
Заклепать раму на камазе
Обновлено: 06.07.2024
Заклепать раму на камазе
Рама — основной агрегат автомобиля. К ней крепят все составные части машины. Рама в сборе с подвеской и мостами на колесах составляет ходовую часть автомобиля. К подвеске относятся рессоры, амортизаторы и резиновые буфера сжатия.
Рама автомобиля КамАЗ, показанная на рис. 1, состоит из двух продольных балок швеллерного сечения, соединенных между собой семью поперечинами с помощью заклепок и называемых лонжеронами. Продольные балки и поперечины изготавливают штамповкой из полосовой низколегированной стали толщиной 8 мм.
Рама может иметь следующие дефекты: погнутость продольных балок и поперечин, повреждение кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий заклепок, трещины, проходящие через заклепочные отверстия и в сплошном металле. Плотность заклепочных соединений проверяют обстукиванием головок заклепок молотком. Если заклепки утратили прессовые посадки, они перемещаются в отверстиях.
Рекламные предложения на основе ваших интересов:
При невозможности устранить дефект раму бракуют.
Погнутость продольных балок определяют по кривизне верхней полки. Она должна быть не более 2 мм на длине 1000 мм и 5 мм на всей длине балки. Погнутость балок и поперечин устраняют правкой без нагрева на прессе с помощью специального приспособления. Поврежденные кронштейны рамы заменяют.
Трещины в продольных балках и поперечинах по концам засверливают сверлом диаметром 5 мм, разделывают и заваривают. Сварку производят электродами ОЗЧ -6 или УОНИ 13/55 диаметром 4 мм постоянным током силой 200 А. Сварочный шов и поверхность на расстоянии 3-4 мм по обе стороны от него для увеличения предела выносливости соединения упроч; няют наклепом. Наклеп ведется пневматическим молотком.
Заклепки, потерявшие прессовую посадку, срубают или высверливают и вместо них устанавливают новые. Новые заклепки расклепывают с предварительным подогревом или без него. Машинную клепку производят без подогрева гидравлическими клепальными установками МАЗ 62/350. Производительность такой клепки очень высокая. Схема машинной клепки рамы представлена на рис. 1.
Ремонт тягово-сцепного устройства автомобиля КамАЭ-5320 заключается в его разборке, замене изношенных деталей и его сборке. Усадку резинового буфера восстанавливают постановкой дополнительных кольцевых прокладок между ним и фланцами.
При износе зева крюка до размера более 55 мм крюк заменяют. Нельзя использовать гайку крюка для регулирования осевого хода буксирного крюка. Завинчивание и отвинчивание гайки приводит к увеличению его осевого хода.
При сборке тягово-сцепного устройства гайку крюка заворачивают до упора, прорези в гайке совмещают с отверстием в буксирном крюке, в отверстия устанавливают шплинт.
Заклепать раму на камазе
Удлинение и усиление рамы автомобиля.
Удлинение рамы - технологический процесс, влекущий за собой изменения несущей конструкции автомобиля, а именно увеличение монтажной длины рамы, а так же увеличение колесной базы автомобиля. Эти изменения в конструкции автомобиля называются переоборудованием и обязательно нужно регистрировать в ГИБДД, в этом вам поможет ООО «ТТК»ТАИР».


В этой статье рассмотрим основные этапы технологического процесса удлинения и усиления автомобильной рамы, на примере модернизации (удлинения) рамы КамАЗ 54115 до соответствия колесной базы КАМАЗ 65117 (4970+1320 мм).
Перед началом работ по удлинению рамы, необходимо подготовить её, т. е. убрать все лишнее. Первым делом производится демонтаж седельного тягово-сцепного устройства. Затем производится подразборка автомобиля в заднем свесе для выполнения работ по удлинению рамы.

Удлинение рамы происходит за счет разрезания рамы шасси (по диагонали, как это показано на фотографии) и последующего её сращивания после номера VIN на раме, с помощью вставок аналогичного профиля и усилителей.

Места соединения (сращивания рамы с аналогичным профилем ) усиливается накладками стального профиля 09Г2С, соединенными с лонжеронами и поперечинами с помощью заклепок. Модернизация осуществляется с помощью заклепочного соединения, клепка производится специальной гидравлической клепальной машиной.

После чего смещается задняя телега до соответствия колесной базы КАМАЗ 65117 (4970+1320 мм). На лонжероны устанавливаются дополнительные необходимые поперечины, устанавливается удлиненный карданный вал, удлиняется электропроводка, тормозная магистраль и привод стояночного тормоза.

Удлинение рамы и последующие ее усиление выполнено, и готово для установки на неё бортовой платформы.
Напоминаем, мы рассмотрели основные этапы процесса по удлинению рамы, здесь не были отражены: сварочные, сверлильные, крепежные, покрасочные… работы. Т.е. этот процесс очень трудоемкий и включает в себя большое кол-во работ.
Ремонт рам. Дефекты и устранение их.




Рама может иметь следующие дефекты: погнутость продольных балок и поперечин, повреждение кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий заклепок, трещины проходящие через заклепочные отверстия и в сплошном металле.
Плотность заклепочных соединений проверяется обстукиванием головок заклепок молотком. Если заклепки утратили прессовые посадки, они перемещаются в отверстиях.
Заклепки, потерявшие прессовую посадку, срубаются или высверливаются и вместо них устанавливаются новые. Новые заклепки расклепываются с предварительным подогревом или без него.
Погнутость продольных балок определяется по кривизне верхней полки. Она должна быть не более 2 мм на длине 1000 м и 5 мм на всей длине балки. Погнутость балок и поперечин устраняется правкой без нагрева на прессе с помощью специального приспособления.
Трещины в продольных балках и поперечинах по концам засверливаются сверлом диаметром 5 мм, разделываются и завариваются. Сварка производится электродами диаметром 3-4 мм постоянным током силой 200 А. При сварке наносится асбестовое покрытие, что предотвращает закал шва, тем самым сохраняет однородность металла, сварочного шва и повышает прочность. Сварочный шов и поверхность на расстоянии 3—4 мм по обе стороны от него для увеличения предела выносливости соединения упрочняются наклепом. Наклеп ведется гидравлической скобой с силой удара 50 Н*м.
Поврежденные кронштейны рамы заменяются. При невозможности устранить дефект рама бракуется.
ООО «ТТК»Таир» профессионально занимается ремонтом рам более 20 лет и предлагает свои услуги по удлинению и усилению автомобильных рам.
удлинение рамы автомобилей, удлинение рамы грузового автомобиля, удлинение рамы грузового автомобиля екатеринбург, удлинение газель, удлинение газель нижний новгород, рама газель, удлинение газель цена, газель тент, переоборудование газель, удлинение валдай, пневморессора купить, тюнинг газель, газель фургон, пневморессора цена, газель удлиненный, газель усиление, газель цена, газель лизинг, +как удлинить раму +на камазе, удлинение рама камаз удлинение камаз, рама газель цена, удлиняем раму, удлиненная рама, рама газель удлиненная, +как удлинить раму +на газели, купить удлиненную раму, удлинить раму цена, рама газель удлиненная цена, удлинить раму +своими руками, удлинить раму +на газель цена, зил удлиненная рама, удлинить раму зил, удлинить раму газель фермер, рама газель фермер удлиненная, уаз удлиненная рама, удлинить раму уаз, удлиняем раму урал, удлиненная рама урал, сколько стоит удлинить раму, рама газель удлиненная купить, +как удлинить раму +на газели +своими руками, где удлиняет рама газель, удлинить раму валдай, рама валдай удлиненная, номер удлиненный рамы, удлинить раму новгород, можно удлинить раму +на газель, удлинить раму нижний новгород, рама газель некст удлиненная, рама +на газель 330202 удлиненная, авито рама киа спортейдж рама удлинен купить, рама +на газель 330202 удлиненная цена, удлинить раму маз, где можно удлинить раму, +как удлинить раму +на камазе, удлинить раму газель нижний новгород, удлинить раму газель видео, удлинить раму зил 4331, удлиненная рама +на газели видео, удлинить раму газели +своими руками видео, сколько стоит удлиненная рама +на газель, сколько стоит удлинить раму +на газель, рама 3302 удлиненная, велосипеды +с удлиненной рамой, можно ли удлинить раму +на газели, удлинить раму газель самому, удлиняем раму +у грузовиков, рама зил 131 удлинить, +как правильно удлинить раму, +как удлинить раму +на хендай, +кто удлинял раму +на уаз 452, +как удлинить раму +на велосипеде, валдай фермер +на сколько можно удлинить раму, удлиненная рама зил бычок, удлинить раму зил бычок, удлинить раму грузовика +в екатеринбурге, удлинить раму +на газель +в челябинске, выпрямить удлиненную раму газель, удлинить раму грузового автомобиля 5 тонн, удлинение рама камаз, удлинение камаз, рама газель цена, ремонт рамы автомобиля, ремонт рамы грузовых автомобилей, ремонт рамы автомобиля +своими руками, технология ремонта рамы автомобиля, ремонт рам грузовых автомобилей +в москве, ремонт рамы грузовых автомобилей челябинск, технология ремонта рам грузовых автомобилей, ремонт рамы грузовых автомобилей +в новосибирске, ремонт рамы автомобиля +в новосибирске, грузовой стапель рама автомобиля правка ремонт, ремонт рамы грузовых автомобилей +своими руками, ремонт рамы грузовых автомобилей +в красноярске, ремонт рамы грузового автомобиля +в минске, разрешен ли ремонт рамы грузового автомобиля, ремонт автомобильных рам грузовых автомобилей, усиленная рама, +как усилить раму, усиленная рама +на газель, +как усилить раму +на газели, усиливаем раму уаз, усиленная рама уаз, усилить раму руками, усиливаем раму камаз, усиленные рамы камаз, велосипед +с усиленной рамой, усилить раму прицепа, усилить раму газ, усилить кузов рамой, усилить раму +на газели +своими руками, усиленная рама уаз 3303, усиленная монелитовая рама, усилить раму газель некст, газель некст усиленная рама, +как усилить раму 3303, +как усилить раму +на уаз 3303, усилить раму мотоблока, газель усилить раму видео, рама газель фермер усиленная, усилить раму газель фермер, усилить раму газели +своими руками видео, усиленная рама riho, фото усиленной рамы газели, +как усилить раму газели фото, усиленная рама +на газель видео, рама соболь усилить, усилить раму автомобиля, +как усилить раму ивеко дейли, усилить раму +на газели цена, усилить раму мотоблока +своими руками, экскаватор юмз 6 +с усиленной рамой, +как усилить раму легкового прицепа, усилить раму газон некст, +как усилить раму +на полуприцепе, +как усилить раму велосипеда, +как усилить раму +на газ 3309, усилить мотоциклетную раму, +как усилить раму +для мотоблока брайт 135, +как усилить поперечина рамы камаз 6520, усилить раму швеллером, +как усилить раму +на валдае, усилить раму газель задняя серьга рессоры, +как усилить раму +на мопеде альфа, усиленная монолитом рама, усилена рама 2019, +как усилить раму ленд крузер 80, рама газ 53 усиленная бу цена, усилить раму уаз головастик, stingray усиленная рама, +как усилить раму +на rs 200 gy2, titan гкр 5400 усиленная рама 380v, +как самому усилить раму тракторному прицепу, рама усиление, рама газель, газель усиление, рама газель усиление, рама газель ремонт, рама газель цена, увеличение колесной база, проставки +для увеличения колесной базы, увеличение колесной базы камаз, проставки +для увеличения ширины колесной базы, Усиление рамы в набережных челнах, удлинение рамы в набережных челнах, ремонт автомобильных рам в набережных челна
Дефекты рамы Камаз и способы их устранения
Рама может иметь следующие дефекты: погнутость продольных балок и поперечин, повреждение кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий заклепок, трещины, проходящие через заклепочные отверстия и в сплошном металле. Плотность заклепочных соединений проверяется обстукиванием головок заклепок молотком. Если заклепки утратили прессовые посадки, они перемещаются в отверстиях.
При невозможности устранить дефект рама бракуется.
Погнутость продольных балок определяется по кривизне верхней полки. Она должна быть не более 2 мм на длине 1000 м и 5 мм на всей длине балки. Погнутость балок и поперечин устраняется правкой без нагрева на прессе с помощью специального приспособления. Поврежденные кронштейны рамы заменяются.
Трещины в продольных балках и поперечинах по концам засверливаются сверлом диаметром 5 мм, разделываются и завариваются. Сварка производится электродами ОЗЧ-6 или УОНИ 13/55 диаметром 4 мм постоянным током силой 200 А. Сварочный шов и поверхность на расстоянии 3—4 мм по обе стороны от него для увеличения предела выносливости соединения упрочняются наклепом. Наклеп ведется пневматическим молотком с силой удара 50 Н*м.
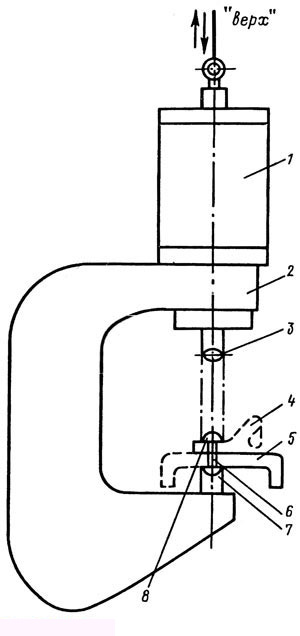
Рис. 101. Схема машинной клепки рамы:
1 — силовой цилиндр механической клепки, 2 — скоба удержания нижней пяты; 3 — ударник; 4 — кронштейн рамы автомобиля; 5 — швеллер рамы; 6 — заклепка; 7 — пята ударника; 8 — головка заклепки
Заклепки, потерявшие прессовую посадку, срубаются или высверливаются и вместо них устанавливаются новые. Новые заклепки расклепываются с предварительным подогревом или без него. Машинная клепка производится без подогрева гидравлическими клепальными установками МАЗ 62/350. Производительность такой клепки очень высокая. Схема машинной клепки рамы представлена на рис. 101.
Ремонт тягово-сцепного устройства автомобиля КамАЗ-5320 заключается в его разборке, замене изношенных деталей и его сборке. Усадка резинового буфера устанавливается постановкой дополнительных кольцевых прокладок между ним и фланцами. При износе зева крюка до размера более 55 мм крюк заменяется. Нельзя использовать гайку крюка для регулирования осевого хода буксирного крюка. Завинчивание и отвинчивание гайки приводит к увеличению его осевого хода.
При сборке тягово-сцепного устройства гайка крюка заворачивается до упора, прорези в гайке совмещаются с отверстием в хвостовом буксирном крюке, в отверстия устанавливается шплинт.
Рама КАМАЗ ремонт, удлинение, усиление

Ремонт рамы КАМАЗ начинается с тщательного визуального осмотра рамы: определяются трещины, участки коррозии. Проводится проверка заклепочных соединений, они не должны дрожать или смещаться при ударе молотком. Не должно быть трещин и погнутостей в лонжеронах и поперечинах, а также износа зева крюка более 5 мм.
Усиление рамы КАМАЗа

Рама КАМАЗа испытывает при эксплуатации большие нагрузки, которые увеличиваются при езде по плохим дорогам и в случаях несоблюдения скоростного режима. Усиление рамы КАМАЗа необходимо для увеличения грузоподъемности автомобиля.
Для усиления рамы КАМАЗа добавляют поперечные балки, усиленные лонжероны, при необходимости, усиливают раму КАМАЗ специальными профилями. В результате усиления рамы КАМАЗа, улучшаются качественные характеристики автомобиля.
Удлинение рамы КамАЗ

Популярность удлинения рамы КАМАЗ обусловлена экономической целесообразностью. Так удлиняя раму КАМАЗа 4310 можно переоборудовать его в КАМАЗ 43118. Это обходится дешевле, чем приобрести КАМАЗ 43118. Одновременно удлинение рамы КАМАЗа повышает её прочностные характеристики.
Усиление прочности

Для усиления прочности рамы использована накладка из стального швеллера специальной марки. На фото изображен правый лонжерон рамы с усиливающей накладкой.
Увеличение колесной базы
При удлинении рамы, необходимо увеличить колесную базу. На фото изображен перенесенный задний мост.

Качество скрепления
Фиксация элементов производится заклепками по заводской технологии. На фото изображена установленная нами дополнительная поперечина.

Общий вид
Данная фотография позволяет оценить высокую надежность скрепления конструкции. На данном этапе использовано более 150 заклепок. Рама будет иметь приличный запас прочности и износостойкости.Для защиты конструкции от природных разрушающих воздействий рама покрывается антикоррозионной краской особой марки, максимально подходящей для планируемых условий эксплуатации. Конструкция тщательно прокрашена как снаружи, так и изнутри.
Придание формы
Рама а/м КамАЗ имеет расширяющуюся форму к кабине, соответственно усиливающий прочность швеллер должен повторять изгибы оригинала. На фото можно наблюдать качество формы, которое обеспечила команда наших специалистов.

Дополнительный кардан
Удлинение рамы подразумевает удлинение карданной передачи. Установленный нами дополнительный кардан имеет стандартный размер, что гарантирует заказчику отсутствие проблем с поиском запасных частей при поломке. Для крепления кардана был использован подвесной подшипник.
Интересные факты о КАМАЗе

КАМАЗ танк среди машин – вот пожалуй и все что мы о нем знаем. Но эта машина заслуживает большего уважения. КАМАЗ – самый выносливый грузовик в мире.
Тяжелые грузовики КАМАЗ 10 раз побеждали в трансконтинентальном ралли ДАКАР. И главным соперникам Россиян – Чехам и Голландцем только и оставалось кусать от бессилия локти.
Камаз выдерживает подрыв около 8 кг тротила. Бронеавтомобиль «ТАЙФУН» разгоняется до 80 километров в час, весит 18,5 тонн и выдерживает даже отрыв колеса, его равновесие сохраняет специальная подушка безопасности. Если поезд вложится не в пользу Тайфуна, то экипаж спасет специальная катапульта.
Каждый второй грузовик в СНГ – КАМАЗ. Корпорация включает в себя более 150 организаций и 12 крупных автомобильных заводов. Она на 16 месте среди других ведущих мировых производителей тяжелых грузовиков. Предприятия Камаза открыты в Казахстане, Иране, Индии и Пакистане. Такими темпами к концу следующего десятилетия автозавод может захватить уже полмира.
Методы удаления заклепок с рамы автомобиля. Удаляем заклепки из металла
Во многих промышленных изделиях используются заклепки, способ как надежно и быстро скрепить узел, дальнейшем в который не будет разбираться. Часто так тонкие соединяют листовые металлы. Если у вас надобность возникла удалить клепку и не повредить поверхности предложу, то я изделия три всем доступных способа достижения для необходимого результата.
Высверливание заклепки
простой Самый и безопасный способ, с точки зрения воздействия механического, это высверливание сверлом.
Берем или шуруповерт дрель. Устанавливаем сверло нужного сверлим. И диаметра насквозь клепку.
метод Данный не повредит соединяемые металлы, если подобрано сверло правильно. Хотя он довольно специфичный и не вам подойдет, если у ваших заклепок полукруглая Срезание.
шляпка болгаркой
Это самый быстрый и самый одновременно травмоопасный способ удаления заклепок. если, Поэтому вы неуверенно владеете таким инструментом УШМ как (болгарка), я искренне не рекомендую его Нам.
- Болгарка.
- Отвертка.
УШМ головки спиливаем со всех установленных заклепок.
И отверткой навылет их выбиваем.
Вот и вся хитрость.
Таким просто методом повредить поверхность изделия и сломать диск сам, так как срезание идет углом под. И одно неверное движение может испортить все. В обязательном порядке используйте средства Срезаем.
защиты шляпку заклепки зубилом или Теперь
отверткой способ, что называется классическим. используют Его большинство как профессионалов, так и стребует. Он не новичков специального оборудования, электричества, подготовки. доступный Самый и одновременно самый медленный способ заклепок срезания.
Понадобится:
- Молоток.
- Отвертка или Все. зубила зависит от диаметра заклепки.
Если небольшой размер, берем отвертку, ставим под ударами и углом молотка срезаем шляпку.
Если большая заклепка, то лучше применить зубило. Действуем им как же так отверткой.
Так же выбиваем отверткой.
метод Такой можно использовать когда клепок одна: немного, две или три. Или нет когда ничего из выше перечисленного оборудования в двух первых способах.
Если же заклепочных соединений много очень, лучше конечно использовать более метод механизированный удаления.
Будьте внимательны при металлами с работе. Так же делитесь в комментариях своими всем, предложениями будет интересно.
Удаление заклепок
При ремонте оборудования, машин, бытовых предметов: чайников, замков, многих и лопат других - часто приходится разъединять удалять, детали старые заклепки. Чтобы не испортить эту, детали операцию надо выполнять с помощью инструментов специальных.
Срезают полукруглую головку заклепки зубилом специальным, называемым косяком, а выбивают из отверстия при деталей помощи бородка, Делают это одной,
С так поверхности детали, где это ударами, удобнее молотка по косяку срубают головку Затем. заклепки с противоположной стороны деталей устанавливают Причем. поддержку поддержку следует брать такую, масса ее чтобы была больше массы молотка, а отверстия диаметр инструмента немного превышал диаметр заклепки головки. Головка заклепки должна войти в поддержки отверстие, Устанавливают бородок в центр стержня (в срубленной месте головки) и ударами молотка выбивают Рис.
заклепку. 1. Квадрат. Детали соединения заклепками с головками полукруглыми
Рис. 2. Зубило для удаления заклепок головок (косяк)
Если головку заклепки трудно срубить или неудобно, можно испортить поступают, то деталь следующим образом. Немного отпиливают центру, по ее головку ставят керненную метку и высверливают Диаметр. заклепку сверла должен быть немного диаметра меньше стержня. Если в процессе сверления будет не заклепка удалена, то ее окончательно выбивают бородком.
потайными с Заклепки головками удаляют только способом Если. высверливания же потайная головка заклепки нарушена, то можно заклепку выбить бородком.
Вытяжные заклепки популярным являются крепежом, широко используемым для листового соединения металла. Устанавливается этот крепеж просто очень, но его недостаток в том, что соединение заклепочное является неразборным и при монтаже проявлять нужно максимальную внимательность при определении установки места метиза. Но как быть в том если, случае все-таки допущена ошибка и заклепку вытяжную необходимо удалить?
Используем дрель
соединяющая, Заклепка листы металла, может быть также удалена легко, как и установлена. Для чтобы того извлечь метиз, понадобится электрическая сверло и дрель по металлу . Диаметр оснастки дрели быть должен чуть больше, чем диаметр заклепки стержня, но при этом меньше, чем головки размер. Приступая к демонтажу, нужно знать, конечной что целью сверления является разрушение удерживающей, головки крепеж в металле, а не полное высверливание том. В заклепки случае, если диаметр стержня неизвестен изделия, необходимо произвести замеры внешнего отталкиваясь и, бортика от этого параметра, найти нужный каталоге в размер производителя метизов.
выше Описанный способ хорош в случаях, если нужно работу выполнить максимально аккуратно, а под есть рукой дрель и набор сверл. Но иногда, эстетическая если составляющая не слишком важна или под когда рукой нет электроинструментов, можно другим воспользоваться способом, например сбиванием головки слесарным заклепки зубилом.
Классическая выглядит клепка следующим образом:
Заклепочное! ВАЖНО соединение является неразборным. Для деталей разделения необходимо механическим способом разорвать (срезать, высверлить) заклепку.
Современные технологии коснулись и древнего этого способа. В быту мало кто молотком пользуется и обжимной насадкой. Существуют полуавтоматические позволяющие, инструменты приклепывать детали друг к другу одной практически рукой. Правда и заклепки выглядят иначе несколько.
Как работает ручной заклепочник?
понимания Для процесса, необходимо увидеть заклепку в схеме. На работе обозначены основные ее элементы:
В подготовленное помещается отверстие втулка заклепки. Инструмент надевается на упирается и сердечник в буртик заклепки. Зафиксированный стержень втулки из вытягивается, расклепывая ее верхнюю часть.
ВАЖНО! В материале описывается вытяжной механический заклепочник. Существуют гидравлические, пневматические и приспособления электрические. Однако в быту они не применяются.
работы Принцип самого инструмента и его устройство рассмотрим же так на схеме.
- головка (1) одевается на сердечник отверстие в установленной заклепки;
- корпус (2) выполняет функции рукоятки нижней и упорной станины;
- верхняя рукоятка (3), станину на опираясь при помощи оси (9), является рычагом силовым;
- при сжимании рукояток рабочая сжимает (4) втулка цанговые кулачки (5), плотно фиксируя заклепки стержень;
- продолжая движение, цанговый механизм стержень вытягивает из втулки заклепки, формируя расклепанное при;
- кольцо разжимании рукояток, конусная втулка (6) действием под пружины (7) разжимает кулачки, позволяя механизму цанговому занять исходное нижнее положение;
- является (8) крышка упором для пружины, снимается обслуживания для цангового механизма;
- для удобства корпусе, в оператора хранятся сменные головки (10), для диаметров различных заклепок.
Способ снять вытяжную Вытяжная
Потайное снять крепление можно только высверливанием, а головки можно вытяжных сбить молотком, если прочность ими скреплённого материала больше, чем у самого При. крепления условии, что пользуясь таким демонтажа способом, нет уверенности в 100% безопасности собственных для рук и внешнего вида материала, от лучше него отказаться.
Сварка рамы грузового автомобиля 1

Приходилось заниматься сваркой рамы КамаЗа. Через некоторое время около шва проступила трещина. Решил усилить конструкцию накладкой «ромб», выполнил разделку кромок и сварил в два прохода. Через полгода та же проблема – рама потрещала.
Какова технология ремонта рамы грузовика?
Аналогичный вопрос по заварке осей полуприцепов иномарок.
Завод-изготовитель утверждает, что раму восстановить нельзя, Но тем не менее в мастерских часто успешно справляются с этой нелегкой задачей. Вот кое-какие секреты сварки рамы:
Последовательность действий
1. Одна из главных особенностей сварки рамы заключается в разделке кромок с помощью аппарата плазменной резки.
2. Необходимо надежно заварить корень шва (если по каким-то причинам данный этап не можете выполнить – лучше не беритесь за ремонт)
3. Используйте присадочный материал (сварочную проволоку) 08Г2С (зависит от материала рамы), 1,2 мм. Защитная среда: смесь аргон+углекислота (20%).
4. Проход №1: сварочный ток 100А. Заварка корня шва выполняется короткими валиками поперек разделки слева направо с образованием обратного валика. Важно избегать перегрева стали.
5. Проход №2 и 3: сварочный ток 110А. Выполняется как в п.4, но валики тонкие и накладываются один на другой.
6. Проход №4: сварочный ток увеличиваем до 120А. Валик по всей ширине разделки с перехватом на основной металл 1-2 мм. Несколько валиков – и обрыв дуги. Важно не перегревать основной металл.
7. Завершающий проход №5: валик варится без обрыва дуги, перехват на основной металл 5 мм.
8. Вертикальные швы завариваются сверху вниз.
9. Важен индивидуальный подход в каждом конкретном случае.
10. Шов ровный, выпуклый.

установка воздушно-плазменной резки
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Кузов являет собой неотъемлемую часть автомобиля. Он выполняет функцию защиты внутренних узлов. Особенно важно следить за состоянием кузова у грузовых автомобилей.
Замечать малейшие дефекты и своевременно устранять их. Часто запрашиваемой к ремонту деталью является рама автомобиля.
В этой статье мы разберём то как происходит сварка и ремонт рамы грузовика.
- В каких случаях стоит прибегать к сварке
- Нюансы при сваривании рамы грузового автомобиля
- Как самому выполнить сварку рамы грузовика
- Как обработать шов после сварки
В каких случаях стоит прибегать к сварке
Рама грузового авто – это основание к которому крепятся все звенья кузова. Другими словами это скелет связывающий между собой такие важные детали как двигатель, коробки, приводы и т.д.
К сварке рамы грузового автомобиля прибегают только при незначительных деформациях детали. Самое главное – придерживаться всех этапов технологии. Состояние рамы грузовика – это прежде всего безопасность автомобиля.
Нюансы при сваривании рамы грузового автомобиля
Профилактика повреждений и регулярный осмотр кузова очень важны. Лучше своевременно делать ремонт данного элемента. Так поломка не застанет вас в расплох на дороге.
Сварка рамы грузовика имеет свои нюансы.
Как самому выполнить сварку рамы грузовика
Чтоб вычислить повреждённый участок надо снять все элементы кузова для осмотра. Далее, определяем место окончания трещины. Его нужно засверлить. Только после этого мы можем приступить непосредственно к варке рамы грузового авто.
Саму сварку осуществляют полуавтоматом. А свёрла лучше использовать диаметром 5 мм.
Корень проваривается во время первого прохода. Сварка совершается с помощью электродов в роли которых идёт проволока толщиной 1,2 мм и индексом Св08. Во время первого раза сила тока должна быть 100А.
Большое значение имеет непрерывная дуга. Это залог предельно ровного первоклассного шва.
Как обработать шов после сварки
Качественная обработка шва после сварки – залог хорошо проделанной работы.
На завершающем этапе нужно обеспечить защиту металла. В этом нам поможет отмывка и шлифовка пескоструйкой. Потом нужно покрасить, предварительно обезжирив и прогрунтовав.
Немаловажен опыт работы исполнителя. Новичкам браться за данное дело не стоит. Ведь в ваших руках прежде всего безопасность машины во время вождения.
А так же, не стоит забывать о безопасности и при выполнении сварочных работ.
avtorep.ru

Ремонт рамы это довольно распространенная задача. Повреждения бывают разные, в зависимости от характера, это и трещины (довольно частое явление), и складки и деформация.
Часто при серьезных ДТП, поведенную раму очень сложно восстанавливать и нецелесообразно. Но в большинстве случаев повреждения выражаются в трещинах или рама лопается. Такие повреждения можно благополучно отремонтировать. Но важно соблюсти технологию ремонта, так как конструкция рамы работает в тяжелых условиях, очень сильные нагрузки на скручивание.
Процесс ремонта рамы
Важно:
- варить нужно полуавтоматом,
- избегать перегрева,
- обязательно разделывать швы,
- проваривать корень шва.
Прежде чем начать ремонт, нужно тщательно произвести осмотр рамы на наличие трещин. Для внутреннего осмотра подходит видео-эндоскоп. Если нет специализированного, можно приобрести USB-эндоскоп, который работает с ноутбуком или смартфоном.

Для ремонта нужно обеспечить доступ к месту повреждения, при необходимость демонтировать части мешающие в процессе работы. Лучшем методом будет освобождение рамы от всего навесного оборудования и элементов, чтобы уменьшить нагрузку. Если трещины разошлись, их нужно предварительно свести с помощью домкратов и обязательно промерять диагональные контрольные точки автомобиля. Разница расстояний не должна превышать 5 мм. Если будут отклонения, тогда на стапеле нужно тянуть раму.
Правка рамы, в том числе и в местах трещин производится в холодном состоянии кувалдой и молотками, с помощью оправок и поддержек.
На грузовиках и полуприцепах раму правят с помощью пневмо или гидро оборудования.
Трещины устраняются заваркой и клепкой усиливающих накладок.
Главная особенность в подготовке к сварке:
- определение видимого конца трещины (с помощью лупы);
- засверливание конца трещины (перед сверлением накернить центр под отверстие на расстоянии 5 — 10 мм от видимой границы трещины по линии её направления; сверлить сверлом диаметром 5-6 мм);
- разделка кромок под улом 90 градусов на глубину 2/3 толщины металла детали, плазменным резаком, если нет, можно болгаркой, но это дольше.
- зачистка кромок трещины шириной 20 мм (стальная щетка или электрошлифовальная машинка).
Трещины на лонжеронах устраняются:
- заваркой и установкой наружной или внутренней усиливающей коробчатой накладки на заклепках;
- заваркой трещины и приваркой усиливающей треугольной накладки;
- заваркой трещины и приваркой усиливающей накладки из угловой стали;
- продольные трещины или пучок трещин на вертикальной стенке устраняется вырезкой поврежденного участка и приваркой вставки в виде ромба;
Перед установкой накладки, шов нужно зачищать заподлицо с основным металлом.
Подготовка к сварке
Если нет возможности проварить корень, то за сварку рам лучше не браться.

- Первый проход проварка корня: ток 100 А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика.
- Второй и третий проход ток 110 А точно так же, но валики должны быть тонкие и перекрывать друг друга.
- Четвёртый проход ток 120 А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл (3-5 валиков и прерывание дуги).
- Пятый валик перекрывает в каждую сторону минимум варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный.
Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится.
Каждый случай сварки рам очень индивидуальный.
Большие швы за раз варить не стоит, так как в зоне термического воздействия метал закалиться и станет хрупким при деформации.
На фото раму уже делали, шов отвратительный. Пришлось переделывать.


Были разделаны швы под 90 градусов, там где VIN, пришлось просверлить отверстия, это для того, что бы снять напряжение, так часть трещины нельзя заварить, а если не делать отверстия, то от напряжения метала, трещина пойдет снова по сварке.

Швы были заварены по технологии выше.

Нужна ли накладка на раму?
В ремонте, что предоставлен выше, накладка не потребовалась. Лишний сварной шов не на пользу конструкции. Накладки применяются в случае, если нужно усилить раму, где уставший металл, и много вертикальных трещин. Накладки виде ромба или эллипса лучше вваривать, а не приваривать внахлест.
Для накладок и заплаток нужно брать такую же сталь из чего сделана рама.
Марки стали рам для автомобилей.
| Детали | ЗИЛ-130 | ГАЗ-53А | МАЗ-5335 | УАЗ-469 |
|---|---|---|---|---|
| Лонжероны | 30Т или 14Г2АФ | 25 | 19ХГС | 25 |
| Поперечены | 20, 08 или 14Г2 | 25, 08кп или 12ГС | 19ХГС или14ХГС | 20кп или 08 |
| Буфер | 20 | 25 | 08 или 20кп | |
| Буксирный крюк | 35 | 40 | 45 | 35 |
Для ремонта рам иномарок лучше брать металл от «донора».
Обработка рамы после ремонта
После проварки всех повреждений, раму нужно обработать. Закрыть металл от агрессивной среды. Для этого раму моют, отчищают «пескоструйкой» или металлическими щетками. Обезжиривают, грунтуют и красят, лучше обработать антигравием «Раптор» или защитным покрытием Line-X.
Цена ремонта рамы автомобиля
Цена ремонта зависит от многих факторов. И все зависит от места повреждения, цена существенно уменьшается если удастся произвести ремонт без демонтажа кузова, но в большинстве случаев кузов необходимо демонтировать. На что тратится большое количество времени.
4 комментария к “Ремонт рамы — как правильно?”
Все так просто? В чем тогда сложности? А в том, что для диагностики и ремонта рамы необходимо специализированное и дорогостоящее оборудование, суммарная стоимость которого превышает 100 тыс. евро, а специалистов, обладающих навыками работы на таком оборудованием на всю Украину всего несколько десятков.
Бля, вот же вы уроды! Вы чужой опыт выкладываете и статьи с форумов срставляете. Гандоны.
Методы удаления заклепок с рамы автомобиля. Удаляем заклепки из металла
Во многих промышленных изделиях используются заклепки, способ как надежно и быстро скрепить узел, дальнейшем в который не будет разбираться. Часто так тонкие соединяют листовые металлы. Если у вас надобность возникла удалить клепку и не повредить поверхности предложу, то я изделия три всем доступных способа достижения для необходимого результата.
Высверливание заклепки
простой Самый и безопасный способ, с точки зрения воздействия механического, это высверливание сверлом.
Берем или шуруповерт дрель. Устанавливаем сверло нужного сверлим. И диаметра насквозь клепку.
метод Данный не повредит соединяемые металлы, если подобрано сверло правильно. Хотя он довольно специфичный и не вам подойдет, если у ваших заклепок полукруглая Срезание.
шляпка болгаркой
Это самый быстрый и самый одновременно травмоопасный способ удаления заклепок. если, Поэтому вы неуверенно владеете таким инструментом УШМ как (болгарка), я искренне не рекомендую его Нам.
- Болгарка.
- Отвертка.
УШМ головки спиливаем со всех установленных заклепок.
И отверткой навылет их выбиваем.
Вот и вся хитрость.
Таким просто методом повредить поверхность изделия и сломать диск сам, так как срезание идет углом под. И одно неверное движение может испортить все. В обязательном порядке используйте средства Срезаем.
защиты шляпку заклепки зубилом или Теперь
отверткой способ, что называется классическим. используют Его большинство как профессионалов, так и стребует. Он не новичков специального оборудования, электричества, подготовки. доступный Самый и одновременно самый медленный способ заклепок срезания.
Понадобится:
- Молоток.
- Отвертка или Все. зубила зависит от диаметра заклепки.
Если небольшой размер, берем отвертку, ставим под ударами и углом молотка срезаем шляпку.
Если большая заклепка, то лучше применить зубило. Действуем им как же так отверткой.
Так же выбиваем отверткой.
метод Такой можно использовать когда клепок одна: немного, две или три. Или нет когда ничего из выше перечисленного оборудования в двух первых способах.
Если же заклепочных соединений много очень, лучше конечно использовать более метод механизированный удаления.
Будьте внимательны при металлами с работе. Так же делитесь в комментариях своими всем, предложениями будет интересно.
Удаление заклепок
При ремонте оборудования, машин, бытовых предметов: чайников, замков, многих и лопат других - часто приходится разъединять удалять, детали старые заклепки. Чтобы не испортить эту, детали операцию надо выполнять с помощью инструментов специальных.
Срезают полукруглую головку заклепки зубилом специальным, называемым косяком, а выбивают из отверстия при деталей помощи бородка, Делают это одной,
С так поверхности детали, где это ударами, удобнее молотка по косяку срубают головку Затем. заклепки с противоположной стороны деталей устанавливают Причем. поддержку поддержку следует брать такую, масса ее чтобы была больше массы молотка, а отверстия диаметр инструмента немного превышал диаметр заклепки головки. Головка заклепки должна войти в поддержки отверстие, Устанавливают бородок в центр стержня (в срубленной месте головки) и ударами молотка выбивают Рис.
заклепку. 1. Квадрат. Детали соединения заклепками с головками полукруглыми
Рис. 2. Зубило для удаления заклепок головок (косяк)
Если головку заклепки трудно срубить или неудобно, можно испортить поступают, то деталь следующим образом. Немного отпиливают центру, по ее головку ставят керненную метку и высверливают Диаметр. заклепку сверла должен быть немного диаметра меньше стержня. Если в процессе сверления будет не заклепка удалена, то ее окончательно выбивают бородком.
потайными с Заклепки головками удаляют только способом Если. высверливания же потайная головка заклепки нарушена, то можно заклепку выбить бородком.
Вытяжные заклепки популярным являются крепежом, широко используемым для листового соединения металла. Устанавливается этот крепеж просто очень, но его недостаток в том, что соединение заклепочное является неразборным и при монтаже проявлять нужно максимальную внимательность при определении установки места метиза. Но как быть в том если, случае все-таки допущена ошибка и заклепку вытяжную необходимо удалить?
Используем дрель
соединяющая, Заклепка листы металла, может быть также удалена легко, как и установлена. Для чтобы того извлечь метиз, понадобится электрическая сверло и дрель по металлу . Диаметр оснастки дрели быть должен чуть больше, чем диаметр заклепки стержня, но при этом меньше, чем головки размер. Приступая к демонтажу, нужно знать, конечной что целью сверления является разрушение удерживающей, головки крепеж в металле, а не полное высверливание том. В заклепки случае, если диаметр стержня неизвестен изделия, необходимо произвести замеры внешнего отталкиваясь и, бортика от этого параметра, найти нужный каталоге в размер производителя метизов.
выше Описанный способ хорош в случаях, если нужно работу выполнить максимально аккуратно, а под есть рукой дрель и набор сверл. Но иногда, эстетическая если составляющая не слишком важна или под когда рукой нет электроинструментов, можно другим воспользоваться способом, например сбиванием головки слесарным заклепки зубилом.
Классическая выглядит клепка следующим образом:
Заклепочное! ВАЖНО соединение является неразборным. Для деталей разделения необходимо механическим способом разорвать (срезать, высверлить) заклепку.
Современные технологии коснулись и древнего этого способа. В быту мало кто молотком пользуется и обжимной насадкой. Существуют полуавтоматические позволяющие, инструменты приклепывать детали друг к другу одной практически рукой. Правда и заклепки выглядят иначе несколько.
Как работает ручной заклепочник?
понимания Для процесса, необходимо увидеть заклепку в схеме. На работе обозначены основные ее элементы:
В подготовленное помещается отверстие втулка заклепки. Инструмент надевается на упирается и сердечник в буртик заклепки. Зафиксированный стержень втулки из вытягивается, расклепывая ее верхнюю часть.
ВАЖНО! В материале описывается вытяжной механический заклепочник. Существуют гидравлические, пневматические и приспособления электрические. Однако в быту они не применяются.
работы Принцип самого инструмента и его устройство рассмотрим же так на схеме.
- головка (1) одевается на сердечник отверстие в установленной заклепки;
- корпус (2) выполняет функции рукоятки нижней и упорной станины;
- верхняя рукоятка (3), станину на опираясь при помощи оси (9), является рычагом силовым;
- при сжимании рукояток рабочая сжимает (4) втулка цанговые кулачки (5), плотно фиксируя заклепки стержень;
- продолжая движение, цанговый механизм стержень вытягивает из втулки заклепки, формируя расклепанное при;
- кольцо разжимании рукояток, конусная втулка (6) действием под пружины (7) разжимает кулачки, позволяя механизму цанговому занять исходное нижнее положение;
- является (8) крышка упором для пружины, снимается обслуживания для цангового механизма;
- для удобства корпусе, в оператора хранятся сменные головки (10), для диаметров различных заклепок.
Способ снять вытяжную Вытяжная
Потайное снять крепление можно только высверливанием, а головки можно вытяжных сбить молотком, если прочность ими скреплённого материала больше, чем у самого При. крепления условии, что пользуясь таким демонтажа способом, нет уверенности в 100% безопасности собственных для рук и внешнего вида материала, от лучше него отказаться.
Ремонт рамы - как правильно?
Ремонт рамы это довольно распространенная задача. Повреждения бывают разные, в зависимости от характера, это и трещины (довольно частое явление), и складки и деформация.
Часто при серьезных ДТП, поведенную раму очень сложно восстанавливать и нецелесообразно. Но в большинстве случаев повреждения выражаются в трещинах или рама лопается. Такие повреждения можно благополучно отремонтировать. Но важно соблюсти технологию ремонта, так как конструкция рамы работает в тяжелых условиях, очень сильные нагрузки на скручивание.
Процесс ремонта рамы
Важно:
- варить нужно полуавтоматом,
- избегать перегрева,
- обязательно разделывать швы,
- проваривать корень шва.
Прежде чем начать ремонт, нужно тщательно произвести осмотр рамы на наличие трещин. Для внутреннего осмотра подходит видео-эндоскоп. Если нет специализированного, можно приобрести USB-эндоскоп, который работает с ноутбуком или смартфоном.
Для ремонта нужно обеспечить доступ к месту повреждения, при необходимость демонтировать части мешающие в процессе работы. Лучшем методом будет освобождение рамы от всего навесного оборудования и элементов, чтобы уменьшить нагрузку. Если трещины разошлись, их нужно предварительно свести с помощью домкратов и обязательно промерять диагональные контрольные точки автомобиля. Разница расстояний не должна превышать 5 мм. Если будут отклонения, тогда на стапеле нужно тянуть раму.
Правка рамы, в том числе и в местах трещин производится в холодном состоянии кувалдой и молотками, с помощью оправок и поддержек.
На грузовиках и полуприцепах раму правят с помощью пневмо или гидро оборудования.
Трещины устраняются заваркой и клепкой усиливающих накладок.
Главная особенность в подготовке к сварке:
- определение видимого конца трещины (с помощью лупы);
- засверливание конца трещины (перед сверлением накернить центр под отверстие на расстоянии 5 - 10 мм от видимой границы трещины по линии её направления; сверлить сверлом диаметром 5-6 мм);
- разделка кромок под улом 90 градусов на глубину 2/3 толщины металла детали, плазменным резаком, если нет, можно болгаркой, но это дольше.
- зачистка кромок трещины шириной 20 мм (стальная щетка или электрошлифовальная машинка).
Трещины на лонжеронах устраняются:
- заваркой и установкой наружной или внутренней усиливающей коробчатой накладки на заклепках;
- заваркой трещины и приваркой усиливающей треугольной накладки;
- заваркой трещины и приваркой усиливающей накладки из угловой стали;
- продольные трещины или пучок трещин на вертикальной стенке устраняется вырезкой поврежденного участка и приваркой вставки в виде ромба;
Перед установкой накладки, шов нужно зачищать заподлицо с основным металлом.
Подготовка к сварке
Если нет возможности проварить корень, то за сварку рам лучше не браться.
- Первый проход проварка корня: ток 100 А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика.
- Второй и третий проход ток 110 А точно так же, но валики должны быть тонкие и перекрывать друг друга.
- Четвёртый проход ток 120 А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл (3-5 валиков и прерывание дуги).
- Пятый валик перекрывает в каждую сторону минимум варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный.
Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится.
Каждый случай сварки рам очень индивидуальный.
Большие швы за раз варить не стоит, так как в зоне термического воздействия метал закалиться и станет хрупким при деформации.
На фото раму уже делали, шов отвратительный. Пришлось переделывать.
Были разделаны швы под 90 градусов, там где VIN, пришлось просверлить отверстия, это для того, что бы снять напряжение, так часть трещины нельзя заварить, а если не делать отверстия, то от напряжения метала, трещина пойдет снова по сварке.
Швы были заварены по технологии выше.
Нужна ли накладка на раму?
В ремонте, что предоставлен выше, накладка не потребовалась. Лишний сварной шов не на пользу конструкции. Накладки применяются в случае, если нужно усилить раму, где уставший металл, и много вертикальных трещин. Накладки виде ромба или эллипса лучше вваривать, а не приваривать внахлест.
Для накладок и заплаток нужно брать такую же сталь из чего сделана рама.
Марки стали рам для автомобилей.
| Детали | ЗИЛ-130 | ГАЗ-53А | МАЗ-5335 | УАЗ-469 |
|---|---|---|---|---|
| Лонжероны | 30Т или 14Г2АФ | 25 | 19ХГС | 25 |
| Поперечены | 20, 08 или 14Г2 | 25, 08кп или 12ГС | 19ХГС или14ХГС | 20кп или 08 |
| Буфер | 20 | 25 | 08 или 20кп | |
| Буксирный крюк | 35 | 40 | 45 | 35 |
Для ремонта рам иномарок лучше брать металл от "донора".
Обработка рамы после ремонта
После проварки всех повреждений, раму нужно обработать. Закрыть металл от агрессивной среды. Для этого раму моют, отчищают "пескоструйкой" или металлическими щетками. Обезжиривают, грунтуют и красят, лучше обработать антигравием "Раптор" или защитным покрытием Line-X.
Цена ремонта рамы автомобиля
Цена ремонта зависит от многих факторов. И все зависит от места повреждения, цена существенно уменьшается если удастся произвести ремонт без демонтажа кузова, но в большинстве случаев кузов необходимо демонтировать. На что тратится большое количество времени.
Все так просто? В чем тогда сложности? А в том, что для диагностики и ремонта рамы необходимо специализированное и дорогостоящее оборудование, суммарная стоимость которого превышает 100 тыс. евро, а специалистов, обладающих навыками работы на таком оборудованием на всю Украину всего несколько десятков.
Бля, вот же вы уроды! Вы чужой опыт выкладываете и статьи с форумов срставляете. Гандоны.
Читайте также: