
Трещина на головке камаз
Обновлено: 05.07.2024
Трещина в ГБЦ — признаки, методы поиска и ремонта трещин головки блока цилиндров

Появление трещин в головке блока цилиндров (ГБЦ) сопровождается рядом неприятных симптомов, которые так или иначе влияют на производительность силового агрегата. Далее мы поговорим о том, как понять, что в ГБЦ есть трещина, в каких местах она чаще всего возникает, а также как решить данную проблему.
Признаки трещины головки блока
Довольно часто такую поломку ассоциируют с белым дымом из выхлопной, который якобы является верным признаком трещины ГБЦ. Это действительно так, однако довольно часто проблема проявляется по-другому и цвет выхлопа при этом никак не меняется.

Изменение цвета масла, масло пенится. Когда антифриз попадает в моторное масло, оно становится более жидким, меняет свой цвет и начинает пениться. В системе охлаждения при этом появятся следы масла, пленка будет и в расширительном бачке.


Пузырьки выхлопных газов в системе охлаждения. Появление трещины в ГБЦ в точке контакта с рубашкой охлаждения двигателя может привести к появлению пузырьков в расширительном бачке, а также в радиаторе охлаждения. Это будет заметно во время работы двигателя, все что нужно сделать это аккуратно открутить крышку радиатора и посмотреть. Обращаю ваше внимание на то, что делать это лучше на холодном двигателе, так как на горячем при попытке открутить крышку радиатора ОЖ можно получить ожоги.
Появление пузырей объясняется давлением, которое образуется в процессе сжигания топлива. В случае появления трещины, часть давления проникает в систему охлаждения, в итоге часть выхлопа попадет в бачок и радиатор. Жидкость начинает менять свой цвет, приобретает запах выхлопных газов, возможно появление воздушных пробок, раздувание патрубков и т. д.
В каких местах чаще всего возникают трещины
Поиск трещины в ГБЦ — пожалуй, самое сложное, так как она может появиться в разных точках головки. Даже опытный мастер не всегда в силах выполнить эту задачу быстро, несмотря на то, что трещины возникают, как правило, в определенных местах.
- Между клапанами. Такой тип повреждения обнаружить не сложно, трещину видно между седлами соседних клапанов.
- Между клапаном и свечой. В этом случае также вы без труда сможете найти место повреждения.
- Под направляющей клапана. В таком месте обнаружить трещину довольно проблематично, она прикрыта направляющей втулкой, кроме того в канале темно. Визуальный метод обнаружения в данном случае не подойдет.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.

Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.
Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Обязательно посмотрите видео о том, как найти и устранить трещину в головке блока
Текст: savemotor.ru
Ремонт трещины в головке блока цилиндров
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Симптомы трещины в головке блока цилиндров

Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
Проверка ГБЦ на трещины

Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки

Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ

Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.

Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.

Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.

Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Ремонт дефектов
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Видео «Ремонт микротрещин»
![]()
Шлифовка головки блока цилиндров в гаражных условиях: ожидания и реалии![]()
Что делать, если после замены прокладки ГБЦ не заводится автомобиль?![]()
Что такое ГБЦ? Конструкция и детали



Восстановление головок цилиндров
Головки цилиндров блока двигателя КамАЗ-740 в отличие от двигателя ЯМЗ-238 изготовлены отдельно на каждый цилиндр из алюминиевого сплава Аl-4. На каждом двигателе имеются головки цилиндров — 8 шт. Их водяные ашки имеют технологические заглушки. Внутренняя полость водяной ашки сообщается с водяной ашкой блока с помощью трех перепускных отверстий.
Характерными неисправностями головок цилиндров блока при поступлении в капитальный ремонт являются:
- кавитационный износ отверстий, через которые проходит охлаждающая жидкость, при этом их диаметр может увеличиться в 2—2,5 раза;
- этому дефекту подвержены 80 % головок цилиндров от общего количества поступающих в ремонт;
- выпадение заглушек водяной ашки головок цилиндров;
- обрыв шпилек крепления форсунок и стоек коромысел.
Технические условия на контроль, сортировку и восстановление головок цилиндров и их крышек
Дефектация головок цилиндров, их восстановление и контроль после восстановления осуществляются в соответствии с требованиями технических условий.
Технические условия на контроль, сортировку и восстановление головок цилиндров представлены в табл. 18.
Деталь № 740. 1003014
Материал: сплав алюминия Аl-4
Твердость: НВ 70
18. Технические условия на контроль, сортировку и восстановление головок цилиндров
Номер позиции на рисунке
Способ установления дефекта и средства контроля
Рекомендации по устранению дефектов
допустимый без ремонта
Трещины, захватывающие каналы и внутренние полости головки цилиндров
Испытание на герметичность под давлением воздуха
Трещины, не захватывающие каналы и внутренние полости головок цилиндров
Заварить в среде аргона
Разрушение посадочных гнезд под седла клапанов и перемычек
Заварить гнезда в среде аргона, после чего расточить под номинальный размер
Ослабление посадки седла впускного клапана в гнезде в результате его износа
Проверка постукиванием медным молотком
Заварить в среде аргона
Размер гнезда под седло:
Пробки размером, мм:
Гнездо расточить под ремонтный размер; поставить седло ремонтного размера; обработать под ремонтный размер
Ослабление посадки седла выпускного клапана в гнезде в результате его износа
Поставить седло ремонтного размера
Размер гнезда под седло:
Пробки размером, мм
Ослабление посадки направляющих втулок клапанов в результате износа отверстий под втулки
Легкое постукивание медным молотком
Размер отверстий под втулки:
Обработать под ремонтный размер
Износ, риски, раковины на рабочей фаске седел клапанов
Осмотр; калибр с углом конуса 30°; малый диаметр конуса — 48 мм
Произвести притирку клапанов
Износ отверстий в направляющих втулках клапанов
Расточить под ремонтный размер
Пробки размером, мм:
Прогорание или механическое повреждение кольца уплотнительного газового стыка
Кавитационный износ 3 отверстий для прохода охлаждающей жидкости «Тосол»
Расточить отверстия и вставить латунные втулки
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Крышки головок цилиндров могут иметь следующие неисправности: трещины, обломы и коробление плоскости прилегания к головке цилиндров.
Крышки, имеющие трещины и обломы, выбраковываются. Коробление плоскости прилегания к головке цилиндра устраняется шлифовкой на плоскошлифовальном станке.
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров представлены в табл. 19.
Материал: алюминиевый сплав Al-4
Твердость: HB 69
19. Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Номер позиции на рисунке
Способ установления дефектов и средства контроля
Рекомендации по устранению дефектов
по рабочему чертежу
допустимый без ремонта
Бра ковать, заварить электродуговым способом в среде аргона
Коробление плоскости прилегания к головке цилиндров
Плита поверочная, щуп
Неплоскостность 0,1 мм
Шлифовать до устранения дефекта
Технология восстановления головок цилиндров
Восстановление головок цилиндров производится следующим образом. Изношенная внутренняя цилиндрическая поверхность для прохода охлаждающей жидкости рассверливается на сверлильном станке. На токарном станке изготавливаются из бронзового прутка втулки. Внутренний диаметр отверстия рассверливается до номинального размера. Наружный диаметр втулки должен быть больше диаметра рассверленного отверстия в головке цилиндра на величину натяга при ее запрессовке (0,06—0,12 мм). Изготовленные втулки запрессовываются в рассверленные отверстия.
Выпавшие заглушки водяной ашки головки цилиндра заменяются новыми. На внутреннюю поверхность заглушки наносится слой клеевой композиции и после этого заглушки запрессовываются в отверстия водяной ашки головки цилиндра.
Оборванные шпильки из головок цилиндров извлекаются и вместо них ввертываются вновь изготовленные.
Как заделать трещину в ГБЦ? Причины появления, диагностика и способы устранения

Чаще всего трещины в ГБЦ появляются в результате механических повреждений, перегрева или по причине замерзания охлаждающей жидкости в системе охлаждения.
Признаки появления трещин в ГБЦ:
- Постепенное снижение уровня охлаждающей жидкости (ОЖ) в системе;
- Пузырьки в расширительном бачке системы охлаждения;
- Масло в антифризе или наоборот;
- Появление воздушной пробки;
- Постоянные проблемы с температурой ОЖ (то слишком большая, то наоборот).
Как найти трещину в ГБЦ?
Несмотря на вышеперечисленные признаки, найти саму трещину бывает довольно сложно, а порой и вовсе невозможно. Даже опытный «моторист» может очень долго искать место образования трещины. Все дело в том, что на разных моторах трещины появляются в разных местах.
Перечислим ос новные места появления трещин в ГБЦ
- Между клапанами. Как правило, трещину видно сразу, она проходит под седлами двух соседних клапанов.
- Между клапаном и свечой. Ситуация похожая, и сама трещина видна сразу, искать ее не придется.
- На дизельных моторах трещина легко может образоваться в месте расположения клапана и уйти в сторону форкамеры. Опять же, поиск этой трещины не займет много времени и сил. Однако если трещина в ГБЦ образуется под форкамерой, увидеть ее вряд ли удастся.
- Под направляющей клапана. Это место также одно из неприятных с точки зрения обнаружения. Первое — в канале достаточно темно, второе — трещина прикрыта направляющей втулкой. В такой ситуации необходим особый подход и диагностика.
Теперь предлагаю перейти непосредственно к перечню способов решения данной проблемы.
Рекомендую!
Как заделать трещину в ГБЦ — четыре проверенных способа

-
Газовая или электрическая сварка. В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой. Сама ГБЦ перед сваркой как следует нагревается (
Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.


- Установка штифтов. По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм. В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью. Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие. Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
Все вышеперечисленные работы должны выполняться специалистами, или людьми, которые понимают всю сложность процесса и умеют обращаться с теми или иными материалами.
Рекомендую посмотреть как производят ремонт трещин бока и ГБЦ профессионалы:
Трещина в блоке цилиндров
К серьезным повреждениям мотора можно отнести деформирование его основных элементов — БЦ и ГБЦ. Если в головке блока микротрещина, устранить ее непросто — это одна из существенных поломок авто. Микротрещина может появиться после удара или из-за значительного износа. Также причиной может быть банальный заводской брак.

Трещина в блоке цилиндров: признаки
Есть симптомы, при обнаружении которых обязательно нужно диагностировать двигатель на предмет серьезных повреждений. Особенно часто о наличии разломов говорят такие признаки:
- Постоянный перегрев мотора. Разгерметизация системы приводит к вытеканию масла и перегреву силового агрегата. Проблема может появиться из-за прогорания прокладки.
- Неисправности термопары. Следствие - перегрев мотора и его деформация.
- Расширительный бочок не держит давление, в результате появляются воздушные пробки.
- Температурный датчик выдает неправильные показания. Если стрелка прибора ведет себя беспорядочно, это может говорить о резких изменениях температуры мотора при его работе.
- Мотор вибрирует. Это главный признак того, что образовалась трещина в блоке цилиндров. На трещину указывает также «троение» двигателя во время высокой нагрузки.

Как проверить ГБЦ на трещины?
Если говорят о трещине в ГБЦ, то совсем необязательно речь идет о серьезном повреждении. Как правило, на этой детали появляются микротрещины. Их можно определить такими методами:
- механическая опрессовка;
- сканирование при помощи ультразвука;
- анализ магниточувствительным оборудованием;
- гидроконтроль.
Любой из этих способов эффективен. С их помощью определяют, в каком именно месте образовались микротрещины. Увы, далеко не все сервисные центры оснащены специальным оборудованием. Во многих наличие дефектов определяют при помощи воды или воздуха.
Расскажем, в чем суть такой проверки. Внутренняя часть БЦ заполняется водой, а ремонтник наблюдает, в каком месте сочится жидкость. Если для диагностики применяют воздух, накачанная им деталь помещается в воду. Разлом определяется появляющимися на воде пузырьками.

Есть другой способ найти дефект — при помощи магнитов. Место предполагаемой трещины определяем заранее. По ее краям устанавливаем 2 магнита. Расстояние между ними засыпаем металлическими опилками. Если трещина есть, магнитное поле будет разорвано и опилки сконцентрируются в месте разлома.
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв "не расползался", засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ - самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся. Перед сваркой засверливаем концы разлома — так предотвратим его "расползание". Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.

SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.

Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно - это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей "приживаемости" состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
Лопнула гильза в блоке цилиндров: причины и доступные способы ремонта

Гильза блока цилиндров является одной из деталей, относящихся к поршневой группе двигателя внутреннего сгорания. Учитывая особенности ее работы в агрессивной среде, гильза подвержена воздействию высоких температур, перепадам давления и детонации, в результате чего в процессе эксплуатации могут возникнуть повреждения и дефекты гильзы блока цилиндров.
Именно эти дефекты необходимо незамедлительно диагностировать и устранить во избежание более серьезных проблем с ДВС. В этой статье мы рассмотрим несколько основных эксплуатационных дефектов гильз блока цилиндров, причины возникновения таких дефектов и способы их устранения.
Дефекты гильз блока цилиндров

Итак, среди основных дефектов, связанных с гильзой, следует выделить:
- износ внешней поверхности гильз;
- образование трещин в гильзах блока цилиндров;
- излом бурта гильзы блока цилиндра;
- дефект внутренней поверхности гильзы (зеркало);
Износ внешней поверхности гильз достаточно распространен. Большая часть внешней поверхности гильзы БЦ находиться в контакте с охлаждающей жидкостью. Из-за вибрации гильзы при работе двигателя возникают пузырьки, которые взрываются у наружной стенки гильзы, этот процесс называемый кавитацией и приводит к кавитационному изнашиванию, а также коррозионным процессам.
Устранить такой дефект можно путем наложения полимерных композитов на поврежденные участки. Но, к сожалению, такой ремонт не даст полной гарантии, что проблема будет полностью устранена. Возможно, в ближайшем будущем потребуется все-таки заменить гильзу.
Чтобы не допускать коррозионных процессов и кавитационного изнашивания внешних стенок гильзы, автовладельцу необходимо применять только качественные специальные охлаждающие жидкости (антифризы или ТОСОЛы), часто рекомендованные самим производителем ДВС.
- Также частой неполадкой является образование трещин в гильзах блока цилиндров. Зачастую, трещины в ГБЦ и БЦ появляются в результате неправильной эксплуатации агрегата (длительная работа двигателя на повышенных оборотах, использование топлива, не рекомендованного производителем силовой установки и т.д.).
Немаловажным фактором в проявлении дефекта является резкое изменение скорости вращения коленчатого вала двигателя до отсечки на непрогретом моторе, а также использование некачественных смазочных материалов, охлаждающих жидкостей.
Косвенными симптомами описанного дефекта могут быть:
- нарушение температурного режима мотора при рабочем термостате;
- субъективное ощущение уменьшение мощности ДВС;
- появление в моторном масле эмульсии, а также эмульсия в расширительном бачке;
- запах выхлопных газов из расширительного бачка;
Указанные признаки могут стать причиной обращения на квалифицированное СТО с целью проведения углубленной диагностики и выявления возможных трещин в гильзах блока цилиндров.
Основным методом выявления трещин являются: рентгенография и метод определения трещин посредством красящих химических растворов. В случае выявления дефекта, основным и единственным методом устранения является замена гильзы, поскольку дефектная гильза с трещиной ремонту не подлежит.
Излом бурта гильзы блока цилиндров

Излом бурта гильзы блока цилиндров может являться следствием:
- перекоса в области седла буртика гильзы;
- нарушения технологии обработки при ремонте и восстановлении гильз блока цилиндров;
- неподходящей по высоте и размерам прокладки ГБЦ;
- наличия посторонних частиц между гильзой блока цилиндра и буртом (стружка, уплотняющие средства, остатки старой прокладки и т.д.).
Чтобы не допустить излома бурта гильзы необходимо во время сборки мотора:
- обеспечить чистоту обработки поверхностей бурта и блока цилиндров;
- убедиться в качестве устанавливаемых под гильзами колец;
- толщина прокладки ГБЦ должна соответствовать техническим требованиям по данному изделию.
Во время установки головки блока цилиндров необходимо выполнять протяжку болтов динамометрическим ключом с усилием, указанным в технической документации, согласно правильной последовательности протяжки болтов при установке ГБЦ.
Если своевременно обнаружить дефект гильзы и устранить его, тогда в дальнейшем можно избежать более серьезных последствий, а также сэкономить на ремонте двигателя. Дело в том, что при наличии дефектов гильзы во время активной эксплуатации ТС часто из строя выходит сам поршень, шатун коленвала и т.д.
Дефект внутренней поверхности гильзы

При эксплуатации транспортного средства на запыленных дорогах и в промышленных городах через воздушный фильтр или негерметичное соединение воздуховодов, а также с грязным топливом и плохо отфильтрованным моторным маслом частицы пыли попадают в цилиндры ДВС.

Рекомендуем также прочитать статью о том, как выполняется расточка и гильзовка блока цилиндров. Из этой статьи вы узнаете о том, какие нюансы и особенности следует учитывать в рамках проведения указанных операций.
С целью предотвращения попадания абразива в цилиндры ДВС, владельцу автомобиля необходимо проводить ТО согласно строго определенного регламента. При проведении ТО нужно акцентировать внимание на проверке герметичности соединений воздуховодов, а также использовать рекомендованные производителем масла и фильтры.
Подведем итоги

Рекомендуем также прочитать статью о том, какие преимущества и недостатки имеет гильзованный двигатель. Из этой статьи вы узнаете о том, для чего необходимо гильзование блока, а также какие сильные и слабые стороны имеет подобное решение.
В подобной ситуации оптимально воспользоваться помощью квалифицированных специалистов и провести дефектовку, так как непрофессиональный ремонт или замена гильз блока цилиндров не по технологии может существенно сказаться на сроке службы и стабильности работы ДВС.

Для чего в блок цилиндров устанвливается гильза. Преимущества и недостатки гильзованных моторов, блоки из алюминиевых сплавов, особенности, ремонт.

Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.

Для чего и когда головку блока цилиндров необходимо шлифовать. Как проверить привалочную плоскость головки блока своими руками. Фрезеровка и шлифовка ГБЦ.

Что такое дефектовка двигателя и в каких случаях необходимо выполнять дефектовку мотора. Особенности проведения дефектовки силового агрегата, рекомендации.

Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы.

Как определить, когда двигателю нужно делать капитальный ремонт: ресурс мотора, основные признаки скорого капремонта. Как выполняется ремонт ДВС, советы
Трещина на головке камаз
Сайт сдается в аренду - обращайтесь на ipassat@mail.ru
Неисправности и проблемы головки блока цилиндров. Дефектовка ГБЦ, ремонт
В двигателе внутреннего сгорания имеется много важных и неотъемлемых частей, и головка блока цилиндров считается одним из них.
Ведь, как и весь кривошипно-шатунный механизм мотора, который установлен в блоке цилиндров и работает там, также и ГБЦ, она же головка блока цилиндров, выполняет роль плацдарма для ГРМ. В головке блока цилиндров также проходят масляные смазочные магистрали для узлов газораспределительного механизма, которые расположены в головке цилиндров (такие, как распредвал, клапаны и коромысла). И каналы для «попадания» в мотор топливно-воздушной смеси и вывода выхлопных газов, а также система охлаждения, точнее её магистрали.
Главными причинами выхода из строя головки цилиндров кроются в исчерпании рабочего ресурса, ну а наиболее распространенная причина – это его перегрев.
Если ГБЦ выкинул белый флаг в связи с долгим сроком службы, то тут существует два решения: первое - либо её попытаться реанимировать, путём замены всех изношенных деталей и жидкостей; либо, во-вторых, не мучиться и лучше приобрести новую ГБЦ, или хотя бы найти и подобрать «бэушную» поцелее. В общем, Второй путь быстрее, надежнее, а порой и дешевле будет!
Если же перегрета головка, то необходимо в таком случае проверить её плоскость. Довольно часто при перегреве моторов ГБЦ, скорее всего, искривляется (это около 80-85 % случаев у двигателей российских марок и также советских). Головку с искривленной плоскостью ставить нельзя, ибо она просто прокладку ГБЦ не зажмет, из-под неё будут постоянно течь масло и вода, ну и самое главное - если не сразу, то точно со временем выхлопные газы в силу больших рабочих температур и давлений пробьют прокладку! И начнут вылетать не в выхлопную трубу, а прямо в подкапотное пространство. Чтобы не допускать такого, необходимо при проведении ремонта убедиться в качестве плоскости головки блока (необходимо сделать то же самое и при покупке б/у ГБЦ). Приведём пример последствий перегрева головки блока: двигатель КАМАЗа, восьмицилиндровый V-образной конфигурации, на каждый цилиндр с отдельной алюминиевой головкой.
Почти всегда, после случаев перегрева вылетает клапанное гнездо на одной или двух головках, или же само седло. И после этого в верхней части мотора появляется неприятный «саундтрек» - звонкий стук. В таком случае мотор может просто заглохнуть в лучшем случае, или же вовсе заклинит (если опять же повезет)! А может и продолжит дальше тарабанить, разбивая при этом поршень/поршни ушатывая при этом гильзу, пока до тех пор не дотарабанится, что сам не заглохнет, или шофёр не додумается, что что-то не то происходит. В данном случае необходимо будет обновлять ГБЦ ибо она уже не подлежит восстановлению, поршень/поршни, а возможно даже и гильзу, при том что ГБЦ камазовского мотора обойдётся от 3.900 рублей, а цена за пару поршень-гильза стартует от 2.500рублей.
Рассмотрим ещё одну нередкую проблему при перегреве головки блока, больше свойственна дизельным агрегатам - это на плоскости между клапанами головки появление трещин или микротрещин. Или бывает между отверстием для форсунки и гнездом клапанным. Трещины часто не обнаружить на глаз удается, и поэтому, при проведении осмотре головки, проверьте такие места внимательно. Далее, очистить их от нагара, проведя ногтём большого пальца по окружности в зоне посадки клапанного гнезда, если существует трещина, то ваш ноготь за нее будет цепляться. Также, можно еще один признак наличия микротрещин в головке блока увидеть при заведенном моторе. Итак, для этого необходимо открыть крышку радиатора, и если там окажутся стабильно проскакивающие воздушные пузырьки, то значит в ГБЦ появилась трещина. Дело в том, что воздух, который находится в камере сгорания, во время такта сжатия продавливается под огромным давлением через трещину в систему охлаждения, и далее, продолжая свой путь, выходит пузырьками в радиатор. Ничего страшного - на первый взгляд, однако, если в систему будет попадать слишком большое количество газов, то это на процессе охлаждения отрицательно скажется, то есть, мотор начнёт греться.
Ещё случай - если двигатель будет стоять некоторое время, то «охлаждайка» будет в цилиндр капать, вызывая при этом ржавчину стенок гильзы, И далее, тосол пойдёт вниз, окажется в поддоне, где и происходит его смешивание с «моторкой». Еще следует на состояние путей охлаждающей системы обратить внимание, особенно если в радиаторе применяется вода, а не антифриз или тосол. Дело в том, что жесткая вода начинает взаимодействовать с алюминием и чугуном, размывает постепенно металл до дыр. Если существуют видимые серьезные дефекты в охлаждающей системе головке блока, то лучше всего заменить головку.
При этом необходимо также проверить состояние здоровья направляющих клапанных втулок. Необходимо для этого брать клапан - еще не рассухаренный, за пружину, и пробовать его шатать из стороны в сторону. И если клапан не болтается во втулке, то ещё сойдёт, а если же существует люфт серьезный, то лучше их заменить. Ну а если по хорошему, то нужно измерять выработку с помощью микрометра и щупа.
Необходимо обязательно проверить состояние клапанов на износ. Можно судить об износе клапана по выработке на стержне клапана в тех местах, которые во втулке работают. И если есть износ, на стержне клапана будут резкие переходы ощущаться. Также определить выработку клапана можно по состоянию краев, которые закрывают клапанное отверстие. Сильно изношенный клапан в этой области имеет новообразованные канава по всей окружности рабочей поверхности - зоны. Если клапана и втулки изношены, то необходимо заменить, и не забываем провести процедуру притирки клапанов.
Устройство и ремонт головки цилиндров КАМАЗ, руководство

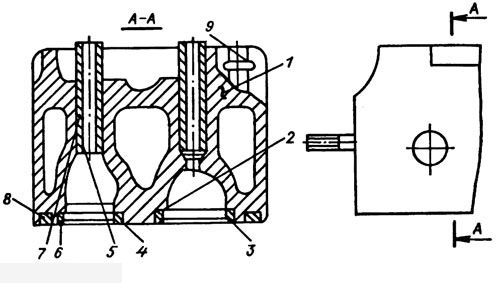
Механизм газораспределения КАМАЗ, детали, запчасти (рис. 5.15):
1 — вал распределительный; 2— толкатель; 3 — направляющая толкателей; 4 — кольцо уплотнительное; 5. 20 -шайбы замковые; 6, 21 — болты; 7 — штанга толкателя в сборе; 8 — винт регулировочный коромысла; 9 - коромысло клапана со втулкой в сборе; 10 — гайка регулировочного винта; 11 — коромысло клапана в сборе; 12 - тарелка пружины с втулкой в сборе; 13. 14 — внутренняя и наружная пружины клапана; 15 — пружинная шайба клапана; 16 — сухарь клапана; 17 — клапан; 18 — корпус подшипника распределительного вала в сборе; 19 - шестерня распределительного вала; 22 — шпонка сегментная

Разборка головки цилиндров в приспособлении И-801.06.000 КАМАЗ(рис. 5.18):
1 — винт; 2 — рукоятка; 3 — тарелки клапанов; 4 — штифт; 5 — головка цилиндров
Вращением рукоятки 2 приспособления отжимают тарелки 14 (см. рис. 5.11) пружин клапанов вместе с втулками 7 и снимают сухари 8 клапанов, тарелки с втулками, наружные 5 и внутренние 6 пружины и шайбы 4 пружин клапанов. С направляющей втулки 18 впускного клапана снимают уплотнительную манжету 17 в сборе, после чего из головки цилиндров извлекают впускные 20 и выпускные 1 клапаны.

Головка цилиндра с клапанами КАМАЗ, детали, запчасти (рис. 5.11):
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5. 6 — наружная и внутренняя пружины клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки цилиндров; 10 — шайба плоская; 11. 31 — шайбы пружинные; 12 — крышка головки цилиндров; 13 — болт крепления головки цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — кольцо уплотнительное газового стыка; 23 — кольцо уплотнительное заглушки; 24 — заглушка головки цилиндров; 25 — головка цилиндров; 26 — ввертыш крепления водяной трубы; 27 — ввертыш крепления впускного коллектора; 28 — штифт стойки оси коромысел; 29 — прокладка крышки головки цилиндров; 30 — шпилька крепления стойки коромысел; 32 — шпилька крепления скобы; 33 — опора скобы; 34 — предохранительная втулка прокладки патрубка.
При необходимости замены выкручивают следующие детали: ввертыш 27 крепления впускного коллектора, ввертыш 26 крепления водяной трубы, шпильки 21 крепления патрубка выпускного коллектора, шпильки 30 крепления стоек коромысел и шпильки 32 крепления скобы форсунки. Головку цилиндров снимают с приспособления.
Головку цилиндров и снятые детали моют, клапаны, седла и направляющие втулки клапанов очищают от нагара, обдувают детали сжатым воздухом и дефектуют.
Головку цилиндров устанавливают на стенд для опрессовки 470.085 и проверяют под давлением воздуха 0,3 МПа (3 кгс/см 2 ) в течение 2 мин. герметичность рубашки охлаждения и под давлением 0,6 . 0,65 МПа (6. 6,5 кгс/см 2 ) — герметичность масляных каналов. При утечке воздуха головку цилиндров бракуют. Она также подлежит выбраковке при наличии трещин, захватывающих внутренние каналы, полости отверстий под форсунку, направляющие втулки и поверхность сопряжения с блоком цилиндров, при разрушении посадочных мест под седла клапанов и перемычек между ними, при повреждении или кавитационном разрушении поверхности сопряжения с блоком цилиндров.
Ослабление посадки седел клапанов в гнездах обнаруживают при легких ударах медным молотком. При наличии этого дефекта и износе гнезд под седла впускных клапанов до диаметра, большего 55,03 мм, а выпускных — 52,03 мм, гнезда под седла впускных клапанов обрабатывают до ремонтного размера 55,5 + (0.03) мм, а выпускных — 52,5 + (0.03)мм. В случае ослабления посадки седел клапанов в гнездах, ранее обработанных под ремонтный размер, головку цилиндров бракуют. Аналогично определяют и устраняют ослабление посадки направляющих втулок клапанов. Предельный диаметр отверстия под направляющую втулку 18,04 мм, ремонтный размер 18,4 + (0,023)мм.
При наличии выработки или раковин на рабочей поверхности седел клапанов их обрабатывают до выведения дефекта притиркой, не допуская увеличения диаметра седла выпускного клапана более 43 мм, а впускного — 48 мм. При невозможности устранения дефекта седла заменяют.
При наличии трещин, сколов, механических повреждений на поверхности направляющих втулок клапанов, а также при износе отверстия в направляющей втулке до диаметра более 10,04 мм втулку заменяют. Также подлежит замене при прогорании или механическом повреждении уплотнительное кольцо газового стыка.
Крышку головки цилиндров бракуют при наличии обломов и трещин. Неровность поверхности прилегания к головке цилиндров проверяют щупом на поверочной плите. Она должна составлять не более 0,15 мм. В противном случае поверхность обрабатывают до устранения дефекта, снимая слой металла не более 0,5 мм. При невозможности устранения дефекта деталь бракуют.
Коромысло клапана с втулкой в сборе бракуют при наличии обломов или трещин, а также при износе носка коромысла по высоте. Расстояние от горизонтали, проходящей через центр отверстия во втулке коромысла, до носка коромысла, должно быть не более 6,0 мм. При износе отверстия во втулке ее заменяют и обрабатывают под ремонтный размер в соответствии с ремонтным размером стойки коромысел (табл. 5.2).
Ремонтные размеры втулки коромысла клапана и опорных поверхностей стойки коромысел КАМАЗ (табл. 5.2).
| Вид размера | Диаметр, мм | ||
| коромысла клапана | стойки коромысел | ||
| Начальный (по рабочему чертежу завода-изготовителя) | 25 +0.023 | 25 -0.020 -0.033 | |
| Допустимый без ремонта | 25,040 | 24,96 | |
| I ремонтный | 24,85 +0.023 | 24,85 -0.020 -0.033 | |
| Допустимый без ремонта | — | 24,81 | |
| II ремонтный | 24,70 +0.023 | 24,70 -0.020 -0.033 | |
| Допустимый без ремонта | — | 24,66 | |
Стойку коромысел бракуют при наличии обломов или трещин. При износе опорных поверхностей их обрабатывают до ремонтного размера (см. табл. 5.2), при диаметре более 24,66 мм — бракуют.
Клапаны впускной и выпускной бракуют при наличии трещин, обломов,износе или выгорании рабочей фаски клапана. При износе стержня впускного клапана до диаметра менее 9,94 мм, а выпускного — 9,90 мм клапан бракуют или направляют на восстановление. При неравномерном износе торца стержня клапана его обрабатывают до устранения дефекта, не допуская уменьшения высоты от торца до кольцевой проточки сверх 6,3 мм. При невозможности устранения дефекта клапан бракуют.
После устранения дефектов головку цилиндров в сборе с направляющими втулками клапанов помещают на приспособление для разборки-сборки 7831-4044 или верстак и устанавливают на место, если они были сняты, следующие детали: шпильки 21 (см.рис. 5.11) крепления патрубка выпускного коллектора (высота выступания шпилек 52±1 мм), шпильки 32 крепления скоб форсунки, шпильки 30 крепления стоек коромысел, ввертыш 27 крепления впускного коллектора и ввертыш 26 крепления водяной трубы. Головку цилиндров снимают с приспособления для сборки и устанавливают на стенд для притирки клапанов седлами клапанов вверх.
Приготовив притирочную пасту из 81 % электрокорунда зернистого и 13 % парафина, разведенных в моторном масле М10Г2к до сметанообразного состояния, наносят пасту на рабочую поверхность седел клапанов. Установив впускной и выпускной клапаны в головку цилиндров, выполняют их притирку до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной не менее 1,5 мм без рисок и разрывов на поверхности пояска. При правильной притирке матовый поясок на седле должен начинаться у основания большого конуса седла.
Головку цилиндров и клапаны укладывают в тару, ячейки которой пронумерованы и обеспечивают сохранение принадлежности клапанов и седел, к которым они притерты. Детали промывают в моющем растворе КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л, ЭАП-40 — 0,2. 0,3 %. Состав моющего раствора: карбонат натрия — 22,5 %, тринатрийфосфат — 18,9 %, триполифосфат натрия — 50,6 %, сульфанол — 2,3 %, синтанол ДТ-7 — 5,7 %. Температура моющего раствора 70. 80 °С, время выдержки 2 мин.
После мойки головку цилиндров устанавливают на приспособление для снятия-установки клапанов (см. рис. 5.18), смазывают стержни клапанов и рабочие поверхности направляющих втулок чистым моторным маслом и устанавливают клапаны на свои места согласно нумерации после притирки.
На направляющую втулку 18 (см. рис. 5.11) впускного клапана устанавливают уплотнительную манжету 17 в сборе, устанавливают шайбы 4 пружин клапанов, внутренние 6 и наружные 5 пружины, тарелки 14 пружин клапанов с втулками 7 и вращением рукоятки приспособления сжимают пружины с тарелками и втулками. Установив сухари 8 клапанов, отпускают пружины, следя за тем, чтобы сухари вошли во втулку 7.
Сняв головку цилиндров с приспособления, проверяют герметичность клапанов. Для этого головку цилиндров устанавливают поочередно впускными и выпускными окнами вверх и заливают в них дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 с. При подтекании топлива следует постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны необходимо притереть повторно. Качество притирки можно проверить на карандаш, для чего поперек фаски клапана на равном растоянии наносят шесть-восемь черточек. Клапан вставляют в седло и, сильно нажав на него, поворачивают на 1/4 оборота. При хорошей притирке все черточки должны быть стерты.
Головку цилиндров устанавливают на приспособление для сборки 7831-4044 или верстак. В коромысла клапанов вкручивают регулировочные винты 8 (см. рис. 5.15) и навертывают на них, не затягивая, гайки 10. Затем устанавливают коромысла 11 клапанов на стойки коромысел, фиксатор коромысел и стойки коромысел в сборе с коромыслами клапанов — на головку цилиндров. Завернув гайки крепления стоек оси коромысел [момент затяжки 42. 54 Н*м (4,2. 5,4 кгс*м)], загибают усики стопорной шайбы крепления стойки коромысел, после чего снимают головку цилиндров с приспособления и направляют ее на сборку двигателя.
Читайте также: