Ремонт головки ваз 21011 своими руками
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Головка цилиндров и клапанный механизм Ваз 2101 Жигули
3.11.1 Головка цилиндров и клапанный механизм
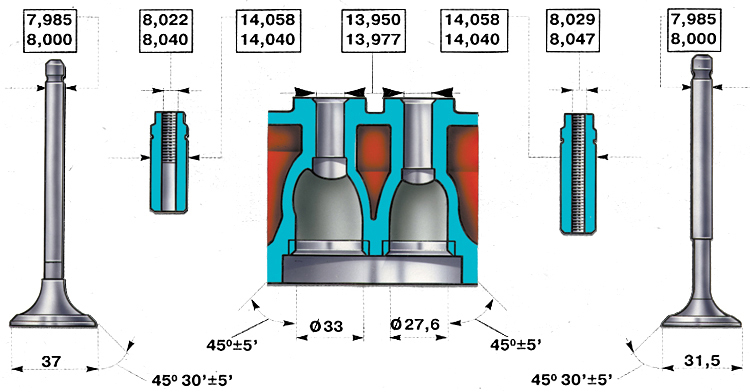
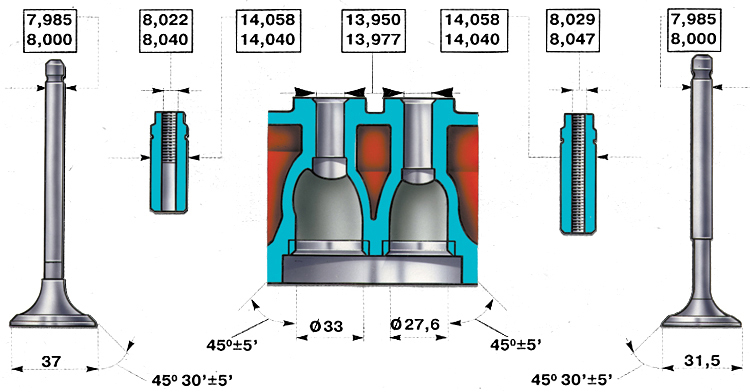
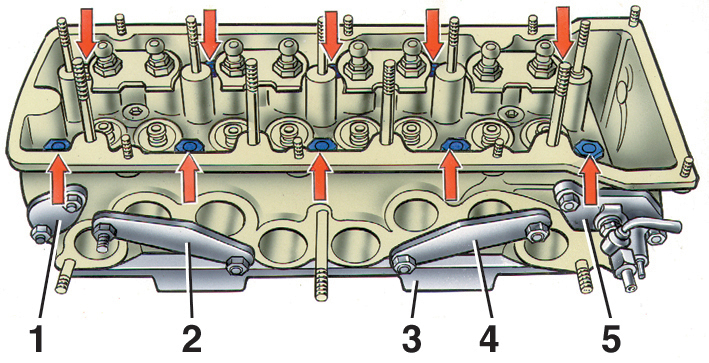
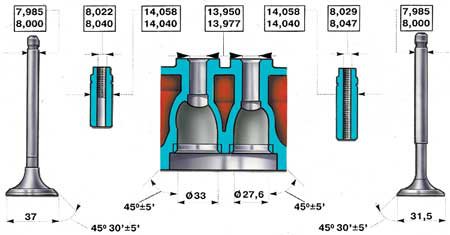
Основные размеры головки цилиндров, клапанов и направляющих втулок Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103. В головку цилиндров запрессованы чугунные седла и направляюши.
3.11.2 Особенности устройства
Основные размеры головки цилиндров, клапанов и направляющих втулок Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103. В головку цилиндров запрессованы чугунные седла и направляюши.
3.11.3 Снятие и установка на автомобиле
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только удалить нагар с поверхности камеры сгорания и клапанов. Снятие ПОРЯДОК ВЫПОЛНЕНИЯ 1. Слейте охлаждающую жидкость из радиатора и блока ц.
3.11.4 Разборка и сборка
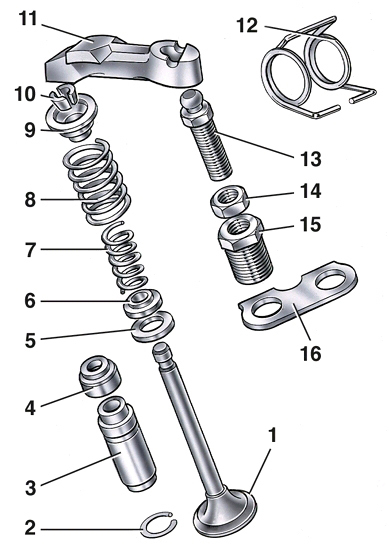
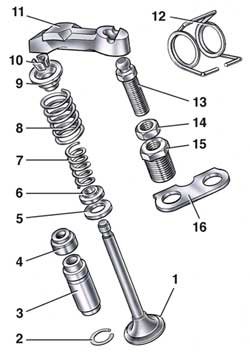
Детали клапанного механизма 1 – клапан; 2 – стопорное кольцо; 3 – направляющая втулка; 4 – маслоотражательный колпачок; 5 – опорная шайба наружной пружины; 6 – опорная шайба внутренней пружины; 7 – внутренняя пружина; 8 – наружная пружина; 9 – тарелка пружин; 10 – сухари; 11 – .
3.11.5 Очистка головки цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Установите головку на подставку А.60353. 2. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой, приводимой во вращение электрической дрелью. Очистите и осмотрите впускные каналы и каналы подвода масла к рычагам привода кла.
3.11.6 Проверка и шлифование седел клапанов
Профиль седла впускного клапана I – новое седло; II – седло после ремонта Профиль седла выпускного клапана I – новое седло; II – седло после ремонта Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла вы.
3.11.7 Клапаны
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при повреждениях замените клапан. 2. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовании рабочей фаски клапана на шлифовальном станке .
3.11.8 Направляющие втулки клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей втулки. Монтажный зазор для новых втулок: 0,022–0,055 мм – для впускных клапанов и 0,029–0,062 мм – для выпускных клапанов; максимально допустимый .
3.11.9 Маслоотражательные колпачки направляющих втулок
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки. При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми. Заменять поврежденные маслоотражательные колпачки рекомендуется на снятой головке цилинд.
3.11.10 Рычаги клапанов
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым. 2. Если обнаруже.
3.11.11 Пружины
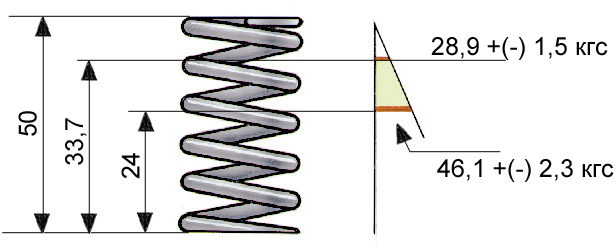
Основные данные для проверки наружной пружины клапана Основные данные для проверки внутренней пружины клапана Схема проверки пружины рычага А – размер в свободном состоянии; В – размер под нагрузкой ПОРЯДОК ВЫПОЛНЕНИЯ 1. Убедитесь, нет л.
3.11.12 Прокладка головки цилиндров
Поверхности прокладки не должны иметь повреждений. Они должны быть ровными, без вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала от арматуры не допускается. На окантовке отверстий не должно быть трещин, прогаров и отслоений.
3.11.13 Проверка герметичности головки цилиндров
Проверка герметичности головки цилиндров на приспособлении А.60334 1, 2, 4 – заглушки; 3 – плита приспособления; 5 – фланец со штуцером подвода воды ПОРЯДОК ВЫПОЛНЕНИЯ 1. Для гидравлического испытания на герметичность рубашки охлаждения головки цилиндров: – .
Головка цилиндров и клапанный механизм
Головка цилиндров – общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103.
В головку цилиндров запрессованы чугунные седла и направляюшие втулки клапанов. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров, чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов.
Отверстия во втулках обрабатываются также после запрессовки втулок в головку цилиндров. Это делается для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов – на всей длине отверстия.
Сверху на направляющие втулки надеваются маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержни клапанов и служат для уменьшения проникновения масла в камеру сгорания через зазоры между направляющей втулкой и стержнем клапана.
Каждый клапан имеет две цилиндрические пружины: наружную и внутреннюю, опирающиеся на две опорные шайбы. Вверху пружины упираются в тарелку, которая удерживается на стержне клапана двумя сухарями, имеющими в сложенном виде форму усеченного конуса.
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только удалить нагар с поверхности камеры сгорания и клапанов.
1. Слейте охлаждающую жидкость из радиатора и блока цилиндров и снимите воздушный фильтр.
2. Отсоедините провода от аккумуляторной батареи, свечей зажигания и от датчика указателя температуры охлаждающей жидкости.
3. Отсоедините трос привода воздушной заслонки от карбюратора.
4. Ключом 67.7812.9514 выверните свечи зажигания и датчик температуры охлаждающей жидкости.
5. Отсоедините тяги привода дроссельной заслонки от промежуточного рычага на крышке головки цилиндров и снимите крышку.
6. Поверните коленчатый вал до совмещения метки на шкиве с длинной меткой на крышке привода распределительного вала (см. рис. Расположение меток для установки зажигания), а метки на звездочке распределительного вала с меткой на корпусе подшипников распределительного вала (см. рис. Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников).
7. Отсоедините шланг от трубки подвода жидкости к отопителю, а от выпускного коллектора – кронштейн крепления трубки отвода жидкости из отопителя.
8. Отсоедините шланги от карбюратора, впускного трубопровода и от выпускного патрубка охлаждающей рубашки головки цилиндров.
9. Отсоедините от выпускного коллектора защитный щиток стартера и приемную трубу глушителей.
ВНИМАНИЕ: Выпускной коллектор и впускной трубопровод с карбюратором лучше оставить на головке. Их можно снять позже при разборке головки цилиндров.
10. Отпустите колпачковую гайку натяжителя цепи, отожмите монтажной лопаткой шток натяжителя и зафиксируйте его колпачковой гайкой.
11. Снимите звездочку распределительного вала и корпус подшипников вместе с распределительным валом.
12. Отверните болты крепления головки цилиндров к блоку и снимите головку.
1. Для того, чтобы снова установить и закрепить головку на блоке цилиндров, проведите описанные операции в обратной последовательности, при этом:
не забудьте поставить прокладку головки цилиндров и прокладку крышки головки;
затяните болты крепления головки в последовательности, указанной на рис Порядок затягивания болтов головки цилиндров, а гайки шпилек корпуса подшипников распределительного вала – в последовательности, указанной на рис. Порядок затягивания гаек корпуса подшипников распределительного вала.
2. Болты крепления головки цилиндров затягивайте в два приема:
предварительно моментом 33,3–41,16 Н·м (3,4–4,2 кгс·м) болты 1–10;
окончательно моментом 95,94–118,38 Н·м (9,79–12,08 кгс·м) болты 1–10 и моментом 31,36–39,1 Н·м (3,2–3,99 кгс·м) болт 11.
3. При установке цепи обращайте внимание на совпадение установочных меток (см. рис. Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников и рис. Расположение меток для установки зажигания). Натягивайте цепь, как указано в соответствующем подразделе.
4. При установке крышки головки цилиндров с прокладкой, гайки крепления крышки затягивайте моментом не более 7,85 Н·м (0,8 кгс·м), чтобы не вызвать разрыв прокладки по крепежным отверстиям и коробление крышки. При ремонте двигателя прокладку крышки рекомендуется заменять новой.
5. После установки головки цилиндров проверьте и отрегулируйте момент зажигания.
Разборка и сборка
1. Установите головку цилиндров на доску А.60335.
2. Отсоедините выпускной коллектор и впускной трубопровод с карбюратором (одновременно удаляется заборник горячего воздуха).
3. Отсоедините выпускной патрубок охлаждающей рубашки.
4. Отсоедините патрубок отвода жидкости к отопителю.
5. Снимите рычаги 11 (см. рис. Детали клапанного механизма) клапанов, освобождая их от пружин 12. Снимите пружины рычагов.
Детали клапанного механизма
6. Ослабьте контргайки 14, выверните регулировочные болты 13 и втулки 15 регулировочных болтов.
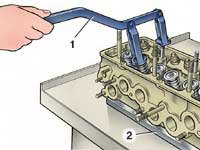
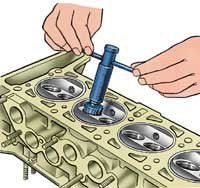
7. Установите приспособление А.60311/R, сожмите пружины клапанов и освободите сухари (1 – приспособление А.60311/R; 2 – монтажная доска А.60335). Взамен переносного приспособления А.60311/R можно применять также стационарное приспособление 02.7823.9505.
8. Снимите пружины клапанов с тарелками и опорными шайбами.
9. Поверните головку цилиндров и выньте с нижней стороны клапаны.
10. Снимите маслоотражательные колпачки с направляющих втулок.
11. Собирайте головку цилиндров в обратной последовательности.
1. Установите головку на подставку А.60353.
2. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой, приводимой во вращение электрической дрелью. Очистите и осмотрите впускные каналы и каналы подвода масла к рычагам привода клапанов.
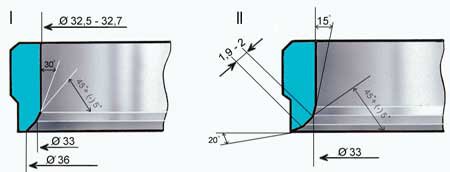
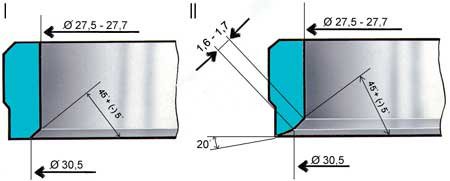
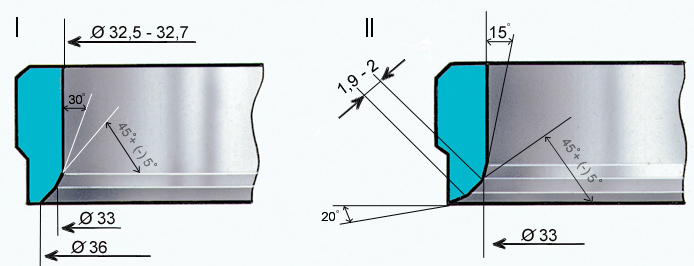
Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла выпускного клапана.
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
1. Установите головку на подставку А.60353, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059.
ВНИМАНИЕ: Стержни А.94059 существуют двух различных диаметров: А.94059/1 – для направляющих втулок впускных клапанов и А.94059/2 для направляющих втулок выпускных клапанов.
2. Наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана.
3. В момент соприкосновения круга с седлом машинка должна быть выключена, иначе возникнет вибрация и фаска будет неправильной.
4. Рекомендуется чаще производить правку круга алмазом.
5. Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла выпускного клапана, зенкером А.94031 (угол 20°) и зенкером А.94092, которым устраняется наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059.
6. У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. Профиль седла впускного клапана, сначала обработав внутреннюю фаску зенкером А.94003 до получения размера диаметром 33 мм, а затем фаску 20° зенкером А.94101 до получения рабочей фаски шириной 1,9–2,0 мм.
1. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке; при повреждениях замените клапан.
2. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовании рабочей фаски клапана на шлифовальном станке выдерживайте угол фаски, равный 45°30’±5’, и следите, чтобы толщина цилиндрической части тарелки клапана после шлифования была не меньше 0,5 мм, а также чтобы у выпускного клапана не оказался снятым слой сплава, наплавленный на фаску.
1. Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей втулки. Монтажный зазор для новых втулок: 0,022–0,055 мм – для впускных клапанов и 0,029–0,062 мм – для выпускных клапанов; максимально допустимый предельный зазор (при износе) 0,15 мм.
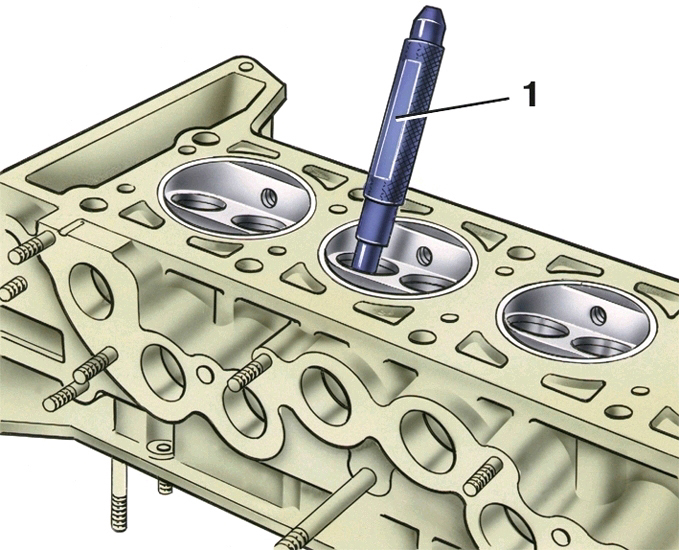
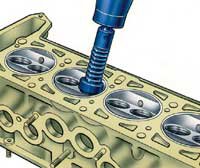
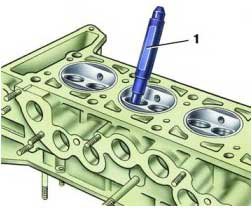
2. Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь оправкой А.60153/R (1 – оправка А.60153/R).
3. Для замены двух направляющих втулок впускного и выпускного клапанов цилиндров № 1 и № 4 отверните две шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки.
4. Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора кольца в плоскость головки цилиндров.
5. После запрессовки разверните отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как указано выше.
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки.
При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми.
Заменять поврежденные маслоотражательные колпачки рекомендуется на снятой головке цилиндров, чтобы не погнуть стержни клапанов. Для напрессовки колпачков пользуйтесь оправкой 41.7853.4016.
1. Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым.
2. Если обнаружена деформация или другие повреждения на втулке регулировочного болта или на самом болте, замените детали.
Замена прокладки ГБЦ на ВАЗ 2101

Если вы разбирали двигатель на автомобиле ВАЗ 2101, то в любом случае прокладку ГБЦ необходимо будет заменить, так как она не предназначена для повторной установки. Также, есть и другие случаи, когда она подлежит замене. Самым распространенной причиной, по которой приходится ее менять, является ее прогорание или повреждение при установке.
Если вы заметили такие симптомы на своем автомобиле, как бурление в расширительном бачке, а также появление тосола или антифриза на стыке головки и блока цилиндров, то это говорит о повреждении прокладки. В таком случае двигатель долго не проходит, будет постоянно перегреваться, а охлаждающая жидкость все время будет уходить через негерметичные соединения.
На моделях ВАЗ 2101, для того, чтобы снять головку блока цилиндров, необходимо снимать распредвал, так как по-другому добраться до болтов крепления невозможно.
Напомним, что в предыдущей статье мы рассматривали как заменить задний тормозной цилиндр на ВАЗ 2101 своими руками, что позволит обезопасить себя от экстремальных ситуаций на дороге, ведь с тормозной системой шутить нельзя.
Нам потребуется:
Замена прокладки ГБЦ на ВАЗ 2101
Сразу скажу, на тех фотографиях, которые представлены в этой статье, показан процесс с полным снятием карбюратора, впускного и выпускного коллектора. Но на самом деле, можно обойтись и без снятия всех этих узлов. Можно полностью демонтировать ГБЦ с установленным на ней карбюратором и коллекторами.
Откручиваем трубки подвода охлаждающей жидкости.

После этого отводим ее в сторону.

Не забываем отсоединить провода от датчика давления масла.

Проверяем, все ли шланги и патрубки отсоединены, чтобы при снятии ГБЦ не повредить ничего. Затем можно откручивать болты крепления головки к блоку цилиндров, сначала срываем их воротком, а потом можно крутить и трещоткой, чтобы дело шло быстрее.

После того, как все болты откручены полностью можно аккуратно приподнимать ГБЦ.

Теперь окончательно снимаем ее с блока, результат чего можно посмотреть на приведенной ниже фотографии.

Внимательно осмотрите поверхность головки с внутренней стороны, чтобы понять, почему прогорела прокладка и между стыком проходил тосол (если такие симптомы были на вашем авто). Если близко к каналам есть следы коррозии, то такое не допускается и желательно заменить такую ГБЦ. Если же следы коррозии не очень глубокие, то можно отшлифовать поверхность головки, чтобы сравнять канавки со всей площадью. Разумеется, что после такой процедуры необходимо будет подбирать прокладку потолще, чтобы сохранить значение степени сжатия.
Если же с ГБЦ все нормально и просто необходимо заменить прокладку, то обязательно хорошенько очистите ее поверхность. Я это делаю специальным спреем для удаления прокладок, который наносится на 10-15 минут и потом счищается щеткой.

После этого тщательно вытираем поверхность насухо, устанавливаем новую прокладку на блок, чтобы она легла ровно по направляющим и можно устанавливать ГБЦ. Далее необходимо затягивать болты в строго определенной последовательности.

Также стоит отметить, что делать это нужно только динамометрическим ключом. Я лично использую трещоточный Ombra. Он подходит для большинства работ с автомобилями отечественного производства, а момент силы варьируется в диапазоне от 10 до 110 Нм.
Что касается момента силы при затягивании болтов ГБЦ на ВАЗ 2101, то он следующий:
На фото выше представлен не сам процесс сборки, так что прошу особо не обращать внимание на условия ремонта. Просто показано наглядно, как все это делается. В идеале, все должно быть чисто , чтобы никакого мусора не попало в двигатель.
После того, как все болты окончательно затянуты, можно устанавливать все снятые детали в обратной последовательности. Стоимость прокладки составляет в пределах 120 рублей.
Самостоятельно производим ремонт и замену ГБЦ на автомобиле ВАЗ 2106
ГБЦ является одним из агрегатов транспортного средства, требующих качественного обслуживания, в противном случае ремонта просто не избежать. Как произвести ремонт, расточку и доработку головки блока цилиндров ВАЗ 2106 своими руками в домашних условиях? Как демонтировать и установить ГБЦ? Об этом мы расскажем вам с фото и видео в этой статье.
В каких случаях необходимо снимать и ремонтировать блок?
Причин ремонта может быть несколько, рассмотрим их по порядку:
- Первой и наиболее распространенной причиной, в результате которой необходимо снятие головки блока цилиндров ВАЗ 2106 и ее ремонт, является износ прокладки. Уплотнительная прокладка со временем изнашивается, в ней могут появляться пробоины, в результате чего в моторную жидкость может попадать антифриз, а в охлаждающую жидкость — масло.
- Появление микротрещин в структуре ГБЦ. В этом случае необходимо не только снятие головки блока цилиндров ВАЗ 2106, но наличие специального оборудования, которое позволит осуществить качественный ремонт.
- Поломка направляющих втулок. Выход из строя этих элементов требует неотложной замены компонентов.
- Необходимость ремонта седла головки или его замена.
- Замена распределительного вала или необходимость его ремонта и дефектовки.
На самом деле, причин может быть множество, но мы привели наиболее распространенные и самые часто встречаемые в случае с автомобилями ВАЗ 2106. Подробнее о том, как происходит ремонт и демонтаж, расточка и доработка головки блока цилиндров на ВАЗ 2106, вы сможете узнать ниже.
Извините, в настоящее время нет доступных опросов.
Поэтапное руководство по снятию и ремонту
- Снятие головки блока цилиндров является ответственным этапом в нашем случае. Перед тем, как приступить к снятию и доработке ГБЦ, необходимо слить с двигателя все антифриз, а также снять воздушный фильтр вместе с карбюратором. Перед этим заранее отсоедините все патрубки и шланги системы. Для осуществления работ вам потребуется стандартный набор инструментов, то, что должно быть у каждого водителя, включая гаечные ключи, отвертки и так далее.
- Когда карбюратор снят, необходимо приступить к демонтажу крышки головки блока цилиндров, а также совмещению меток на диске коленчатого шкива и распредвала. Кроме того, метки на диске распредвала должны совпадать с меткой на корпусе. Подробнее об этом на видео и фото.
- Следующим этапом демонтажа станет ослабление натяжителя цепочки и демонтаж опорной шайбы. Вам нужно резко снять винт и демонтировать звезду ГБЦ. Также следует осуществить демонтаж распределительного вала ВАЗ 2106 вместе с корпусом. Далее, снимаются рокера, после чего отсоединяются все высоковольтные кабеля от свечей зажигания и выкручиваются винты, которые крепят саму ГБЦ. Далее, головка блока цилиндра снимается для ремонта, предварительно чистится от отложений и образовавшегося нагара.
Замена заглушки
Установленная новая заглушка
- Замена заглушки, как вы увидите на видео, может вызвать некоторые трудности. Из-за коррозии и отложений ее может быть трудно снять. Воспользуйтесь шестигранником, но перед этим обильно спрысните винт жидкостью VD-40. Это не всегда помогает, но возможно в вашем случае это будет целесообразно.
- Если таким образом выкрутить заглушку для ее замены не удалось, то придется ее высверливать. Для этого по периметру вокруг заглушки следует просверлить несколько отверстий (сверлите насквозь не боясь, под этой пробкой находится толстая стенка, так что агрегат вы не повредите). Главное в этом вопросе — не повредить резьбу.
- Следующим этапом будет установка заглушки. В этом вопросе нет ничего сложного. Перед установкой заглушки вам потребуется полностью очистить резьбу от нагара и отложений, для этого можно воспользоваться острым предметом по типу шила. Только после того, как резьба очищена, заглушку можно устанавливать.
Замена направляющих втулок
Установка втулок в ГБЦ
- Используйте пассатижи и зажим, чтобы демонтировать втулки. Когда элементы сняты, произведите замер их внешних диаметров, на практике он обычно меньше на 0.05 мм заводских.
- Чтобы установить вышедшие из строя втулки, вам потребуется молоток с оправкой и моторная жидкость, возможно потребуется нагреть металл, для чего можно воспользоваться электроплитой.
- После того, как втулки нагреты (если это нужно), они смазываются маслом, чтобы легче вошли.
- Когда все восемь втулок заменены на новые, нужно подождать какое-то время, пока ГБЦ остынет. При этом внутренний диаметр втулок должен быть развернут так, чтобы клапана не болтались внутри, но при этом могли ходить свободно и не заклинивали.
Зенкуем седло головки
Схема для зенковки седла
- Как понятно из видео, замена седла ГБЦ может вызвать некоторые трудности.
- Вам необходимо срезать слой металла по кругу, подробная схема приведена выше.
- После этого под углом 120 градусов ГБЦ необходимо срезать до того момента, как не появится круглая кромка.
- Затем необходимо сделать рабочую фаску толщиной до 0.2 см. Это делается для того, чтобы клапан плотно притирался.
Видео «Ремонт ГБЦ на классических авто»
О том, как осуществляется ремонт ГБЦ на ВАЗ 2106, вы можете посмотреть на видео.
Регулировка клапанов ВАЗ: схема, порядок ремонта своими руками
Хай пипл. В этой статье рассмотрим как делать регулировку клапанов на классике. Владельцам отечественных автомашин семейства ВАЗ 2101, 2102, 2103, 2104, 2105, 2106, 2107 приходится сталкиваться с такой работой двигателя, когда слышно, как стучат клапана. В этом случае надо найти причину, почему стучат и отрегулировать. Также надо их настраивать, были различные работы по ремонту ДВС, например, замена клапана, поршня, прокладки и т.д.
Регулировка клапанов
При появлении стуков и нестабильной работы, повышенной вибрации следует обратить внимание на клапана.
Если фазы газораспределения газораспределительного механизма нарушены, срабатывают не точно, то есть не поступает полного объема газа в рабочую область цилиндров, не происходит полного сгорания топливно-воздушной смеси в рабочей камере, и не продуваются цилиндры. Это все сопровождается появлением ударной нагрузки кулачков распределительного вала на приводной рычаг и стержень вала. Также увеличивается расход топлива и моторного масла. Что будет, если ездить с не отрегулированными клапанами? Ответ: быстрый износ деталей двигателя, увеличение стоимости и времени ремонта.

Резиновые маслоотражатели, они же маслаки, из-за сгоревшей шляпки клапана также сгорают, что ведет к увеличению расхода моторного масла. Если износ деталей мотора большой, то, возможно, лучше и легче будет сделать свап двигателя своими руками или же в СТО.
Даже, если в вашем двигателе не ременная передача, а цепная, то в случае, если не поменять цепь до истечения ее ресурса, то клапана погнутся о поршне, как, например, в двигателе sr20det производства Nissan.
Инструменты для настройки клапанов
Для качественного проведения ремонтных работ должны быть соответствующие инструменты. Чтобы отрегулировать клапанные механизмы, понадобятся следующие инструменты:
- Набор ключей (торцевые и рожковые). Ключи на 13 мм и 17 мм обязательно.
- Щуп для определения зазора.
- Отвертки.
- Фломастер.
- Тряпки.
Щуп для определения зазора для классических автомобилей ВАЗ должен быть толщиной 0,15 мм.
Порядок регулировки клапанов ВАЗ 2101-2107
Сначала подготавливаем автомобиль:
- подождать пока двигатель остынет, если он работал;
- поставить машину на ровное место;
Порядок регулировки клапанов:
- Снять крышку воздушного фильтра и сам фильтр.
- Отсоединить трубки крепления фильтра и демонтировать крепление.
- Снимаем тросик управления воздушной заслонки (подсос).
- Снять тягу дроссельной заслонки.
- Выкручиваем гайки крепления клапанной крышки и снимаем ее.
- Перед регулировкой клапанов, сразу проверяем как натянута цепь. Если натяжка не нормальная, придется проводить работы заново.
- Снимаем крышку трамблера (распределителя).
![регулировка клапанов ваз]()
- Устанавливаем в 4-м цилиндре поршень в верхнюю мертвую точку (ВМТ). ВМТ устанавливаются с помощью меток на шкиве коленвала ДВС и крышке привода распределительного вала, также метки нанесены на шестерни распредвала и крышки распредвала.
![как отрегулировать клапаны 2107]()
Метку выставляют специальным ключом для болта шкива коленвала ДВС.![как выставить метки вмт]()
Если нет ключа, можно выставить 4-й поршень в ВМТ вращая одно из задних колес. Поднять одну сторону домкратом, рычаг переключения скоростей поставить на 4-ю передачу, чтобы было легче крутить и медленно крутить колесо. При выставлении меток без ключа, потребуется помощник, который будет смотреть на метки. - Когда метки на распредвале и на крышке распредвала совместились, проверяем, чтобы метки на коленвале также совпали. Также можно проверить, совпали ли метки на бегунке трамблера. Контактный вывод должен быть направлен на вывод провода высокого напряжения четвертого цилиндра. Как определять, раннее или позднее зажигание, мы уже разбирала в другой статье.
![регулировка клапанов ваз своими руками]()
- После совпадения меток приступаем к настройке зазоров клапанов.
Правильный порядок регулировки клапанного механизма ВАЗ «Классика» 2101-2107. Угол проворота коленчатого вала Регулируемые клапана 0 8 и 6 180 4 и 7 360 1 и 3 540 5 и 2
Видео
В этом видео показана регулировка клапанов на ВАЗ 2106.
Видео про регулировку теплового зазора для машин ВАЗ 2101, 2102, 2103, 2104, 2105, 2106, 2107.
Ремонт головки блока цилиндров на ВАЗ 2109 своими руками
Ремонт![Ремонт головки блока цилиндров на ВАЗ 2109 своими руками]()
![Керамическое покрытие NOVOCERAMIC]()
По многолетнему опыту различных автолюбителей замена ГБЦ ВАЗ 2109 чаще всего связана с проблемами, возникающими с прокладкой. Но могут быть и другие, которые могут привести к перегреву двигателя или даже к его заклиниванию.
Ремонт и доработка ГБЦ на ВАЗ 2109 под силу каждому водителю, но необходимы специальные инструменты и небольшие знания принципа работы этого узла. В последнее время все более популярным становится тюнинг этого узла, за счет которого увеличивается мощность автомобиля. Проведение тюнинга своими руками возможно при наличии опыта подобных работ. Работа с клапанами и приводами требует специальных знаний и навыков.
![Wind-Light - ходовые огни для авто. Комплект ходовых огней работающих от движения. Автомобиль получает энергию исключительно от встречного потока ветра.]()
Что такое головка блока цилиндров
Когда пора менять?
- При замене или ремонте головки блока цилиндров вам может потребоваться начать замечать, что расход топлива увеличился или мощность установки снизилась.
- Также неправильная сборка и установка клапанов и цилиндров может привести к неисправностям в системе ГБЦ.
- Если вы постоянно заливаете в машину некачественный бензин, не удивляйтесь, что со временем эта система начнет давать сбои и потребуется ремонт.
- Образовавшуюся трещину в блоке невозможно отремонтировать, кроме как полной заменой элемента.
- Признаком неисправности в головке блока цилиндров может быть белый дым, идущий из выхлопной трубы, вызванный попаданием охлаждающей жидкости в цилиндры двигателя.
- Если на поверхности охлаждающей жидкости в бачке остались масляные пятна, агрегат требует ремонта. Это связано с тем, что масло так или иначе стало попадать туда, куда не должно.
- Редко, но бывает, что выхлопные газы начинают проникать через прокладку. В этом случае нет другого выхода, кроме как снять головку и заменить прокладку.
- Для тюнинга ВАЗ 2109, восстановления, проблем со свечами зажигания, ковки болтов или расточки цилиндров может потребоваться разборка ГБЦ.
Белый дым из выхлопной трубы
![Renumax - революционное средство удаления царапин. Купи сегодня со скидкой 50%!]()
Этапы работы
Как мы уже говорили, процесс замены несложный, но если вы решитесь взяться за него впервые, лучше пригласить на помощь кого-нибудь с опытом в этом деле. Также вам может понадобиться помощь в том случае, если вы решили улучшить характеристики двигателя ВАЗ 2109, настроив его, применив расточку каналов. Замена заглушек также требует дополнительной помощи. В этом случае потребуется некоторая сноровка, чтобы удалить старые заглушки и правильно установить новые.
Инструменты
Процесс
Прежде чем приступить к разборке и ремонту ГБЦ ВАЗ 2109, необходимо выполнить определенные подготовительные работы в последовательности.
Снятие
- Первым делом снимаем корпус очистителя воздуха.
- Отсоедините шланги и трубопроводы от карбюратора или инжектора.
- После этого необходимо отсоединить штаны от коллектора.
- Снимите шлифовальный круг.
- Откручиваем клапанную крышку.
- Снимите карбюратор и коллекторы.
- Открутить болты головки на ВАЗ 2109, скорее всего,вам понадобится калитка и шестигранник, так как винты вкручиваются с приличным усилием. Трубка как рычаг
- Снимите болты крепления головки блока цилиндров и снимите шайбы.
- Снимаем ГБЦ ВАЗ 2109 с силового агрегата.
- Снимите прокладку. Прокладка, срок службы которой подошел к концу, и ее необходимо заменить.
- Кроме того, при необходимости проводят ремонт или доработку узлов блока двигателя.
Труба похожа на рычаг.
Прокладку, срок службы которой подошел к концу, необходимо заменить.
Тюнинг
Грамотная регулировка, доработка и тюнинг головки ВАЗ 2109 поможет полностью раскрыть возможности вашего силового агрегата. Вы, наверное, слышали об этом, много читали или даже смотрели видео в Интернете. Обычно настройка осуществляется путем растачивания и выравнивания каналов, что снижает турбулентность и снижает мощность. Клапаны заменены на более крупные и притерты к своим седлам. Также тюнинг может включать замену штатных направляющих клапанов на бронзовые.
Притирка клапанов
Ниже приводится проверка процесса обкатки:
- голова в собранном состоянии находится на боку;
- отверстия коллектора заполнены жидкостью (можно использовать обычную воду).
Если жидкость не протекает через клапаны, работа выполнена хорошо и клапаны притерты правильно. После устранения всех дефектов можно переходить к сборке головы.
Установка
- Повторную сборку следует начинать с установки новой прокладки. Внимание! Отверстия в прокладке обязательно должны совпадать с направляющими, которые расположены по углам блока.
- Осторожно установите головку блока цилиндров, стараясь не сдвинуть прокладку с места.
- Вставьте болты на место и затяните динамометрическим ключом.
- Установите снятое оборудование, инжектор или карбюратор в обратном порядке. Залить свежую охлаждающую жидкость. Кабели и шланги подключены.
Затяжка динамометрическим ключом
Примечание: эта операция требует определенных знаний и навыков. Поэтому перед его изготовлением нужно знать, что болты нужно затягивать по определенной схеме и с определенным усилием. Ознакомьтесь с дополнительными материалами по этой теме и посмотрите видеоинструкцию.
Как видите, есть некоторые сложности с доработкой ВАЗ 2109, тюнингом, заменой заглушек и сборкой. Но если вы научитесь выполнять эту работу своими руками, посчитайте, сколько денег вы сможете сэкономить.
С мая 2013 года наш портал расширил тематические разделы форума по обмену опытом: добавлены подфорумы Американцы, Корейцы, Немцы, Французы, Японцы, в связи с увеличением автопарков наших посетителей.
Помимо изменения стиля, наш Чат, Почта, Развлекательные и фото/видео разделы, Литература стали встроенными и не трубеют отдельной регистрации. Кроме этого, есть и другие полезные и приятные новшевства с которыми Вы все можете ознакомиться при посещении портала.
С вопросами и предложениями можете обращаться к администрации в специальном разделе форума или через форму обратной связи.
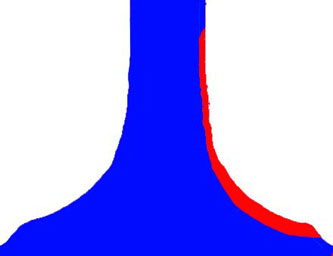
Доработка ГБЦ 2101(1)
Впускной канал, самая узкая часть - там, где выпирает направляющая.
(29*29*3,1415/4)-(14*14*3,1415/4) = 660 - 154 = 506 мм2Щель впускного клапана в максимальном подъеме:
33*3,1415*10 = 1037 мм2Отсюда видно, что размеры канала значительно уступают по сравнению с другими узкими местами впускного тракта. Это действительно только в момент полного открытия клапана, но это время почти полного открытия подавляющее. Короче, нада делать.
Максимум (покажу на фото) - это 34мм, на большее стандартный коллектор не расточить, стенка 1мм остается.Считаем с учетом того, что клапанную ножку обточим до 7мм, а направляющую срежем заподлицо:
(34*34*3,1415/4)-(7*7*3,1415/4) = 909 - 39 = 870 мм2
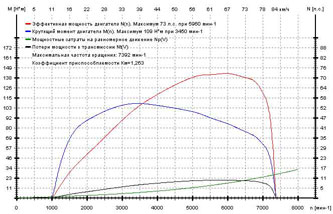
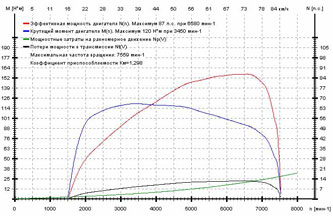
получается, увеличиваем площадь самого узкого места на 70%, неплохо.Начнем с замера мощности:
![]()
Абсолютные данные не точные, но в сравнении - ценная информация.
От составителя: Двигатель 1300, ГБЦ 2101, система питания Webber 2101 23х24
Далее голова снимается с машины, разбирается и моется.
Шикарно конечно моется углекислотой, но не было огнетушителя под рукой. Мыл обычным керосином, а потом в ванной щеткой с порошком. Кстати, нужно не забыть смазать маслом все стальные детали (направляющие, седла, втулки под рокера), чтоб ржа не схватила.
Еще неплохой по слухам метод, когда ВД40 растворяется в незамерзайке. жидкости для омывателя - получается белая эмульсия, которая все смывает легко.Шпильки, кстати, лучше тоже скрутить, но мне покуда не мешали.
![]()
Направляющие выбиваются приспособлением, которое я изготовил из болта. Выбиваются легко и непринужденно. наружа приспособы 13.5, внутренний штырь для направления - 8мм.
Теперь все готово для пиления каналов. Я бы советовал начинать с коллектора, поскольку в голове запаса металла по краям больше, лучше подгонять голову под коллектор а не наоборот.
Замеры: каналы в голове 29, выпуск 27, в коллекторе - 29, вып. коллектор 29.
растачивал я шкуркой в дрели. Самая эффективная головка ИМХО - это вал (в моем случае сверло толстое), на который наматывается ветошь, а на нее - полоса шкурки дето в 20см длиной (ессно все внахлест мотается, чтоб не соскакивало)
Использовал я самую грубую шкурку НА ТРЯПИЧНОЙ ОСНОВЕ какая только была под рукой - это 24-ка. Один канал в голове я ею делал за 2 часа.
Также для удобства сделал наборчик шайб на палочке (см. фото), номинальной (34мм) и уменьшенного диаметра (33) и комплект для выпуска. Такими ну очень удобно контролировать диаметр канала, чтоб не махнуть лишку - такая шайба должна свободно проходить по каналу перпендикулярно оси, и не сильно болтаться.Технология - мотаем ветошь со шкуркой так, чтобы "головка" еле лезла в дырку, начинаем сверлить потихоньку пропихивая все дальше, покуда шкурка не рассыплется. Потом можно кусок оторвать или перевернуть полоску и заново. Контролируем диаметр шайбой, новую полосу шкурки и заново поехали.
неплохо бы еще заиметь инструмент для измерения толщины стенок, но я пользовался пинцетом с налепленными на концы кусочками пластилина.![]()
Коллектор:
разительно отличаются по диаметру пропиленные каналы от не пропиленных:![]()
коллектор точится значительно тяжелее чем голова, из-за того, что можно подлезть только с одной стороны (со стороны карба не сильно то и просунешься).
Смог пропилить коллектор до 34-х только на 2/3, пришлось устранить сверлом перегородку между каналами:
как было![]()
![]()
Все, шайбы свободно проходят:
![]()
Теперь очередь головы.
А потом поехали. Растачиваем равномерно со стороны коллектора, покуда шайба не будет пролазить до дырки под направляющую, потом лучше точить со стороны КС. С этой стороны осторожнее с седлами. Растачиваются они на удивления быстро и легко, можно полностью уничтожить место под фаску.
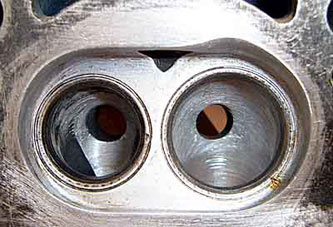
разница очевидна:![]()
Хорошо видно, как убирается нарост вокруг дырки под направляющую, который очень неслабо закрывает канал:
![]()
![]()
Каналы все пропилены, голова вымыта. Не забыть все стальные части перед мойкой смазать маслом, седла клапанов в первую очередь!). Для промывки системы охлаждения использовал электролит для акку - т.е. серную кислоту. Перевернул голову вверх тормашками, закупорил все отверстия и аккуратно, чтоб кислота не попала на наружную поверхность головы (она все ж алюминий хорошо ест), заливал внутрь, медленно покачивая голову. Накипь, налет и ржа растворяется полностью за несколько секунд, полный цикл возни головы в кислоте не думаю, что нужно растягивать более чем на 5 минут. Также аккуратно кислоту сливаем.
На фото отлично виден уровень стояние кислоты - сверху все грязно, снизу девственно чистый алюминий:![]()
После голову сразу промыть, можно в растворе соды или стирального порошка и побыстрее высушить. Например, в духовке =)
![]()
![]()
впуск коллектор 34 (было 29), каналы 34 (было 29), седла 33.5 (было 32.5)
выпуск каналы у седла 28 (было 27, наполовину перекрыты выступом под направляющую), на выходе из головы 30 (было 27), коллектор 30(таким и был), седла 28 (были 27.5).Ушло 0.5 м2 шкурки №24 и гдето столько же ветоши. На канал в впускном коллекторе уходило 2 часа, в голове впуск - 1 час. В голове выпуск - пол часика.
Нарезал небольшие ушки в КС:
![]()
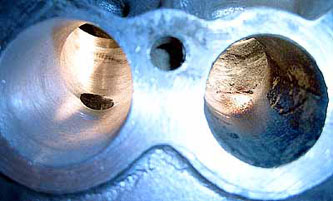
Результаты - в голове глядя на вход в канале, можно увидеть выход, в недоработанной такого нет:
![]()
![]()
Теперь насчет направляющих. Тщательно взвесив все за и против, решил остановиться на своем варианте и пилить ее сложно-пространственно
Для начала разметил на ней метчиком линию, по которой она торчит в канале, также по всему периметру (чтоб легко точить и потом запрессовывать) прочертил ее перед и зад.
![]()
Смысл был в том, чтобы максимально снять торчащего металла, и в то же время оставить по максимуму по площади канал изнутри (масло) и не трогать вообще ее нагруженную сторону (разобъет), и при этом все максимально аэродинамично сгладить.
Впускные получились по оконцовке такими:Как видно, на пятке (та сторона, на которую давит при работе клапан) я практически не трогал металл, поэтому вряд-ли деформируется.
С выпускными немного тяжелее - там и отвод тепла и нагруженность сильнее, и направление потока больше. Поэтому смысл такой-же, но объем работ значительно меньше:
![]()
Вот так торчит стандартная (тока покоцанная немного) в обработанном впускном канале:
![]()
вот так - обработанная (правда не до конца выведена, это бушная, я ее точил на пробу)
![]()
Доработал клапана.
Тяжеловато было, резец очень плохо берет, даже победитовый. Новый выпускной клапан практически вообще не берется, мне советовали на доработку брать только б/у, они лучше точатся - материал мягче.
Зато потом зажал в дрель и доводил форму шкуркой - берется на ура! Медленно зато уверенно снимается металл.
Вот что получилось в итоге:![]()
Снимался металл вот так:
![]()
(обработанная фотка стокового впускного клапана, красным - снятый металл)
Запрессовал направляющие изготовленной оправкой (стальной прут, внутри отв. 11.0мм) Голова в духовке до 100 град, направляющие в морозилку. Забивать надо аккуратно, но очень быстро. Не забыть снять шпильки распреда, они будут мешаться (без снятия крайних вообще не запрессовать). Сначала лезет легко потом нагреваются, но все равно лезут нормально. Выбивались, чесслово, с гораздо большим усилием. Главное, шустрее орудовать.
Фото впуска с клапаном:
![]()
Выпуск с клапаном
![]()
ГТЖ вместо 135/125 ввинтил 140/140. Немного покатался для небольшой приработки, померился.
![]()
Как и следовало ожидать, ровный рост КМ по всей кривой, увеличение оборотов ММ, увеличение КП.
Прибавка получилась 14 лошадей (ну или 12, если учесть, что в молодости мотор имел 75), на что предварительно и рассчитывалось.Ну, думаю, окончательной тарировкой карба еще одну-другую лошадку сниму (поскольку вроде и так едет нормально, без провалов)
Если все мои изыскания сжать в единый временной промежуток и выбросить эстетику (вроде надраивания до блеска головы), то в 5 рабочих дней уложиться можно легко. 1 день - снятие-установка-настройка, 3 дня пиления и 1 день на расслабоне посвятить можно клапанам.
Идеи, расчеты и работа произведена: Андреем Кушпелем (Oxygen)
Составил и отредактировал: PugnatorЧитайте также: