
Штуцер обратки маз 7511
Обновлено: 05.07.2024
Руководство по ремонту ямз 7511 с раздельными головками
Двигатель ЯМЗ 7511 — это следующее поколение легендарного мотора ЯМЗ 238, которые выпускались Ярославским моторным заводом для транспортных средств МАЗ. Основным отличием является наличие турбонаддува и повышения экологической нормы до Евро-2.

Технические характеристики
Устройства мотора ЯМЗ 7511 несколько отличается от своих предшественников. Конструкторы усовершенствовали ряд узлов и агрегатов, что позволило не только увеличить мощность ДВС, но и срок эксплуатации. Так, Конструктивных изменений потерпели:
- Установлен жидкостно-маслянный теплообменник.
- Монтирован водяной насос повышенной производительности.
- Улучшенная группа гильза-поршень с системой масляного охлаждения.
- Обновление топливных насосов высокого давления топлива.
Теперь рассмотрим основные технические характеристики, которые имеет двигатель ЯМЗ 7511:
Обслуживание
- Замена масла.
- Регулировка клапанного механизма.
- Замена фильтров. Так, в зависимости от модификации мотора могут быть или не быть следующие фильтрующие элементы: фильтр тонкой и грубой очистки масла, фильтрующий элемент для грубой и тонкой очистки топлива, воздушный фильтр, экофильтр для выхлопа.
- Очистка форсунок.
- Регулировки, связанные с топливным насосом высокого давления.
- Другие операции, направленные на техническое обслуживание силового агрегата.

Руководство по ремонту
Неполадки движка время от времени знают о себе знать. Зачастую, это связано с износом основных узлов и агрегатов или неправильной эксплуатацией. Также, весьма важным фактором можно считать и обслуживание мотора.
Наиболее частыми поломками можно считать:
- Неисправности ТНВД, связанную с плохим качеством горючего на территории СНГ.
- Система охлаждения. Эта поломка возникает вследствие механического износа узлов.
- Схема электрооборудования несовершенная.
- Износ поршневой группы.
- Клапанный механизм.
- Стартер и генератор.
Наиболее частый вопрос, который задают автомобилисты в интернете — момент затяжки головки блока цилиндров. Для затяжки креплений ГБЦ имеется схема, которой необходимо руководствоваться.
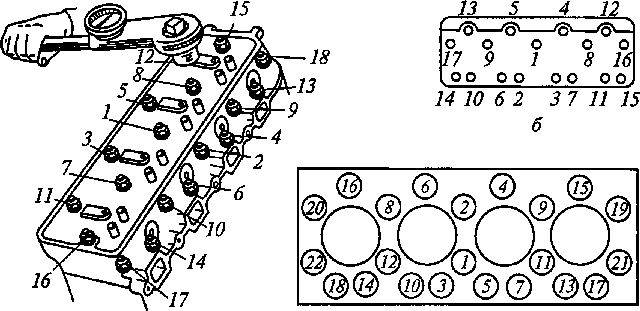
Затягиваться должны с силой предусмотренной заводом изготовителем, которая составляет — гайки шпилек крепления головки цилиндров 240–260 (24–26) Н·м (кгс·м).
Если крепления ГБЦ слишком сильно затянуты, то возможны неисправности мотора, в том числе пробой и выдавливание прокладки.
Вывод
Двигатель ЯМЗ 7511 — это высококлассный и мощный современный мотор, который за время своей службы доказал, что достоин внимания. Высокие технические характеристики, мощность, а также простота в обслуживании и ремонте, сделали популярным и любимым двигатель ЯМЗ, как на территории России, так и за её приделами.
Руководства по эксплуатации, обслуживанию и ремонту ЯМЗ-751-760
Руководство по эксплуатации двигателей ЯМЗ-7511.10/7512.10/7513.10/7601.10.
Устройство, работа и ремонт двигателей ЯМЗ-751/760.
Руководство по ремонту двигателей ЯМЗ-7511.10/7512.10/7513.10/7514.10/7601.10 всех комплектаций и исполнений.
Скидки от справочной
При упоминании АСС вы можете получить скидки на запчасти и услуги
Вся представленная на сайте информация носит информационный характер и ни при каких условиях не является публичной офертой.
6.2. Сборка двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10. Сборка двигателя: блок цилиндров, шатунно-поршневая группа, коленчатый и распределительный валы.
ПОДСБОРКА БЛОКА ЦИЛИНДРОВ

Рис. 100 – Подвеска для блока цилиндров
1–звено; 2–косынка; 3–кольцо; 4–кольцо переходное; 5–рычаг; болт специальный М12; 8–шайба 12-005; 9–тяга; 10–шпилька; 11–гайка М12-005; 12–шплинт 4×36-005.

Рисунок 101 – Подставка для блока цилиндров
1–связь 2400 мм (уголок 63х63х6 ГОСТ 8509-72; Ст. 3 ГОСТ535-79 ); 2–связь L=520 мм (уголок 63х63х6 ГОСТ 8509-72; Ст. 3
ГОСТ535-79); 3–стойка L=290 мм (уголок63х63х6 ГОСТ 8509-72; Ст. 3 ГОСТ535-79); 4–стенка боковая (лист 1,5 ГОСТ 19903-74; Ст. 3
ГОСТ 16523-79);5–стенка торцевая (лист 1,5 ГОСТ 19903-74; Ст. 3 ГОСТ 16523-79); 6–дно (лист 1,5 ГОСТ 19903-74; Ст. 3
ГОСТ 16523-79); 7–ручка
1. Установить с помощью подвески (рис. 100) блок цилиндров (7511.1002012-04) на подставку для блока (рис. 101). Продуть сжатым воздухом. Прочистить ершом каналы, визуально проверить отсутствие трещин.

Рисунок 102 – Оправка для запрессовки манжеты.

Рисунок 103 – Оправка для запрессовки манжеты
2. Собрать болты с шайбами, завернуть и установить кронштейны крепления стартера верхний и нижний на блок цилиндров (S=17).
3. Смазать манжету моторным маслом и запрессовать манжету с пружиной в сборе в расточку переднего блока под привод ТНВД в размер 92±0,7мм с помощью оправки (рис. 102) и молотка.
4. Установить в канавку втулки кольцо уплотнительное и втулку с кольцом в сборе запрессовать в отверстие на переднем торце левого ряда блока цилиндров заподлицо с плоскостью блока, с нанесением смазки Литол-24 с помощью оправки (рис. 103) и медного молотка.

Рис. 104 – Оправка для запрессовки передней втулки оси толкателей в отверстие переднего торца блока цилиндров
5. Запрессовать переднюю втулку оси толкателей в отверстие переднего торца блока цилиндров до упора оправки (рис. 104) в блок, обеспечив совпадение отверстий втулки и блока и размер 7,5±0,2мм между торцами блока втулки.
6. Запрессовать штифты установочные картера маховика в отверстие заднего торца блока цилиндров до упора оправки в блок, выдерживая размер выступания штифтов над плоскостью блока 10±0,5мм с помощью оправки (рис. 105).

Рис. 105 – Оправка для запрессовки штифтов
УСТАНОВКА ТОЛКАТЕЛЕЙ
1. Смазать ось толкателей, крайнюю методом окунания и установить ее смазанным концом в переднюю втулку блока цилиндров пробкой наружу (ось толкателей крайняя: 236-1007236, 1 шт.; масло М10В2 или М10Г2).
2. Смазать маслом методом окунания ось толкателя крайнюю, установить ее смазанным концом во втулку толкателей и установить втулку в сборе с осью в заднюю расточку блока цилиндров. Пробка на крайней оси должна быть направлена наружу (ось толкателя крайняя: 236-1007236, 1 шт.; втулка оси толкателей задняя: 236-1007247-Б, 1 шт.).
3. Установить втулки промежуточные в средние опоры блока цилиндров (втулка оси толкателей промежуточная: 236-1007242, 3 шт.)
4. Смазать методом окунания средние оси толкателей и установить оси смазанным концом в отверстия промежуточных втулок (ось толкателей средняя: 236-1007242, 2 шт. масло моторное).
5. Установить два толкателя 2 и 6 цилиндров на среднюю ось роликами вверх, а пятой напротив отверстий в блоке цилиндров под штангу, установить на ось распорную втулку, установить остальные два толкателя на среднюю ось, и установить среднюю ось в отверстие промежуточной втулки (толкатель:7511-1007180, 4 шт.; втулка распорная: 236-1007248, 1 шт.)
Внимание:
а) Перед установкой толкателей оси должны быть смазаны моторным маслом.
б) После установки толкатели должны легко поворачиваться на оси.
6. Установить толкатели для остальных цилиндров согласно переходу «5» (толкатель: 7511-1007180, 4 шт.; втулка распорная: 236-1007248, 3шт.).
7. Подвинуть крайние оси толкателей в блок цилиндров до упора легкими ударами молотка, выступание оси за торец блока цилиндров не допускается (молоток медный).
УСТАНОВКА ФОРСУНОК МАСЛЯНОГО ОХЛАЖДЕНИЯ ПОРШНЕЙ
1. Установить форсунки масляного охлаждения поршней на трубы и ввернуть болты вручную в резьбовые отверстия труб (форсунка охлаждения поршней: 7511.1010445, 8шт.)
2. Закрепить форсунки окончательно (S=12). При подсборке форсунок с болтами и шайбами не допуская производить резких ударов и нагрузок на трубку.
УСТАНОВКА ВАЛА РАСПРЕДЕЛИТЕЛЬНОГО (7511.1006010)

Рис. 107 – Схема расположения шестерен распределения
1. Установить вал распределительный во втулки блока цилиндров, ввести шестерни в зацепление.
2. Провернуть вал распределительный, совместив отверстие в шестернях и в упорном фланце с резьбовыми отверстиями в блоке цилиндров.
3. Собрать болты крепления вала распределительного (М8 310129-П2, 2 шт.) с шайбами (8Т, 252135-П2, 2 шт.), завернуть болты в блок цилиндров на 2-3 нитки резьбы от руки. Завернуть болты крепления вала распределительного окончательно (S=12).
4. Проверить легкость вращения вала, заедание не допускается.
УСТАНОВКА ВЕРХНИХ ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА
1. Протереть поверхности расточек в блоке цилиндров под вкладыши и опорные поверхности, а опорные плоскости под крышки коренных подшипников. Вкладыши должны соответствовать размерности коренных шеек коленчатого вала. Проверить вкладыши на наличие отверстия и канавки для смазки (вкладыш подшипника к/вала верхний: 236-1005170-В или ВР1, 5шт.).
2. Установить верхние вкладыши коренных подшипников в расточки блока цилиндров, установив замки вкладышей в пазы расточек блока.
ЗАПРЕССОВКА ШТИФТОВ УСТАНОВОЧНЫХ УПОРНЫХ ПОЛУКОЛЕЦ КОЛЕНЧАТОГО ВАЛА

Рис. 108 – Схема запрессовки штифтов
Запрессовать штифты в крышку с помощью оправки согласно эскизу на рис. 108. После запрессовки штифта 236-1005169 допуск параллельности лыски штифта относительно плоскости, проходящей через ось расточки крышки под коленчатый вал, должен быть не более 0,4мм. Удалить образовавшуюся при запрессовке штифтов бронзовую стружку, с крышки обдувкой сжатым воздухом.

Рис. 109 – Оправки для запрессовки штифтов
УСТАНОВКА НИЖНИХ ВКЛАДЫШЕЙ КОРЕННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА
1. В крышках коренных подшипников протереть поверхность под вкладыши. Проверить соответствие маркировки вкладышей (вкладыш подшипника коленчатого вала нижний: 236-1005171-В или 236-1005171-ВР1 по 5 шт.). Установить нижние вкладыши подшипников в крышки коренных подшипников, установив замки вкладышей в пазы постели в крышке. После установки вкладыша пристукнуть крышкой о твердую плоскость, посадив вкладыш в крышку окончательно. Вкладыши должны соответствовать размерности коренных шеек коленчатого вала.
2. Установить полукольца упорного подшипника (7511.1005183, 2 шт.) канавками наружу на установочные штифты с обеих сторон задней крышки коренного подшипника. Полукольца должны устанавливаться легко, без дополнительных усилий. Допускается установка полуколец на смазку «Литол-24». Установить стяжные болты в боковые отверстия блока цилиндров до упора шайб в ограничительную площадку. Перед установкой стяжных болтов (236-1005180А, М14, 5 шт.) нанести на торец головки болта и на плоскость блока цилиндров кольцевой поясок герметика «Анатерм 505».
УСТАНОВКА ВАЛА КОЛЕНЧАТОГО

Рис. 110 – Оправка для запрессовки крышек коренных подшипников
УСТАНОВКА ГИЛЬЗ ЦИЛИНДРОВ
1. Установить уплотнительные (236-100224-А – верхнее; 236-1002023 – нижнее) и антикавитационные кольца в канавки гильзы цилиндра. Перед установкой кольца выдержать 5-10мин. в моторном масле, имеющем температуру 60°С.
2. Установить на гильзу уплотнительное кольцо (150-155-25-2-5 ГОСТ 9833-73) в верхнюю канавку у бурта гильзы. Протереть бурты гильз цилиндров. С помощью и приспособления (рис. 111) запрессовать гильзу в блок цилиндров.
3. Операцию «2» повторить для других гильз цилиндров.

Рис. 111 – Приспособление для запрессовки гильз в цилиндр
1 – штифт; 2 – ушко; 3 – оправка; 4 – крючок; 5 – рычаг; 6 – ручка; заклепки.
УСТАНОВКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ В ГИЛЬЗЫ ЦИЛИНДРОВ
1. Провернуть коленчатый вал первой шатунной шейкой в верхнее положение.
2. Смазать внутреннюю поверхность гильз цилиндров и шатунные шейки коленчатого вала маслом моторным М10В 2 ГОСТ8581-78. Поверхность гильз должна быть полностью покрыта пленкой масла, масло должно быть без механических примесей.

Рис. 112 – Оправка для установки поршня в гильзу цилиндра
1–гильза цилиндра; 2–блок цилиндров; 3–обжимное приспособление; 4–поршневые кольца; 5–поршень.
3. Для того, чтобы установить в гильзу цилиндра поршень в сборе с поршневыми кольцами и шатуном, предварительно сжать кольца, утопив их в канавки поршня. Для сжатия колец применять оправку (рис. 112) с конической внутренней поверхностью и буртиком, позволяющим правильно сцентрировать оправку на гильзе цилиндра. Установив поршень в оправку, осадить его в гильзу цилиндра.
При сборке поршня с шатуном и установке их на двигатель выполнять следующие требования:
− Поршень и гильза должны быть одинаковых размерных групп.
− Компрессионные кольца устанавливать клеймом «верх» к днищу поршня.
− Замки соседних поршневых колец развести в противоположные стороны в плоскость поршневого пальца.
− Установить поршень так, чтобы смещенная камера сгорания в поршне была направлена внутрь двигателя, в сторону топливного насоса.
− На двигателях с индивидуальными головками цилиндров применяются поршни с центральной камерой сгорания. Устанавливать поршень в гильзу так, чтобы стрелка на поршне была направлена в развал двигателя, в сторону топливного насоса. При этом выточки на днище поршня под клапаны будут смещены относительно центра цилиндра в сторону выхлопных коллекторов.
− Клейма спаренности на шатуне и крышке должны быть одинаковыми.
− Грязь, заусеницы и забоины на шлицах шатуна и крышки не допускаются.
− Резьбу и опорные торцы головок болтов, крепления крышек шатунов, смазать моторным маслом и затянуть в два приема, начиная с длинного болта, сначала моментом 100Н·м (10кгс·м), окончательно моментом 200-220Н·м (20-22кгс·м).
УСТАНОВКА ГОЛОВОК ЦИЛИНДРОВ

Рис. 113 – Приспособление для запрессовки штифтов
1. Запрессовать штифты установочные головок цилиндров (313410-П2, 16 шт.) в блок цилиндров. Выступание штифтов в размер 10±0,5мм.
2. Установить прокладки цилиндров (7511.1003312 и 7511.1003213, 8 шт.) на установочные штифты, проверив фиксацию уплотнителей в отверстиях прокладок.
3. Завернуть шпильки крепления головок цилиндров (7511.1003016-20, 42 шт.) в резьбовые отверстия блока цилиндров на 3-5 ниток резьбы от руки, а затем окончательно с Мкр=49-98 Н·м (5-10кгс·м) (S=14, 15, 19), ключ для завертывания шпилек, гайковерт.
4. Установить головку цилиндров на шпильки и штифты установочные, протерев салфеткой привалочную плоскость и кольцевые канавки под прокладку (головка цилиндров с клапанами в сборе 7511.1003010). Установить шайбы (16, 312399-П2, 48 шт.), навернуть гайки крепления головок цилиндров (М16, 311423-П5, 42 шт.) на шпильки на 3-5 ниток резьбы от руки плоским пояском к шайбе. Завернуть гайки окончательно Мкр=216-235Н·м (22-24кгс·м) в два приема (S=24).
5. Операцию «4» повторить для остальных головок цилиндров.
• Запрессовать штифты установочные (313410-П2, 2 шт.) крышки шестерен распределения в отверстия переднего торца блока цилиндров, выдержав размер выступания штифтов 10±0,5мм от плоскости блока цилиндров (рис. 108).
• С помощью подвески для двигателя (рис. 60) установить блок на стенд для переборки двигателя. Установить заглушку сапуна (238Н-1002402-Б) полностью прошлифованной стороной с прокладкой (236НМ-1014272) на блок ввернуть болты крепления (М10, 201495-П29, 2шт.), подсобранные с шайбами (252136-П2, 2 шт.) на 2-3 нитки резьбы от руки, затем окончательно.
• Установить трубку отвода масла от ТНВД (7511.1111620) в развал блока и закрепить болтами (16201-1015624, 2 шт.) (S=19) (рис. 114).

Рис. 114 – Положение трубки отвода масла от ТНВД
• Ввернуть пробку (К 8” 316109-П2) в отверстие крышки шестерен распределения (238Б-1002254Г) (S=27).
• Смазать привалочные поверхности водяного насоса (7511.1307010-10) и крышки шестерен распределения тонким слоем графитовой смазки (ГОСТ 3333-80) УССА. Установить на шпильки крышки прокладку водяного насоса (7511.1307048), водяной насос. Навернуть гайки крепления (М10, 250513-П29, 4 шт.), подсобранные с шайбами (252136-П2 шт.) на шпильки крышки на 2-3 нитки резьбы от руки, а затем окончательно (S=17). Смазать тонким слоем консистентной смазки «Литол-24» уплотнительную поверхность манжеты.
УСТАНОВКА КРЫШКИ ШЕСТЕРЕН РАСПРЕДЕЛЕНИЯ.

Рис. 115 – Направляющий стержень для установки крышки шестерен распределения
Читайте также: