
Установка фторопластовых колец камаз 740
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Установка ГБЦ Камаз- момент затяжки

Снятие установка ГБЦ на автомобиле Камаз происходит довольно часто. По причинам связанным с неисправностями двигателя. Причины могут быть самые разные. Прорыв газов через уплотнительное кольцо. Прогорание клапанов. Утечка охлаждающей жидкости через уплотнения в гильзах. Утечка охлаждающей жидкости через уплотнения между ГБЦ и блоком двигателя. Замена вкладышей. Их рекомендуют менять через каждые 125000 км. И так далее.
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Осмотр головки
Прежде чем произвести установку ГБЦ Камаз на место после проведенного ремонта их обязательно необходимо осмотреть. По следующим причинам.

Состояние компрессионного кольца
Газовое компрессионное кольцо может просесть. Или появится люфт и кольцо будет двигаться на своем месте. В результате того что разбито посадочное место. На это обязательно необходимо обратить внимание. Кольцо должно выступать выше уровня головки 0,122-0,230 мм и разность показаний замеров по длине кольца не должна превышать 0,08 мм. В противном случае кольцо необходимо поменять. Для его снятия предусмотрены пазы с помощью которых кольцо можно вынуть с посадочного места.
Седла клапанов
Второе на что обязательно необходимо обратить внимание это состояние седел клапанов. на седлах может образоваться трещина. Или седло может просесть в своем посадочном месте и разболтаться. Для того чтобы в это убедиться необходимо распрячь клапана. Также возможно образование выработки в направляющих втулках клапанов. С этим разобраться сложнее. Замена направляющих на головках автомобиля камаз сложная задача. Они очень тяжело выпрессовываются. Делать это самостоятельно не советую. Специалисты не охотно берутся за ремонт камазовских головок. Именно по этой причине. И назначают цену немного менее, чем стоит новая головка. Поэтому здесь горячиться не нужно. Если люфт небольшой, то направляющие лучше не трогать. Попробовать установить новые клапана . Если люфт все равно большой попробовать найти другие головки. Это будет дешевле и надёжнее.
Притирка клапанов
Клапана желательно очистить от нагара и притереть. Клапана притирают при помощи дрели. Соединение дрели с клапаном не должно быть жестким. Желательно использовать резиновый шланг. Он быстро выходит из строя и его приходится менять но это того стоит. При жестком соединение возможна не правильная посадка клапана в седло. В момент соединение клапана с седлом должен происходить удар клапана и его одновременное проворачивание.
Правильная притирка клапанов считается при помощи коловорота со стороны шляпки клапана. При этом с обратной стороны необходимо установить слабую пружину что бы клапан отрывался от седла. Это самый надёжный способ притирки, но очень неудобный. Потому что приходится придумывать какой то паз чтобы коловорот смог проворачивать клапан. Самый простой способ это вырезать резиновый пятак с прорезью под коловорот. Для этого хорошо подходит транспортерная лента. И приклеить её к клапана при помощи расплавленной смолы. Это самый простой и доступный способ.
Посте притирки необходимо тщательно очистить клапана и седла от абразива который применялся при притирке. Бывали случаи когда забывали это сделать, в результате клапана с седлами приходили в негодность. Головку после притирки необходимо промыть и тщательно продуть воздухом. После этого клапана можно устанавливать на место. Предварительно требуется установить новые масло съёмные колпачки. И запрячь их в пружины при помощи съёмника клапанов.
Когда клапана установлены на место устанавливаются коромысла. После того как притянуться гайки необходимо их застопорить. Если гайки расслабятся то кронштейн вала коромысел начнет двигаться. В результате будут обламываться шпильки с определенной периодичностью.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.

Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе. Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут. То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Затяжка ГБЦ Камаз
Схеме протяжки выглядит следующим образом
Крест на крест протягиваются противоположные болты.
Момент затяжки ГБЦ Камаз
Затяжка производится при помощи динамометрического ключа
Первый момент затяжки гбц составляет 40 Н-м. протяжка производится согласно показанной выше схемы
Момент второй затяжки гбц составляет 120-150 Н-м
Третья окончательная затяжка производится моментом 190-210 Н-м
Чтобы более равномерно установить головку ГБЦ , коромысла на них можно сразу не устанавливать. Сначала притянуть головки. Потом аккуратно установить штанги и после этого установить и притянуть коромысла. И застопорить крепёжные гайки.
Регулировка клапанов
Остаётся поставить на свое место коллектора. Установка ГБЦ требует последующей регулировки клапанов. Страшна она тем . что нужно хорошо понимать как работает двигатель. Так же необходимо знать метод регулировки который предлагают конструктора. Разные двигатели имеют свою методику регулировки. Связано это с конструктивными особенностями. Всегда предлагается самый простой и удобный способ регулировки для конкретного двигателя. Способ регулировки клапанов автомобиля подробно описан в этой статье. Он подходит для всех V-образных моделей двигателей.
Установка фторопластовых колец камаз 740
В чем же смысл фторопластовых колец? Один человек установив такие кольца избавился от прогара прокладки.
Если на гильзу ставить,меньше просадка чем у резины,соответственно гильза выше (в пределах допуска) будет, прокладка ГБЦ сильней прожмется.
Фторопластовое кольцо ставится на прокладку гбц. Внутри металлической окантовки.
Это понятно! А вот для чего?
имхо дважды неудачная идея
мало того что фторопласт от вибрации и давления - течет так еще и термостойкость его для данного места под большим вопросом.
А для дизельных двигателей прям по размерам и по маркам продают. Вот про уаза не слышал пока. Но методом подгонки можно довести я думаю! Вопрос в другом! Зачем они? Может прокладка погорать не будет?
Для дизеля они есть , да . Мотор Д-243 (Беларусовский тракторный) 4 раза снимал голову . И 4 раза ставил новую прокладку соответственно с фторопластовыми кольцами. Все удачно .
Ничего не боятся , ни большой температуры , ни давление (а в дизеле оно куда больше чем у карбового) . В основном кольца помогают чтоб прокладки не пробивало из-за покоробление головы и блока .
Для тех кто не хотят возится с шлифовкой головы и ремонта блока .
Вполне вразумительный ответ! большое спасибо! Осталось только кольца найти, либо подгонять тракторные!
фторопласт не любит давления. Он начинает деформироваться, т.е. "течь".
Это если брать распространенный Ф-4, есть и варианты более подходящие, типа коксофторопласта.
Вот вся фишка то и заключается в том, что фторопласт ставится прямо на окантовку стальную прокладки ГБЦ. Причем даже дизель выдерживает.
Вот вся фишка то и заключается в том, что фторопласт ставится прямо на окантовку стальную прокладки ГБЦ. Причем даже дизель выдерживает.
Фторопластовые кольца ставятся не на, а во внутрь мет.окантовки, и гильзы у тех дизелей имеют бурт, и расстояние от окантовки до бурта порядка 1.5-2 мм. и как раз в этот промежуток фторопластовое кольцо ложится. А как на уазе прокладка ложится? Она идет практически по самому краю гильзы, если поставить фторопласт, его весь выжмет внутрь. Если надо могу завтра фотки сделать для наглядности.
Вот вся фишка то и заключается в том, что фторопласт ставится прямо на окантовку стальную прокладки ГБЦ. Причем даже дизель выдерживает.
У дизеля и зажигалки немного разная конструкция.
Не вдаваясь в подробности, на бензинке оно ходить не будет.
Разве что попробовать на 417 прокладку от 421 воткнуть. и-то х/з.
Фторопластовые кольца ставятся не на, а во внутрь мет.окантовки, и гильзы у тех дизелей имеют бурт, и расстояние от окантовки до бурта порядка 1.5-2 мм. и как раз в этот промежуток фторопластовое кольцо ложится. А как на уазе прокладка ложится? Она идет практически по самому краю гильзы, если поставить фторопласт, его весь выжмет внутрь. Если надо могу завтра фотки сделать для наглядности.
А на смд 60 такие проточки есть? У меня друг т 150 делает в данный момент. Никаких проточек нет, а кольца фторопластовые он ставит всегда. Только это не совсем кольца, лента какая то. одевается непосредственно на металлическую окантовку прокладки ГБЦ. Постараюсь сфотографировать всю эту конструкцию и ленту в отдельности.
камаз фторопластовое кольцо


Andrey Efimenko: Добрый вечер отец. Сегодня снял головы, по причине течи антифриза и заметил что нет колец фторопластовых, купил а оно не в какую на головку не становится хоть и почистил. Скажи стоит ли его как ты говоришь на гильзу ставить или же вобще их неставить?
Анатолий Лемешонок: Первые двигателя на которых стали ставить эти кольца это ЯМЗ. У них даже в инструкции по двигателю написано что это за кольца и для чего они нужны. Просто мануал многие читают через строчку, либо вообще не читают. А надо бы иногда читать. Я бывший дальнобойщик и сейчас занимаюсь ремонтом двигателей и эти кольца есть только на наших двигателях, на импортных я ещё пока их не встречал. Пользы от них особой лично я не вижу и экономия от них децельная как говорится ноль целых хер десятых. Если она ещё имеется.
А техническую литературу, особенно советских времён, нужно почитывать хоть иногда от корки до корки. Практика практикой, но теорию ещё ни кто не отменял а её нужно знать как отче наш. Вот тогда после таких ремонтов двигателя будут ходить долго и надёжно, и не возвращаться на "20 день" после ремонта снова в ремонт.
А хозяину видео удачи в его работе.
Руслан Антонышев: Здравствуйте, подскажите пожалуйста можно ли шлифануть кольцо газового стыка, и будет ли от этого толк?
andre201124: а если головки аргоном проварить и просверлить за место втулок?
Mike Z: Здравствуйте. Спасибо за видео. Основная задача фторопластовых колец в газовом стыке - уменьшение (заполнение) паразитных объемов цилиндра. Уменьшение этих объемов ведёт к снижению расхода топлива и уменьшению дымность. Такими кольцами серийно оснащаются двигатели ММЗ, КАМАЗ и ЯМЗ. Защитной функции эти кольца не несут. Удачи Вам!
Саша Побережнюк: Ви звідки?
Николай Чеботарев: При каждом снятие головки меняю кольцо газостыка,а фторопластовое не ставлю,нет смысла я так считаю,это мое мнение.
Иван Касьянов: На работе пришёл новый Камаз. Месяц поработал и прорыв газов из газового стыка. Разобрал, смотрю все фторопластовые кольца, стоят как попало. На заводе они просто фторопластовые кольца кидают как попало и головкой прижимают
Andrei Anfalov: Ногтём большого пальца держите внутренний диаметр кольца, а наружной диаметр подушечкой указательного пальца. Тоесть так прижимание ногтём и тянете по кругу. Оно вворачивается во внутрь и очень хорошо потом садить его на гильзу держится крепко.
Жека Салтовский: Точно что, желание хозяина больше на установку влияет )))
Video on this topic
Небольшой ремонт головки Камаз.

По запросу трудящихся ремонт головки, только без замены направляющей клапана, еще не пробовал. Кто умеет.
Как Поставить Фторопластовые кольца ГБЦ

Прокладка ГБЦ Д-245 Установка фторопластовых колец Правильная установка фторопластовых колец прокладки.
Кольцо фторопластовое камаз. Кольцо фторопластовое на камаз

Кольцо фторопластовое камаз. Кольцо фторопластовое на камаз. Узнать подробности Вы можете по тел: 8 (343) 346.
головка блока цилиндров камаз гбц камаз ремонт гбц камаз

Заказать ремонт гбц камаз или купить переходите на наш сайт или звонит е +380672929472 +380502227123 https://yugagro.com.ua.
Головки блока Камаз . Установка .

Устанавливаю головки на блок двигателя , показываю некоторые нюансы .
Камаз 740-62. Установка ГБЦ. Регулировка клапанов.

Снятие - Установка головок , замена кольца газостыка КамАЗ 1часть

23 февраля провел с пользой. Снял головки . заменил кольцо газостыка . все почистил и начал сборку .Тянуть.
камаз фторопластовое кольцо
кольцо токсичности как правильно установить.
филиалы: Москва | Санкт-Петербург | Екатеринбург | Нижний Новгород | Самара | Уфа | Челябинск | Тюмень | Новосибирск | Владивосток | Хабаровск
камаз фторопластовое кольцо
Самые ужасные моторы камаз,что новые что старые,новые ещё хуже.вечное масло,вечная саляра на обратах,новые ещё и с электроникой.китайцы на много качественней,проще и надежней свои моторы ляпают из чего под руку попадётся.4 месяца камазу,погнало масло между блоком и лобовиной,полез снимать,помпа под замену,ролик паразит и натяжной под замену и ещё и провода перетерло до меди в таком месте,что пока не снимешь радиатор не доберёшься.
а мы в свое время так радовались что на смену Зила Ка маз появился,
Фторопластовая кольцо предназначена что-бы понять перегрев двс был или нет
И ещё.
Кольцо газового стыка сделанна из мягкого металла там уплотнитель не нужен на движка ман
Даф нету этих второпоастовых колец.
Уменьшает камеру сгорания и индикатор перегрева движка.
Я не то имел в виду что прямо запороть мотор. А при какой температуре фторопластовые кольца начнут плыть. Нам попадался мотор д 240 на котором было видно что кольца имели скажем не Заводской вид но при этом поршня не прилипли а гильзы имели Синиватый отлив.
Камаз 65117 Покупал в 2013 году новый вот недавно снял головки стоял это фторопласт они там не нужны Я их даже не стал ставить а сейчас Камазы идут вообще с завода не ставят фторопласт самое главное газа стыковая кольцо чтобы чётко держала. 😎👍👍👍👍🚛
Моторист, стаж работы 34 года. - Если у вас кольцо газового стыка в ГБЦ (головка) идеальное, или же новое. и стык верха гильзы зачищен хорошо. то нет смысла ставить "фторопласт". Поверьте - если будет прорыв газов на стыке, то ни какое "фторопластовое кольцо" не поможет.
Наши (СПЕЦИАЛИСТЫ) еще пока не научились производить запчасти так, что бы они подходили или стыковались идеально, вот по этому и придумали кольца газ,.стыка.
Я и не спорю,это только по заказу,если сечет газы их не остановит ничего
Превет трудовому народу у меня вопрос таксказать на засыпку приорел головку блока для своего камаза но когда присмотрелся к ней она оказывается отличается от обычной а именно не становятся бочонки отверстия в ней намного меньше чем обычно и кольцо газ стыка какоето высокое может хтото сталкивался
это голова первых камазов,они шли с низким кольцом газостыка и проставкой,под бачонки не расчитаны шла прокладка резиновая как евро,можно отверстия рассверлить и поставить бачата,главное чтобы она не фрезерованая была по высоте а то воду держать не будет
А я не так роблю, нагрів феном кольцо по ідеї воно то ще більше розширилося, но воно і м'якеньке стає вкидаю в головку двома руками ставлю на місце головка то негріта холодна кольцо остиває і кольцо теж, ото секунд 10 подержав і все кольцо вжалось і тоді хоч і витягуй воно стає чітко, а як головку ставлю мазнув або нігролом або герметиком щоб не випало як перевертать і все)
Вообще не зачем они
Втулки железные вставлены в головку, под антифриз??
фторопластовый уплотнитель не предназначен для уплотнения газового стыка. у него другое назначение. Ваш комментарий не правильный.
@Сергей Шелепов Индикатором перегрева мотора в первую очередь являются поршневые кольца. Это особенно видно при большой потере охлаждающей жидкости. Теплоотдача гильзы уменьшается, увеличивается её температура, что приводит к увеличению температуры поршня, особенно днища которое подвержено наибольшему температурному влиянию. Кольца начинают клинить в канавках и царапать гильзу. Это и мои наблюдения и так же это отражают водители в комментариях. На вовремя заглушенном моторе даже поршня не успевает начать мазать по гильзам. Водители в комментариях отмечают именно, что гильза приобретает синеватый оттенок от перегрева и царапины от колец. Так, что это первый признак перегрева. Эксперимент обойдётся дорого. В первую очередь заменой поршневой.
Остаëтся провести эксперимент .
@правдоруб стар Ваш комментарий отражает, что Вы никогда не заходили на мой канал и не смотрели видео. Все мои видео имеют куда более чем подробные пояснения. И в первую очередь исходят именно из рекомендаций завода. Посмотрите это видео с начала 8 мин. и узнаете истинное назначение фторопластового уплотнителя.ua-cam.com/video/JKUswLQm60s/v-deo.html
@Сергей Шелепов Да, всё правильно фторопластовый уплотнитель приводит камеру сгорания в нормальное состояние, но никак не является индикатором перегрева. Спросите у того, кто Вас обучал какова критическая температура двигателя за которую можно принимать перегрев и какая температура в цилиндре при работе двигателя. Фторопластовый уплотнитель находится как раз в зоне огромных температур, температур в десятки раз выше, чем общая температура мотора. Я читал пояснения завода о назначении данного уплотнителя и там ничего не сказано о его отношении к перегреву. Да его и нельзя считать индикатором поскольку на него воздействуют куда высокие температуры в процессе горения топлива в цилиндре. Я это не раз слышал, но ни разу не получил внятного ответа как он отражает перегрев.
А я и написал что фторопластовые кольца для уменьшения то есть для заполнения свободного пространства что уменьшает камеру сгорания и индикатор перегрева. Я не утверждают а излогаю чему был обучен.
Привет! Как моторист что скажите про частую проблему прорыва газов на Ямз-238 236. Что помогает. как экономичный вариант, когда времени нет на ремонт. под гильзу колечки от старой прокладки или ещё что.
Здравствуй, проработал на ЯМЗ 238 10лет, был и новый мотор и старый, постоянно пробивало на шпильку 1го и 8го цилиндра, что я только не делал. И гильзу поднимал, и со старой прокладки жестянку ставил по новую прокладку. А оказалось все очень просто (место где пробивает прокладку обезжирил бензином, и помахал прокладку с двух сторон простым серым герметичном"Автосил".проблема исчезла на долгие годы.
@камаз мотор Понятно. Благодарю.
привет,посмотрел ролик,почитал коменты,все к тому что проблема в руках твоих.это проблема турбированых моторов ,а у тебя подругому,если ногтем цепляешь то гильза норма,если хочешь вытащить то меняй на новую и затягивать нужно динамометром,после 22-24кг бурт на прокладке лопается и вопрос времени когда пробьет это написано в мануале,проехал200-500 перетяни с таким же усилием и забыл
Привет! Было дело на Урале с камазовским двиг. частенько газами выдувало резинки, и кольцо газовое менял, не помогло, может конечно головки перегретые, но после того как поставил фторопласт больше проблем не было.
Добрый вечер, подскажите пожалуйста как выкручиваться обломанный болт головки в блоки?
Игорь Белоусов втулку сделай на верх т образную и сверлом левого сверления!!
Если снял голову и фторопласт как новый значит перегрева небыло
Так говорят что от этих второпластовых колец гильзы лопаются
Я их не ставлю вообще
Работаю в запчастях. Пришли кольца стыка. Ф4 не лезут)
Я их вабще не ставлю лишний гемарой
У нас столько разборок дешевле купить чем чтото востановить
Я не ставлю правильно вы сказали для снижения токсичности
Для чего сделали газовый замок? Правильно, чтобы уйти от всяких тряпок под головкой, а нам опять всякую хрень подсовывают.
Рахмет, хорошо объяснили!
У меня на Урале 740 мотор. По видемому этих прокладок там не было некогда, сейчас делал ремонт купил прокладки и второпластовые но они не содятся в головку, если только домиком, что делать?
Он же показал, что можно на гильзу адевать.
А помнит ли кто нибудь первые Камазовские двигатели,где между головкой и цилиндром помимо резиновой прокладки.ещё ставилось металлическое кольцо?
Я помню этот двиг.
Там кольцо газостыка и гильза имели другую конфигурацию , потом все упростили ,и ещё долго вопросы задавали -вам какие старого или нового образца?
в прошлом году мотор подогнали ,под забором долго стоял камаз,78 года все нутро было такое
Я их давно ставлю как только они начали появляться в продаже так и ставлю и проблем с ими нету
скажите, хорошо собранный камазовский мотор может пройти 1 млн при очень бережной эксплуатации?
может и 5 000 000 ! только в кузове!!
@Павел Радионов ну к примеру,сайт ротормотор. У него канал посвящен двигателю тверского и роторным моторам
@AZHaK999 и где делают это азетирование
@Oksana Artemova кольца с гильзой тоже можно на глубокое азотирование отдать..главное чтоб они не из стали ст3 были
@AZHaK999 ну не только вал слабое место в двигателе камаз 740 но и кольца тоже столько непройдут теже гильзы .я просто сказал за вал который неразу нерастачивался и только подкидывали новые владыши и двигатель неразу не снимался пока машину не списали на лом .нужно было вал вытянуть с двигателя .если бы знал что такой вал редкость и больше таких невстречю то могли бы его и вытащить возможность на разбор была но незахотели этого делать .
раньше фторопласт, полиэтилен только на военные нужды шел,
Не нужен фторопласт Вообще выкиньте его. 😎👍👍🚛
мы ставим ток на свежие еврики ,если хозяин просит,на старые камазы ток без гарантий головки просаженые на стыках ,тянуть надо сильней ,головка через кольцо давит на бурт гильзы,в итоге трещины на гильзе или обрыв
Была практика:полугодовалый КАМАЗ(КДМ),при снегоочистке пробило газовый стык 8 цилиндра,после замены второпласта сие событие повторилось,обошлись без оного и всё норм,в мануале написано,что привалочные поверхности обрабатываются очень точно и не нуждаются в прокладке,на тот момент я ещё удивился данному решению,т.к "классическая схема с прокладкой доминировала в мышлении)))
Как нам говорили эти кольца ставили для наглядности перегревался двигатель или нет.
нет. ответ неверный.
к перегреву никакого отношениян не имеет
Еще вопрос кто сам менял вкладыши распредвала как лучше сделать? Давление при нагретом 1 или 0.8. Кажеться там теряется давление.
станочная работа. сам нет. осей не будет.
@Алекс М огромное спасибо. Действительно мотор сверху был очень гряжный везде фонтаном брызгала то солярой то маслом а мне было до лампочки лишь бы деньги заработал 😁 мотор мыл тшательно но химию не использовал и пробки не снимал🤔 колен стандарт там чуть чуть видимые волны были но расточивать не стал так как вкладыши были изношены минимально хоть и меняли их год назад. Динаметрический ключь тоже есть немецкий и как раз головки тщательно чистил где садится. Резиновые прокладки тоже зеленые купил дорогие и фторопласт тоже потому что посмотрел этот видео. Он очень доходчиво обьясняет до мелочей все нюансы. Метки как мтавить тоже узнал😁
Самое основное в сборке мотора все промерять и основательно вымыть .на блоке вскрыть все заглушки и щеточкой тонкой из трубки вычистить все каналы потом залить химией точнее даймером и вымыть водой.под бошки второплас лучше не ставь головки древние динамо ключем не затянеш нормально могут по стыкам пострелять.а воротком большим затянеш можно гильзы поотдавливать. лучше без фтороплста и сильнее затянуть.как вариант давление поднять поменяй втулки кормысел на очко на горячую давление должно поднятся.главное все хорошо вымыть. машина любит ласку чмстоту и смазку))))) удачи
@Алекс М я вчера уже собрал пол мотора а кольца оставил свои же, камаз мотор собираю впервые, смотрел видео этого канала и еще другие каналы мотористов. Жека сказал главное не забыть что то там внутри😁 завтра головки и тнвд буду установливать. Клапанные сальники тоже заменил, они все треснутые были гуляли как хотели. Для себя чисто собираю что бы самоутвердиться, все люди должны стремиться получать новые навыки и знания без них организм стареет.
Мы меняем .У меня развертка есть специально для них выбил старые новые забил и полностью прошол с одной установки.можно выточить обойму под все запресовать потом в токарном станке проточить . но это геморно и токарь должен быть асом расчитать натяг усадку и тепловой зазор. потом выпресовать и забить не меняя места и положения втулки. но почти никогда неполучается потом дошабривать нужно . в итоге может выйти хуже чем было.померяй втулки там допуск 14 15 соток
Я смотрел видеообзоры Жеки и разобрал двигатель на своем камазе, на поршнях и в краю гильз есть сильный нагар, когда снимал коленвал поршня не выходили и я их выбивал воротком из торсиона. В общем на поршнях есть вмятины, можно ли их обратно посиавить? Почему я это говорю при снятии поршней увидел что поршня почти новые как будто вчера установили и гильзы тоже никакого износа там нет. Камаз купил год назад .
Прежде чем выбивать поршня,сначала очищай нагар с цилиндров,тогда поршни гораздо легче идут,бывает что даже выбивать не надо.
Белый дым. вообще причины три. Холодный дизель, антифриз( вода) в целиндре, и позднее ОВТ( впрыск). Из-за турбин вряд ли. Если после прогрева все нормально, то и хорошо. На Е шестерня устанавливается с ТНВД евро. Где вместо муфты опережения стоит ведомая полумуфта( типа фланца). На старичках с муфтой ставят на О. И вся арифметика.
@Элвис Пресли я поставил новую поршневую неделю назад завел и в начале сильно кидает белый дым но чуть согреется все исчезает. Я грешил на зажигание, мотор 740.21 тнвд в образный ярославский. шестерню ставил на Е как еврик а привод вообще не в тему стоял и не заводился. Потом на 0 и завелась. Мне кажется этот дым из за турбин. В холодную масло не горит и дымит а чуть порабоиает все чисто.
В следующий раз очищай гагар перед вытаскиванием поршней. Посмотри таблицу( зазоры гпг). То, что выглядят как новые, ещё не факт что хорошие. Поездишь на плохом топливе, или на раннем овт( ранний впрыск) и раздолбит кольцевые канавки. P.S. - мелочей в моторе не бывает.
плохо смотрел кино ну да ладно ,если ничего не расколол ставь ,ты не первый так выбиваешь,а иначе не научишся
Был на заводе КамАЗ в Набережных Челнах , задавал им этот вопрос . Сказали что не обязательно ( но по необходимости )
Совершенно верно. Если у вас идеальная гильза и кольцо газостыка на ГБЦ. если вы равномерно и правильно перетягиваете ГБЦ. то фторопласт вам там не нужен.
А как они влияют на таксичность эти кольца
Никак не влияют,.
Якобы они заполняют паразитные объёмы в цилиндре в месте стыка и это хорошо сказывается на дымности и экономичности.
Прочитал все комментарии,особенно про, якобы экономию топлива,при применении фторопластового кольца. Я не имею соответственного образования,но как показывает опыт,это ересь. Далее. Безусловно,фторопласт решает проблему сечения газов,но влечет за собой одну серьёзную проблему. Кто-то пишет о исправлении инженерной недоработки,так вот. Возьмите в руки кольцо газового стыка,и положите его на гильзу,в порядке сборки. Между внутренними буртами ( гильзы и кольца ) имеется зазор. Когда фторопластовое кольцо его заполняет собой,то при затяжке ГБЦ,оказывается непредусмотренное давление головки на внутренний бурт гильзы,тем самым,при изучении не хитрой геометрии гильзы,можно обнаружить,что головка просаживает собой внутреннюю её часть . В итоге,появляется большая возможность,при эксплуатации автомобиля ( перегрев ) например, что в верхней части гильзы,появляется трещина,и как следствие,газы в водяную рубашку. Совет,при сомнении,что кольцо газового стыка имеет деффекты,замените его,желательно на оригинальное.
Добрый вечер отец. Сегодня снял головы, по причине течи антифриза и заметил что нет колец фторопластовых, купил а оно не в какую на головку не становится хоть и почистил. Скажи стоит ли его как ты говоришь на гильзу ставить или же вобще их неставить?
Установка фторопластовых колец камаз 740
На поршень устанавливают два компрессионных кольца и одно маслосъемное.
Компрессионные кольца предназначены для предотвращения прорыва газов в картер при их сжатии и расширении. Кроме того, они служат для передачи теплоты от поршня к цилиндру.
Маслосъемное кольцо служит для удаления излишка масла с рабочей поверхности цилиндра и предотвращения попадания его в камеру сгорания.


Отворачиваем четыре болта крепления головок, (рис. 1) и снимаем головки блока цилиндров.
Головкой на 13 откручиваем гайки масляного поддона, снимаем поддон двигателя и прокладку поддона. В случае «прикипания» картера, нужно постучать по нему через деревянную прокладку.

С помощью ключей на 13 и 17 снимаем масляный насос.

Отвернуть гайки шатунных болтов и снять крышки шатуна (рис. 4).
Так как крышка сидит плотно, сбить ее несильными ударами молотка. Вынуть из крышки вкладыш шатунного подшипника.
Проталкиваем поршень в цилиндр так, чтобы он вышел из цилиндра, и затем вынимаем его вместе с шатуном.
Вынимаем из шатуна вкладыш шатунного подшипника.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.


Проверить метки на шатуне и крышке шатуна. Если метки не видны — пометить шатун и крышку номером цилиндра.
Таким же образом вынимаем остальные поршни с шатунами.

С помощью плунжерного расширителя снимаем поршневые кольца.
Снимаем стопорные кольца с двух сторон поршня.
Нагреваем поршень в масляной ванне и вынимаем поршневой палец из шатуна, перед этим заметив положение шатуна относительно поршня.

Таким же образом снять остальные поршни с шатунов.
После разборки промыть все детали в бензине. Очистить поршни от нагара. Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.

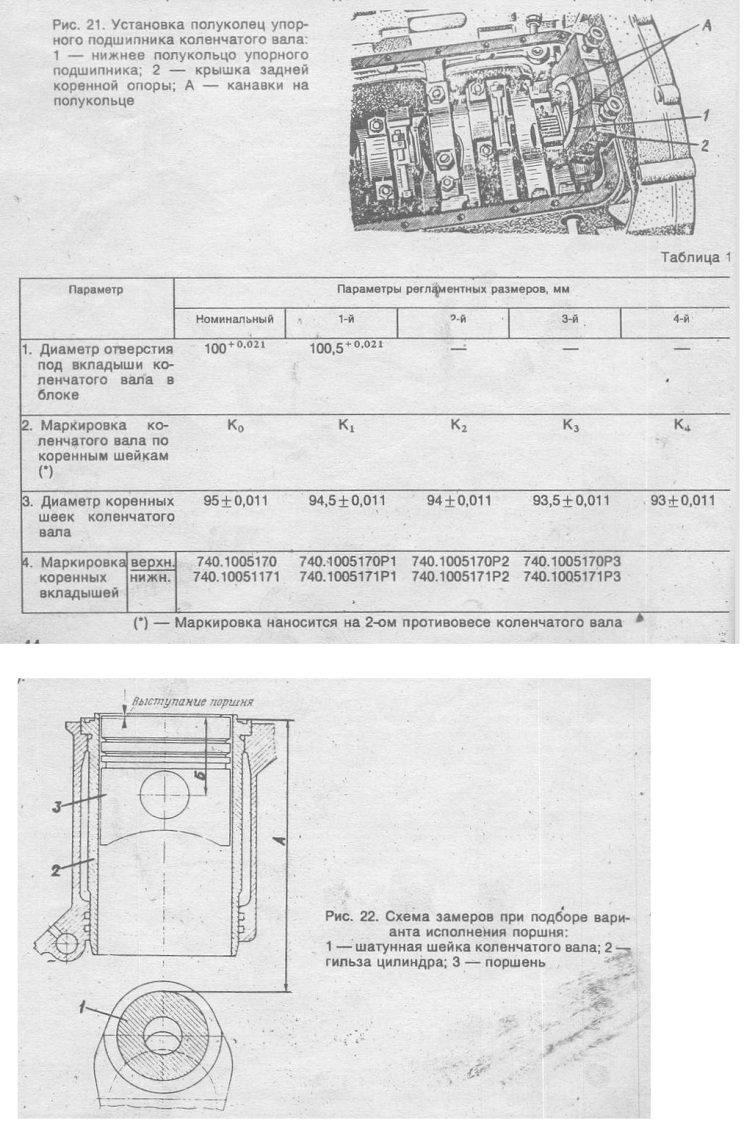
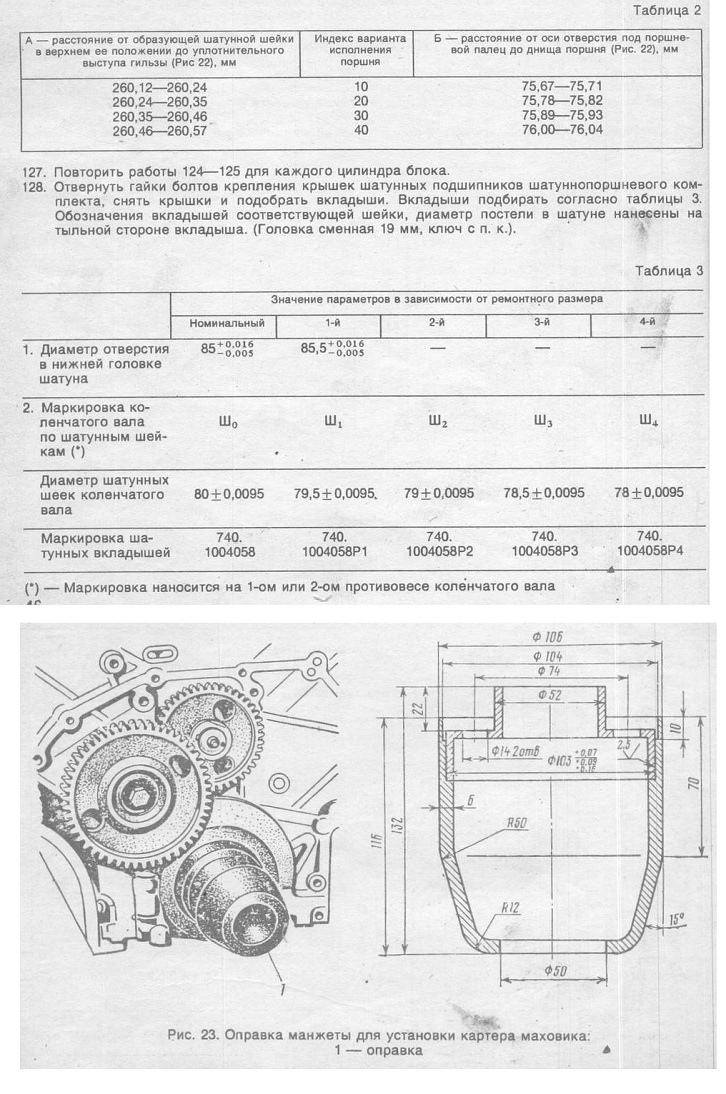
Для уменьшения надпоршневого зазора при сборке двигателя подбором варианта исполнения поршня обеспечивают выступление его над уплотнительным торцом гильзы на 0,5-0,7 мм. Индекс варианта поршня (10, 20, 30, 40) нанесен на его днище, а также на нерабочем торце выступа гильз.
Диаметр поршневого кольца в свободном состоянии больше, чем диаметр цилиндра, поэтому при установке оно плотно прижимается к его стенкам. В канавке поршня кольцо образует лабиринтное уплотнение с малым зазором.
Газы, попадая в этот лабиринт из надпоршневого пространства, снижают свое давление и скорость и прижимают кольцо к стенке цилиндра.
Разрез в кольце называют замком. В рабочем состоянии кольца всегда должен быть зазор в замке, чтобы оно при нагревании не заклинивалось.
Значение зазора при установке поршня в цилиндр находится в пределах 0,4-0,8 мм для компрессионных колец, 0,3-0,7 мм для маслосъемного.
Чтобы кольца свободно пружинили, их в канавках на поршне по высоте устанавливают также с небольшим зазором. Торцовый зазор у верхнего компрессионного кольца несколько больше, чем у нижнего.
Компрессионные кольца имеют трапециевидное сечение. Рабочая поверхность верхнего компрессионного кольца покрыта хромом, имеет зеркальную поверхность, нижнего — молибденом, она матовая.
Во время движения поршня кольца прижимаются то к верхним, то к нижним плоскостям канавок и создают этим необходимое уплотнение, препятствующее прорыву газов в картер через канавки.
При этом компрессионные кольца могут перекачивать в камеру сгорания масло, снимаемое ими со стенок цилиндра: когда поршень движется вниз, масло собирается в зазоре между кольцом и нижней плоскостью канавки, а когда перемещается вверх, масло выдавливается в зазор между кольцом и верхней плоскостью канавки.
Разрежение в цилиндре при такте впуска также способствует этому.
С увеличением торцового зазора в сопряжении кольцо — канавка поршня из-за насосного действия колец возрастает количество перекачиваемого масла в камеру сгорания, в результате резко повышается его расход. Поэтому необходимо проверять торцовый зазор после установки колец на поршень.
Маслосъемное кольцо сборное; оно состоит из чугунного кольца коробчатого сечения с хромированной рабочей поверхностью и витого пружинного расширителя. Хромирование колец повышает их износостойкость.
Нижняя канавка в поршне под маслосъемное кольцо имеет отверстия по всей окружности для отвода масла, снимаемого кольцом с поверхности цилиндра.
Поршень с шатуном соединен пустотелым пальцем плавающего типа, осевое перемещение которого в поршне ограничивается двумя пружинными стопорными кольцами.
Шатуны стальные, двутаврового сечения. Нижняя головка шатуна разъемная.
Для точной посадки вкладышей нижнюю головку шатуна окончательно обрабатывают в сборе с крышкой, вследствие чего крышки шатунов не взаимозаменяемы.
На крышке и шатуне нанесены метки спаренности в виде трехзначных порядковых номеров. Кроме того, на крышке шатуна выбит порядковый номер цилиндра.
Подшипниками скольжения в верхней головке шатуна служат биметаллические неразъемные втулки с рабочим бронзовым слоем; в нижней головке шатуна — съемные взаимозаменяемые вкладыши.
Крышка нижней головки шатуна крепится гайками на двух болтах, запрессованных в боковые выступы нижней головки шатунах
Специальное стопорение шатунных болтов и гаек от самоотворачивания не предусмотрено.
Это объясняется тем, что шатунные болты автоматически предохраняются от самоотворачивания за счет трения в резьбе при условии строгого выполнения требований к затяжке гаек шатунных болтов.
Шатунные болты могут разорваться из-за недостаточной или чрезмерной затяжки. Болты нужно затягивать до удлинения на 0,25 - 0,27мм.
Установка колец, поршней и гильз в дизель 740 Камаз

Установка гильз цилиндров в блок
Перед установкой гильз в блок на фаски наносится смазка ЦИАТИМ. Гильзы цилиндров вставляются усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец.
Поршень с пальцем и шатуном собирается после нагрева поршня до температуры 80÷100˚ C.
Отверстия в шатуне под пальцем и сам палец предварительно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Не допускается запрессовка пальца с помощью инструмента.
Выточки на поршне и пазы под усы вкладышей на шатуне должны располагаться в одну сторону (рис. 16). Поршневые пальцы фиксируются стопорными кольцами.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6÷0,7 мм, рисунок 17.
Метод измерений расстояния от образующей шатунной шейки коленвала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показан на рисунке 18. Данные для подбора поршня по гильзе в таблице 1.

После подбора поршней на заводе индексы вариантов поршня 10, 20, 30, 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке нужно подбирать поршни и цилиндры с одинаковым индексом.
При установке поршня в гильзу выточки под клапаны на поршне должны быть установлены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и шейками коленвала (осевой люфт) должен быть не менее о,15 мм.
Поршневые кольца перед установкой на поршень должны иметь тепловые зазоры. Зазор поршневых колец замеряется в калибре диаметром 120 +0,03 мм .

Размеры зазоров указаны в таблице.

Устанавливаем поршневые кольца с помощью плунжерного расширителя (если есть).
Маслосъемное кольцо вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180˚ к замку кольца.
После этого устанавливаем компрессионные кольца. Сначала вставляем кольцо, покрытое молибденом, после кольцо, покрытое хромом. Замки смежных колец разводятся в разные стороны.
Установка фторопластовых колец камаз 740
СБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 640,0 чел. мин
96. Установить блок цилиндров на стенд и проверить герметичность масляных каналов блока цилиндров. Нарушение герметичности не допускается.
(Стенд для проверки герметичности, кран-балка, подвеска).
97. Установить блок цилиндров на стенд для разборки-сборки двигателя в горизонтальное положение. (Стенд для разборки-сборки двигателя, кран-башка, подвеска).
98. Продуть тщательно все внутренние полости блока цилиндров сжатым воздухом. (Пистолет для обдува деталей сжатым воздухом С-417).
99. Смазать нижние 26 (Рис. 1) и верхние 25 уплотнительные кольца гильз цилиндров моторным маслом М10Г2К ГОСТ 8581-78. (Емкость, кисть).
100. Установить нижние уплотнительные кольца 26 гильз в блок цилиндров.
101. Надеть верхние уплотнительные кольца 25 на гильзы 24 цилиндров, установить гильзы в блок цилиндров и запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилиндров смазать моторным маслом М10Г2К ГОСТ 8581-78. (Приспособление для установки гильз, емкость для масла, кисть).
102. Установить блок цилиндров на стенд для проверки герметичности и проверить герметичность водяной рубашки блока цилиндров. Нарушение герметичности не допускается. (Стейд, кран-балка, подвеска).
103. Установить блок цилиндров на стенд для разборки-сборки в вертикальное положение. (Стенд, кран-балка, подвеска).
104. Установить направляющие 31 (Рис. 15) толкателей на блок цилиндров, завернуть болты крепления со стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб. Величина момента затяжки болтов 85—95 Н. м (8,5—9,5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
105. Смазать толкатели 2 маслом и установить их в направляющие 3 толкателей. Применять масло М10Г2К ГОСТ 8581—78. (Емкость, кисть).
106. Смазать опорные шейки распределительного вала 1 маслом и установить распределительный вал 1 в сборе в блок цилиндров. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
107. Установить на вал корпус 15 подшипника, завернуть болты 18 крепления с замковыми шайбами 19 корпуса подшипника распределительного вала и отогнуть усы замковых шайб 19 на грани головок болтов.
Болты крепления затянуть крутящим моментом 25 Н. м (2,5 кгс. м).
(головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
108. Отвернуть болты 40 (Рис. 1) крепления с шайбами крышек 39 и 36 коренных подшипников коленчатого вала. (Головка сменная 24 мм, ключ с п. к.).
109. Отвернуть стяжные болты 37 и 41 блока цилиндров и снять крышки 36 и 39 коренных подшипников 43 блока цилиндров и уложить их по порядку на верстак. (Верстак слесарный, головка сменная 19 мм, ключ с п. к., съемник).
110. Подобрать вкладыши коренных подшипников. Вкладыши коренных подшипников выбирать согласно таблицы 1. Обозначение вкладышей наносится на тыльной стороне вкладыша.
111. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренный подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выточки во вкладыше с выточками соответственно в постели блока и в крышке. (Салфетка).
112. Смазать вкладыши коренных подшипников маслом. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
113. Установить в блок цилиндров коленчатый вал в сборе. (Кран-балка, подвеска).
114. Установить нижние и верхние полукольца упорного подшипника коленчатого вала (Рис. 21) и проверить осевой зазор в упорном подшипнике. Канавки А на полукольцах должны прилегать к упорным торцам вала.
Нижние полукольцо устанавливать одновременно с крышкой заднего коренного подшипника. Выступы на нижних полукольцах 14 (Рис. 12) при установке крышки 15 необходимо совместить с выточками в крышке 15.
115. Установить крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока, вести начиная с переднего торца двигателя).
116. Завернуть и затянуть болты 40 крепления крышек в два приема: первый с величиной момента затяжки 96—120 Н. м (9.6—12,0 кгс. м) второй 210—235 Н. м (21,0—23,5 кгс. м). Болты заворачивать сначала со стороны Правого ряда цилиндров, а затем со стороны левого ряда цилиндров. (Головка сменная 24 ^м, удлинитель, ключ с соединительным квадратом, ключ динамометрический ПИМ-1754).
117. Замерить осевой зазор коленчатого вала. Он должен, быть в пределах 0,100—0,195 мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины. (Набор щупов № 2).
118. установить завернуть и затянуть стяжные болты 37 и 41 с шайбами блока цилиндров. Болты затягивать с величиной момента затяжки 82—92 Н. м (8,2—9,2 кгс. м). (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая мод. 131 М).
119. Проверить легкость вращения коленчатого вала. Коленчатый вал должен свободно поворачиваться от руки.
120. Установить ось 16 (Рис. 2) ведущей шестерни привода распределительного вала на блок цилиндров, завернуть болты 18 крепления с замковыми шайбами 17 оси и загнуть усы замковых шайб на грани головок болтов. Величина момента затяжки болтов 50—60 Н. м (5—6 кгс. м).
(Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
121. Установить на ось ведущую шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распределительного вала. Шестерню установить так, чтобы метки «О» на промежуточной шестерне 2 привода распределительного вала и на распределительной шестерне 24 коленчатого вала совпала. Также должны совпасть риски на ведущей шестерне 21 привода распределительного вала и на шестерне 27 распределительного вала. (Оправка, молоток).
122. Проверить окружной зазор в зацеплении шестерен 2, 24, 21 и 27.
Зазор проверять не менее, чем в трех точках. Зазор должен быть 0,1—0,3 мм (Набор щупов V № 2).
123. Завернуть болт 1 крепления с замковой 25 и упорной 26 шайбами ведущей шестерни 2 привода t распределительного вала и загнуть усы замковой шайбы 25 на грани головки болта. Величина момента затяжки болта крепления 90—100 Н. м (9—10 кгс. м). (Головка сменная 19 мм, ключ с j п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
124. Повернуть коленчатой вал так, чтобы шатунная шейка 1-го цилиндра находилась в верхнем I положении. (Рычаг для поворота коленчатого вала).
125. Заменить расстояние А (Рис. 22) от образующей шатунной шейки 1 в верхнем ее положении до торца уплотнительного выступа гильзы 2 при вертикальном положении гильзы. Замеряемое расстояние — это превышение над размером 260,13 мм. (Приспособление для замера).
126. Нанести на не рабочем выступе торца гильзы номер цилиндра и индекс варианта поршня на стороне, обращенной к вентилятору в соответствии с таблицей 2. На поршне индекс выбивать на днище поршня. Старая маркировка на гильзе и на поршне должна быть удалена или забита. (Молоток, набор клейм). В запасные части для ТО и ТР поступают поршни только группы 10, которые можно устанавливать в любую группу гильз.
129. Смазать вкладыши 12 (Рис. 10) шатунных подшипников и установить их в крышки 10 шатунов и в нижние головки шатунов. Смазать маслом М10Г2К ГОСТ 8581-78. Выступы на вкладышах должны совпасть с выточками на крышке и на шатуне. (Емкость с маслом, кисть).
130. Повернуть коленвал для установки первой шатунной шейки в нижнее положение. (Рычаг).
131. Развести замки поршневых колец поршня с шатуном и кольцами в сборе первого цилиндра на 180° относительно друг друга и установить поршень с шатуном и кольцами в сборе в соответствующий цилиндр с помощью оправки. Индекс поршня должен быть одинаковым с индексом гильзы. Поршни с индексом 10 можно устанавливать в любые гильзы. При установке поршней выточки под клапаны на днище поршня сместить в сторону развала блока цилиндров. (Оправка для установки поршня, деревянный молоток).
132. Установить крышку 10 шатуна на соответствующий шатун и предварительно закрепить болтами 9 с гайками 11 с величиной момента затяжки 29—31 Н. м (2,9—3,1 кгс. м). Клейма спаренности из цифр на шатуне и на его крышке должны быть одинаковыми. Канавка на шатуне должна совпасть при установке с замковым усом на крышке шатуна. (Головка сменная 19 мм, ключ с п. к., удлинитель, рукоятка динамометрическая мод. 131 М).
133. Повторить работы 130—132 для последовательной установки поршней с шатунами и кольцами в сборе в 8, 2, 7, 3, 4, 5 и 6 цилиндры.
134. Повернуть коленчатый вал так, чтобы первая шатунная шейка оказалась в нижнем положении. Отсчет нумерации вести от передней части блока цилиндров. (Рычаг).
135. Произвести окончательную затяжку гаек шатунных болтов первой шатунной шейки. Затяжку гаек производить до удлинения шатунных болтов 0,25—0,27 мм. Гайки шатунных болтов М 13 х 1,25 изготавливаемых с июля 1985 г. затягивать с величиной момента затяжки 120—130 Н. м (12—13 кгс. м). (Головка сменная 19 мм, ключ с п. к., приспособление для контроля удлинения, рукоятка динамометрическая мод. 131 М).
136. Проверить зазор между торцами нижней головки шатуна и щеками коленчатого вала. Зазор должен быть не менее 0,15 мм. (Набор щупов № 2).
137. Повернуть блок цилиндров в горизонтальное положение. (Стенд).
138. Смазать прокладку 1 (Рис. 9) картера маховика, установить прокладку 1, с помощью оправки (Рис. 23) картер 2 (Рис. 9) маховика на блок цилиндров, совместить отверстия в картере, прокладке и блоке, установить в совмещенные отверстия болты 7 и 9 крепления с пружинными 6 и 10 и плоскими 5 и 11 шайбами и завернуть их. Применять смазку 1—13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. Величина момента затяжки болтов крепления картера маховика 90—110 Н. м (9—11 кгс. м). (Емкость, кисть, оправка, головка сменная 17 мм и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
139. Установить на двигатель М&хрвик 8 (Рис. 7) в сборе и совместить отверстия под болты крепления маховика. Маховик устанавливать таким образом, чтобы установочный штифт на коленчатом валу вошел в отверстие в маховике. (Кран-балка, подвеска для снятия — установки маховика).
140. Установить и завернуть болты 11 крепления с замковыми пластинами 12 маховика и загнуть
141. Проверить биение торца маховика относительно оси коленчатого вала. Величина биения должна быть не более 0,25 мм. Биение замерять на максимальном диаметре. (Приспособление с индикатором мод. ПРИ-1П).
142. Установить вал привода гидромуфты.
143. Смазать прокладку передней крышки блока. Применять смазку 1-^13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. (Емкость, кисть).
14’4. Установить прокладку 44 (Рис. 1) и гидромуфту привода вентилятора с передней крышкой блока 6 в сборе на передний торец блока цилиндров и завернуть болты 3,49 и 50 крепления с пружинными 4 и 48 и плоскими шайбами 5 и 47. Величина моментов затяжки болтов крепления М10 50—62 Н. м (5,0—6,2 кгс. м), а болтов М12 90—110 Н. м (9,0—11,0 кгс. м). (Кран-балка, подвеска, головки сменные 17 и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
145. Установить штанги толкателей в сборе первого цилиндра в толкатели штанг.
146. Установить прокладку 2 (Рис. 24) головки блока цилиндров и уплонительную прокладку 4, Материал прокладки уплотнительной: резина.
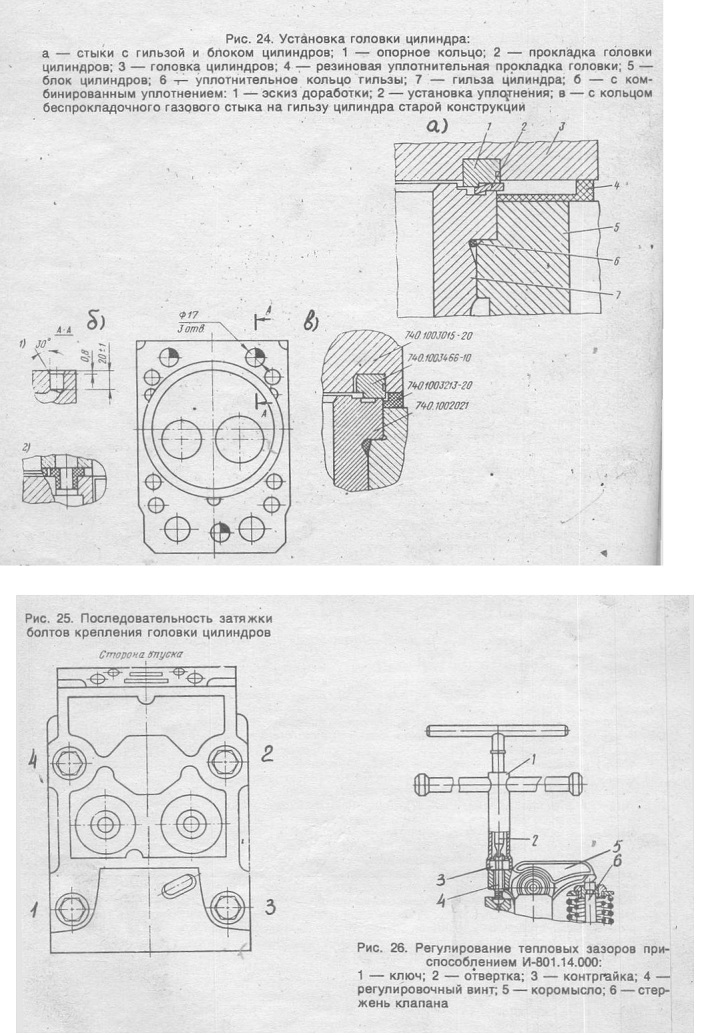
147. Установить головку 31 блока (Рис. 4) цилиндров с клапанами 1 и 20 в сборе на блок цилиндров и завернуть болты 13 крепления с шайбами.
Перед заворачиванием резьбу болтов крепления головки цилиндров смазать тонким слоем графитовой смазки. Перед установкой головки блока необходимо вывернуть на несколько оборотов регулировочные винты коромысел. Болты крепления головки блока цилиндров затягивать по схеме (Рис. 25). Величина момента затяжки болтов 40—50 Н. м (4—5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, емкость с графитной смазкой (УСсА) ГОСТ 3333-80, кисть).
148. Повторить работы 145—147 для каждого цилиндра блока цилиндров.
1.49. Затянуть окончательно болты крепления головок цилиндров в два приема. Порядок затяжки болтов крепления см. рис. 25. Величина момента затяжки болтов крепления для 1 приема 120—150 Н. м (12—15 кгс. м); для 11 приема 160—180 Н. м (16—18 кгс. м). (Головка сменная 19 мм, ключ динамометрический мод. ПИМ-1754).
150. Повернуть коленчатый вал так, чтобы шток фиксатора маховика вошел в паз маховика, а метка — «0» шестерни 27 (Рис. 2) распределительного вала находилась в верхнем положении. (Рычаг).
151. Установить ведомую шестерню 12 привода ТНВД в сборе с валом 9 на двигатель. Ведомую шестерню 12 устанавливать так, ч+обы метка — «0» ведомой шестерни 12 совпала с аналогичной меткой шестерни 27 распределительного вала.
152. Установить прокладку 7, корпус 6 заднего подшипника в сборе с манжетой 5 и завернуть болты 3 крепления с пружинными шайбами 4. Величина момента затяжки болтов 45—50 Н. м (4,5—5,0 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток)
153. Вывести фиксатор из паза маховика и повернуть коленчатый вал на 60° по ходу вращения, установив его тем самым в положение 1 (см. таблицу 4). Поворот маховика на угловое расстояние между двумя соседними отверстиями на выступах, соответствует повороту коленчатого вала на 30°. (Рычаг).
Углы поворота коленчатого вала при регулировке тепловых зазоров
154. Отрегулировать зазоры в клапанных механизмах первого и пятого цилиндров. Величина зазоров: для впускного клапана 0,25—0,30 мм для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м).
Регулировку тепловых зазоров производить в следующем порядке:
— проверить момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть;
— проверить щупом зазор между носками коромысел 5 (Рис. 26) и стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должен входить с усилием (передние клапаны первого ряда цилиндров — впускные, левого ряда — выпускные);
— установить приспособление для регулировки зазоров при необходимости регулировки, ослабить гайку 3 винта, установить в зазор щуп и вращая винт 4 отверткой 2, установить требуемый зазор. Придерживая винт 4 отверткой 2, затянуть гайку 3 ключом 1 и проверить величину зазоров.
(Приспособление для регулировки тепловых зазоров, набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М).
155. Повернуть коленчатый вал на 180° по ходу вращения в положение 11. (Рычаг).
156. Отрегулировать зазоры в клапанных механизмах второго и четвертого цилиндров. Величина зазора для впускного клапана 0,25—0,30 мм, для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м). (Набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М, приспособление для регулировки зазоров).
157. Повторить работы 155—156 для клапанных механизмов шестого и третьего цилиндров и седьмого и восьмого цилиндров соответственно.
158. Установить прокладку 27 (Рис. 4), крышку 12 головки первого цилиндра и завернуть болт 9 крепления с плоскими шайбами 10 и 11. Момент затяжки болта 17—22 Н. м (1,7—2,2 кгс. м). (Головкасменная 13 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
159. Повторить работу 158 для оставшихся семи крышек головок цилиндра.
160. Надеть на передний рым-болт 16 (Рис. 1) регулировочные шайбы 15 и завернуть рым-болт в блок цилиндров. Регулировочных шайб должно быть не более четырех. Болт навернуть относительно продольной оси двигателя на 15°. (Вставка специальная).
161. Повернуть двигатель картерной частью вверх. (Стенд).
162. Установить прокладку 12 (Рис. 27) переднего фланца трубки 13 клапана системы смазки, масляный насос 4 в сборе с трубками, завернуть болты 6 и 7 крепления с замковыми шайбами масляного насоса и болта 20 кронштейна всасывающей трубки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки болтов крепления 50—60 Н. м (5,0—^6,0 кгс. м). На двигателях с № 163856 произведена замена замковых шайб на пружинные 7 (крепления масляного насоса) и плоские 19 (крепление кронштейна). (Головкасменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
164. Наклеить прокладку 12 (Рис. 28) поддона на блок цилиндра, смазав ее поверхность тонким слоем смазки или пасты уплотнителя. Применять смазку Литол-24 ГОСТ 21150-75 или пасту «Герметик» ТУ 6-10-1796-71 или УН-25 ТУ МХП 3336-52. Материал прокладки: резина. (Емкость, лопатка деревянная).
165. Проверить тщательно чистоту внутренних поверхностей двигателя, установить поддон 3 и завернуть болты 20 крепления и гайки 1 с пружинными шайбами 2 и 19. (Пневмогайковерт мод.
ИП-3113, головка сменная 13 мм).
166. Повернуть двигатель на стенде головками блока цилиндров вверх. (Стенд).
Читайте также: