы или накидной головкой нужно, с их помощью вам понадобиться запрессовать (Это вставить обозначает) наружное кольцо переднего и заднего подшипника во внутрь в корпус (см. фото 1), потом если вы решите заменить главную пару редуктора (В главную пару входит ведомая шестерня и ведущая) или подшипники ведущей шестерни, то регулировочное кольцо ещё придётся подобрать (Указано цифрой 6 на схеме выше), для его подбора нужно изготовить приспособление из ненужной (Старой) ведущей шестерни, для этого возьмите пластину длиной 80 мм и сваркой приварите её к шестерни и после приварки отшлифуйте её в зависимости от торца шестерни в размер 50-0.02 мм (см. фото 2 на котором к шестерне пластина уже приварена), затем проточите или же мелкозернистой шкуркой снимите слой металла с того места на шестерни куда устанавливается задний подшипник (Цифрой 5 на схеме выше указан), слой металла нужно снимать до того пока вы не добьётесь того чтобы внутреннее кольцо подшипника устанавливалось по скользящей посадке, как только сняли нужный слой металла устанавливаем на шестерню внутреннее кольцо с сепаратором и роликами, и вставляем это всё в картер редуктора (Устанавливаем на своё место проще сказать), после установки так же внутреннее кольцо но только уже переднего подшипника (Передний подшипник указан цифрой 4 на схемы выше) с сепаратором и роликами установите, ещё ко всему этому фланец на своё место оденьте и прокрутите его чтобы все ролики подшипников в правильное положение установились, сразу же после этого закрутите гайку фланца моментом 7,9–9,8 Н.м (0,8–1,0 кгс.м) и поставьте редуктор ровно и стоймя как показано на третьем фото, далее положите лекальную линейку ребром чтобы она касалась постелей подшипников по одной линии и набором щупов определяем величину зазора между линейкой и той самой пластиной которую вы чуть ранее приварили (см. фото 3), данную величину зазора запишите куда ни будь или же запомните и сравните его с отклонением от номинального положением новой шестерни (Отклонение шестерни написано на ней самой, она может быть как со знаком плюс так и со знаком минус, месторасположение этой записи ищите на конической части хвостовика шестерни, см. фото 4).

Теперь открывайте калькулятор или думайте всё в уме, к примеру у вас зазор получился 2.90 мм, а на конической части хвостика шестерни стоит –15 (Это отклонение шестерни от номинального положения), переведём в начале отклонение шестерни в миллиметры для этого: «-15 x 0.01 = -0.15 мм», после перевода узнаем точную толщину регулировочного кольца который нам нужен, для этого: «2.90 — (-0.15)= 3.05 мм»!
- Затем снимите старую шестерню с приваренной к ней пластиной, а так же фланец, оба внутренних кольца с сепараторами и роликами тоже снимите, берите новую шестерню и устанавливайте на неё внутреннее кольцо заднего подшипника (см. фото 1) и после чего вставьте эту шестерню в картер редуктора, ещё новую распорную втулку установите, внутреннее кольцо переднего подшипника и маслоотражатель, рабочую кромку нового сальника смажьте смазкой Литол-24 (Более подробно о том как установить сальник и чем его смазывать, читайте в статье на которую выше дана ссылка, называется эта статья: «Замена сальника редуктора на ВАЗ») и установите фланец редуктора на своё место, данный фланец застопорите чтобы он не вертелся и начните закручивать постепенно после чего гайку его крепления при помощи динамометрического ключа, закручивать гайку нужно пока не достигнет момент 118 Н.м (12 кгс.м) как на фото 2 показано, во время подтягивания гайки момент сопротивления подшипников вращению ведущей шестерни тоже проверяйте (Момент проверяется динамометром, это на фото 3 показано) и если он окажется меньше 157 Н.см (16 кгс.см) — для новых подшипников, а для подшипников пробегом свыше 30 км. меньше 39,2 Н.см (4 кгс.см) но при этом момент затяжки будет не превышен то так всё и оставьте не доводя гайку до момента 118 Н.м (12 кгс.м), а если же момент окажется более 197 Н.см (20 кгс.см) — для новых подшипников и более 59,0 Н.см (6 кгс.см) для подшипников с пробегом, то самый первый раз когда вы эту гайку тянули натяг подшипников был превышен, в данной ситуации нужно заменить деформированную распорную втулку на новую и всё повторно собрать и таким же образом отрегулировать натяжение центральной гайки фланца.


Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Главная Пара. Настройка пятна контакта.
. А про настройку пятна контакта совет первый такой - внимательно прочитать
мануал, там все написано. Суть написанного следующая:
1. Первичная настройка производится микрометром + контроль затяжки регулировочных шайб через измерение
усилия при повороте ведущей шестерни, можно тужится подбирать натяжку динамометрического ключа или как
вариантбизменом которому можно доверять.
2. Вторично краской проверяется пятно контакта.
Еще нужно понимать что у ГП есть две степени свободы - одна это положение ведущей шестерни(морковки)
вторая это положение ведомой шестерни - большая шестеренка которая накручивается на коробку
дифференциала. При установке локрайта или пневмо морковку мы не трогаем, поэтому настраивать нужно
только одну степень свободы(ведомая шестеренка).
В джимнике положение ведомой шестерни определяется тем на сколько оборотов были закручены
регулировочные шайбы-гайки. И еще пятно контакта может быть отрегулировано, но эти гайки перезатянуты.
Далее - условно, в разрезе место гипоидного контакта ведомой и ведущей шестерен выглядит как будто это две обычные звездочки. А теперь представте если эти звездочки взаимно приближать или удалять друг от
друга - свободный ход перед зацеплением этих звездочек будет меняться. Вот суть настройкой микрометром
и есть в том чтобы добится такого положения ведомой шестерни чтобы при этом и пятно контакта от
ведущей было на месте и свободный ход был в пределах 0.2 - 0.4 мм.
Если нет микрмоетра: делаем все по пятну контакта, полиэтиленки, газетки и консистентные смазки в
топку, используем лимонную акриловую краску(цвета немного разные по составу и консистенции) - мазать
можно прямо поверх остатков масла на шестеренке, пятно контакта видно "как на ладони".
Каким должно быть это пятно контакта конечно нужно посмотреть в мануале, но если вы обратите внимание
на саму ведомую шестеренку - там будет видно притертости от старой(заводской) настройки, вот примерно
такого же рисунка надо добится на контрольном участке.
Зачем нужен бизмен: не смотря на правильное расположение пятна контакта боковыми регулировочными
шайбами-гайками можно перезатянуть конусно-роликовые подшипники, здесь нам на помощь приходит бизмен.
Значение усилия я не помню. Но грубо суть проверки такова: замеряем бизменом усилие "верчения"
свободной морковки и после сборки дифф-ла замеряем усилие "верчения" морковки которая уже крутит
дифф-л. Вот разница между свободным ходом и ходом дифф-ла в сборе долна укладыватся в номинальное
значение из мануала. Маниаки-профессионалы на проверку усилия верчения забивают и проверят примерно
так ))) если крутануть за морковку - то дифф по инерции должен крутанутся на 0.5-1 оборот, если больше
- недотянуто, если меньше - перетянуто )))))
Решил вынести вопрос в отдельную тему.
Нужно поменять оба подшипника ведущей шестерни дифа(pinion) или по нашему морковки. Понятное дело, что втулка меж двух подшипников ставиться новая. А вот нужно ли после замены подшипников подбирать толщину проставочного колечка (колечек) на моркове между самой гипоедкой и внутренним подшипником? Или можно использовать заводские колечки и отрегулировать лишь натяг гайкой фланца согласно мануала при помощи безмена или динамометра? Если все же нужно менять эти колечки, то как правильно поступить с вычислением необходимого зазора. По японскому мануалу предлагается целая хитроумная преспособа для вычисления необходимой толщины колечек (картинко №1). Есть ли более гуманный способ обойтись без этой приспособы?
Получается , что если собрать полностью хвостовик, установив новую втулку, отрегулировать силу вращения гайкой фланца, а пятно при этом будет не верным из за неправильной толщины колечка, то втулка пойдет на выброс. Или не пойдет? Япошки пишут, что повторно нельзя использовать, если перетянули.
Ну и прочитав мануал ни фига не понял как при помощи микрометра определить свободный ход ведомой шестерни (drive bevel gear). На картинке (картинко №2) не очень понятно для дилетанта куда конкретно тулить микрометр и в какой плоскости вылавливать необходимый люфт. Нужно пояснение.
ЗЫ в"сервис" не посылать. Тут надо научится делать самому, а с учителями туго оказалось. Так что "выслушаю" любые рекомендации.
Читайте также: