
Замена втулки шатуна иж планета 5
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Дырчик.SU
Если втулка типа:
выкинь лучше сразу.

это тоже отстой.

По науке втулку меняют таким образом.
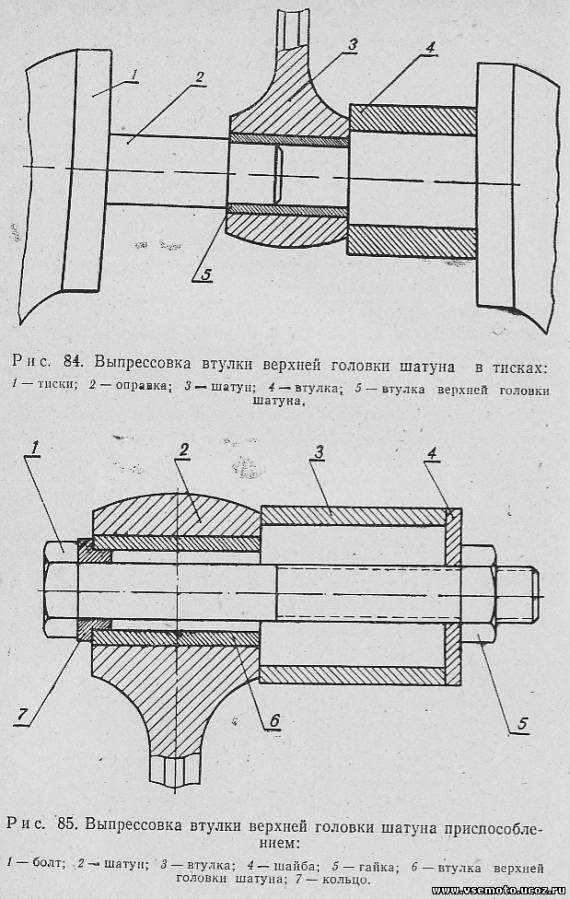
1. Выпрессовывают старую втулку. Это удобно делать с помощью болта и двух оправок.
2. Измеряют внутренний диаметр верхней головки шатуна. К нему прибавляют натяг в 0,1 мм Получают внешний диаметр втулки.
3. Внутренний диаметр втулки это 10-0,05 мм. Размер точить лучше расточным резцом. Свёрла с шагом 0,1 мм. Но если рассверлите втулку сверлом 9,9 мм, то втулку потом может провернуть при разворачивании. Тем более что её сожмёт при запрессовке и внутренний диаметр ещё уйдёт в минус.
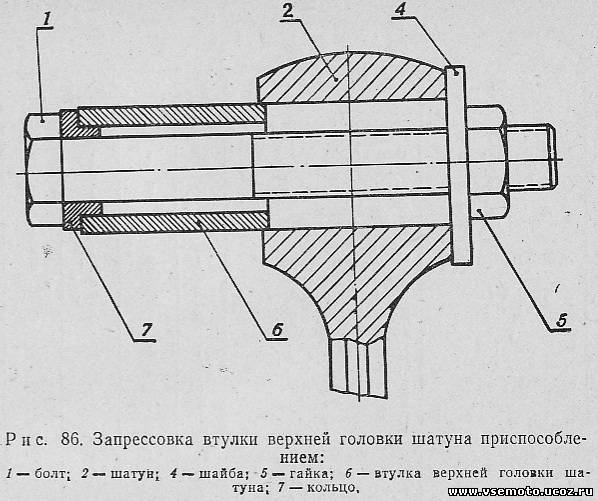
4. Прессуем изготовленную втулку тем же болтом с оправками.
5. Пропиливаем паз под смазку ножовкой по металлу или диском гравёра.
6. Запрессованную втулку разворачиваем развёрткой на 10 или на 12, в зависимости от типа коленвала и пальца применяемого поршня.
Видов бронзы великое множество. В основе сплава медь и олово.
Свойства каждого сплава настолько отличаются друг от друга, что получаются совершенно разные материалы.
Плюс постоянное переплетение с латунью, которая зачастую выглядит внешне так же, но это сплав меди с цинком.
То есть на базаре что латунь, что бронза всё идёт под названием "Какая то латунь" Свойства определяются только при обработке на станке.
Бронза под маркой БРАЖ это очень вязкий материал, напоминает китайскую нержавейку. Сверло зажимает, стружка идёт сплошняком, требует смазки при обработке. Подходит для втулок, держит затяжку соединений большим моментом, выдерживает запрессовку и температурные перепады. Для втулок корзины, ВГШ, коробки скоростей подходит лучше всего.
Есть материалы которые крошаться при обработки в порошок, без стружки. Есть мягкие бронзы, которые сдавливает при запрессовке или затяжке. Есть опасные сплавы, бериллиевая бронза, к примеру. Надышатся порошком при шлифовке и "привет Вася"
Рассказывать можно долго. Главное придумать как найти нужный сплав. Я обычно покупаю промаркированные прутки, либо храню подходящий материал, который определил по обработке как "подходящий для втулок" в отдельной коробке.
Пилим головку шатуна.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Этого однозначно мало. Масло я лил дизельное а потом скутерное, поэтому говизну масла можно исключить.
Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
Размер втулки шатуна иж юпитер 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
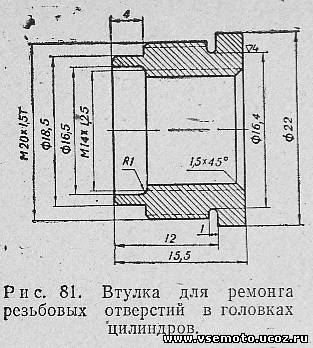
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.
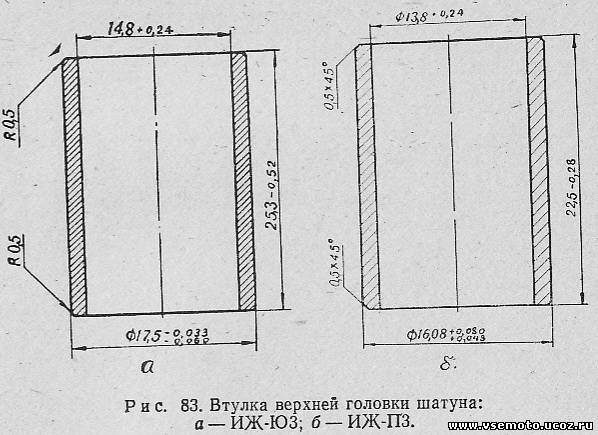
При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).
4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.
5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
На выхлопе получаем это.

Далее изготавливаем прокладки. Впрочем это уже совсем другая история.
Более менее ровно вручную можно сделать только если вращать развертку вдумя руками (типа как плашкой при нарезке резьбы) и меняя стороны шатуна.
_________
Нас невозможно сбить с пути, нам пофигу, куда идти!
"но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена."
Если я правильно понял, то вставляя палец в один шатун, выходя из него, в другой не входит. Интересный вопрос, раньше не задумывался. А если, на предпоследних проходах(при чём настолько "крайне мало", чтобы не было необходимости зажимать в тисках) в один приём оба шатуна проходить?
Живу не так уж далеко от Екб, у нас в магазинчике продаются уже "почти" развёрнутые втулки, но, конечно, разворачивать их нужно, и причём прилично. Разворачивал без всяких станков, одной рукой держу шатун, другой кручу ключом развёртку, держу ключ так, чтобы держать ещё и развёртку ))))
Вроде всё нормально, не первый раз так разворачиваю. А так про: "но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена." тоже не замарачивался никогда =))))
Замена втулки шатуна иж планета 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.
9. Снимаем гайки с пружинными шайбами.
10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.
13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.
Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.
19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.
20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются "номинальные" поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.
При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).
4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.
5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
манипуляций с райбером я так и не понял(
какого диаметра райбер?
как называется этот шарик?
а если разрезную ставить то ее просто запрессовываю так же? или же лучше чуть ее сточить всю поверхность с помощью дрели на наждачной бумаге? просто у меня райбер регулируемый почти как пальчик там на сотые диаметр разница так вот он слишком много снимает и не влезает вообще но я не прогонял шариком а пальчиком сточеным это делал
а разве палец во втулку не на гарячую запресовывается? Очень свободно так не я думаю не должен входить бо со временем появится люфт и стук
скажите вы приварили шарик на шпильку?
молодец все по уму, так же буду делать
в этом райбере внутри есть шарик? или просто коническая резьба?и болт распирает
никогда так неделайте это фуфло все.колхоз. я пальчик подгоняю 1час как минимум и ходят потом по 8 лет
делается специальная продавка она очень хорошо каленая. работаем райбером потом когда остается 2-3 десятки тянем продавкой. еще шариком делают но шарик не той тточности что нужно.пальчик должен зайти и вращатся туговато. потом нужно притереть его тоесть чтобы работал по всей плоскости. особо важно плоскостя в верху и внизу втулки. обязательны отверстия перед этим. а пропилы делать после полной подгонки.. если просто райберить то ходит недолго потому как выбирает плоскость и начинается увеличенный зазор. но в конечном результате пальчик должен вращатся легко с маслом но невыпадать если шатун повернуть на сторону.
И на рынке смотрел все втулки не цельные а с поперечным стыком, они говнистые?? надо искать цельную?
Поршневые кольца мотоцикла Иж Планета
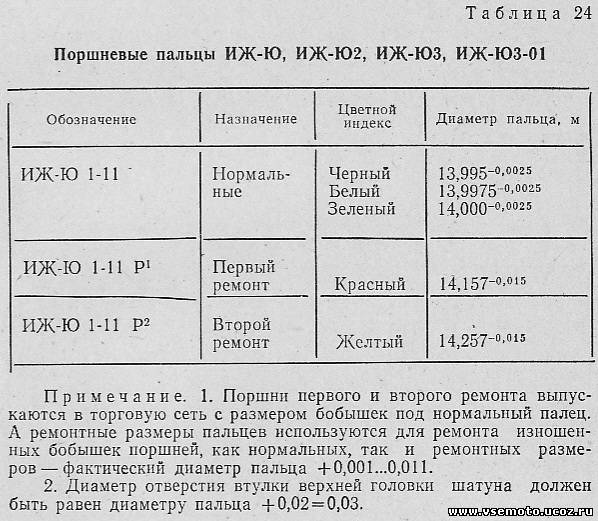
Поршневой палец и втулка верхней головки шатуна
При установке нового поршня (нормального или ремонтного размеров) по отверстиям в бобышках подберите поршневой палец. Пальцы и поршни имеют четыре размерные группы.

Цвет метки на торце пальца должен соответствовать цвету метки на бобышке внутри поршня. В случае износа отверстий в бобышках и во втулке верхней головки шатуна необходимо установить палец ремонтного размера, развернув под него отверстия. В запасные части поставляются пальцы двух ремонтных групп согласно таблице.

При установке ремонтных пальцев отверстие в бобышках поршня довести до размера, обеспечивающего зазор 0. 0,005 мм, зазор между поршневым пальцем и втулкой верхней головки шатуна должен быть, 0,01. 0,03 мм.
При износе втулки верхней головки шатуна замените ее втулкой ремонтного размера или изготовьте из бронзы согласно эскизу на рисунке.

Выпрессовку и запрессовку втулки производите, используя рекомендации.
Новые поршневые кольца устанавливайте при замене поршня с цилиндром или в случае, когда поршни и цилиндры имеют допустимый износ, а замеренный щупом зазор в стыке кольца, установленного в цилиндре на расстоянии 10. 30 мм от верхнего торца, более 2 мм. Перед установкой нового кольца на поршень выполните следующее:
* вставьте кольцо в цилиндр и щупом замерьте зазор в стыке кольца (в новом цилиндре зазор должен быть 0,25. 0,45 мм); при меньшем зазоре подпилите кольцо в стыке;
* установите кольцо в цилиндр стыком в направлении, соответствующем рабочему положению, и при помощи лампы определите на просвет его прилегание к цилиндру; до пускается просвет на 10% длины окружности, кроме 15° с каждой стороны замка.
Нагар из канавок поршня удаляйте специальным раствором. При отсутствии раствора пользуйтесь шабером.
Установите с помощью пластинок кольца на поршень, сориентировав стыки колец на стопорные штифты поршня. Проверьте подвижность кольца в канавке поршня. Зазор между торцовой поверхностью кольца и канавкой должен быть 0,075. 0,1 мм. Кольцо должно передвигаться в канавке свободно, без заеданий. Установите в канавку отверстия одной из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки запрессуйте смазанный маслом поршневой палец.
Наденьте поршень на верхнюю головку шатуна стрелкой вперед (по ходу мотоцикла). Совместите отверстия бобышек и втулки верхней головки шатуна и, придерживая поршень рукой, легкими ударами молотка запрессуйте поршневой палец; установите второе стопорное кольцо. Проверьте перед установкой цилиндра плоскости разъема цилиндра и картера и при необходимости зачистите их. Установите на фланец картера уплотнительиую прокладку из картона или паронита. Осторожно, не поломав поршневые кольца и расположив их против стопорных штифтов, наденьте цилиндр на поршень. Целесообразно при этом поршень упереть в деревянную подставку (дощечку), положенную на фланец картера. Зеркало цилиндра смажьте маслом. Уберите подставку, установите цилиндр на фланец картера и закрепите. Установите головку цилиндра и закрепите ее.
Правый сальник коленчатого вала, звездочка вторичного вала, механизм управления сцеплением.
Для удобства разборки, ремонта и сборки данных сборочных единиц без снятия двигателя с рамы рекомендуется отсоединить тягу от рычага ножного тормоза.
Не нашли то, что искали? Воспользуйтесь поиском:
Отключите adBlock!
и обновите страницу (F5)
очень нужно
О достоинствах плавающей посадки поршневого пальца

Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:

Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см 3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
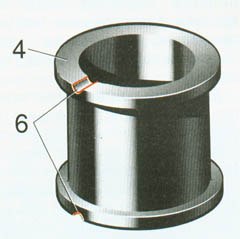
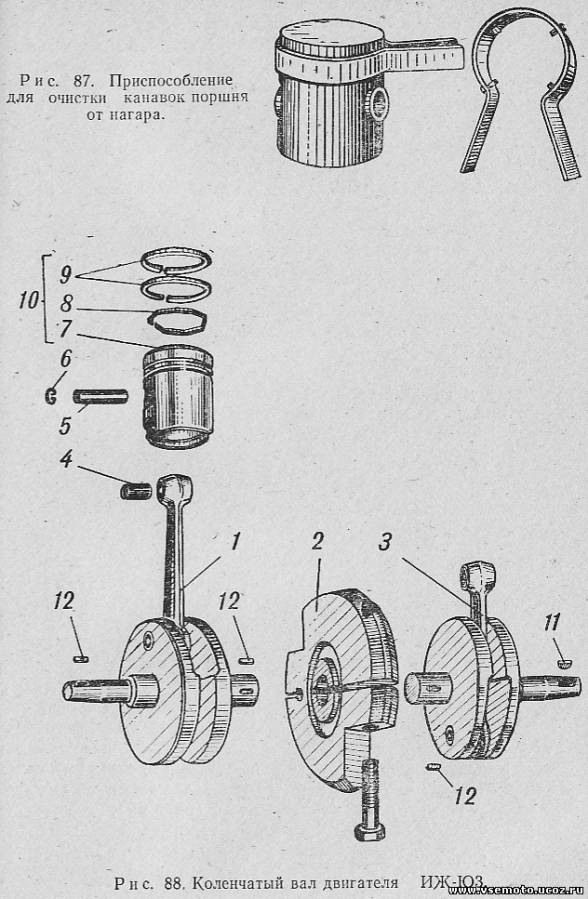
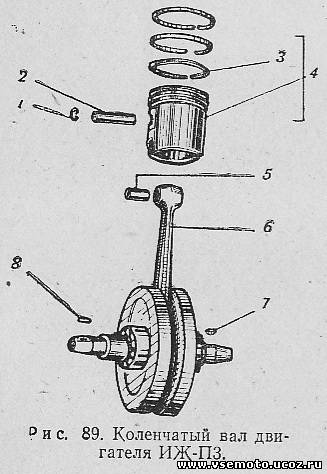
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:

Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Анализ показателей качества деталей

Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Тонкости развёртки втулок ВГШ
Доброго времени всем не равнодушным и любознательным)Уже больше недели я бьюсь с развёрткой втулок ВГШ. Мной были куплены всевозможные развёртки, и регулируемые 2 шт - 17,00-19,00мм и 19.00-21.00, и не регулируемые 3 шт - ВИЗ 21 № 1,2,3.Но желаемого результата не получается " Толи я дурак, толи лыжи не едут", незначительный успехи у меня всётке есть в этом дели: По одной втулки я разворачиваю с нужным натягом так сказать "Заходит от усилия большого пальца", но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена. НА форуме мной были перечитаны все темы связанные хоть как то с этим, безуспешно.Я грешу на корявые магазинские втулки, купил я их уже больше 10 штук один хрен - беда вообщем. Сам я из славного города Екатеринбурга,если кто может помочь в этом дели, буду очень благодарен, и за мной не заржавеет)
Дело в том, что держать развертку строго перпендикулярно шатуну - врунчную нельзя.
Более менее ровно вручную можно сделать только если вращать развертку вдумя руками (типа как плашкой при нарезке резьбы) и меняя стороны шатуна.
_________
Нас невозможно сбить с пути, нам пофигу, куда идти!
Мной было это всё проделано) Шатун " жоска" зажат в тисках, развёрткой снимал крайне мало, и менял заход то с одной то с другой стороны.Один фиг также всё. Узнавал про станок для машин который разворачивает - мне сказали " Иди лесом" со своими не съемными шатунами, и идея о станке была при сечена в моём мозгу "накарню" .Если кто возьмётся за вознаграждения развернуть,буду очень признателен.
Немного отвлекусь. Есть у меня помимо Урала ещё ИЖ - Ю. Кто сталкивался тот знает, что греметь пальцАми они любят и эту беду очень тяжело лечить. Но как оказалось можно. Вообщем сначала я как и все точил каждый год эти втулки развёртками, хватало этого дела буквально на км100, а потом уже снова знакомое звяканье. Но вот настала зима, я сменил тогда работу и на новом месте познакомился с одним дядькой, а он оказался толковым токарем. И вот как то разговорившись с ним про эту беду и про плохие развёртки, он мне тогда и сказал, что по хорошему, такие дела под развёртку не делаются. Тем более вручную это просто не реально. Ни соосности не о точности ты не добьёшся.
Я конечно понимаю, что терпение и труд всё перетрут. Было дело прошлого, но пришлось как то и напильником это дело точить и наждачкой доводить, а что делать.
Вообщем сказал он мне, неси коленвал, втулки и пальцы. Я принёс, через пару дней он мне отдал всё готовое. Вот то было сказка. Так Юпитер с завода не работал. Ни какого звяканья. А ведь я тогда воткнул новую поршневую, а она оказалась сильно зажата, и движка ловила клина по нагреву малейшему. Вообщем помучился я с тем мотором, но коленвал и втулки с честью это выдержали и уже в конце сезона когда поршневая мал - мало притёрлась, всё таки появилось звяканье, чего в принципе и следовало ожидать.
Как я потом узнал у этого токаря, по поводу как это сделал он? Ведь в простой токарный станок ни как не сможешь зажать шатун Юпитеровский, тем более с коленвалом. Оказалось он замерил в шатуне размер отверстия, выточил такую стальную втулку, загнал туда новую шатунную втулку, расточил её под необходимый размер по пальцу, выпрессовал и запресовал в шатун.
Ну а с размерами, посадочными и т.п. Это уже к токарям, я в этом деле не шарю. :)))
"но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена."
Если я правильно понял, то вставляя палец в один шатун, выходя из него, в другой не входит. Интересный вопрос, раньше не задумывался. А если, на предпоследних проходах(при чём настолько "крайне мало", чтобы не было необходимости зажимать в тисках) в один приём оба шатуна проходить?
Живу не так уж далеко от Екб, у нас в магазинчике продаются уже "почти" развёрнутые втулки, но, конечно, разворачивать их нужно, и причём прилично. Разворачивал без всяких станков, одной рукой держу шатун, другой кручу ключом развёртку, держу ключ так, чтобы держать ещё и развёртку ))))
Вроде всё нормально, не первый раз так разворачиваю. А так про: "но стоит только совместить 2 шатуна и вставить пальцы не в какую не идут т.е. соосность нарушена." тоже не замарачивался никогда =))))
Отвечу всем по порядку т.к. вопросов много Syava - Такая мысль тоже есть, отдать токарям может получится. В даный момент есть у меня выход на "НПО Автоматика", если кто не знает справка - Бабины для УКТУСА-2 делают именно там, это лирическое отступления. Здешние мастера делали мне многое для моего Урала, но проблема тут именно как развернуть а точней зажать в станке чтобы развернуть, пока для меня это остаётся не " тайной". По совмещению скажу сразу - думал так, совместить 2 шатуна меж ниж проложить брусочек зажать аккуратно и разворачивать сразу 2 шатуна одновременно. Да вот вставил я поршень АТ в цилинд и видно что стрелка наклонена немного вниз( т.е. поршень находится в "тели гильзы" не ровно, даже не так - по отношению к шатуну если сделать простой эксперимент. Взять столярный угольник, взять шатун с пальцов, приложить угольник к плоскости картера и мы сразу увидем что палец сидит не ровно(((((
Замена втулки шатуна иж планета 5
-->Приветствую Вас Гость | RSS
-->| « Ноябрь 2015 » | ||||||
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 1 | ||||||
| 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 23 | 24 | 25 | 26 | 27 | 28 | 29 |
| 30 | ||||||













Есть идея установки такого подшипника в НГШ
Наружний диаметр 38 внутренний 29(палец иж планета) ширина 20мм
Расточить шатун по кругу с 37 до 38 и запресовать

1
Дивно,но шатун с Днепра и МТ по размерам подойдут под подшипники 2505 КМУ для нижней головки шатуна и длина шатуна 150мм между центрами головок.
Замена втулки шатуна иж планета 5
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
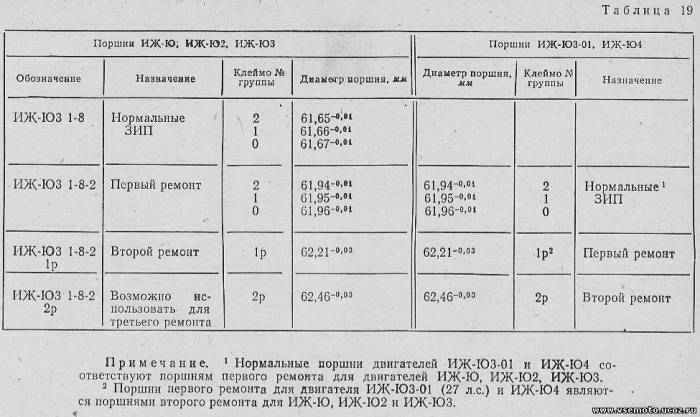
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
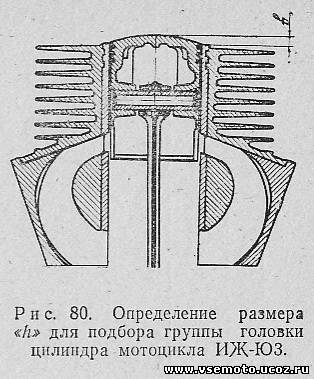
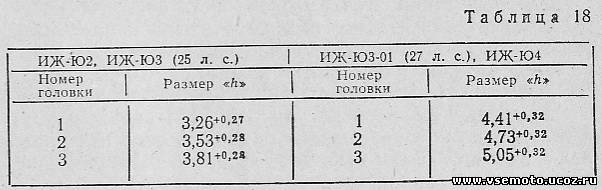
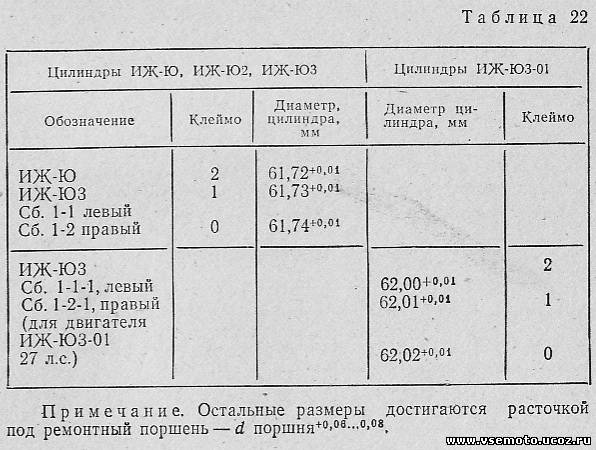
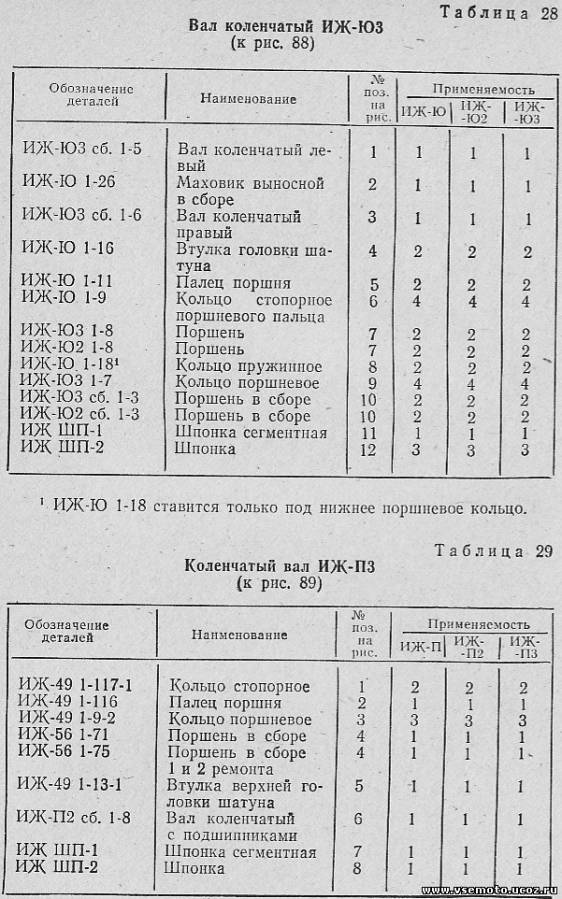
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
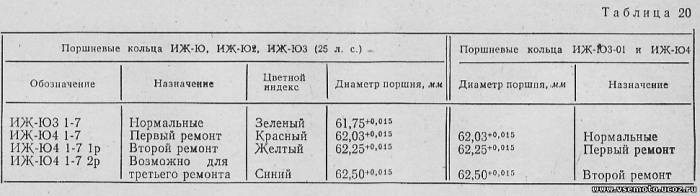
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
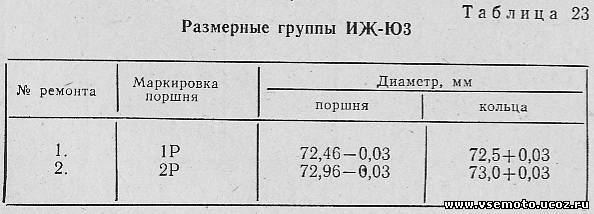
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
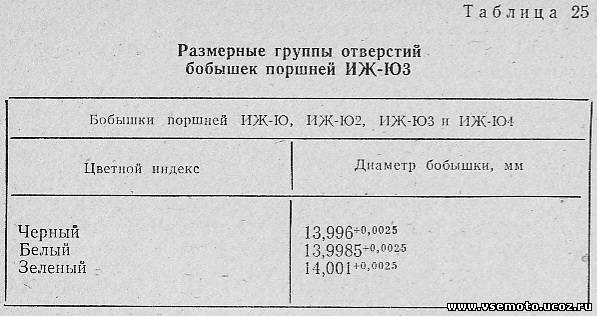
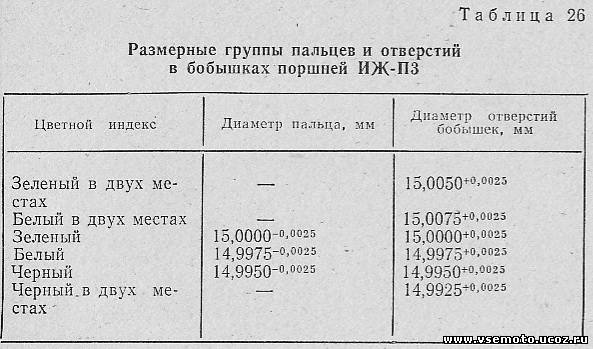
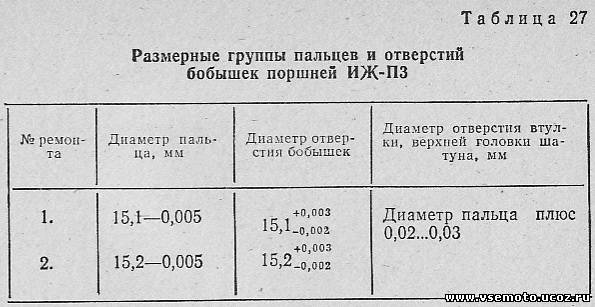
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
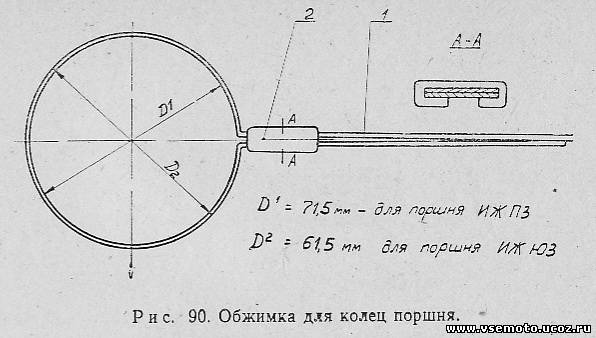
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Читайте также: