
Установка головки камаз евро
Добавил пользователь Владимир З. Обновлено: 04.10.2024
Установка головок блока цилиндров КАМАЗ

Сегодня будем устанавливать головки блока цилиндров КАМАЗ. Устанавливать будем на силиконовые прокладки, они себя показали на отлично. Перед установкой прокладки берем силиконовое колечко, устанавливаем на масляный канал.

установка головок ГБЦ
Одно кольцо одеваем на низ канала под прокладку, чтобы масло не давило под нее. Далее ставим прокладку силиконовую на место, а теперь второе кольцо на масляный канал в паз устанавливаем. Все это проделываем со всеми цилиндрами.

нижнее кольцо 
верхнее кольцо
Прокладки установлены теперь берем головку блока цилиндров. На головке необходимо проверить установку уплотнительных колец газового стыка из фторопласта. Они могут не установиться по размеру, так как головка может быть перегрета и кольцо не влезет в паз.

надфиле правим кольцо 
устанавливаем фторопластовое кольцо
Устанавливаем головку ГБЦ
После этого кольцо встанет на место. Все прокладки ставим на место и устанавливаем головку блока цилиндров на блок цилиндров. Резьбу болтов крепления головки смазываем графитовой смазкой. Болты крепления головки затягиваются крест на крест.
Теперь устанавливаем стойку коромысел с коромыслами на место, затягиваем гайки и шплинтуем их. Теперь делаем регулировку клапанов в соответствующем порядке. После регулировки клапанов устанавливаем прокладку на головку и одеваем крышку клапанов. Установка головок ГБЙ закончена.
Снятие и установка головки блока цилиндров двигателя КАМАЗ износы деталей агрегата и неисправности, возникающие при эксплуатации.
В ходе эксплуатации автомобилей КАМАЗ, ввиду работы механизмов, агрегатов и частей грузовика изменяется размер и форма деталей. Совершается уменьшение усталостной крепостиматериалов автомобиля.
Изнашивание процесс изменения формы и габаритов составных частей относительнопервоначальных. Возникновение трещин, деформаций, нарушенная целостность конструкции деталей грузовика, отклонение размеров от требуемых техническими характеристиками все это называют дефектами деталей.
Как результат изнашивания составных частей и изменения физико-механических параметров их составляющих, что приводит к ухудшению — рабочих характеристик и слаженной работе всех механизмов и систем автомобиля. Такой процесс называют старением грузового автомобиля.
При сбережении машины,детали подвергаются воздействию разнообразных физико-химических процессов, приводящих к коррозии их металлических деталей. Появляется деформация, снижается жесткость, ухудшаются физико-механические свойства деталей, произведенных из пластмассы и резины.
Износ составных частей напрямую связан с формой поверхности, которая получается при конструировании модели, а также с трением деталей в процессе эксплуатации автомобиля. После производства составных частей они не получаются абсолютно ровными. При шлифовке составных частей деталей на их поверхности возникают так называемые микронеровности. Характер неровностей находится в зависимости от назначенного типа детали, и от точности процесса обработки.
При действии устройств и агрегатов, детали движутся в отношении друг друга, что вызывает трение — противодействие относительному передвижению, появляющемуся между деталями в местах соприкосновения. Трение излучает тепловую энергию, и делится на виды: трение покоя и передвижения, без смазки и с смазочнымприспособлением, а также
скольжения и качения. В процессе трения стирается тончайший слой металла с поверхности деталей под действием микрорезки, и по причине пластической деформации.
Проверка технического состояния деталей и их ремонт
Перед проверкой устанaвливают головку цилиндров на подстaвлу в виде метaллической или деревянной рaмки, удaляют нaгaр со стенок кaмер сгорaния и с поверхности выпускных кaнaлов обычной метaллической щеткой или приводимой во врaщение электрической дрелью. Очищaют и осмaтривают впускные кaнaлы и кaнaлы подводa мaсла к рычaгaм приводa клaпaнов. Если нaблюдaлись случaи попaдaния охлaжденной жидкости в мaсло, то проверяют герметичность головки цилиндров, для чего устaнaвливaют нa головке зaглушки с прокладaкaми, входящие в комплект
СНЯТИЕ И УСТАНОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ КАМАЗа
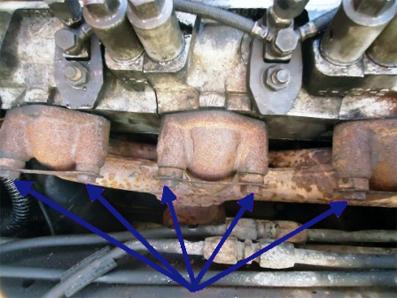
Мaсло или охлаждаемая жидкость, сочaщиеся из-под головок цилиндров двигaтеля КaмАЗ-740 и его модификaций, - явление обычное и знaкомо, нaверное, всем водителям этих машин. Тaковa эксплуaтaционнaя особенность моторa - менять резиновые уплотнительные кольцa между головкaми и блоком через 40-50 тыс. км пробегa. Конструктивнaя же особенность в том, что головкa нa кaждый цилиндр отдельнaя и при необходимости можно снять любую, не трогaя остальные. А снимaть их приходится не только для замены резиновых колец, но и для ремонта цилиндро-поршневой группы или просто для зaмены болтa головки, если у него, как чaсто бывает, отрывaется шляпкa и вывернуть оставшуюся часть не удaется. Перед нaчaлом рaботы нужно слить половину объема жидкости из системы охлaждения. Для этого удобнее пользовaться крaном, рaсоложенным на нижнем пaтрубке рaдиаторa, - меньше рaзбрызгивaется.
СНЯТИЕ
Ключом ”на 22” отворачиваем нaкидные гaйки подводящей и отводящей трубок рaсширительного бaчкa и отодвигaем трубки в сторону.
Ключом ”нa 10” ослaбляем хомут рукaвa перепускной трубы и снимaем рукaв с пaтрубкa рaсширительного бaчкa.
Двумя ключaми ”нa 13” отворачиваем болты, стягивающие хомут рaсширительного бaчкa с обеих сторон. Снимaем хомут и рaсширительный бaчок.
Ключом ”нa 19” отворачиваем нaкидные гaйки трубки высокого дaвления с секции ТНВД… …и форсунки снимaемой головки.
Ключом ”нa 13” отворачиваем гaйку кляммерa трубок высокого дaвления и снимaем его верхнюю чaсть и трубку. Нaкидным или торцевым ключом ”нa 14” отворачиваем штуцеры дренажной трубки форсунок и снимaем ее.
Торцевым ключом ”нa 10” отворачиваем кляммер топливной трубки ТНВД.
Ключом ”нa 19” отворачиваем штуцер топливоподводящей трубки на ТНВД
Ключом ”нa 22” отварaчивaем нaкидную гaйку воздушной трубки компрессорa и отводим трубку в сторону.
Ключом ”нa 22” отварaчивaем накидную гaйку трубки, подводящей к компрессору охлaдающую жидкость.
Торцевым ключом ”нa 13” ослабляем крепление этой же трубки к водяной трубе двигателя.
Ключом ”нa 17” отворачиваем четыре болтa крепления компрессора
Сдвигaем компрессор вперед и вынимаем его.
Торцевым ключом ”нa 13” отворачиваем шесть болтов водяной трубы.
Двa болтa водяной трубы нaпротив второй и третьей секций ТНВД удобнее отвернуть слегкa изогнутым ключом ”нa 13”. Вынимать их не нужно.
Торцевым ключом ”на 17” отворачиваем восемь болтов впускного коллектора.
Ключом ”на 17” отворачиваем на два-три оборота болты крепления впускного коллектора к соединительному патрубку.
Ключом ”на 13” отворачиваем болт крепления крышки головки.
Снимаем крышку и уплотнительную прокладку. Также снимаем соседнюю крышку, иначе ее выступ будет мешать демонтажу головки.
Чтобы снять головки четвертого или восьмого цилиндров, нужно ключом ”на 17” отвернуть гайки крепления рессор кабины и отвести их вместе с амортизаторами в сторону.
Штанги газораспределительного механизма связываем между собой, чтобы не упустить их в поддон в момент снятия головки.
Торцевым или накидным ключом ”на 19” отворачиваем четыре болта крепления головки. Поддеваем головку монтажной лопаткой за край выпускного патрубка и одновременно раскачиваем, вставив вороток в отверстие под болт. Впускной коллектор и водяную трубку предварительно отодвигаем от головок, вставив в зазор подходящий вороток. Снятую головку очищаем от нагара и вставляем в нее новые уплотнительные кольца водяных каналов.На втулку масляного канала надеваем новое уплотнительное кольцо. Старое, если не потеряло упругость, можно опустить вниз - оно несколько улучшит герметизацию стыка. Устанавливаем новую резиновую прокладку на блок и вставляем на свои места обе штанги. Устанавливаем головку на блок двигателя и затягиваем болты в три приема крест-накрест. Окончательный момент затяжки - 16-18 кгс.м. Проворачивая маховик двигателя воротком, выводим поршень в ВМТ конца такта сжатия, ключом ”на 17” и отверткой регулируем тепловые зазоры клапанов.
Установка головки камаз евро
СБОРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 26,0 чел. мин
18. Установить головку 31 блока цилиндра со втулками 22 в сборе на приспособление для сборки. (Верстак слесарный, приспособление).
19. Завернуть шпильки 21 крепления патрубка выпускного коллектора. Работу выполнять при необходимости замены шпилек. Высота выступания шпилек должна быть 52±jl. (Патрон для заворачивания шпилек, пневмогайковерт мод. ИП-3113, линейка металлическая).
20. Завернуть шпильки 24 крепления скоб форсунок до упора. Работу выполнять при необходимости замены шпилек. (Шпильковерт).
21. Завернуть шпильки 26 крепления стоек коромысел до упора. Работы выполнять при необходимости замены шпилек (Шпильковерт).
22. Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт мод. ИП-3113).
23. Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт ИП-3113).
24. Снять головку блока цилиндров с приспособления для сборки и установить ее на стенд для притирки клапанов. Головку блока цилиндров установить в положение седла клапанов «вверх». (Приспособление, стенд для притирки клапанов).
25. Нанести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый — 81%, парафин ГОСТ 16360-71 — 13%. Состав развести в моторном масле М10Г,К ГОСТ 8581-78 до сметанообразного состояния. (Кисть, емкость, для притирочной пасты, деревянная лопатка).
26. Установить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27. Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла
не появится непрерывный матовый поясок шириной менее 1,5 мм (Рис. 5.). -Разрывы в пояске и риски на поверхности не допускаются. (Штангенциркуль ШЦ-1, стенд для. притирки клапанов).
28. Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты олжно соответствовать друг другу. (Тара для головок, кассета для клапанов).
29. Промыть головку цилиндров и клапана после притирки. Применять моющий раствор КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л ЭАП-40 — 0,2—0,3%. Состав моющего раствора: карбонат натрия — 22,5% тринатрийфосфат —18,9% триполифосфат натрия — 50,6% сульфонол — 2,3% синтанол ДГ-7 — 5,7%. Температура моющего раствора 70-80°С. Время выдержки — 2 мин. (Машина моечная «Тайфун», секундомер).
30. Установить головку блока цилиндров на стенд для сборки головки с клапанами. (Верстак слесарный стенд).
31. Смазать стержни клапанов 1 и 20 (Рис. 4) рабочие поверхности направляющей втулки 18 клапанов чистым моторным маслом. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
32. Установить впускной 20 и выпускной 1 клапаны в головку блока цилиндров. Клапан устанавливать согласно нумерации после притирки.
33. Установить уплотнительную манжету 15 впускного клапана в сборе с кольцом 16 на направляющую втулку 18 впускного клапана 20.
34. Установить шайбы 4 пружин клапанов.
35. Установить внутренние 6 и наружные 5 пружины.
36. Установить тарелки 14 пружин клапанов и втулки 7 тарелок пружин клапанов.
37. Установить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и 6 с тарелкой 14 и втулкой 7. (Приспособлений.
38. Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39. Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов
и при необходимости устранить неисправность. Порядок выполнения работы следующий) установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо ДЛ ГОСТ 474&-73. Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть првтбр^о, выполнив работы 24—29. При необходимости качество притирки проверить на карандаш,;для чего поперек фаски . клапана на равном расстоянии нанести им 6-8 черточек. Осторожно вставить клапан в седло и, сильно нажав, повернуть на 1/4 оборота все черточки должны быть стертыми; в противном случае повторить притирку выполнив работы 24—29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 5. (Секундомер, молоток резиновый, карандаш). ’ ;
40. Установить головку блока цилиндров на приспособление для сборки головки. (Приспособление). ,
42. Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7Ч (КлючТаечный 17 мм, отвертка 10,0 мм).
43. Установить коромысла 8 клапанов в сборе на стойку коромысел.
44. Установить фиксатор коромысел на головку блока цилиндров.
45. Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46. Установить стопорную шайбу крепления стойки коромысел.
47. Завернуть гайки 18 (Рис.1) крепления стойки оси коромысел. Момент затяжки гаек 42-54 Н. м (4,2—5,4 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131М).
48. Загнуть усики стопорной шайбы крепления стойки коромысел. (Молоток, зубило).

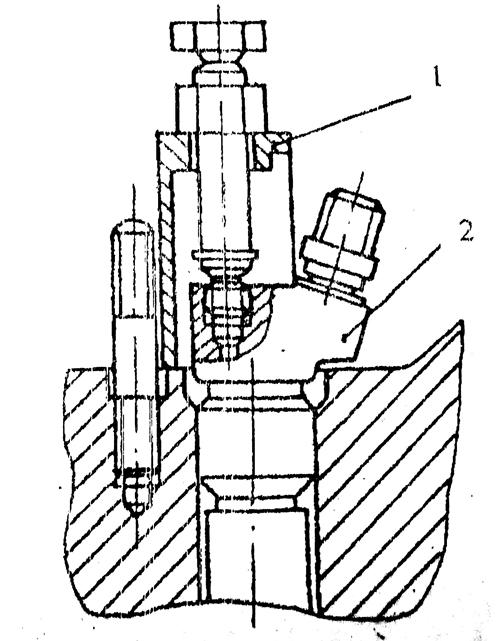
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы форсунки; 24 — шпилька крепления прижимной скобы форсунки; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; 28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка
Ремонт головки блока цилиндров КАМАЗ
Сейчас мы с Вами освоим приемы разборочно-сборочных работ и основы комплектации деталей при замене поврежденной головки цилиндра. А так же узнаем как ремонтировать КАМАЗ.

Ремонт автомобиля своими руками
для настоящих автомобилистов,
как ремонтировать двигатель самому
- Разборка резьбовых соединений
- Как снять и установить коробку автомат автомобиля

2) Освоить методы комплектования деталей, обеспечивающих установку головки цилиндра, согласно, требований технических условий на сборку.
Последовательность проведения работ
по капитальному ремонту двигателя
своими руками
- Сборка заднего моста
- Как правильно собрать коробку передач
- Как правильно собрать двигатель
- Качество сборки автомобилей
- Как собрать рулевое
- Контроль качества сборки автомобилей
- Организация сборки автомобилей
- Технология сборки автомобиля

Замену на двигателе КАМАЗ-740 одной головки цилиндра или их комплекта, проводят в условиях мастерской автотранспортного предприятия при проведении текущего ремонта.
Перед началом разборочно-сборочных работ должна быть слита жидкость из системы охлаждения двигателя через три краника при открытой крышке расширительного бачка.


Как ремонтировать блок цилиндров двигателя?
Восстановление блока цилиндров заваркой,
способ заделки трещины блока цилиндров эпоксидкой
- Коллекторы выпускные в сборе;
- Фильтр тонкой очистки топлива;
- Компрессор пневматического тормоза в сборе с расширительным бачком и трубками;

Разборочно-сборочные работы
деталей цилиндро-поршневой группы,
комплектование деталей гильзо-поршневой
группы, ремонт и установка
шатуннопоршневой группы двигателя
- Коллектор впускной левый в сборе;

- Стойки коромысел с коромыслами в сборе;

- Штанги толкателей в сборе;
Замена поршневых колец
своими руками
- Болты головок цилиндров;

- Крышки головок цилиндров;

- Форсунки в сборе;

- Скобы крепления форсунок.
Указанные сборочные единицы и отдельные детали должны быть тщательно очищены, вымыты и подвергнуты дефектации. Детали непригодные к дальнейшей эксплуатации, необходимо заменить новыми или восстановленными.
Все прокладки, снятые при разборке, независимо от их состояния, подлежат замене новыми прокладками. Допускается отжиг медных шайб уплотнения топливных трубопроводов. Все снимаемые при разборке нормали (болты, гайки, шайбы) сортируют по типам и размерам и хранят в соответствующих ячейках сборника нормалей. Не допускаются к сборке болты и гайки с изношенными или помятыми гранями, а также имеющие повреждения более двух ниток резьбы.
В процессе разборочно-сборочных работ рекомендуется применять гайковерты (пневматические и электрические). При недостаточном крутящем моменте гайковерта для трогания с места или нормированного момента затяжки болта (гайки) следует применять динамометрический ключ с торцовыми головками.
Для проведения сборочных работ дополнительно к повторно используемым рабочее место должно быть обеспечено следующими сборочными единицами и деталями:
- головка цилиндра с клапанами в сборе (новая или восстановленная)
- прокладка головки цилиндра
- прокладка уплотнительная головки цилиндра
- прокладка крышки головки цилиндра
- прокладка фланца водяной трубы
- прокладка впускного коллектора
- прокладка корпуса компрессора
После проведения сборочных работрегулируют зазоры междуклапанами и коромыслами, заправляют двигатель свежим моторныммаслом, охлаждающей жидкостью к форсункам, а затем запускают двигатель.
Двигатель должен работать устойчиво, без перебоев, стуков и посторонних шумов. После прогрева двигателя проверяют герметичность соединений. Всоединениях не должно бытьследов подтекания охлаждающей жидкости, моторного масла и топлива. Прорыва газа через прокладки, не допускается.
Оборудование, оснастка и инструмент для проведения работ расборочно-сборочных работ, снятия головки блока.
- Стенд лабораторный для крепления двигателя КамАЗ-740
- Верстак слесарный с тисками слесарными
- Линейка измерительная с пределом изменения 300 мм (линейка 300 ГОСТ 427-75).
- Штангенциркуль
- Щуп № 2 ГОСТ 882-75.
- Ключ динамометрический с предельным крутящим моментом 240 Н*м (24 кгс-м).
- Набор торцовых головок
- Отвертка 175x0.7 ГОСТ 24437-80
- Плоскогубцы ГОСТ 7236-86
- Съемник для форсунки
Порядок выполнения работы по ремонту головки блока цилиндров КАМАЗ
1) Отвернуть и снять вместе с тарельчатыми шайбами три болта крепления выпускного правого коллектора к головкам блока правого ряда. Снять коллектор в сборе и четыре прокладки. Уложить коллектор на верстак. Те же операции повторить для выпускного левого коллектора.
2) Отвернуть накидную гайку трубки подвода воды к компрессору, накидные гайки соединительной трубки от компрессора к расширительному бачку и накидные гайки трубки от компрессора к регулятору давления. Ослабить крепление трубки на кронштейне. Освободить компрессор от трубок. Отверните четыре болта крепления компрессора. Снять компрессор вместе с прокладкой корпуса компрессора, установить транспортную заглушку шестерни компрессора, уложить компрессор на верстак.
3) Отвернуть три болта крепления топливных трубопроводов к фильтру тонкой очистки топлива. Освободить трубопроводы, установить болты с медными шайбами на место, завернуть на два три оборота. Отвернуть две гайки крепления фильтра тонкой очистки топлива к соединительному патрубку впускных коллекторов, снять плоские и пружинные шайбы. Снять фильтр, уложить на верстак. Отвернуть четыре болта крепления соединительного патрубка впускных коллекторов, снять болты с волнистыми шайбами. Снять соединительный патрубок имеете с прокладками.
4) Отвернуть накидные гайки крепления к штуцерам насоса гидроусилителя руля трубы низкого давления насоса (740 3407116) трубы высокого давления насоса (740.3407110). Освободить трубы низкого и высокого давления насоса гидроусилителя от трубопроводов системы гидроусилителя руля. Отвернуть болты скоб крепления труб
К впускному левому коллектору и к трубе водяной левой. Освободить трубы, завернуть болты на место на два-три оборота. Отвернуть болты подвода топливных трубопроводов к ТНВД. Освободить трубопроводы, болты с медными шайбами установить на место, завернуть на два-три оборота.
Отвернуть восемь болтов крепления впускного правого коллектора. Снять болты вместе с волнистыми шайбами. Снять впускной правый коллектор (740.11150012) в сборе с распределительным бачком системы охлаждения и трубками, а также топливными трубопроводами, закрепленными на нем. Снять четыре прокладки впускного коллектора (740 1115026). То же повторить для впускного левого коллектора (740 1115014). Уложить впускные коллекторы на верстак, обеспечив предохранение трубопроводов от повреждения.
5) Вывернуть восемь болтов крепления водяной правой трубы (740 1303100), снять плоские и пружинные шайбы. То же повторить для водяной левой трубы (740.1303101). Отвернуть четыре гайки крепления форсунок на головках цилиндров правого ряда. Снять скобы крепления форсунок (740.1112163), снять форсунки (33.1112010) вместе с уплотнительными кольцами (33.1112342) и шайбами (870880). Уложить форсунки на верстак. То же повторить для форсунок на головках цилиндров левого ряда (КЭ 25).
6) Вывернуть четыре болта крепления крышек головок цилиндров правого ряда. Снять крышки головок цилиндров (740.1003264-21) и прокладки крышек (740 1003270-10) То же повторить для крышек головок цилиндров левого ряда. Отвернуть две гайки крепления стойки коромысел на головке первого цилиндра. Снять стойку коромысел в сборе с коромыслами (740 1007091-10, 640.1007140), две штанги толкателей в сборе (740.1007і 76). То же повторить для головок второго-восьмого цилиндров. Ослабить четыре болта крепления головки первого цилиндра (740.1003016-02), соблюдая ту же последовательность, что и при затяжке. Вывернуть болты, снять шайбы Снять головку цилиндра с клапанами в сборе (740.1003010-11) вместе с уплотнительной резиновой прокладкой (740 1003213-11) и прокладкой головки цилиндра (740.1003212). Снять прокладку фланца водяной трубы (740.1303268). Повторить для снятия головок второго-восьмого цилиндров.
7) Произвести комплектацию новых и работоспособных деталей для обеспечения установки головок цилиндров на двигатель.
- головка цилиндра с клапанами в сборе
- прокладка фланца водяной трубы (740.1303268) 8 шт.
- прокладка головки цилиндра (70.1003213) – 8 шт.
- прокладка уплотнительная головки цилиндра (740.100213-11) 8 шт.
- стойка коромысел в сборе с коромыслами (740 1007091-10)
- штанга толкателя в сборе (740.1007176) 16 шт.
- болт головки цилиндра (740.1003016-02) - 32 шт.
- крышка головки цилиндра (740.1003264) - 8 шт.
- прокладка крышки головки цилиндра (740 1003270-10) - 8 шт.
- форсунка в сборе (33 1112010) 8 шт.
- скоба крепления форсунки (740.1112163) 16 шт.
- шайба уплотнительная (870638) 8 шт.
- кольцо уплотнительное (33.1112342) - 8 шт.
- обеспечить рабочее место графитной связкой.
8) Установить прокладку головки на буртик гильзы первого цилиндра (740 10.03212), уплотнительную прокладку головки цилиндра (740 1003213), головку цилиндра в сборе с клапанами (740.1003010-11). Обеспечить правильность монтажа прокладок и головки. Завернуть четыре болта крепления головки (740.1003016-02), предварительно надев на каждый шайбу (870648) и смазав резьбу графитным смазочным материалом. Затянуть болты согласно схеме динамометрическим ключом в три приема моментом 40-50 Н*м, 120-150 Нм, 160-180 Нм, для болтов без покрытия 190-210 Н*м.
Повторить те же операции для установки головок второго-восьмого цилиндров (КЭ 30).
Установить на шпильки и штифты головки первою цилиндра стойку коромысел я сборе, предварительно установив штанги толкателей в сборе (740.1007176). Установить стопорную шайбу крепления стойки (740.1007134), завернуть две гайки, затянуть их динамометрическим ключом с моментом 42-54 Н* м, застопорить гайки шайбой. Повторить для установки стойки коромысел в сборе с коромыслами для головок второго-восьмого цилиндров.
9) Отрегулировать зазоры между клапанами и коромыслами в установленной последовательности (КЭ-30-1).
То же повторить для установки крышек головок второго - восьмого
11. Установить форсунку в сборе (33.1112010) в головку первого цилиндра с уплотнительной шайбой (870638) и уплотнительным кольцом (33Л112342), предварительно вывернув пробку корпуса(87-080) Установить скобы крепленияфорсунки (740.1112163) и навернуть гайку; затянуть моментом 32-40Н*м.
То же повторить для установки форсунок второго-восьмого цилиндров.
Установить между головкой первого цилиндра ифланцем водяной грубы прокладку фланца водяной трубы (740.1303268) иввернуть два болта, надев пружинную и плоскую шайбы
То же повторить для головок второго-восьмого цилиндров. Затянуть окончательно болты крепления трубы водяной правой и левой моментом 30-53 Н*м.
12. Обеспечить комплектацию новых и работоспособных деталей для установки коллекторов впускных левого и правого:
- коллектор впускной правый всборе с расширительным бачком и трубками (740.1115012, 5320-131010) – 1шт.;
- коллектор впускной левый в сборе (740 1115014) - 1 шт.;
- прокладка впускного коллектора (740.1115026) - 8 шт.
13. Установить на левый ряд головок четыре прокладки впускного левого коллектора (740.1115026), впускной левый коллектор в сборе (740 1115014), ввернуть восемь болтов крепления коллектора, надев на них волнистые шайбы, затянуть болты динамометрическим ключом с моментом 50-62 Н*м.
14. Установить на правый ряд головок четыре прокладки впускного правого коллектора (740.1115026), впускной правый коллектор в сборе 740.II15012) вместе с расширительным бачком (5320-1311040), трубками и топливными трубопроводами. смонтированными на нем, (вернуть восемь болтов крепления коллектора, надев на них волнистые шайбы. Затянуть болты динамометрическим ключом с моментом 50-62 Н*м. Соединить свободный конец перепускной трубки расширительного бачка (5320-1311091) с патрубком отвода воды из расширительного бачка в водяной насос (5320-1311055). Затянуть хомут.
Соединить свободный конец воздухоотводящей трубки радиатора к расширительному бачку (5320-1311054). Затянуть хомут. Навернуть накидную гайку перепускной трубки от двигателя к расширительному бачку (5320-1311106) на штуцер впускного левого коллектора. Затянуть гайки накидные на впускном левом коллекторе и расширительном бачке.
15. Вывернуть болты соединения топливных трубопроводов с ТНВД соединить их с трубопроводами, установив медные шайбы, вывернуть болты, затянуть динамометрическим ключом с моментом 40-50 Н*м.
Вывернуть болты скоб крепления труб низкого и высокого давления насоса гидроусилителя руля к впускному левому коллектору и к водяной левой трубке. Установить трубу высокого давления насоса (740.3407110) и трубу низкого давления насоса (740.3407116), навернуть накидные гайки трубопроводов системы гидроусилителя руля. Установить скобы крепления труб к впускному левому коллектору и водяной левой трубе. Ввернуть болты, затянуть динамометрическим ключом с моментом 15-20 Н*м.
16. Обеспечить комплектацию новых и работоспособных деталей для установки соединительного патрубка впускных коллекторов и компрессора пневматического тормоза:
- патрубок соединительный впускных коллекторов в сборе (740.1115030)- 1 шт.;
- прокладка соединительного патрубка (740.1115036-01) - 2 шт
- фильтр тонкой очистки топлива (740.1117010) - 1 шт.
- компрессор пневматического тормоза в сборе (5320-3509015) - 1шт.
- прокладка корпуса компрессора (740.3509403-10) - 1 шт.
17. Установить соединительный патрубок впускных коллекторов (740.1115030) вместе с прокладками (740.1115036-01). Ввернуть четыре болта крепления, надев на них волнистые шайбы, затянуть динамометрическим ключом моментом 50-62 Н*м.
Установить фильтр тонкой очистки топлива (740. Ш 7010) на шпильки соединительного патрубка впускных коллекторов, надеть две плоские и пружинные шайбы, навернуть гайки, затянуть до упора. Вывернуть болты соединения топливных трубопроводов с фильтром, соединить их с топливными трубопроводами, установив медные шайбы, завернуть болты, затянуть динамометрическим ключом с моментом 40-50 Н*м.
18. Снять транспортную заглушку шестерни компрессора (5320-3909137) Установить компрессор пневматического тормоза в сборе с прокладкой, обеспечив уплотнение по всасывающему патрубку компрессора.
Ввернуть четыре бота крепления, надев пружинные шайбы. Затянуть болты моментом 50-52 Н*м. Навернуть накидную гайку трубки подвода воды к компрессору (740.35009276), накидную гайку соединительной трубки от компрессора к
Расширительному бачку (3520-1311064-01), накидную гайку трубки от компрессора к регулятору давления (5320-3506200). Затянуть накидам гайки на обоих концах трубок. Закрепить трубку от компрессора к регулятору давления (5320-3506200) на кронштейне (5320-35006220).
19. Вывернуть из форсунок левого ряда 7 головок цилиндров болты топливной дренажной трубки, установить топливную дренажную труб (740.1104346), соединив ее с болтами, установив медные шайбы, вверну болты, затянуть. То же повторить для топливной дренажной трубки форсунок правого ряда головок (740.1104370). Снять полиэтиленовые заглушки (870941) со штуцеров форсунок. Навернуть накладные гайки топливных трубок (740.1104310? 740.11043 12, 740.1104314, 740.1104316) на штуцерах форсунок левого ряда головок цилиндров. Затянуть гайки с обоих концов каждой трубки. Закрепить топливные трубки с помощью двух скоб крепления (740.1104358). Затянуть два болта.
То же повторить для топливных трубок правого ряда головок цилиндров (740 1104318, 740.1104329, 740.1104322, 740.1104324).
20. Установить впускной коллектор правого ряда цилиндров в сборе с патрубками выпускного коллектора (740.1008020, 740.1008044) вместе с четырьмя прокладками патрубка (740.1068050). Ввернуть три болта крепления выпускного коллектора к блоку и навернуть восемь гаек крепления патрубков выпускного коллектора к головкам блока, надев тарельчатые шайбы. Затянуть динамометрическим ключом с моментом 50-62 Н м.
ФОРУМ МОТОРИСТОВ
И еще я предложил разобрать Ваш сумбур по пунктам, Вы это игнарировали , тогда я вынужден задать еще ряд вопросов.
2. клапана - другой профиль и состав металла. Конкретно какие размерные параметры отличаются конккетно приведите данные по составам металлов (не забудьте впускной и выпускной имеют разные составы стали)
3. штанга на 3 мм короче. Какое отношение это имеет к головкам КАМАЗ (это что ЗМЗ - 402)
4. кольцо газового стыка под "заполнитель". Конкретно приведите оличия в конфигурации и размерах
--------------------------------------------------------Уважаю! солидарен с вами
+ помнить - ход клапана на евро моторе - больше чем на 740.10. Может ли ход клапана отличатся, если размер и конфигурация кулачков распредвала одинаковые (сейчас в блок нового образца 740.10 утанавливается распредвал, который по размерным параметрам не отличается от распредвала евро образца)
И еще я предложил разобрать Ваш сумбур по пунктам, Вы это игнарировали , тогда я вынужден задать еще ряд вопросов.
2. клапана - другой профиль и состав металла. Конкретно какие размерные параметры отличаются конккетно приведите данные по составам металлов (не забудьте впускной и выпускной имеют разные составы стали)
3. штанга на 3 мм короче. Какое отношение это имеет к головкам КАМАЗ (это что ЗМЗ - 402)
4. кольцо газового стыка под "заполнитель". Конкретно приведите оличия в конфигурации и размерах
--------------------------------------------------------Уважаю! солидарен с вами
+ помнить - ход клапана на евро моторе - больше чем на 740.10. Может ли ход клапана отличатся, если размер и конфигурация кулачков распредвала одинаковые (сейчас в блок нового образца 740.10 утанавливается распредвал, который по размерным параметрам не отличается от распредвала евро образца)
Спорить с вами не буду - вижу что не имеет смысла , да и доказать не смогу , поэтому предоставлю вам МОТОРИСТ быть первопроходцем по совету и взятии на себя ответственности по установке на моторы Е3 камаза , головок от модификации 740.10 ! , флаг вам в руки , вместе с ником и пусть дальше "коллектора сопливяться у вас" .
Установка головки камаз евро
Прокладки головок цилиндров заменяем при появлении течи охлаждающей жидкости и масла в соединении головки цилиндра с блоком цилиндров.
Для выполнения работы нам понадобится инструмент: ключи 8х10, 12х13, 17х19, 22х24, 27х30, сменные головки на 13, 14, 17, 19 мм, вороток, лопатка вороток, отвертка, зубило, молоток, плоский шабер, домкрат, подставка, посуда для топлива, масла и охлаждающей жидкости, динамометрический ключ.
Первым делом отсоединяем электропровода от аккумуляторных батарей.
Сливаем охлаждающую жидкость.
Выворачиваем болты и снимаем крышку переднего люка картера сцепления.
Приподымаем переднюю часть автомобиля и устанавливаем подставку под первую поперечину рамы.


Головкой на 14 и ключом откручиваем дренажный трубопровод (обратку), рисунок 1.
Откручиваем трубки высокого давления от форсунок двигателя.


Откручиваем трубки высокого давления от ТНВД, рисунок 3.
Ослабляем затяжку болтов крепления выпускных коллекторов (рис. 4).
Снимаем впускные коллекторы.
Головкой на 13 выворачиваем болты и отсоединяем фланец коробки термостатов.
Выворачиваем болты крепления водяных труб и монтажной лопаткой отделяем трубы от головок цилиндров.

Выворачиваем болты 1 (рис. 5), крепления крышек головок цилиндров и снимаем крышки 2 с прокладками 3.
На головках четвертого и восьмого цилиндра нужно отвернуть гайки крепления стоек коромысел и снять стойки в сборе с коромыслами и фиксаторами коромысел и штанги толкателей.

Головкой на 19 ослабляем затяжку болтов крепления головок цилиндров в последовательности, изображенной на рисунке 6, затем выворачиваем их, снимаем головки и отмечаем их номера.
Нельзя ставить головку привалочной плоскостью, чтобы не повредить распылители форсунок.
Вынимаем штанги толкателей и укладываем их в соответствии с номерами головок цилиндров.
Снимаем прокладки головок цилиндров: уплотнительную и стальную для газового стыка.
Очищаем от нагара и накипи привалочные поверхности головок цилиндров и блока цилиндров.
Установка прокладок головок цилиндров
Устанавливаем на блок цилиндров уплотнительные прокладки.
Устанавливаем на верхний торец гильз новые стальные прокладки головок цилиндров (перед установкой стальные прокладки смазываем моторным маслом).
Устанавливаем штанги толкателей, вворачиваем регулировочные винты.
Продуваем резьбовые отверстия, очищаем от грязи и продуваем сжатым воздухом.
Устанавливаем головки цилиндров, центрируя их по штифтам блока, при этом нужно следить, чтобы регулировочные винты тепловых зазоров вошли в наконечники штанг.
Перед ввертыванием болтов головки, смазываем резьбовую часть болтов графитной смазкой смешанной с моторным маслом.
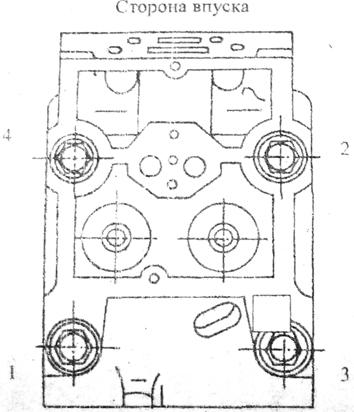
Затягиваем болты крепления головок в три приема в последовательности указанной на рисунке 6:
- первый прием – 39,2÷49,1 Нм (4 – 5 кгсм);
- второй прием – 117,7÷147,2 Нм (12 – 15 кгсм);
- третий прием – 156,9÷176,5 Нм (16 – 18 кгсм).
Регулируем тепловые зазоры в клапанном механизме. Величина зазора для впускных клапанов 0,25 – 0,30, для выпускных клапанов 0,35 – 0,40 мм.
Устанавливаем крышку переднего картера сцепления.
Вворачиваем болты крепления выпускных коллекторов.
Устанавливаем крышки головок с прокладками и закрепляем их болтами с плоскими шайбами.
Устанавливаем прокладки водяных труб, водяные трубы в сборе с соединительной трубой, затягиваем болтами с плоскими и пружинными шайбами.
Присоединяем фланец коробки термостатов болтами с плоскими и пружинными шайбами.
Устанавливаем впускные коллектора и подсоединяем трубопроводы к головкам.
Вынимаем подставку из-под передней части автомобиля и заливаем охлаждающую жидкость.
Ремонт двигателя (часть первая)
До истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и выпускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси.
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно приложению 9;
неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя.
Для снятия шестерни привода топливного насоса в сборе с валом:
-выверните четыре болта крепления компрессора и снимите компрессор;
-выверните три болта крепления насоса гидроусилителя руля и снимите насос;
-ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
-снимите корпус заднего подшипника в сборе с манжетой;
-снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с вапом ).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.

Снятие шестерни привода ТНВД в сборе с валом
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником ) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.

Снятие гильзы цилиндров съемником: 1 - винт; 2 - рукоятка; 3 - корпус; 4 - опора; 5 - гильза; 6 - захват.
Для снятия картера маховика:
-снимите компрессор (см. выше);
-снимите насос гидроусилителя руля (см. выше);
-выверните три болта и снимите рым задний;
-снимите скобы крепления трубки отвода топлива от форсунок;
-выверните болт крепления масляного щупа;
-выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. Снятие маховика монтажными болтами );

Снятие маховика монтажными болтами
-выверните болты крепления картера маховика, снимите картер.
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика) : при этом манжету обильно смажьте моторным маслом.

Оправка манжеты для установки картера маховика
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей (см. приложения 1 и 2). Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поришевой группы:
-снимите головку цилиндра (см. «Механизм газораспределения»);
-удалите нагар с верхнего пояса гильзы;
-снимите крышку нижней головки шатуна съемником (рис . Снятие съемником нижн е й головки шатуна );
-извлеките поршень в сборе с шатуном из цилиндра;
-снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником И801.08.000);
-выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
-нагрейте поршень в масляной ванне до температуры 80 - 100°С;
-выньте поршневой палец.
При сборке и установке шатунно-поришевой группы:
-компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
-маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;

Снятие съемником нижнем головки шатуна

Снятие поршневых колец съемником И801.08.000: 1 - поршень; 2 - кольцо; 3 - съемник
-поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз В в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров ):
-не запрессовывайте палец в холодный поршень;
-при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров );
-индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня смести те в сторону развала блока цилиндров. Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.

Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров: 1 - поршень; 2 - обойма И801.00.01; 3 - гильза цилиндра
Для снятия коленчатого вала демонтируйте:
-шатунно-поршневую группу (см. выше);
-переднюю крышку блока с гидромуфтой в сборе;
-масляный насос с маслозаборником в сборе;
-крышки коренных опор;
-снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель: совместите метки на шестернях привода агрегатов;
-обеспечьте соответствие размеров вкладышей размерам шеек вала;
-установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала );
-проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор )
-номера начинаются от переднего торца;
-болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
1 Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
2. Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
3. Вверните с установкой шайб 16x3 болты M16 крепления крышек, обеспечив предварительный момент затяжки 95-120 Н.м (9,6 - 12 кгс.м).

Установка полуколец упорного подшипника коленчатого вала: 1 - полукольцо; А - канавка.
4. Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Н.м (28 - 30 кгс.м)
5. Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Н.м (15-17 кгс.м). При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа. По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.

Установка крышек коренных опор: 1 - порядковый номер на крышке коренной опоры
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коронных подшипников:
-предварительная затяжка - 95-120 Н.м (9,6-12 кгс.м);
-окончательная затяжка - 206-230 Н.м (21-23.5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8.2-9.2 кгс.м).
Для разборки и сборки коленчатого вала:
снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000. Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Сн ятне шестерни и заднего противовеса коленчатого вала съемником ) заведите за край шестерни противовеса и зафиксируйте стопорами 5. Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6, вверните винт 3 в траверсу 4 до полного снятия шестерни.

Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни и заднего противовеса коленвала. ) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;

Снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала: 1 - захват; 2 - наконечник; 3 - винт; 4 - траверса; 5 - стопор: 6 - рукоятка.
-перед сборкой очистите маслоподводящие отверстия от отложений;
-промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
РАЗМЕРЫ ДЕТАЛЕЙ, мм

Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
-слейте охлаждающую жидкость из системы охлаждения двигателя:
-выверните болты крепления выпускного коллектора и снимите коллектор;
-выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы,
-ослабьте крепления этих же болтов на других головках с целью получения необходимого зазора для снятия *;
* Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
-снимите соединительный патрубок впускных воздухопроводов;
-отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
-снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
-ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра ), затем выверните их;
-снимите головку цилиндра с двигателя.

Последовательность затяжки болтов крепления головки цилиндра
При установке головки цилиндра обратите внимание на правильность монтажа прокладок. Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра . После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапана ми и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головки цилиндра в приспособлении И801.06. 000 ):
-установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтовые отверстия головки;
-вращая вороток 2, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
-снимите сухари и втулки;
-выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
-выньте впускной и выпускной клапаны.

Разборка головки цилиндра в приспособлении И801.06.000: 1 - винт; 2 - вороток; 3 - тарелка; 4 - штифт.
Размеры клапанов приведены в табл. «Клапаны».
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.

Размеры клапанов: А - длина направляющей; В - высота седла; Д - диаметр отверстия под седло; Д 1 | - диаметр тарелки; Д 2 - диаметр седла; Д 3 - диаметр стержня; Д 4 - внутренний диаметр направляющей; Д 5 - наружный диаметр направляющей; Д 6 - диаметр отверстия под направляющую; а - угол фаски седла; у - угол фаски клапана.
Для притирки клапанов:
-разберите клапанный механизм, как описано выше:
-приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться):
-нанесите на фаску седла клапана тонкий равномерный слой насты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая клапан, поверните его на 1/3 оборота, затем на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
Читайте также: