
Запрессовка поршневых пальцев ваз 2107
Добавил пользователь Cypher Обновлено: 05.10.2024
ВАЗ 2107: замена поршневой самостоятельно

Причины ремонта поршневой двигателя
Разобрав двигатель автомобиля, можно, конечно, сказать, изношена ли шатунно-поршневая группа. Но и без разборки опытные мастера могут сказать, нужна ли замена поршневых колец вашего ВАЗ 2107. Это определяется несколькими факторами:

Совет! Чтобы реже проводить техосмотр (замена поршневой ВАЗ 2107), следите за состоянием своего автомобиля. Например, вовремя меняйте масло, не перегружайте двигатель и следуйте другим полезным советам.

Необходимый инструмент
Поскольку в нашем случае снимать двигатель нет необходимости, то особо крупногабаритного оборудования не требуется, необходимо производить замену поршня следующим образом:

- Нутромер (как на фото)
- Молоток
- Воздуходувка
- Емкость и щетка для мытья деталей
- Щуп
- Оправка для забивания дюбелей
- Наконечник для поршневых колец
- А также: гаечные ключи, отвертки, металлические щетки и другие мелкие инструменты.
Ремонт
Разборка двигателя
Как мы уже говорили, мы не будем снимать двигатель с автомобиля, мы отремонтируем его прямо на автомобиле. На лифте, конечно, удобнее, но можно внизу или на эстакаде. Особо разборки мотора не придется. Итак, двинемся дальше:
- Сначала необходимо слить масло. Для этой операции вам понадобится емкость с маслом (достаточно целого ведра) и шестигранник, чтобы открутить пробку заливного отверстия.Последовательность простая: откручиваем пробку, сливаем масло, завинчиваем пробку.
Совет! Перед тем, как слить масло, дайте двигателю немного поработать, чтобы масло стекало легче.
Совет! Подложите тряпку или что-нибудь под поршень, чтобы поршень не сломался при извлечении стержня.
- Используйте поршень, соответствующий диаметру поршня, чтобы снять его с поршня.
- Таким образом был демонтирован первый шатун. Сделайте то же самое с тремя другими. Шатуны и их крышки не следует путать, так как они созданы друг для друга! Специально для этого используются цифры на шатунах и крышках.
Подготовка новой поршневой
Хомут смазывается, надевается на поршень и зажимается до упора.
Коленчатый вал выставляется по метке и устанавливаются 2 и 3 шатуны. Не путайте их номера! Также не забудьте обратить внимание на знак «P»!
Суппорт с поршнем и шатуном в сборе установлен на цилиндр. Поршень опускается в цилиндр легким ударом молотка.
Смазываемая половина подшипника размещена в колпаке ступицы, а колпак привинчен к шатуну. Момент затяжки должен составлять от 43 до 53 Нм.
Затем таким же образом устанавливаются остальные шатуны, чтобы проверить, что коленчатый вал вращается без проблем.
Затем необходимо установить поддон обратно с новой прокладкой, головку блока цилиндров, установить обратно на звездочку цепи ГРМ, словом порядок сборки обратный порядку разборки. После сборки двигателя заливается масло.
Двигатель запускается, когда автомобиль стоит. Двигатель заводится и работает полчаса. Постепенно увеличивайте скорость примерно до 2000 об / мин.
Сборка двигателя

При работающем двигателе обратите внимание на посторонние шумы, которые крайне нежелательны. Не стоит пугаться шума в первые секунды работы двигателя, так как масло еще не проникло в двигатель и какое-то время оно будет работать громче, чем обычно. Проверьте двигатель на герметичность и другие неисправности и при необходимости остановите двигатель. , найдите неисправность и приступите к ремонту. Эти инструкции по замене поршня, а также необходимые видеоролики помогут вам самостоятельно выполнить этот довольно трудоемкий процесс.
Запрессовка пальцев в шатуны на ВАЗ

Неправильная установка пальца в головке шатуна может привести к опасной аварии двигателя, которая закончится либо расточкой под возможность ремонта, либо заменой блока цилиндров.
Ошибка при подборе размера пальца или неправильная установка могут не только свести на нет все ваши усилия по ремонту, но и привести к еще более крупным повреждениям, для устранения которых придется проводить масштабный ремонт с расточкой поршневой группы или заменой блока цилиндров.
Установка пальцев в шатуны производится при определенных температурах. Не в условиях автомобильного производства проводить такой ремонт лучше с использованием печи с датчиком температуры, так как при недостаточном нагреве палец на становится на место, а при перегреве могут измениться свойства металла, что приведет к потере прочности подвижных деталей, а это непременно закончится аварией двигателя.
Этот ремонт относится к операциям, которые требуют серьезных навыков и использования устройств для разогрева металла, поэтому проводить его в первый раз без подсказок и наблюдения более опытного мастера рискованно. Перед началом ремонта следует очень внимательно ознакомиться с инструкциями и подсказками, которые можно найти в технических описаниях процесса ремонта, или просмотреть инструкции, которые предоставляются в формате доступного видео с подробными объяснениями.
Хочу поделиться опытом по запрессовке поршневых пальцев в шатуны. Шатуны зажимаем в маленькие тисочки и помещаем по одному в термичку (термопечь с автоматическим термометром).Выставляем на термометре 350 градусов и держим тисочки, с зажатым в них шатуном, в печи 15 минут и ни минутой меньше. По истечении 15 минут достаём тиски и зажимаем их в другие тиски, одеваем поршень на шатун, правильно сориентировав, быстро вставляем оправку с пальцем. Один раз я продержал шатун в печке 10 минут, думал, зайдёт—но нет, быстро выбил и грел 15 минут—зашёл как в масло. «За рулём» писали, что запрессовывать надо при 280 градусах, но т.к. в не заводских условиях это сложно осуществить, то можно греть до 350.
Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
В печь, уже нагретую до 240°С, шатуны помещают на 15 мин.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.

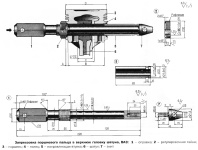
Рис. 3–31. Установка поршневого пальца на приспособление А.60325 для запрессовки его в поршень и головку шатуна: 1 - валик приспособления; 2 - поршневой палец; 3 - направляющая; 4 - упорный винт
Палец заранее приготовьте к сборке, надев его на валик 1 (
Рис. 3–32. Запрессовка поршневого пальца в верхнюю головку шатуна: 1 - приспособление A.60325; 2 - поршневой палец. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой
Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением А.60325, закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (
Рис. 3–25. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 3–25). Если на кольце нанесена метка "Верх" или "TOP", то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Видео про "Сборка шатунно-поршневой группы" для ВАЗ 2107
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ! Установка поршней на шатуны в классике. ваз 2101-2121-2109 Часть 7 Lada Капитальный ремонт ВАЗ 2107 (1600) Установка поршневой в блок цилиндровЗапрессовка поршневых пальцев ваз 2107
Извлекаем поршень с шатуном из блока цилиндров (см. Замена вкладышей коленвала ВАЗ-2107).


В нижних головках и крышках шатунов установлены сталеалюминиевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.


Зажимаем шатун в тиски и, разжимая, снимаем верхнее и нижнее компрессионные кольца.
При их последующей установке метка «ВЕРХ» или «ТОР» должна быть направлена к днищу поршня.

Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.


Снимаем маслосъемное кольцо с расширителем.
Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.

Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой.
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм.
При износе максимально допустимый зазор – 0,15 мм.

Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.
Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке.
Он должен быть 0,25–0,40 мм для всех колец.
Если зазор повышенный, необходимо заменить кольца.

Зазор между кольцом и канавкой поршня проверяем также набором щупов.
Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм.
Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.


Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере
Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.

Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.

Метка «П» на поршне должна быть направлена к передней части блока цилиндров
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, контроль запрессовки и выпрессовка, чертежи, схемы и размеры.
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
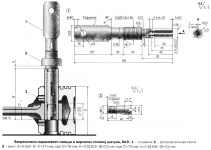
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
Напомним, что винт 7 (см. рисунок) затягивается неплотно, чтобы не произошло заклинивания при удлинении пальца от контакта с нагретой головкой шатуна. При запрессовке (установке) пальца поршень должен прижиматься к верхней головке шатуна, как показано на рисунке. Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
В результате, стержень оправки приспособления диаметром 14,87-14,93 мм или просто не вставить в палец или, из-за очень плотной посадки, не извлечь из пальца при снятой направляющей втулке примерно в течение 30 минут. Попытки «подкорректировать» отверстие рассверливанием оканчивается неудачей. Палец цементирован и закален ТВЧ, при этом и поверхность отверстия оказывается повышенной твердости.
Оправка для запрессовки поршневого пальца.
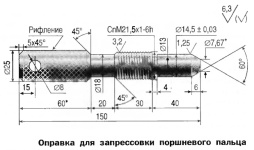
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
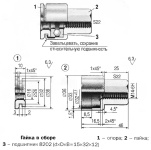
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
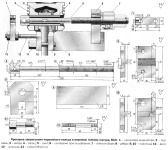
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Запрессовка поршневых пальцев ваз 2107
Поршни отлиты из алюминиевого сплава. Наружная поверхность поршня для улучшения ее прирабатываемости к стенкам цилиндра покрыта тонким слоем олова
Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму.
По высоте она коническая, а в поперечном сечении овальная.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, и на расстоянии 52,4 мм от днища поршня.
По наружному диаметру поршни (так же как и цилиндры) подразделяются на пять классов: А, В, С, D и Е через 0,01 мм, а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм.
Категория указывается краской на торце (первая – синей, вторая – зеленой, третья – красной краской). Класс поршня (латинская буква) и категория (цифра) маркируются на днище поршня.

В запасные части поставляются поршни классов A, C, E, которых вполне достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Отверстие под поршневой палец смещено от оси симметрии двигателя на 5 мм в правую сторону.
Поэтому на поршне имеется метка в виде буквы П для правильной ориентировки поршня в цилиндре. Метка должна быть обращена в сторону передней части двигателя.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей ВАЗ изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
До 1986 г. поршни ремонтных размеров для двигателей 2103 и 2106 выпускались с увеличением на 0,4; 0,7 и 1,00 мм.
Поршни двигателей 2103 и 2106 различаются только размером (диаметром).
Поршневые кольца изготовлены из чугуна.
Верхнее компрессионное кольцо с бочкообразной хромированной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа, фосфатированное.
Поршневые пальцы запрессовываются в верхнюю головку шатуна и свободно вращаются в бобышках поршня.
По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория пальца маркируется на его торце соответствующим цветом: 1-я – синим, 2-я – зеленым и 3-я – красным.
Шатун стальной, кованый. Нижняя головка шатуна разъемная, в ней устанавливаются шатунные вкладыши.
Шатун обрабатывается вместе с крышкой и поэтому она невзаимозаменяема с крышками других шатунов.
Чтобы при сборке не перепутать крышки шатунов, на шатуне и его крышке (сбоку) имеется клеймо номера цилиндра, в который они устанавливаются.
При сборке цифры на шатуне и крышке должны находиться на одной стороне.
Извлекаем поршень с шатуном из блока цилиндров (см. Замена вкладышей коленчатого вала).

В крышках шатунов установлены сталеалюминевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.


Зажимаем шатун в тиски и, разжимая, снимаем верхнее компрессионное кольцо
Снимаем нижнее компрессионное кольцо.
При их последующей установке метка «ВЕРХ» или «ТОР» должна быть направлена к днищу поршня.

Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз


Снимаем маслосъемное кольцо
Снимаем расширитель маслосъемного кольца
Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.

Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой.
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм.
При износе максимально допустимый зазор – 0,15 мм.

Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.
Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке.
Он должен быть 0,25–0,40 мм для всех колец.
Если зазор повышенный, необходимо заменить кольца.

Зазор между кольцом и канавкой поршня проверяем также набором щупов.
Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм.
Предельно допустимый зазор при износе – 0,15 мм.


Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.
Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.

Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;

замок маслосъемного кольца ставим на 90° относительно замков других колец.
При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
Метка «П» на поршне должна быть направлена к передней части блока цилиндров.
Для выполнения работы по замене поршней на двигателе автомобиля ваз 2107 потребуются оправки для снятия поршневого пальца и обжатия колец.
Снятие поршней с двигателя автомобиля ваз 2107
1. Устанавливаем автомобиль ваз 2107 на смотровую яму или эстакаду (Подготовка автомобиля ваз 2107 к техническому обслуживанию и ремонту).
2. Снимаем с двигателя ваз 2107 головку блока цилиндров (см. «Прокладка головки блока цилиндров автомобиля ваз 2107 с карбюраторным двигателем — замена») или (см. «Прокладка головки блока цилиндров автомобиля ваз 2107 с инжекторным двигателя двигателем — замена»).
3. Снимаем поддон картера двигателя (см. «Поддон картера двигателя — снятие и установка»).
4. Отворачиваем гайки крышек шатунов (не снимая с двигателя автомобиля ваз 2107 коленчатый вал) и выталкиваем поршень с шатуном из блока цилиндров (см. «Коленчатый вал — снятие и установка»).
5. Вынимаем из крышки шатуна сталеалюминевый вкладыш.
На шатуне и крышке клеймением нанесен номер цилиндра, в который они устанавливаются.

6. Устанавливаем шатун в тиски и снимаем с поршня два компрессионных и одно маслосъемное кольцо с расширителем.
ВНИМАНИЕ
При последующей установке нижнее компрессионное кольцо устанавливается фаской вниз.
7. Через оправку выпрессовываем палец из шатуна и снимаем поршень.

Аналогично снимаем поршни остальных цилиндров с двигателя ваз 2107.
Перед установкой на шатун поршневой группы необходимо подобрать ее детали.
Подбор деталей шатунно-поршневой группы для двигателя автомобиля ваз 2107
1. Подбираем поршень к цилиндру. Расчетный зазор между цилиндром и поршнем двигателя ваз 2107 должен составлять 0,06—0,08 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор — 0,15мм. Диаметр поршня измеряем в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни изготавливаются пяти классов (А, В, С, D и Е) через 0,01 мм, а по диаметру отверстия под поршневой палец — трех категорий через 0,004 мм. В запасные части поставляются поршни групп А, Си Е. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.

Для правильной ориентировки поршня относительно цилиндра на стенке поршня (рядом с бобышкой) выполнена метка «П», которая должна быть направлена к передней части блока цилиндров двигателя ваз 2107.
Диаметр цилиндра измеряем нутромером в четырех поясах, как в продольном, так и в поперечном направлении двигателя ваз 2107.


Схема измерения диаметров цилиндра: 1,2,3 и 4 — номера поясов; А и В — направления измерений
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах судим о величине износа цилиндров.
Цилиндры по диаметру разбиты через 0,01 мм на пять классов: А, В, С, D и Е.
Класс цилиндра выбит на нижней плоскости блока.

2. Подбираем палец к поршню. Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя — первая категория, зеленая — вторая, красная — третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.

Сборка шатунно-поршневой группы для двигателя автомобиля ваз 2107
1. Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.

2. Палец шатуна охлаждаем в морозильной камере. Нагреваем верхнюю головку шатуна до 240 °С паяльной лампой или промышленным феном, зажимаем шатун в тисках и надеваем на него поршень (метка «П» на поршне должна находиться со стороны отверстия для выхода масла на нижней головке шатуна).

3. Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.

4. После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.
5. Смазываем поршневые кольца и канавки маслом для двигателя. Устанавливаем на поршень кольца и ориентируем замки колец. Замок верхнего компрессионного кольца должен располагаться под углом 30—45° к оси поршневого пальца, замок нижнего компрессионного кольца должен быть направлен в противоположную сторону, а замок маслосъемного кольца — под углом 30—45° к оси поршневого пальца между замками компрессионных колец. Нижнее компрессионное кольцо устанавливаем выточкой вниз. Если на кольце нанесена метка «ВЕРХ» или «ТОР», она должна быть направлена, к днищу поршня. Стык пружинного расширителя маслосъемного кольца должен располагаться со стороны, противоположной замку кольца.
6. После установки колец устанавливаем коленчатый вал автомобиля ваз 2107 по метке (поршни 1-го и 4-го цилиндров должны находиться в ВМТ) и поочередно вводим поршни с кольцами и шатунами во 2-ой и 3-й цилиндры. При этом метки «П» на поршнях должны быть направлены в сторону передней части блока цилиндров.
Для обжатия колец рекомендуется применять оправку, показанную на фото.

После этого устанавливаем на место шатунные вкладыши, предварительно смазав их и шейки коленчатого вала маслом для двигателя, и соединяем шатуны с шейками коленчатого вала. Крышки устанавливаем по меткам и затягиваем гайками моментом43,4—53,5 Нм. Повернув коленчатый вал на 180°, соединяем с коленчатым валом шатуны 1-го и 4-го цилиндров. Проверяем легкость вращения коленчатого вала.
7. Установка остальных снятых деталей на автомобиль ваз 2107 выполняется в обратной последовательности.
8. Заливаем в двигатель автомобиля ваз 2107 моторное масло (см. «Масло в двигателе — проверка уровня и замена»).
10. Регулируем зазор между рычагами и кулачками распределительного вала (см. «Зазор между рычагами клапанов и кулачками распределительного вала — регулировка). Проверяем свободное вра-щение кривошипношатунного механизма.
11. Регулируем на автомобиле ваз 2107 натяжение ремня привода генератора (см. «Ремень привода генератора ваз 2107 — регулировка натяжения и замена»).
12. На карбюраторном двигателе автомобиля ваз 2107 проверяем и при необходимости регулируем угол опережения зажигания (см. «Момент зажигания — проверка и регулировка»).
13. Заливаем в систему охлаждения автомобиля ваз 2107 охлаждающую жидкость (см. «Охлаждающая жидкость — проверка уровня и замена»).
14. Запускаем двигатель автомобиля ваз 2107 и обкатываем его на холостом ходу в течение 20—30 минут, плавно увеличивая частоту вращения коленчатого вала до 2000 об/мин. Во время работы двигателя автомобиля ваз 2107 контролируем герметичность систем двигателя, давление масла, температуру охлаждающей жидкости. Если при работе двигателя автомобиля ваз 2107 обнаруживаются посторонние шумы, останавливаем двигатель для устранения причин их появления.
таблица 1.1
размеры основных сопрягаемых деталей двигателя автомобиля ваз 2107
Сопрягаемые детали двигателя
автомобиля ваз 2107
Размеры деталей, мм
Допустимый зазор сопрягаемых деталей двигателей автомобиля ваз 2107, мм
класс B
75,95-75,96
76,01-76,02
класс C
75,96-75,97
76,02-76,03
класс D
75,97-75,98
76,03-76,04
класс B
78,95-78,96
79,01-79,02
класс C
78,96-78,97
79,02-79,03
класс D
78,97-78,98
79,03-79,04
2-я категория
(зеленая метка)
21,974-21,978
21,986-21,990
таблица 1.2зазоры в замках поршневых колец
таблица 1.3зазоры в сопряжении канавок и поршней колец
наименование поршневого кольца
величина зазора поршневого кольца, мм
сопрягаемые детали
размер деталей, мм
допустимый зазор сопрягаемых деталей, мм
высота поршневого кольца
ширина канавки
Замена поршня Ваз-2107

Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.

Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.
Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.

Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке. Он должен быть 0,25–0,40 мм для всех колец. Если зазор повышенный, необходимо заменить кольца.

Зазор между кольцом и канавкой поршня проверяем также набором щупов. Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм. Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.

Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.

Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.

Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.

Метка «П» на поршне должна быть направлена к передней части блока цилиндров.
Приспособление для снятия поршневого пальца.
27- ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
Если в этом случае использовать приспособление рекомендуемое производителем 02.7853.9500, то этот размер должен быть равен 4.7 мм.
При этом винт 7 должен затягиваться неплотно. Так как его плотное затягивание может привести к заклиниванию.
Во время запрессовки поршневого пальца следите за тем, чтобы поршень плотно прижимался к верхней головке шатуна.
Работы должны проводиться очень быстро, потому что головка шатуна очень быстро охлаждается, что, в конце концов, приводит к тому, что палец займет неправильное положение и изменить его будет нельзя.
Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
Как выпрессовывать поршневые пальцы с помощью оправки?
Также вам могут быть интересны эти заметки…
Расшифровка цифр на резине
Почему простакова отрицательный персонаж
Оправка для поршневых пальцев ваз
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца; С — расстояние между внутренними торцевыми плоскостями бобышек поршня; D — диаметр цилиндра; 27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
Напомним, что винт 7 (см. рисунок) затягивается неплотно, чтобы не произошло заклинивания при удлинении пальца от контакта с нагретой головкой шатуна. При запрессовке (установке) пальца поршень должен прижиматься к верхней головке шатуна, как показано на рисунке. Операция должна проводиться очень быстро, так как быстро охлаждающийся шатун может «схватить» палец до полной его запрессовки, а в охлажденном шатуне положение пальца уже не изменить.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
В результате, стержень оправки приспособления диаметром 14,87-14,93 мм или просто не вставить в палец или, из-за очень плотной посадки, не извлечь из пальца при снятой направляющей втулке примерно в течение 30 минут. Попытки «подкорректировать» отверстие рассверливанием оканчивается неудачей. Палец цементирован и закален ТВЧ, при этом и поверхность отверстия оказывается повышенной твердости.
При сборке группы ша- . тун — палец — поршень необходимо обеспечить расширение головки шатуна путем его нагрева до температуры 240°С, чтобы дать возможность вставить палец. Для нагрева используется электропечь с термостатической регулировкой. При укладывании в печь верхнюю головку шатуна необходимо располагать внутрь печи.
Печь регулируют на температуру 240°С. Когда погаснет сигнальная лампа, указывающая на достижение установленной температуры, можно извлечь шатуны щипцами. Если шатуны вводятся в печь, уже нагретую до 240°С, необходимо выдержать их в печи в течение 15 мин.
Запрессовку пальца следует выполнять как можно скорее, так как шатун быстро охлаждается, а в охлажденном шатуне нельзя изменить положение пальца. Поршневой палец устанавливают в следующей последовательности.
Рис. 28. Установка поршневого пальца двигателей моделей 2101 и 2103 на приспособление А.60325 (а) и запрессовка его в поршень и головку шатуна (б)

Рис. 29. Приспособление А.60325 для запрессовки поршневого пальца двигателей моделей 2101 и 2103
Приготовить палец 1 (рис. 28), предназначенный для сборки, надев его на валик приспособления А.60325 (рис. 29), для запрессовки пальца двигателя модели 2101, 2103. Установить на конце этого валика направляющую 2, закрепив ее упорным винтом 3. Винт затягивают неплотно, чтобы не произошло заклинивания вследствие расширения пальца в контакте с нагретым шатуном.
После извлечения из печи быстрым движением зажать шатун в тисках. Надеть поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Затем закрепленный на приспособлении А.60325 поршневой палец протолкнуть в бобышку и верхнюю головку шатуна (рис. 28, б) так, чтобы заплечик 4 приспособления соприкасался с бобышкой. Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 28, б). Таким образом поршень сможет занять нужное положение. При запрессовке поршневого пальца в поршень двигателя модели 21011 необходимо пользоваться приспособлением 02.7853.9500 вместо А.60325.
После охлаждения шатуна смазать палец маслом для двигателя через отверстия в бобышках поршня.
После сборки группы шатун — палец — поршень следует проверить прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615 (рис.30) в следующем порядке.

Рис. 30. Установка собранного комплекта поршень — шатун — палец на приспособление А.95615 для испытания на выпрессовывание

Рис. 31. Проверка перпендикулярности осей комплекта поршень — палец — шатун: 1 — собранный комплект шатун — поршень — палец; 2 — выдвижные ножи; 3 — базовая поверхность; 4 — калибр
Зажать основание 4 приспособления в тиски и установить на нем группу шатун — палец — поршень.
Опустить кронштейн 8 индикатора, вставить в отверстие пальца резьбовой стержень 3 и продвинуть его в отверстие бобышки до упора головки 2 стержня в торец пальца. На конец стержня навернуть гайку 5 и подвернуть ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры.
Приподнять кронштейн индикатора до горизонтального положения, закрепить его рукояткой 7 и установить штифт / индикатора 9 на головке 2 стержня, вставленного в палец. Установить на нуль индикатор и вставить в паз резьбового стержня упор 6 во избежание проворачивания стержня.
Динамометрическим ключом завернуть гайку 5 (момент затяжки 1,3 кгс-м, соответствующий осевой нагрузке 400 кгс).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение стрелка индикатора возвратится на нуль. Натяг в сопряжении пальца с верхней головкой шатуна должен быть 0,010-0,042 мм.
В случае проскальзывания пальца в верхней головке шатуна- заменить шатун новым.
По окончании сборочных операций, прежде чем установить группу шатун — палец — поршень в двигатель, следует проверить перпендикулярность осей группы с помощью прибора Ар.5051 (рис. 31). Для проверки нижнюю головку шатуна (без вкладышей) центрируют на выдвижных ножах 2, а на днище поршня устанавливают калибр 4. Набором щупов проверяют зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом). Зазор не должен превышать 0,4 мм; если зазор больше, шатун необходимо заменить.
Читать далее про автомобили ВАЗ…
Приспособление для снятия поршневого пальца.
рисунке 92 изображено приспособление для снятия поршневого пальца. Одним из его узлов является гайка (1) в форме кубика, которая также является и корпусом приспособления. К ней крепится хомут (2), служащий для захват поршня. На хомуте имеется отверстие для свободного выхода поршневого пальца. Палец выпрессовывают из бобышек поршня с помощью винта (3) и двух оправок (4). Вначале в поршневой палец устанавливают маленькую оправку, с помощью которой поршневой палец удаляется наполовину, а затем большую оправку для его полного удаления.
Рис. 88. Съем подшипника
Рис. 89. Выпрессовка детали из отверстия Рис. 93. Регулируемые съемники с двумя и тремя захватами: 1 — коническая гайка; 2 — винт. На

рисунке 93 изображены съемники с двумя и тремя захватами. Нужное положение захватов устанавливается специальной гайкой (1). При работе коническую гайку отворачивают до того, пока два захвата не охватят снимаемую деталь. Конец винта (2) упирают в торец снимаемой детали, а захватами зацепляют деталь. После этого затягивают коническую гайку, фиксируя тем самым положение захватов. Деталь снимают поворотом винта. Съемники изготовляют и с тремя захватами. Три захвата, расположенные под углом друг к другу в 2,1 рад (120°), при работе обеспечивают центральное положение съемника относительно снимаемой детали. Приспособления для сборки Соединения с переходной посадкой или с натягом создают ударами или запрессовкой при применении направляющего приспособления и без него. На
рисунке 94 изображена сборка втулки, когда втулка запрессовывается ударами молотка без ее центровки. Недостатком этого способа является то, что втулка легко перекашивается в отверстии и деформируется. На
рисунке 95 втулка запрессовывается с помощью направляющей оправки (1). Последняя входит в отверстие подставки (2) с малым зазором, что предотвращает перекос и деформацию втулки. Запрессовка производится ударами молотка или прессом. На
рисунке 96 изображена направляющая оправка, применяемая при запрессовке деталей больших размеров. Нижняя часть направляющей оправки (2) имеет скользящую посадку, и ее диаметр соответствует диаметру отверстия детали (1), в которое запрессовывается втулка. Собираемую деталь устанавливают на верхнюю часть оправки и фиксируют резьбовой головкой (3). Затем деталь запрессовывают в отверстие. Для сборки с успехом применяют трубчатые оправки разной формы. На

рисунке 97, а показана сборка шарикоподшипника с помощью трубчатой оправки. Оправка изготовлена из более мягкого материала по сравнению с материалом подшипника; при этом ее внутренний диаметр меньше диаметра отверстия подшипника, а толщина стенки на некоторую величину меньше толщины внутреннего кольца подшипника. На верхней части оправки устанавливают головку, служащую для равномерного распределения ударов поде-тали.
Ремонт шатунов УАЗ-3151
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке, имеющейся в шатуне втулки под палец ремонтного размера
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007–0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218];
допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.

Рис. 1. Доводка отверстия в верхней головке шатуна: 1 – державка; 2 – шлифовальная головка; 3 – зажим
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 1).
Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше.
Рис. 2. Снятие стопорного кольца поршневого пальца

Рис. 3. Приспособление для выпрессовки и запрессовки поршневого пальца: 1 – направляющая; 2 – палец; 3 – плунжер
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 3.
Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
Рис. 4. Подбор поршневого пальца
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 – 0,0095 мм.
При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 4).
Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно.
Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 3).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в статье «Как заменить поршневые кольца УАЗ-3151».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Читайте также: