
Установка колец на поршень газель 4216
Обновлено: 02.07.2024
Установка колец на поршень газель 4216
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
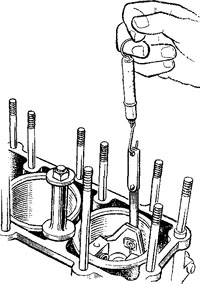
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
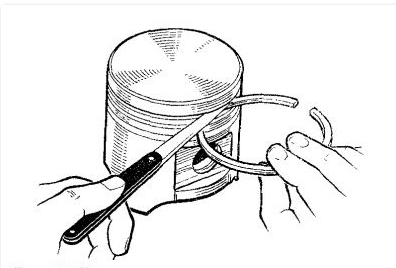
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
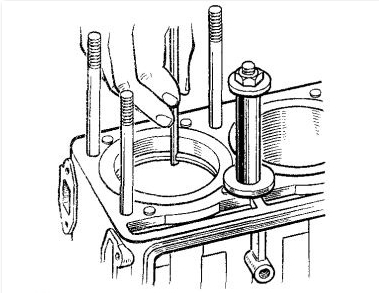
Проверка зазора в стыках поршневых колец.
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;

- Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;

- Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;

- И наконец, устанавливаем верхнее компрессионное кольцо.

Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
УМЗ-4216: Отчет завода
Завершающим этапом совместного проекта журнала «Рейс» и «Группы ГАЗ», который продолжался с августа 2008 года по май 2010 года, по оценке качества и ресурса двигателя УМЗ-4216 стала полная разборка одного из испытуемых двигателей — с наибольшим пробегом в 104 тысячи километров. После разборки двигателя и внешнего осмотра на сервисной станции дилера «Группы ГАЗ» — ООО «Темп- Авто» в подмосковной Балашихе (см. «Рейс» №5–2010 г.) двигатель был отправлен для выяснения остаточного ресурса на Ульяновский моторный завод. Там он был детально осмотрен специалистами, была проведена техническая экспертиза, микрометраж основных деталей. Замеры проведены опытными контролерами Группы метрологии УМЗ под руководством Хализова Н. В. и отражены в картах микрометража по формам ГОСТ 14846.
Результаты замеров систематизированы в табличные формы и проведен анализ размеров сопряжений и зазоров, определяющих в процессе эксплуатации ресурс двигателя до капитального ремонта.
Гильзы цилиндров
Из данных, приведенных в таблице, видно, что износ гильз цилиндров незначительный; фактические размеры не вышли за пределы допуска по конструкторской документации (КД): +48…+60 мкм, группа В. Наибольшие размеры отмечены в 3-м цилиндре: +60 мкм. Овальность и конусность всех гильз незначительная: 5…10 мкм и находится в пределах допуска.
Это подтверждает эффективность внедрения плосковершинного и «мягкого» хонингования гильз цилиндров на двигателях УМЗ-4216 за счет значительного улучшения параметров хонингованной рабочей поверхности гильз по шероховатости и микропрофилю, что обеспечивает оптимальную маслоемкость рабочей поверхности гильзы, позволяет повысить ресурс ЦПГ и снизить расход масла на угар.
Поршень
На поршнях небольшой износ юбки, фактические размеры на 2…4 мкм меньше минимального значения допуска по КД: +12…+24 мкм, группа В. Это подтверждает эффективность перехода к обработке поршней на недавно приобретенных заводом новых полуавтоматах с ЧПУ с установкой оперативной проверки профиля поршня по специальной программе на ПК взамен обработки на токарно-копировальных станках. Это позволило в 2 раза точнее обрабатывать профиль поршня, выполнять масло-удерживающий микропрофиль на юбке, исключить приработочное микропокрытие поршня оловом. Все это в сочетании с изменениями по гильзе повышает ресурс ЦПГ и снижает расход масла на угар.
Зазор цилиндр — поршень
Величина зазора в цилиндрах 1, 2 и 4 составила 30…47 мкм и не превышает значения зазора по КД (24…48 мкм). В 3-м цилиндре максимальный зазор 52 мкм, что является незначительным по сравнению с предельно допустимым 300 мкм. Таким образом, исходя из фактического, предельно допустимого зазора и удвоенного темпа износа при дальнейшем увеличении зазора остаточный ресурс ЦПГ будет более чем в 2 раза больше отработанного.
Распредвал
Из данных таблицы видно, что износ опорных шеек распредвала незначительный. Фактические диаметры 1, 3, 4, 5 опорных шеек находятся в пределах допуска по КД (0…20 мкм). На 3-й опорной шейке износ несколько больше, диаметр на 10…12 мкм вышел за пределы допуска по КД.
Отверстия в блоке цилиндров
Размеры отверстий в блоке под опоры распредвала находятся в пределах допуска по К Д (40…65 мкм). Наибольшие отклонения отмечены на 1-й опоре (Ø 52 мм) — +55…+60 мкм, что является типичным, поскольку она более нагружена от шестерни привода распредвала. Овальность и конусность всех отверстий незначительная: 5…10 мкм.
Зазор шейка распредвала — отверстие в блоке
Зазор между шейками распредвала и отверстиями в блоке на всех 5-ти опорах находится в пределах допуска по КД (40…85 мкм). Наибольший зазор отмечен на 1-й опоре — 79 мкм. Исходя из фактического, предельно допустимого зазора и практически линейного темпа износа этого сопряжения остаточный ресурс установки распредвала в блоке будет примерно в 2 раза больше отработанного.
Это объясняется отсутствием данных о точных значениях износов в силу отсутствия начального микрометрирования. Поэтому за начальную точку отсчета износа принимается середина допуска, либо одно из его крайних значений — исходя из большей достоверности оценки.
Шатунные шейки коленвала
Размеры всех четырех шатунных шеек коленвала находятся в пределах допуска по КД (0… — 13 мкм). Разброс значений замеров от —2 до —12 мкм, то есть в пределах всего поля допуска, явно указывает на практическое отсутствие износа шатунных шеек. Овальность и конусность всех шеек незначительная: 2…6 мкм. Наибольшие значения отклонений на 3-й шейке — три замера по —10 мкм.
Коренные шейки коленвала
Диаметры коренных шеек на ходятся в пределах допуска по КД (0…-13 мкм). Разброс значений замеров от —2 до —13 мкм указывает на практическое отсутствие износа коренных шеек. Овальность и конусность всех шеек незначительная — 2…6 мкм. Наибольшие значения отклонений на 3-й шейке — 2 замера —10 мкм и 1–13 мкм, что может указывать на незначительный износ этой шейки либо на наибольшее влияние биения коленвала на эту шейку при его изготовлении.
Установка коленвалов блоке
Износ вкладышей коренных подшипников коленвала незначительный: превышает верхнее значение допуска по КД (+20…+53 мкм) от 2 до 12 мкм. Наибольшие отклонения отмечены в 4-й коренной опоре — до 12 мкм. Зазоры в коренных подшипниках в 4 поясах из 10 превышает на 1…8 мкм значение зазора по КД (20…66 мкм), что является незначительным, по сравнению с предельно допустимым в коренном подшипнике — 150 мкм. Исходя из фактического и предельно допустимого зазоров, учитывая, что зазор определяется износом вкладышей с практически линейным темпом износа, остаточный ресурс коренного подшипника будет более чем в 2 раза больше отработанного.
Отверстия в бобышках поршня под палец
Отклонения размеров под поршневой палец по всем поршням и бобышкам соответствуют КД — 3-я группа по пальцу, разница в размерах 2 мкм. По шероховатости поверхности (зеркальная) видно, что износ отсутствует.
Поршневые кольца
Зазор в замке в рабочем состоянии верхнего и нижнего поршневых колец на всех 4-х поршнях соответствует допуску по КД (0,3…0,65 мм). Радиальная толщина всех поршневых колец, замеренная в 5-ти точках, соответствует допуску по КД (3,95…4,3 мм). Проведенные замеры показывают на незначительный износ поршневых колец.
Внутренний диаметр втулок клапанов
Отклонения внутреннего диаметра втулок клапанов находятся в допуске по конструкторской документации (0…22 мкм), за исключением одного размера: на втулке №5, выпускной клапан 3-го цилиндра (замер по поясу №2 поперек двигателя), отклонение составило 25 мкм. Этот износ можно считать незначительным, по сравнению с предельно допустимым зазором в сопряжении клапан-втулка — 250 мкм.
Выводы:
1. Оценка технического состояния двигателя УМЗ-4216 №80402609 после пробега 104050 км, сделанная в г. Балашихе путем визуального осмотра основных узлов и деталей, оказалась правильной и достаточно точной, что подтвердило микрометрирование деталей на ОАО «УМЗ».
2. Результаты микрометрирования и технической экспертизы показали, что по основным изнашиваемым сопряжениям (цилиндр-поршень, коленвал-блок, распредвал-блок, поршневые кольца-головка) остаточный ресурс до капитального ремонта этого двигателя более чем в 2 раза превысит отработанный и составит не менее 200 тыс. км.
3. Следует особо отметить хорошее состояние рабочих поверхностей цилиндров и поршней, что подтверждает высокую эффективность внедрения плосковершинного хонингования цилиндров в сочетании с «мягким» хонингованием и улучшенной геометрией поршня с маслоудерживающим микропрофилем.
4. Хорошее состояние двигателя указывает на правильную эксплуатацию и техническое обслуживание двигателя, своевременную замену масла и фильтров, использование качественного масла и топлива (последнее характерно для Московского региона).
Кап. ремонт УМЗ-4216. Часть 3.1. Сборка
Опишу весь порядок действий по возможности кратко, но с некоторыми вставками о том, с чем столкнулся в процессе. Количество фото в одном посте ограниченно, поэтому разделю сборку на несколько частей
Итак, поехали:
1. Замена заглушек блока
Согласно рекомендациям компании, которая осуществляла ремонт постели коленчатого вала, о чем писал в предыдущем посте, после выполнения операции "Напыление", перед сборкой двигателя, необходимо снять все заглушки системы смазки и охлаждения блока цилиндров, тщательно прочистить и продуть каналы системы смазки и охлаждения.
Поэтому, замена заглушек, это было первое, чем я занялся. Вытащить старую заглушку из блока оказалось делом не из простых. После нескольких неудачных попыток извлечь заглушку разными способами, она все-таки подалась, но для этого пришлось привлекать тяжелую технику в виде сварочного полуавтомата и проявлять незаурядные цирковые навыки в части координации движений к приложенной силе. В общем, к центру заглушки приставил длинный болт и обварил его по кругу в щадящем режиме, чтобы не перегреть блок. Далее, гвоздодером, с удлинённой ручкой из трубы, зацепил шляпку болта и уперевшись в блок (через доску), прикладывая немалое усилие на рычаг, и ловя равновесие между всеми составляющими этого нехитрого устройства, пробка красочно и со спецэффектами вылетает из посадочного места, почти как салют на Новый год.
Далее, продув хорошенько блок приступил к следующему квесту. Просто так забить на место заглушку молотком не получалось -она быстро деформировалась и шла на перекос. Поэтому в ящике с метизами нашел шпиндель и гайку от старой китайской болгарки, которая по диаметру идеально подошла к внутреннему диаметру пробки. Добавив щепотку колхоза импровизации получился такой вот инструмент для напрессовывания заглушек
2. Подсборка распределительного вала:
— надел распорное кольцо на хвостовик, вставил шпонку в паз, надел новый упорный фланец
— смазал маслом распредвал, вставил в блок, притянул болты фланца, проверил легкость вращения вала в блоке
3.Сборка коленчатого вала, выставление меток:
— подстобрал коленвал: надел упорные шайбы и запрессовал шпонку в пас
— В коленвале заклинил подшипник первичного вала КПП, поэтому для его замены потребовалось купить съемник рублей так за 200. .
— обезжирил ацетоном постель блока и вкладыши, вложил вкладыши в блок.
— Уложенные вкладыши и коленвал смазал маслом. Положил в постель коленвал, совместил упорные шайбы на коленвале и установил бугеля в советующем порядке
— Гайки протягивал динамометрическим кличем с усилием 13,6 кг/см по мануалу от центра к краям. Проверил легкость вращения – как сыр в масле!
— На герметик посадил уплотнительную крышку заднего коренного подшипника. Прикрутил. Установил новый сальник, зафиксировал его скобами
— Запрессовал распределительную шестерню на коленчатый вал.
— Сопоставив метку коленчатого вала с риской распределительного вала, запрессовал шестерню распредвала и зафиксировал ее болтом с шайбами
4. Сборка поршневой группы.
— Новые поршня костромской фирмы «Мотордеталь», серии «Эксперт». Пробил серийный номер деталей на подлинность на официальном сайте– вроде как оригинал. Качество группы понравилось.
— Собирать поршень на горячую, я так понял, сейчас считается моветоном.
В тоже время, производитель поршней допускает такой способ посадки. И в мануале по сборке написано, что необходимо греть. А в интернетах поговаривают, что это не очень хорошо… Но как правильно садить на холодную рецепта никто не дает (может я не нашел).
В общем, я попробовал запрессовать палец в поршень на холодную. Идет очень тяжело. Из четырех поршней только один палец кое-как заходил и то наполовину. В страхе развальцевать посадочное место или совсем поймать перекос/клин, я решил садить на горячую.
Собирал поршни дома, грел в духовке на кухне. Пальцы смазывал оливковым машинным маслом и аромат в комнате стоял отменный. Жаль супруга уехала на пару дней к родителям и не видела этого волшебства, она ведь любит выпечку)
После прогрева пальцы залетали в поршень как к себе домой. Только делать надо было все быстро т.к. поршень быстро остывает и начинает подклинивать в посадочном месте. После остывания сидит как влитой и не вращается в бобышках поршня.
Шатуны оставил старыми, со своего мотора, они оказались в неплохом состоянии. Разброс веса между шатунами был не более 4 грамм, по поршням не более 2 грамм.
Суммарная разница веса — в допуске (не более 9 грамм по мануалу), поэтому рокировка внутри группы мне показалась не существенной.
Кольца одевал «ручным» способом.
— В поршнях с шатунами, перед установкой их в блок, развел кольца на 180* компрессионные и 45* маслосъёмные
— Обезжирил и вложил шатунные вкладыши
— Смазал маслом гильзы блока и шатунные шейки коленчатого вала. Используя оправку для поршневых колец вставил поршни согласно проставленной нумерации после проточки и надписью «ПЕРЕД» обращённой к шестерни распредвала
— Установил шатунные крышки и затянул болты динамометрическим ключом с усилием 7,5 кг/см в два захода
Установка колец на поршень газель 4216
Имеем УМЗ-4218.
Замер показал, что максимальный поперечный диаметр цилиндров колеблется от 100.09 до 100.11.
Кольца 100,1 в продаже не нашел:(
Как я понимаю, кольца из магазина (100.0) подогнаны под цилиндры 100,024-100,084, с правильным зазором 0,35-0,65 (верхнее), 0,30-0,60 (нижнее), 0,3-1,0 (маслосьемное) [Эти размеры взяты из книги по УМЗ-421, там они идут как размеры для отечесвенных колец установленных в калибр 100+0,021. Для других колец зазоры другие.]
Одним словом: при установке таких колец в цилиндры 100.1 мы автоматически получаем увеличение зазора в замке. Т.о. на каждые 0,01мм износа мы получаем +0,0314мм увеличение зазора в замке. Если в калибре (100+0,021) зазор в норме, то в 100.1 он увеличиться на 0,25мм.
Хорошо, если в калибре зазор был минимальный (0,3мм), тогда 0,3+0,25=0,55 < 0,6мм (максимальный допустимый зазор).
А если зазор был 0,6? 0,6+0,25=0,85 :(
Была идея брать кольца от ремонтного размера 100,5 и стачивать до нужного зазора в замке. Но тут на форуме, говорили что они всетаки имеют другой изгиб, что плохо, хотя кто-то ставил, и ничего. приработались. Тема тут http://forum.uazbuka.ru/showthread.php?t=31690
Так какие кольца брать?
P.S. Знаю что мне нерекомедуется ставить хромированные кольца, только луженые или фосфатированные. Но никак не могу понять о какой части кольца идет речь? Смотрел в магазине кольца SM они мутные со стороны цилиндра. Это значит то что надо?
Да уж. Проблема.
По-моему, самое правильное в данном случае – это расточка блока под ближайший ремонтный размер.
Если нет такой возможности – то поставить кольца, все-таки думаю, номинального размера, отдавая себе отчет, что особо много этот двигатель не проездит.
По поводу установки ремонтных колец и подгонки зазора – коряво всё это.
Цилиндр изнашивается неравномерно. В ВМТ – максимум. В НМТ – износ практически отсутствует.
Зазор, по уму, надо подгонять не по максимальному износу, а по минимальному, иначе кольцо лопнет, когда поршень будет в НМТ. Т.е. ремонтные кольца, вообще говоря, придется стачивать практически до номинального размера.
Бывает, зазор в кольце подгоняют по максимальному износу, так как ремонтное кольцо прилегает к номинальному цилиндру не плотно. Получается: в ВМТ – зазор в кольце максимальный (на горячем двигателе почти отсутствует) и есть щель между кольцом и цилиндром; в НМТ – зазора нет, края кольца уперлись друг в друга и кольцо расперло в цилиндре, убрав щель. Т.е. кольцо постоянно работает на изгиб, прирабатываясь при этом и интенсивно изнашивая цилиндр в районе НМТ.
Если повезет и кольцо не лопнет, оно приработается, но зазор в кольце тоже станет большим.
Компрессии нормальной не будет по любому, газы будут прорываться в картер и будет дымить из вентиляции.
Точить блок потом придется, скорей всего, сразу до второго ремонтного размера.
Короче, по-моему, – ничего хорошего.
По поводу хромированных колец – х.з., продаются сейчас такие или нет, а SM – действительно хорошие кольца.
Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 - 0,5 мм у компрессионных колец и 0,3 – 1,0 мм у стальных дисков маслосъемного кольца.
Проверку бокового зазора в стыке кольца производите, как показано на рис. 4.2. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным - по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
Если цилиндры решено не точить, то конечно лучше поставить 100,5 и подогнать зазор в замке по норме. Прилегание кольца к цилиндру при такой разнице в диаметре имеет ну очень малосущественное значение. Я думаю, что колца с такой точностью не делаются. А мелкие зазоры приработаются. Основная проблема при замене только колец, это образование буртика в верхней части цилиндра. При установке новых колец без расточки цилиндра, возможно образование стуков при работе двигателя. Но это только в том случае, если выступ большой.
Буртик вверху цилиндра убирать обязательно. Просто шабером сгладить уступ. Работы – на один час.
Если этого не сделать то, если новое верхнее компрессионное кольцо окажется по допуску чуть выше, – оно сломается. В лучшем случае будут сколы по верхней кромке. По этой же причине надо хорошо чистить канавки в поршнях и желательно всегда ставить новые шатунные вкладыши.
Хорошие кольца изготавливают точно. Щелей никогда не бывает.
Я и говорю, что точить ремонтные кольца придется почти до номинала.
. Всё равно больше чем на 60-70 тысяч вряд ли хватит.
Очень оптимистично.:-D
Я бы расточил до первого ремонтного размера. Жалко своего труда по разборке-сборке, сделать сразу, как положено и забыть.
Если не растачивать - поставил бы 100.0, все равно не надолго. Кстати, кольца из магазина могут быть и с заведомо меньшим зазором и требуют подпиливания до нормального. Ни кто их на заводе не подгоняет.
Я бы расточил до первого ремонтного размера. Жалко своего труда по разборке-сборке, сделать сразу, как положено и забыть.
Если не растачивать - поставил бы 100.0, все равно не надолго. Кстати, кольца из магазина могут быть и с заведомо меньшим зазором и требуют подпиливания до нормального. Ни кто их на заводе не подгоняет.
не путайте
есть кольца к поставке на ОАО УМЗ и ЗМЗ
где размеры в замках строго определены 0,3. 0,55 мм и есть кольца поставляемые в запасные части
по идее они должны быть такие же
но например у FM он же Гетце
замок уменьшен специально до 0,2 мм и требуется подгонка в цилиндре
а по двигу
если хочешь надолго то лучше расточить на 100,5
при грамотной расточке и сборке двиг пройдет еще не менее 100 тыс км
а по двигу
если хочешь надолго то лучше расточить на 100,5
при грамотной расточке и сборке двиг пройдет еще не менее 100 тыс км
И конструктор моторов говорит, что 100к это надолго.
и советует точить одноразовый блок, чтобы сыграть в рулетку со шпильками головки цилиндров, а затем с посадкой гильз? точить из-за смешного износа, где даже ступеньки-то нет, на месте хонинговка, не какие-то следы, а полностью весь рисунок, а максимальный размер гильзы 100,11. показания к расточке - это зазор с поршнем последней группы 0.3мм (тридцать соток. ) или задиры цилиндра. Зачем я здесь цитирую вашу же книгу "двигатели умз 421*", и для кого она вообще написана? и почему в ней не указана предельно допустимая некруглость гильзы? со слов Димы она там конская типа 0.15, хотя для моторов ВАЗ уже 0.03мм эллипсности - и мотор в расточку.
Макс, что ты паришься с этими кольцами? там максимально допустимый зазор 3 миллиметра при износе. а ты сотки пытаешься ловить. и пусть будет больше, чем меньше. зато есть гарантия, что его не заклинит и не сломает, потому что поставщик металла на завод колец наврал со значением лктр. в моторе умз это вообще общий принцип: лучше больше зазор, чем задранные поршни и поломанные кольца.
ПС Дима, не обижайся на меня, но про 100к - убило. я свой 410, который все хают, утопил на 130, и кабы не вода, он бы 250 отходил бы легко. вообще без вмешательства глубже регулировки клапанов. я облизывался на новенький 4216, а получается, ресурсу ему на 100к. при его цене он должен 300 минимум выходить без конкретных поломок при грамотном и своевременном обслуживании. а тут жалкая сотка. и с этим ресурсом на 100к вы его на газель пропихнули.
И конструктор моторов говорит, что 100к это надолго.
и советует точить одноразовый блок, чтобы сыграть в рулетку со шпильками головки цилиндров, а затем с посадкой гильз? точить из-за смешного износа, где даже ступеньки-то нет, на месте хонинговка, не какие-то следы, а полностью весь рисунок, а максимальный размер гильзы 100,11. показания к расточке - это зазор с поршнем последней группы 0.3мм (тридцать соток. ) или задиры цилиндра. Зачем я здесь цитирую вашу же книгу "двигатели умз 421*", и для кого она вообще написана? и почему в ней не указана предельно допустимая некруглость гильзы? со слов Димы она там конская типа 0.15, хотя для моторов ВАЗ уже 0.03мм эллипсности - и мотор в расточку.
Макс, что ты паришься с этими кольцами? там максимально допустимый зазор 3 миллиметра при износе. а ты сотки пытаешься ловить. и пусть будет больше, чем меньше. зато есть гарантия, что его не заклинит и не сломает, потому что поставщик металла на завод колец наврал со значением лктр. в моторе умз это вообще общий принцип: лучше больше зазор, чем задранные поршни и поломанные кольца.
ПС Дима, не обижайся на меня, но про 100к - убило. я свой 410, который все хают, утопил на 130, и кабы не вода, он бы 250 отходил бы легко. вообще без вмешательства глубже регулировки клапанов. я облизывался на новенький 4216, а получается, ресурсу ему на 100к. при его цене он должен 300 минимум выходить без конкретных поломок при грамотном и своевременном обслуживании. а тут жалкая сотка. и с этим ресурсом на 100к вы его на газель пропихнули.
да говорю
при грамотной переборке после кап ремонта двиг ходит не менее 100 тыс
я написал после ремонта .
по разговору с максом я понял что у него износ по максимуму
поэтому прсто установка колец проблему не решит
если при замерах выяснится обратное то хорошо
да говорю
по разговору с максом я понял что у него износ по максимуму
это Макс любит сгущать краски. нету у него там большого износа.
И конструктор моторов говорит, что 100к это надолго.
и советует точить одноразовый блок, чтобы сыграть в рулетку со шпильками головки цилиндров, а затем с посадкой гильз? точить из-за смешного износа, где даже ступеньки-то нет, на месте хонинговка, не какие-то следы, а полностью весь рисунок, а максимальный размер гильзы 100,11. показания к расточке - это зазор с поршнем последней группы 0.3мм (тридцать соток. ) или задиры цилиндра. Зачем я здесь цитирую вашу же книгу "двигатели умз 421*", и для кого она вообще написана? и почему в ней не указана предельно допустимая некруглость гильзы? со слов Димы она там конская типа 0.15, хотя для моторов ВАЗ уже 0.03мм эллипсности - и мотор в расточку.
Макс, что ты паришься с этими кольцами? там максимально допустимый зазор 3 миллиметра при износе. а ты сотки пытаешься ловить. и пусть будет больше, чем меньше. зато есть гарантия, что его не заклинит и не сломает, потому что поставщик металла на завод колец наврал со значением лктр. в моторе умз это вообще общий принцип: лучше больше зазор, чем задранные поршни и поломанные кольца.
ПС Дима, не обижайся на меня, но про 100к - убило. я свой 410, который все хают, утопил на 130, и кабы не вода, он бы 250 отходил бы легко. вообще без вмешательства глубже регулировки клапанов. я облизывался на новенький 4216, а получается, ресурсу ему на 100к. при его цене он должен 300 минимум выходить без конкретных поломок при грамотном и своевременном обслуживании. а тут жалкая сотка. и с этим ресурсом на 100к вы его на газель пропихнули.
Думаю, не следует слепо доверять приведенным результатам измерений. Нутромером пользоваться довольно сложно, а точно померить, без большой сноровки и опыта – почти невозможно, тем более износ.
Следы хонинговки и на 300 т. остаются, когда износ в районе ВМТ – жуткий, через один ремонт не всегда проходишь. Так что, это не показатель.
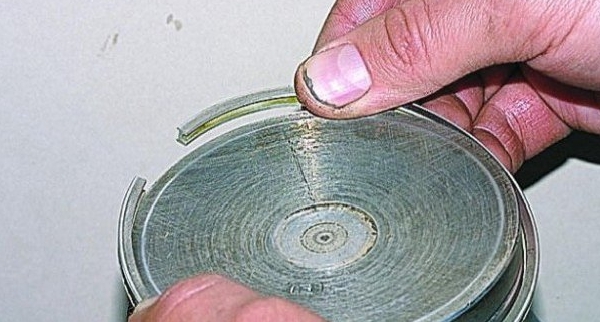
Простой старый способ проверки необходимости расточки блока: ноготь за уступ цепляется – пора точить. Цифры – они не показательны.
А с износом 0,3 мм двигатель масло жрать будет как двухтактный.
Простой старый способ проверки необходимости расточки блока: ноготь за уступ цепляется – пора точить. Цифры – они не показательны.
А с износом 0,3 мм двигатель масло жрать будет как двухтактный.
э не, цифры как раз наиболее показательны. пользоваться нутромером - доктором наук быть не нужно, любой птушник может. а остальной мерительный инструмент вообще предельно прост. никаких хитростей там нет. пальцами в двигателе ничего не проверяется. все выводы только по результатам измерений. я разбирал движок с 0.3 - нормально, расход масла на нём был 2 литра на тыщу, да и то, всё наружу лилось в основном. все размеры, приведённые мной взяты из заводского руководства умз. не верить им у меня нет оснований, и точить одноразовый блок из-за того, что кто-то пальцем нащупал - увольте
э не, цифры как раз наиболее показательны. пользоваться нутромером - доктором наук быть не нужно, любой птушник может. а остальной мерительный инструмент вообще предельно прост. никаких хитростей там нет. пальцами в двигателе ничего не проверяется. все выводы только по результатам измерений. я разбирал движок с 0.3 - нормально, расход масла на нём был 2 литра на тыщу, да и то, всё наружу лилось в основном. все размеры, приведённые мной взяты из заводского руководства умз. не верить им у меня нет оснований, и точить одноразовый блок из-за того, что кто-то пальцем нащупал - увольте
Чтобы измерить ИЗНОС, а не размер надо иметь определенную квалификацию.
Птушник, кстати, действительно скорей всего сможет правильно померить. Потому что его этому учили и у него опыт какой никакой есть.
Чем проще универсальный измерительный инструмент, тем сложней им правильно пользоваться и получить правильные цифры.
Так что приведенные цифры не показательны, нет уверенности в их истинности.
Раз человек задумался об износе, значит он есть. Раз есть овальность (и то, это не совсем понятно) износ, скорей всего приличный.
Отсюда выводы.
Чтобы измерить ИЗНОС, а не размер надо иметь определенную квалификацию.
Птушник, кстати, действительно скорей всего сможет правильно померить. Потому что его этому учили и у него опыт какой никакой есть.
Чем проще универсальный измерительный инструмент, тем сложней им правильно пользоваться и получить правильные цифры.
Так что приведенные цифры не показательны, нет уверенности в их истинности.
Раз человек задумался об износе, значит он есть. Раз есть овальность (и то, это не совсем понятно) износ, скорей всего приличный.
Отсюда выводы.
забавно:) чтобы измерить абсолютный размер, как раз кое-что нужно))) чтобы измерить износ не нужно вообще ничего. микрометр и нутромер. что там неправильно можно сделать.
приведённые размеры мерил я))) оснований не доверять себе у меня нет. Макс не об износе задумался, а о конском расходе масла. происходил он, как выяснилось, из-за поломанных колец и задранных поршней. овальность оттуда же, но она 3-4 сотки, Дима говорит - фигня. до 0.15 можно.
а что бы впредь такого не случилось, нужно всё измерить и правильно собрать. в данной ситуации это легко делается без всяких расточек одноразовых блоков.
забавно:) чтобы измерить абсолютный размер, как раз кое-что нужно))) чтобы измерить износ не нужно вообще ничего. микрометр и нутромер. что там неправильно можно сделать.
приведённые размеры мерил я))) оснований не доверять себе у меня нет. Макс не об износе задумался, а о конском расходе масла. происходил он, как выяснилось, из-за поломанных колец и задранных поршней. овальность оттуда же, но она 3-4 сотки, Дима говорит - фигня. до 0.15 можно.
а что бы впредь такого не случилось, нужно всё измерить и правильно собрать. в данной ситуации это легко делается без всяких расточек одноразовых блоков.
Калибры и установочные кольца, обычно, входят в состав и микрометра и нутромера.
Неправильно померить просто – взять неподходящий измерительный наконечник и перекосить инструмент.
Если есть уверенность в правильности измерений – вопрос снимается.
Тут другая беда – если алюминий с поршней наволокло на зеркало цилиндров (практически 100% что это так) – новые кольца махом сядут - километров через 500-800.
Два раза придется кольца менять.
и советует точить одноразовый блок, чтобы сыграть в рулетку со шпильками головки цилиндров, а затем с посадкой гильз? точить из-за смешного износа, где даже ступеньки-то нет, на месте хонинговка, не какие-то следы, а полностью весь рисунок, а максимальный размер гильзы 100,11. показания к расточке - это зазор с поршнем последней группы 0.3мм (тридцать соток. ) или задиры цилиндра. Зачем я здесь цитирую вашу же книгу "двигатели умз 421*", и для кого она вообще написана? и почему в ней не указана предельно допустимая некруглость гильзы? со слов Димы она там конская типа 0.15, хотя для моторов ВАЗ уже 0.03мм эллипсности - и мотор в расточку.
Макс, что ты паришься с этими кольцами? там максимально допустимый зазор 3 миллиметра при износе. а ты сотки пытаешься ловить. и пусть будет больше, чем меньше. зато есть гарантия, что его не заклинит и не сломает, потому что поставщик металла на завод колец наврал со значением лктр. в моторе умз это вообще общий принцип: лучше больше зазор, чем задранные поршни и поломанные кольца.
Всем привет. Решил поднять эту тему, т.к. у меня, видимо, схожая проблема с топик-стартером. Пришлось разобрать мотор УМЗ-4213, пробег неизвестен. Промерили цилиндры и результат такой: по всем цилиндрам равномерно максимальный диаметр 100,12 мм с овальностью до 3-ёх соток. Заводской хон присутствует, задиров нет. Ступенька в верхней части цилиндров пальцем ощущается, но ногтем вроде бы не цепляется. Стоят поршни группы "В".
Я уже было решил растачивать в 100,5 и брать новую поршневую ремонтного размера, даже тему соответствующую создал про поршни "евро-3" взамен "евро-2". Но после прочтения этой темы, думаю может отделаться просто сменой колец и пальцев или в крайнем случае новой поршневой той же группы? Неохоту точить "одноразовый" блок еще аргументирую тем, что опасаюсь кривой расточки блока нашими "спецами". Что посоветуете?





УМЗ-4215.10.Сборка шатунно-поршневой группы
Все детали шатунно-поршневой группы делятся на категории и подбираются индивидуально друг к другу.

Буквы на блоке и поршне должны совпадать. Римская цифра «||» обозначает требуемую группу поршневого пальца.

Обозначение «421» на поршне указывает на то, что он предназначен для двигателя УМЗ-4215.

При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни одинакового ремонтного размера.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
На шатуне номер группы обозначается также краской. Он должен либо совпадать, либо быть соседней с пальцем группы.

Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.

Замки вкладышей должны быть расположены с одной стороны шатуна,…

…а выступ на крышке шатуна совпадать по направлению с надписью «ПЕРЕД» на поршне.

Нагреваем поршень до температуры 60–80 °С. Допускается нагревать поршень в горячей воде. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный моторным маслом поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком через оправку из мягкого металла, удерживая поршень на весу.

Поршневой палец фиксируем с обеих сторон стопорными кольцами.
Проверяем поршневые кольца:
поочередно устанавливаем поршневые кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,5 мм, маслосъемные — 0,5–1 мм.

Надеваем кольца на поршень, начиная с маслосъемного кольца.
Раздвинув замок радиального расширителя, надеваем его на поршень в нижнюю канавку.

Аналогично устанавливаем нижний кольцевой диск,…

. осевой расширитель и верхний кольцевой диск.

Кольцевые диски маслосъемного кольца взаимозаменяемые.
Последовательно надеваем два компрессионных кольца, так, чтобы.

…фаска на наружной стороне нижнего компрессионного кольца была обращена в сторону юбки поршня,…

…а фаска с внутренней стороны верхнего компрессионного кольца – к днищу поршня.
Установка колец на поршень газель 4216
Очистить днища поршней и канавки для поршневых колец от нагара
Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы и маркируются буквами - A, B, C.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров.
При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу.
Замеры диаметров цилиндров производить при температуре плюс 20±3˚C.

Поршни маркируются буквами на днище (Рисунок 1).
Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней плюс 20 ± 3 °С.
Пальцы по наружному диаметру, шатуны и поршни по диаметру отверстия под палец сортируются на четыре размерные группы, которые маркируются краской или римскими цифрами (Таблица 1).
Размерная группа отверстия шатуна под палец маркируется краской на стержне в зоне поршневой головки.
Группа отверстия поршня обозначается римскими цифрами, выбитыми на его днище (Рисунок 1), а пальца - римскими цифрами, выбитыми на торце.
Шатун должен быть собран с пальцем одной размерной группы.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене.
В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец.
Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна — при износе отверстия более допустимого шатун браковать.
Замеры поршней, пальцев и шатунов производить при температуре 20±3 °С.
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (Рисунок 1). Цвет маркировки:
— белый — соответствует массе шатуна 900. 905 г;
— зеленый — 895. 900 г;
— желтый — 890. 895 г.
Размерные группы поршней и цилиндров блока
Размерные группы пальцев, поршней и шатунов
Для установки на двигатель следует брать шатуны одной группы по массе.
Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.

При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов, для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 2.
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) —211. 217 г, кривошипной (m2) — 679. 688 г.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна.
Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» (перед), расположенная на наружной стороне бобышки под палец и выступ «А» на кривошипной головке шатуна должны быть направлены в одну сторону.
Крышка шатуна на шатун должна быть установлена так, чтобы уступ «Б» на крышке шатуна и выступ «А» на кривошипной головке или выбитые на боковой поверхности крышки и кривошипной головки номера цилиндров или пазы под вкладыши располагались с одной стороны (Рисунок 1).
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце.
Для установки в цилиндры первого ремонтного размера - голубой, второго ремонтного размера - зеленой.

Тепловой зазор, замеренный в стыках, помещенных в цилиндр (Рисунок 4), для новых колец должен быть:
— 0,25. 0,45 мм у верхнего компрессионного кольца;
— 0,45. 0,65 у нижнего компрессионного кольца;
— 0,30. 0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм.
Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра.
Поверхность цилиндра предварительно очистить от нагара.
Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра.
Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.

Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (Рисунок 5). Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для новых колец и поршней 0,045. 0,090 мм. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм.
Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец.
Надеть с помощью приспособления (Рисунок 6) поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «ТОР» (верх) на торце в сторону днища поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршня в цилиндры следующим образом:
— сориентировать шатунно-поршневую группу таким образом, чтобы надпись «FRONT» (перед) на бобышке поршня была обращена в сторону переда блока цилиндров,
— протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши,
— повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
— смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
— развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень.
Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;

— надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (Рисунок 7).
Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна.
Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, или пазы под вкладыши находились с одной стороны.
Завернуть гайки динамометрическим ключом моментом 68. 75 Нм (6,8. 7,5 кгсм).
В таком же порядке вставить поршень четвертого цилиндра.
Повернуть коленчатый вал на 180˚ и вставить поршни второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Читайте также: