
Притирка клапанов сузуки бандит
Обновлено: 02.05.2024
Регулировка клапанов SUZUKI BANDIT (GSF 400) 91 года
Из инструмента (кстати, подозрительно мало по сравнению с машиной) нужно:
- щуп (я брал универсальный -80 рэ в ближайшем магазине)
- отвертки плоская и крестовая (длина не важна – удобнее см. 15),
- трещотка (желательно с небольшим удлинителем) с готовкой на 10,
- ключ на 10 (у меня был с одной стороны накидной, с другой – рожковый),
- ключ на 8 (рожковый),
- ключ 6-тигранник на 6 мм (супер если и он с трещоткой работает).
- балонник, или вороток с торцевой головкой на 17?
- тонкогубцы (пассатижи с тонкими длинными губками),
- емкость под антифриз (пустая, литра на 3 хватит),
- купите новый антифриз, если не уверены, что у вас залито, или точно такой как залит (тогда можно меньше, чем положено, если аккуратен, я брал 1 литр готового, просто долить то что расплескал на пол).
- 5 сигарет, зажигалка, 2 пары перчаток, фонарик на лоб (желателен, но не обязателен).
По умолчанию все фотки сняты стоя слева от мотоцикла.
Ставим мот на центральную подножку, снимаем сидение и бак (штатный шестигранник для накладок под сидением, ключ на 10), затыкаем трубочки вакуумника и бензопровода (от греха и мусора подальше, №1 на рис. 1) вынимаем ключи из нашего коня (подальше).
Приноравливаем емкость для антифриза и лезем плоской отверткой снимать хомут с самого нижнего самого левого (все по ходу движения мота) шланга, он выходит из радиатора и идет в самую нижнюю точку двигателя слева, вот с этого конца и ослабляем хомутик. Шланг прижат к двигателю своеобразным многоразовым пластиковым хомутом (снимается просто). Внимание ! Двигатель д. б. ХОЛОДНЫМ. Сдергиваем шланг, подставляем канистру (емкость) ждем, когда перестало плескаться, откручиваем крышку №4 рис. 1, ждем еще чуток (нижним шлангом можно немного покачать, что бы потом на пол не капало).
Пока стекает, откручиваем (трещотка с головкой на 10 и удлинителем) болты №2 рис. 1 (с обоих сторон рамы), при этом я запоминал, какого цвета провода к ним подходят и как, не знаю, может нужно (записал и не морочился больше). Снимаем высоковольтные провода со свечей (запоминаем какой провод куда, хотя промазать сложно).
Когда литься перестало, откручиваем болты №3 рис. 1 (опять трещотка с головкой на 10 и удлинителем). Отверткой ослабляем хомут на шланге в верхней части радиатора, снимаем шланг, сдвигаем пружинистые хомуты с двух других шлангов, входящих в головку блока цилиндров сверху (между свечами), и сдергиваем эти шланги (если чуть капнет – ничего страшного – промокнем и высохнет само). Снимаем весь блок А рис. 1, предварительно отсоединив (если возможно) проводи к датчику температуры (у меня не получилось – подвесил на раме справа).
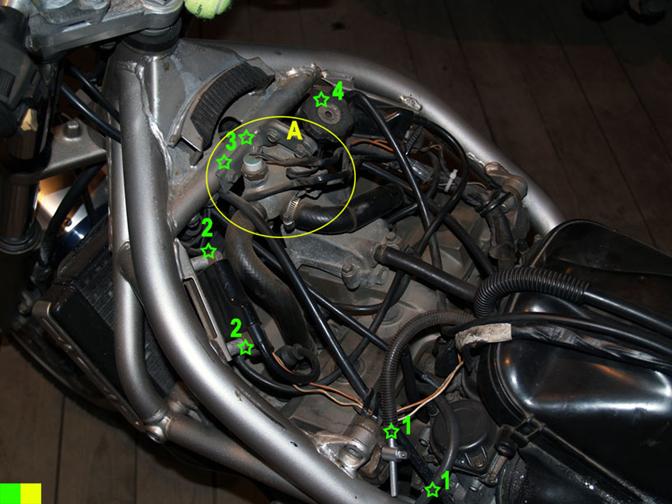
рис. 1
Шустренько, любимым инструментом, откручиваем 4 болта №1 рис. 2 (аккуратно – это силумин ), снимаем крышку и прокладку. Больше (там 3 болта под крестовую отвертку) ничего там не трогаем (сломать не сломаете – но небольшой гимор вам может быть обеспечен).
Берем шестигранник на 6 мм. и отворачиваем 6! Болтов со странной (плоской) шляпкой, которые и удерживают нужную нам крышку (они все одинаковые, кроме самого «переднего» - он длиннее).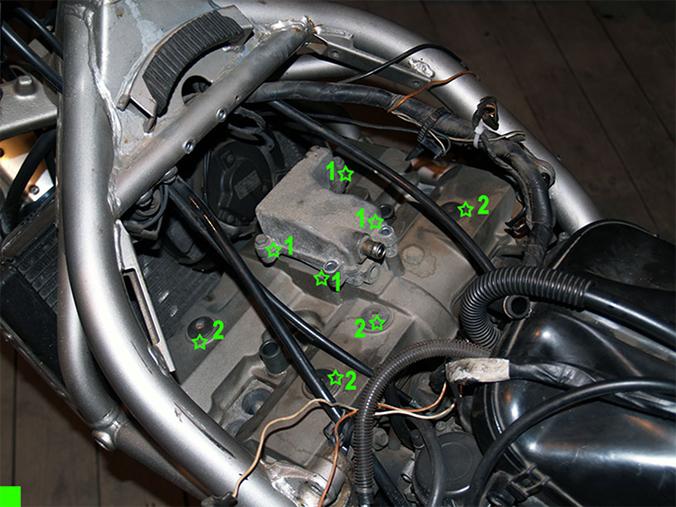
Трещоткой и накидным ключом на 10 отворачиваем верхний болт крепления радиатора к раме (радиатор нужно будет отклонить «вперед»), болт на рис 3.

Я поленился (на рис. 2 видно) и не снял ни тросик «газа», ни «подсоса» - но не сильно помешало.
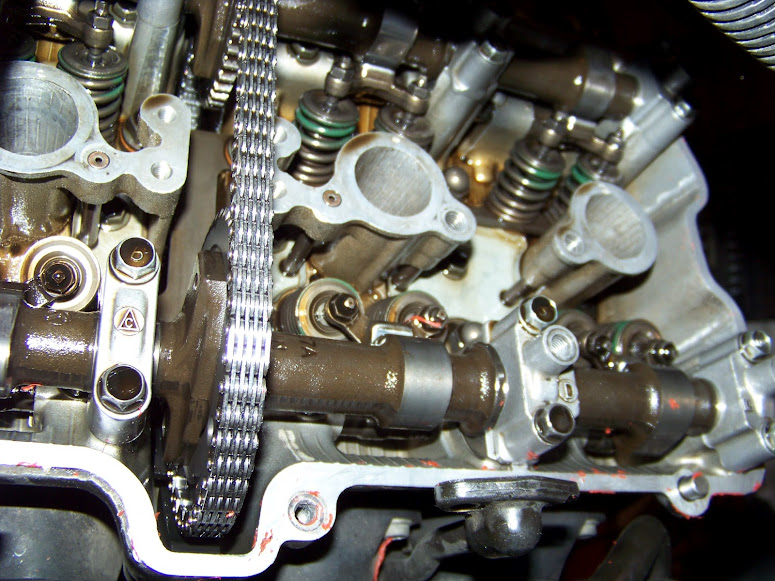
Аккуратно приподымаем клапанную крышку, ничего не рвем, усилия минимум, (поддевал нежно плоской отверткой, у меня прокладка оказалась в более чем хорошем состоянии). И хитрым движением вынимаем крышку из этих недр (если сидишь на месте водителя, то мне удобнее было правую руку вверх и на себя – т. е. правым краем на себя доставал).
Видим вот такую картину (рис. 4) . Ударный штифт (законтрен гайкой на №1 рис. 4 – это к выпускным клапанам, №2 рис. 4 – впускные (запомните, так как требования разные).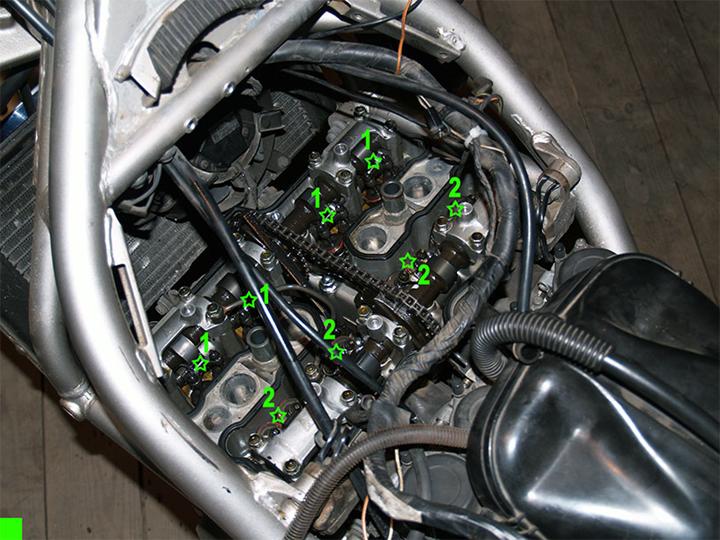
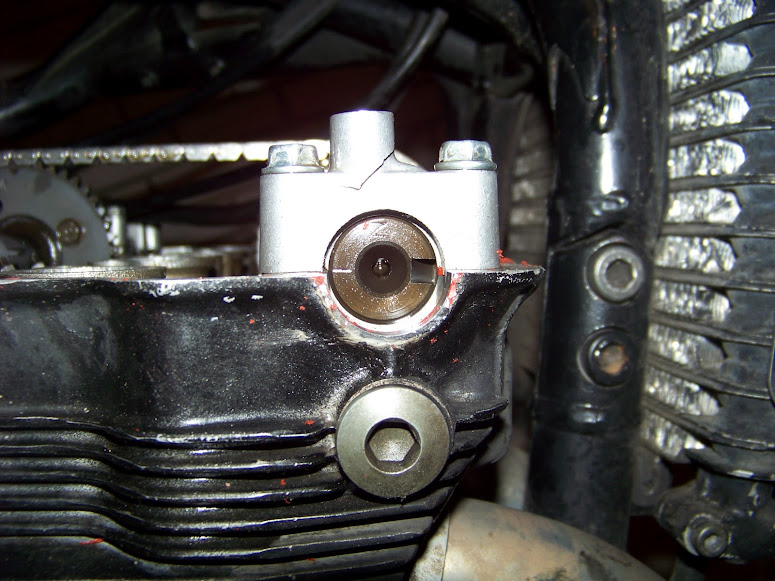
Ну и самое интересное. С правой крышки двигателя скручиваем пластмассовую круглую заглушку, берем вороток (трещотку) с головкой на 17 (по моему так – чуть-чуть могу ошибиться), либо балонник от машины (крестообразный) – вставляем туда (под заглушкой – торец вала) и аккуратно поворачиваем ПО ЧАСОВОЙ СТРЕЛКЕ (как будто ЗАКРУЧИВАЕТЕ, если смотреть с правой стороны от мота, естественно, и только так . ).
Будьте последовательны и делаете их сразу попарно (на 1 цилиндр 2 впускных и 2 выпускных клапанов).
Делаем зазоры на выпускных («передних») клапанах:
Регулировку производить в положении кулачка (№1 рис. 5) «вверх-вперед» от плоскости клапанной крышки (то есть острие «яйца» смотрит от верхнего положения до положения «вперед» (по ходу движения мота)). Общее требование – разброс по зазорам на 1 цилиндре должен быть минимален. Подход такой: расконтриваете оба ударных штифта, выкручиваете сами штифты на оборот (примерно) – подкладываете щуп (№2 рис. 5) в зазор, затягиваете штифт так, что бы щуп (минимальное значение зазора) двигался (хоть как то, не сильно застревая там) в зазоре и контрите его (не затягивая сильно). Проверяете оба штифта (на одном цилиндре) на «прохождение минимального щупа и «непропихивание» следующего (я брал +0,05 мм) до и после затяжки контрящей гайки (я щуп держал тонкогубцами, а ключом контрил, так как был один – то третьей рукой подсовывал щуп ). Зазор (по manual) для выпускных клапанов = 0,20 – 0,25 мм.

Делаем зазоры на впускных («задних») клапанах:
Весь процесс повторяется с новыми вводными, а именно: регулировка производится в положении кулачков «назад-вверх» от плоскости клапанной крышки (то есть острие «яйца» смотрит от положения «назад» до верхнего положения (по ходу движения мота)). Крутит вал (во избежание недоразумений – повторю) ПО ЧАСОВОЙ стрелке, и только так. Зазор (по manual) для впускных клапанов = 0,10 – 0,20 мм. Я особо не морочился и брал щупы 0,10 мм как минимальный, и 0,15 мм – как максимальный (для проверки и меньшего разброса). Кулачки (№1 рис. 6) и щуп (№2 рис. 6) такие же, просто «вид сбоку».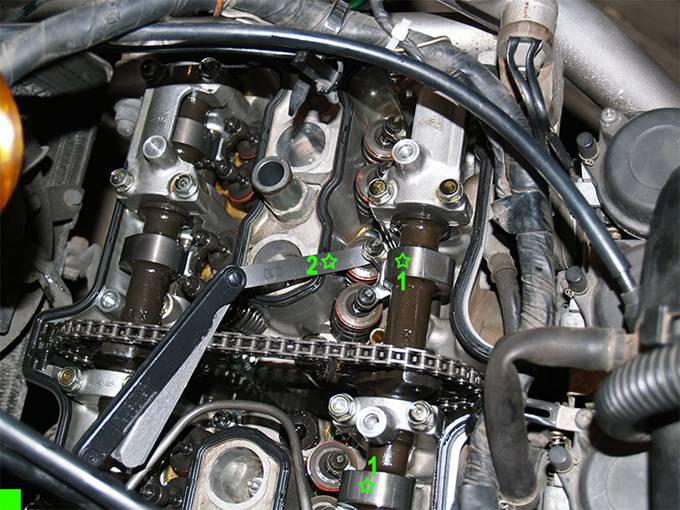
Мы молодцы, теперь нужно перекурить и собраться. Процесс сборки точно в обратном порядке.
Выравниваем прокладку клапанной крышки, аккуратно ставим крышку назад, смотрим на прокладку дабы не зажать и не перекосить (не будьте хЕрургами – не оставляйте там инструмент и незаконтренные гайки). Крепим крышку, затягиваем плотно от руки (не переусердствуйте), от центра в разные стороны. Крепим радиатор (1 болт в верхней части). Устанавливаем крышку вентиляции картера (рис. 2 болты №1) с прокладкой и трубочкой к воздушному фильтру.
Собираем систему охлаждения: шланг через который сливали (не кувырнули еще емкость с антифризом слитым ? - я нет !), ставим назад 3 патрубка с термостатом (система А и болты №3 рис. 1) и зажимаем их (патрубков) хомуты, закручиваем хомут на патрубке в верхней части радиатора. Еще раз посмотрели на все патрубки – молодцы. Берем в руки канистру с антифризом (я залил старый, он у меня свежий , профильтровав и долив такого же) и льем в горловину под крышкой №4 рис. 1 (если льете новый – смотрите как менять антифриз у Serjik’а) – льем до полного (лишнее выйдет), аккуратно (булькает и выплескивается, я положил 1-ые перчатки вокруг горловины) и медленно. Закрываем. Подсоединяем (если убирали) контакты на датчики (у меня 2) на термостате и убираем в жгут провода.
Ставим назад систему зажигания (болты №2 рис. 1) и подсоединяем высоковольтные провода как запомнили (запороть не запорете – но может не завестись). Прокладываем все как лежало (в скобочки) что бы не болталось.
Ставим назад бак, 3 трубочки к нему. Хлопаем сидением и пока курим думаем, что могли забыть (осмотритесь вокруг, «лишних» частей я в этой технике не нашел ). Смотрим на уровень масла (при необходимости долить). Ищем куда убрали ключи и … Когда двигатель начал прогреваться – осматриваем соединения патрубков и не пугаемся дыма (пахучий зараза) от капель антифриза на выхлопной системе и головке блока цилиндров (если есть возможность – протрите, но я не смог таки все стереть).
Suzuki GSX-R forum Russia
Регулировка клапанов на Suzuki GSF Bandit 1200, первое поколение (с картинками)
Эта статья актуальна для мотоцикла Suzuki GSF Bandit 1200 первого поколения (1995-2001 годы). Я не уверен,
но мне кажется, что и для второго поколения инструкция будет аналогичной, так как по внешнему виду,
двигатель там ничем не отличается от того, что установлен на первом поколении. Но категорично это
утверждать не буду.
Задача - отрегулировать клапана. Регулировка производится не шайбами, а винтами.
Признаки, которые могут означать, что клапана нуждаются в регулировке.
1. Газ сбрасывается не так резко, как должен
2. Появились цокающие звуки внутри двигателя
3. Ухудшилась динамика мотоцикла
4. Мотоцикл успел пробежать от 6 тысяч километров с момента последней регулировки.
Я не буду говорить, что это обязательно означает, что клапана нужно регулировать, но это может это
означать.
Спасибо моему ассистенту, на которого я спихнул самую противную работу, а сам стоял важно и надувал щеки.
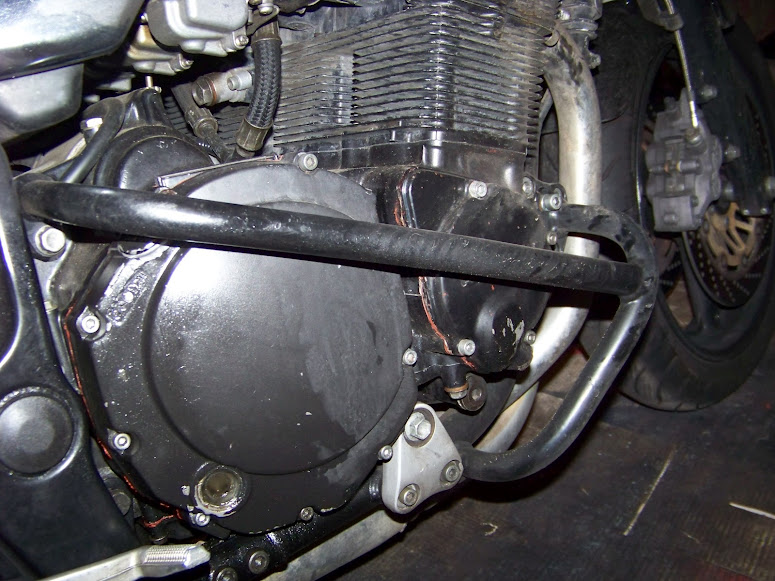
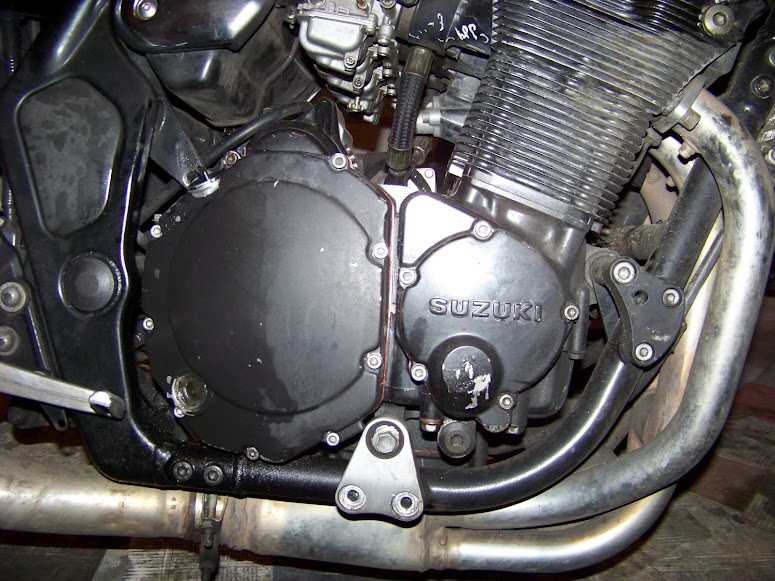
Перед работой снимаем дугу безопасности, так как нам потребуется удобный доступ к правой части двигателя для того, чтобы прокручивать коленвал для установки его в требуемые положения перед регулировкой клапанов
https://lh6.googleusercontent.com/-lKf-B9IWfqs/UCgBUGbmZHI/AAAAAAAAARQ/zYLjDZnqXAE/s775/100_5658.JPG

https://lh3.googleusercontent.com/-IRsNMmOmvIA/UCgBUGbjOkI/AAAAAAAAARU/HBU3-9q5Jso/s775/100_5659.JPG
https://lh4.googleusercontent.com/-wAkDQAr-Kvs/UCgBUt_STnI/AAAAAAAAARY/A4ekoYlLdH8/s775/100_5660.JPG
https://lh6.googleusercontent.com/-2Wk0csDWRqI/UCgBlUbC85I/AAAAAAAAASA/LRzKVyR1034/s581/100_5662.JPG

https://lh4.googleusercontent.com/-0QCecnxhcC4/UCgBi6UVK0I/AAAAAAAAARw/u_pfi4IGci0/s775/100_5663.JPG

https://lh6.googleusercontent.com/-hAAQEo77mM4/UCgBkXS5juI/AAAAAAAAAR4/12kGh9iEHZk/s775/100_5665.JPG

https://lh6.googleusercontent.com/-Filpw4RAS9Y/UCgBvZ_J4_I/AAAAAAAAASM/ajf6iFv5DH0/s775/100_5667.JPG

https://lh3.googleusercontent.com/-mLdM0A60Ok0/UCgBzFHnytI/AAAAAAAAASU/n9jHNvlDgG8/s775/100_5668.JPG

https://lh3.googleusercontent.com/-ix4NxloI1QI/UCgBy224R-I/AAAAAAAAASY/ukmj0L4ru9o/s775/100_5669.JPG

https://lh3.googleusercontent.com/-KpHXKrwF_EQ/UCgB76zMiAI/AAAAAAAAASk/su-26bImgLI/s775/100_5670.JPG

https://lh4.googleusercontent.com/-AcHSJS_r-CI/UCgCCJnQxOI/AAAAAAAAASs/03lm-oTg-bI/s775/100_5672.JPG

https://lh4.googleusercontent.com/-tEEmrBkP3zI/UCgCCUkf_AI/AAAAAAAAASw/VoHMb4R0VU8/s775/100_5673.JPG

https://lh3.googleusercontent.com/-DHRENXTPym4/UCgCFv5p1aI/AAAAAAAAAS8/jgpELAoVmSI/s775/100_5674.JPG

https://lh5.googleusercontent.com/-75YbnPPuG_U/UCgCNEWtpLI/AAAAAAAAATE/AbnDi625nRo/s775/100_5676.JPG

https://lh5.googleusercontent.com/-WcVC9z6A99M/UCgCSJtB40I/AAAAAAAAATM/o1LyETo-IjM/s775/100_5678.JPG

https://lh6.googleusercontent.com/-c_9QHAxq7EQ/UCgCVZOVC2I/AAAAAAAAATU/hUXY0ZL9CHs/s775/100_5679.JPG

https://lh3.googleusercontent.com/-fsVTjhNlsTE/UCgCdp1RIjI/AAAAAAAAATg/9k0wKtCCvew/s775/100_5680.JPG

https://lh3.googleusercontent.com/-LtLrFG20J1c/UCgCdr354uI/AAAAAAAAATc/7uM8RIGis-s/s775/100_5682.JPG
https://lh6.googleusercontent.com/-zW37ibljX4I/UCgCttf8WXI/AAAAAAAAAUE/KAqaHNTGhD4/s775/100_5684.JPG

https://lh4.googleusercontent.com/-lYAcYtfHJwA/UCgCrAIwJqI/AAAAAAAAAT0/5GEscLYDZNM/s775/100_5686.JPG

https://lh3.googleusercontent.com/-Bctn4DEe8rg/UCgCrlAZLLI/AAAAAAAAAT4/aJZdV0qx1W0/s775/100_5689.JPG
https://lh6.googleusercontent.com/-ogOYT6ZEbyM/UCgC2ynbUxI/AAAAAAAAAUY/ASf8U1YKFTc/s775/100_5690.JPG

https://lh6.googleusercontent.com/-CwifN9tlYHI/UCgC1X0NjcI/AAAAAAAAAUM/t19AAW-FhA8/s775/100_5692.JPG

https://lh6.googleusercontent.com/-zPCqaBQSZ4M/UCgC2WJhsbI/AAAAAAAAAUU/JWFE_vUFt3I/s775/100_5694.JPG

https://lh3.googleusercontent.com/-ajheTy3nu0k/UCgC8yEgIXI/AAAAAAAAAUk/Dg31EMTJlVk/s775/100_5695.JPG
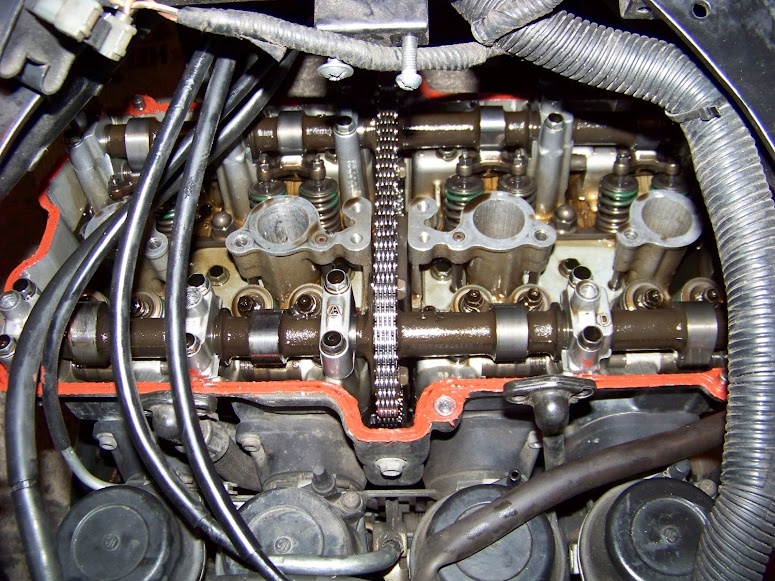
В этом положении можно регулировать следующие клапана: цилиндр 1 - на впуске и выпуске, цилиндр 2 - на выпуске, цилиндр 3 - на впуске. Нумерация цилиндров идет справа налево, если водитель смотрит по ходу движения мотоцикла. Допустимые зазоры на впуске - 0.10 - 0.15 мм, на выпуске - 0.18 - 0.23 мм.
Лично я предпочитаю устанавливать зазоры в средние значения. То есть, для диапазонаа 0.10 - 0.15 я ставлю 0.12 - 0.13 мм, и для диапазона 0.18 - 0.23 я ставлю 0.20 мм. К сожалению, у меня нет щупа на 0.12, но есть щупы на 0.10 - 0.15 мм, поэтому регулировка делается так, чтобы щуп на 0.10 входил в зазор свободно, а на 0.15 не входил вообще. Тогда можно сказать о том, что установленный зазор и будет тем средним, что я ожидаю.
Далее, картинки. Проверяем зазоры, в моей случае они все ушли вверх, поэтому клапана начали цокать.

https://lh5.googleusercontent.com/-8fXz1nq60Jw/UCgC_IApgTI/AAAAAAAAAUw/g-x1S-ZWXdc/s775/100_5696.JPG

https://lh3.googleusercontent.com/-KgStgUVcJOc/UCgDF4bAqlI/AAAAAAAAAVE/L2FL9_9CJa0/s775/100_5698.JPG

https://lh3.googleusercontent.com/-Lxo2f3c0zQo/UCgDFHALlzI/AAAAAAAAAU8/p6FGqqy_NN4/s775/100_5699.JPG

https://lh6.googleusercontent.com/-O_vnFO7LCew/UCgDJHfSqSI/AAAAAAAAAVM/WRk_cE_Wj9E/s775/100_5700.JPG

https://lh4.googleusercontent.com/-VKqO65ej01g/UCgDOBs4XaI/AAAAAAAAAVU/b4Q_fsQwRTA/s775/100_5702.JPG
https://lh4.googleusercontent.com/-eev5_azvSWI/UCgDRNlAgFI/AAAAAAAAAVc/yqhIxiqrmtI/s775/100_5704.JPG

https://lh3.googleusercontent.com/-kHDwaBudnPU/UCgDXZquBsI/AAAAAAAAAVs/D7glwMEX2lI/s775/100_5707.JPG

https://lh5.googleusercontent.com/-QMjYUOxo9Iw/UCgDWkxTUYI/AAAAAAAAAVk/fXRg7VoArTY/s775/100_5705.JPG

https://lh4.googleusercontent.com/-qI0q1nOQ_oY/UCgDcM44nQI/AAAAAAAAAV0/da1bXNKSQWo/s775/100_5708.JPG

https://lh5.googleusercontent.com/-pvshi5Jwm_M/UCgDlPYpDNI/AAAAAAAAAWA/Uuv3N5ZkPE0/s775/100_5710.JPG
https://lh5.googleusercontent.com/-vMNA2apJWsw/UCgCiFiZxbI/AAAAAAAAATs/mhGNcn35IQk/s775/100_5683.JPG

https://lh6.googleusercontent.com/-PqTskhaJvqU/UCgDkC4mmhI/AAAAAAAAAV8/ju5AxH7XwuI/s775/100_5711.JPG

https://lh5.googleusercontent.com/-9PloEAJ087Y/UCgDriubhYI/AAAAAAAAAWQ/q61Ivp2iANo/s775/100_5716.JPG
Заводим на несколько секунд мотоцикл, убеждаемся, что все стуки пропали, что масло не вытекает. Глушим мотоцикл на несколько часов, чтобы высох герметик.
На этом ваша работа закончена.
Удачной регулировки клапанов на бандите 1200.
Аааа красный герметик)))
так же регулируются клапна на бандитах 750 и почти всех воздушно маслянных джиксерах и прочих сузучьих масленниках.
Притирка клапанов
Как проводится притирка клапанов?
Что такое компрессия? Это давление в камере сгорания в конце такта сжатия. Оно может стравливаться через поршневые кольца или через клапанный механизм. В первом случае ремонт подразумевает исключительно замену, а во втором — вполне можно обойтись и без этого. Рассмотрим такие ситуации на примере двигателя ВАЗ.

Прежде всего, стоит сказать, что эта процедура называется «притирка клапанов». В процессе эксплуатации на седлах клапанов образуется нагар, который не дает им полностью закрываться. Таким образом, притирка клапанов позволяет избежать данной неисправности. Как определить, что им требуется притирка? Ответ прост. Если упала компрессия в цилиндрах, то такая операция просто необходима. Дело в том, что притирка клапанов нужна таким двигателям, ресурс которых уже немного исчерпан, а агрегат уже далеко не полон сил.
Изначально между седлом и пояском клапана образуется зазор из-за износа последнего. Поскольку «хлопок» при закрытии довольно сильный, со временем кромка сбивается и нарушается геометрия прилегания. Затем в зазор попадает несгоревшая смесь, которая попросту коксуется на поясках клапанов, что делает зазор еще больше. Как правило, такие проблемы случаются в основном с выпускными клапанами, поскольку впускные «шлифуются» входящими потоками. Кроме того, здесь нет препятствий потоку воздуха, да и в момент, когда температура максимально высока, клапаны находятся в закрытом состоянии.

Теперь непосредственно о том, как производится притирка клапанов. ВАЗ категорически запрещает владельцам данных автомобилей выполнять притирку дрелью. По их словам, так невозможно произвести нужное усилие. Но дело в том, что усилие-то как раз и не требуется. Если его прикладывать, то седло сточится неровно. В этом случае клапан будет неточно центрован, что приведет к появлению зазора с одной стороны. Это чревато вышеописанными последствиями. И все же притирка клапанов дрелью не может быть настолько эффективной, насколько это возможно при использовании специального набора.
Она производится в три этапа. Их очередность зависит от зернистости притирочной пасты, которая меняется в процессе. Если притирка клапанов производится дрелью, то в нее зажимается штифт такого же диаметра, что и стержень. Один конец шланга надевают на этот штифт, а другой — на клапан. Затем седло и поясок смазываются пастой, после чего выставляются небольшие обороты вращения. Если они будут слишком маленькими, то это не страшно — немного увеличится время работы.

Если же они будут велики, то есть риск перегреть и седла, и клапаны. Тогда на них появится характерная синяя полоска. Это верный знак перегрева. После первоначальной обработки стирается паста, потом натирается следующая, меньшей зернистости. После применения третьей пасты поверхности тщательно протираются с керосином. Затем нужно их смазать моторным маслом и повторить процедуру притирки, соблюдая «скоростной режим». Это обеспечит максимально плотное закрывание.
Ну вот, после этого компрессия в цилиндрах заметно возрастет. Следует помнить, что двигатели, степень сжатия которых меньше 8, очень чувствительны к ней. Это сильно сказывается на простоте эксплуатации, поэтому притирку клапанов можно проводить даже между ремонтами, например, через 20 000 км пробега.
Притирка клапанов в домашних условиях своими руками
➤ С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку.

Притирка клапанов с помощью станка

Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров. ➤ Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах. ➤ Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана. ➤ Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Основные этапы
Процедура притирки делится на три этапа:
- На первом этапе головку блока цилиндров разбирают. С помощью рассухаривателя снимаются стопорные кольца, вытаскиваются пружины и вынимаются сами клапаны из головки блока цилиндров. Важный момент, который стоит соблюсти, — все пружины желательно пометить, чтобы впоследствии сборки они устанавливались именно на свои старые места. Это делается в том случае, когда оставляют старые клапаны и пружины. Полностью разобрав головку блока цилиндров, её необходимо отмыть от грязи и нагара. Далее, проводят визуальный осмотр посадочных мест, направляющих втулок на наличие трещин, пробоин, сколов. Если их нет, тогда приступают к следующему этапу.

- Вторым этапом осуществляют притирку клапанов с помощью пасты, используя устройство для выполнения действий вручную. На рабочую поверхность чашки детали наносят состав с грубым абразивом и начинают вращать запчасть в посадочном месте головки блока. Вращают как по часовой стрелке, так и против, распределяя равное количество вращений. Во время вращения деталь плотно прижимают к функциональной поверхности камеры сгорания. По мере притирания состав меняют на более нежный. Тем самым добиваются плавной, плотной притирки. Подобную операцию проводят с каждым из клапанов, находящихся в головке блока цилиндров. Добившись идеальной ровности деталей, а также непосредственно посадочных мест в камере сгорания, приступают к проверке качества притирки.
- Проверяется качество с помощью керосина. Установив обратно клапаны и собрав их механизм полностью, нужно перевернуть головку блока цилиндров, чтобы камеры сгорания оказались перед лицом. Заливают в каждую камеру керосин, оставляя в таком положении в течение нескольких часов, в идеале на одну ночь. После истечения требуемого времени камеры сгорания осматривают. Если жидкость не вытекла через клапаны, значит, всё сделано качественно, процесс можно считать законченным. В случае утечки керосина процедуру нужно повторять до тех пор, пока не будет сделано идеально.
Ручная притирка — процесс довольно долгий, трудоёмкий, сложный. Его проведение требует огромного терпения и внимательности. При отсутствии возможности заниматься подобной кропотливой работой будет лучше доверить её профессионалам, которые выполнят операцию значительно быстрее, обеспечив высокое качество.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.1.
Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
2.
«Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.

Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.

Нанесение абразивной пасты
Инструмент для притирки
Приспособление для притирки клапанов можно сделать из дрели, сверла, шланга и двух хомутов. В патрон дрели зажимается сверло, на него надевается один конец шланга и затягивается хомутом. Другой конец шланга надевается на стержень клапана, вставленного на свое место.
В качестве альтернативы может быть использована специальная присоска, которая одним концом зажимается в патрон дрели, а другим прилепляется к тарелке клапана. При покупке следует ее проверить, обратить внимание на качество материала, из которого изготовлена присоска, поскольку некачественное приспособление будет постоянно отлепляться, и работа значительно усложнится.

После этого остается только нанести притирочную пасту, и можно приступать к процессу. Притирка клапанов и седел должна производиться с соблюдением следующих условий:
- скорость вращения патрона дрели не выше 500 об./мин. во избежание перегрева седел и поясков клапанов;
- притирка осуществляется в обе стороны (имитируется работа газораспределительного механизма).
Статья в тему: Система ASR в автомобиле — что это такое?
Притирка клапанов своими руками на ВАЗ 2106, 2109, 2110, 2112, 2114, 2115
1.
Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
2.
Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
3.
Винтом зафиксируйте инструмент на клапане.
4.
Нанесите на притирочную плоскость тарелки абразивную пасту.
5.
Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
6.
Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
7.
По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.

Так должен выглядеть клапан после притирки
Как притереть клапана на станке
Если есть доступ к станку, лучше воспользоваться им.1.
Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
2.
Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
3.
Остановите агрегат, снимите клапан и протрите его керосином.
4.
После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.

Чтобы обработать седла, нужна вот такая шарошка
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.

Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.

1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.

Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
ПОПУЛЯРНОЕ У ЧИТАТЕЛЕЙ: Ремонт боковых порезов шин своими руками
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным. ➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла. Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.

Статья в тему: Как отремонтировать трамблер самостоятельно
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели. Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла. Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
Suzuki GSF,Bandit.rf 400,.притирка клапанов,замена поршневых колец..Гоша , Хромтау ..
Suzuki GSF400 Bandit. Капитальный ремонт двигателя. Подготовка и сборка блока двигателя.

Suzuki GSF 600N Bandit | Замена масла в вилке | Чистка суппортов мотоцикла | Cузуки бандит 600 1999

оживление suzuki RF400

Suzuki GSF400 Bandit. Ставим ЦПГ и метки ГРМ

бандос ремонт ч 1. SUZUKI BANDIT GSF650S.

Дополнительные материалы
Suzuki GSF400 Bandit. Регулировка тепловых зазоров клапанов.

Сузуки бандит 400регулировка клапанов

Ремонт мотоцикла. Регулировка клапанов SUZUKI GSF 250/400 Bandit. Видео мануал, video manual, repair

сборка двигателя сузуки бандит 250

Обзор на китайские поршневые кольца для сузуки РФ 400,бандит 400

бандит 250 установка распредвалов метки

Притирка клапанов мотоцикла с помощью шуруповерта на примере двигателя Zongshen YX150
Диагностика и ремонт Mitsubishi
нагуглил
Теперь вкраце о процессе притирки. Существует много разных способов притирки, а я делал так:
Кладем ГБЦ на стол.
После рассухаривания очередной пары клапанов, снимаем с каждого обе пружины и нижнюю тарелку и вынимаем сами клапаны. Пружины потом желательно ставить на свое место к впускному и выпускному клапану. На ГБЦ еще остаются тонкие шайбы.
Аккуратно очищаем камеру сгорания и седла (не царапайте рабочую поверхность седел) от нагара, заткнув отверстие направляющей втулки куском тряпки. Все продуваем.
Берем новый клапан, стержень смазываем маслом, на седло наносим притирочную пасту, вставляем клапан на место. Поворачиваем ГБЦ вокруг продольной оси, чтобы был доступ к торцу клапана.
Берем кусок дюритового шланга, например от бензопровода, длиной сантиметров 10, важно чтобы он плотно надевался на торец клапана. В электродрель зажимаем сверло подходящего диаметра. Один конец трубки надеваем на сверло, а другой на клапан. Включаем дрель на небольших оборотах, время от времени включая реверс, а пальцем свободной руки (в хб перчатках) поджимаем клапан к седлу. Добавляем пасту если надо. В результате на седле и клапане должен образоваться равномерный серый поясок шириной около 2 мм. Затем проводим тонкую притирку другой пастой из комплекта.
Проверку качества притирки можно сделать несколькими способами:
а) С помощью простого карандаша.
Нанесите несколько поперечных меток на фаске тарелки клапана и на седле. Прокрутите клапан несколько раз туда-сюда. Если останутся нестертые метки, значит шлифовку надо продолжить.
б) С помощью керосина.
Можно залить в камеру сгорания керосин, если в течение одной минуты нет значительной течи из под клапана, значит притирку можно считать законченной. В книжке указывается время 3 мин. при установленных пружинах. Я проверял, если при снятых пружинах нет значительной течи керосина в течение одной минуты, то при установленных пружинах в течение 3 мин. будет все сухо.
У меня притирка клапанов заняла довольно значительное время, особенно долго пришлось притирать поврежденное седло, там где был прогоревший клапан.
Ну вот, очередная пара клапанов притерта, теперь все тщательно очищаем, протираем, продуваем от остатков пасты. Переворачиваем ГБЦ пружинами вверх и снимаем старые маслосъемные колпачки. Для этого советую купить специальный съемник с цанговым зажимом. Зажимаем старый колпачек в цангу и после 2х-3х ударов снимаем его. Протираем посадочное место тряпкой.
Теперь о напрессовке новых колпачков. Эта операция чрезвычайно простая:
Обильно поливаем стержни клапанов маслом и вставляем их на место. В камеру сгорания подкладываем какую-нибудь тряпочку, чтобы клапана не проваливались и переворачиваем стержнями клапанов вверх, надеваем на торец клапана пластиковый стаканчик, который был в комплекте с колпачками и надвигаем колпачек до упора в направляющую втулку клапана. Стакнчик снимаем. Пластиковый стаканчик защищает рабочие кромки колпачка в процессе его надевания на клапан от повреждений об острые кромки кольцевой выточки под сухари и торца клапана.
Берем оправку для напрессовки колпачков, приобретите ее заранее, если у вас ее нет. Смазываем маслом посадочное место колпачка и легкими ударами напрессовываем его до появления звонкого звука. Визуально проверяем, что колпачек сел до упора. Единственно, у меня возникла проблемка с напрессовкой крайних колпачков у первого и четвертого цилиндра – мешают шпильки корпуса распредвала, пришлось их временно вывернуть.
Ну вот, теперь устанавливаем нижнюю тарелку и пружины на место и засухариваем клапан с помощью той же струбцины. Когда все клапана и МСК установлены, устанавливаем выпускной и впускной коллекторы, очистив от грязи их фланцы, обязательно используем новые прокладки. Затягиваем все гайки необходимым моментом (я использовал динамометрический ключ). Еще раз очищаем привалочную поверхность ГБЦ от остатков грязи и переходим к процессу сборки.
Притирка клапанов
У кого какие способы вымывания алмазной пасты из седел и клапанов после притирки ?
У кого какие способы вымывания алмазной пасты из седел и клапанов после притирки ?
А какие, вообще, могут быть спец.способы? Обильно бензином моешь и компрессором продуваешь. Или, что не так у педантов?
Алмазная пыль внедряется в сталь. Просто так смыть и продуть не прокатывает. В дальнейшем это приводит к тому что алмазы начинают выгорать образуя на клапанах и седлах черные точки, которые затем являются причиной прогорания и херовой компрессии.
:) я бы не задавал вопрос, еслиб знал ответ
Я лишь знаю что изготовитель не применяет притирочные пасты.
приени не алмазную притирочную пасту
У кого какие способы вымывания алмазной пасты из седел и клапанов после притирки ?
Ультразвуковую ванну не пробовал?
Ультразвуком не опробовал, пробовал содой промывать
Пришел к выводу что клапана нельзя вообще притирать, это к стати изготовитель указывает на свежих моделях мотоциклов.
Седло должно быть из под резца подогнано так что притирка не требуется
Я притирал клапана без алмазной пасты, только смесью масла с карбидом бора (порошок такой абразивный, очень мелкий). Получалось очень неплохо, но я сознательно не притирал клапан до абсолютной герметичности. Устанавливал для проверки вместо штатной клапанной пружины другую, совсем слабенькую и заливал керосин в коллектор. Если керосин не вытекает ручьём, а лишь чуть просачивается, этого вполне достаточно.
Думаю производитель мотоциклов не притирает клапана просто по причине изначально высокой точности обработки сёдел, после которой ничего дополнительно подгонять не требуется.
Но вот после самостоятельного ремонта головки и шарошки сёдел вручную, без притирки вряд-ли удастся обойтись.
Думаю производитель мотоциклов не притирает клапана просто по причине изначально высокой точности обработки сёдел, после которой ничего дополнительно подгонять не требуется.
Но вот после самостоятельного ремонта головки и шарошки сёдел вручную, без притирки вряд-ли удастся обойтись.
Основных причин по которым больше в техпроцессе нет притирки две:
- верхний слой клапана состоит из материала который меньше загрязняется, вероятнее всего это нитрид хрома/ нитрид титана
- технологически проще и быстрее использовать резцы которые центрируются в направляющей клапана и позволяют за пару оборотов резца сделать фаску требуемой толщины и угла
Даже если направлялка подзношена это не влияет на качество резки, т.к. резец крепиться в направлялке на конусах.
И для меня самое главное что в притирочных поверхностях клапана и седла не остается ни одной цастицы абразива которая в последствии приведет к прогару
Притирка клапанов сузуки бандит
Репутация: 32
alexey151 Просмотр профиляРепутация: 2
prokrust Просмотр профиля
Репутация: 12
serg Просмотр профиля
Репутация: 337
abrazive![]()
Репутация: 32
serg Просмотр профиля
Репутация: 337
200![]()

Репутация: 70
Покрытие есть на почти всех клапанах, и к примеру по мануалу на ДР250 притирать не надо. Дело тут даже не столько в покрытии, фиг бы с ним, не так сильно и помогает это покрытие. Из личного опыта напишу, что клапаны имеют тонкий стержень и выгибаются прилегая к некруглому седлу. Притираются очень плохо по сравнению с авто клапанами, имеющими толстый стержень. (Притирал авто-клапаны не раз и получалось очень хорошо). Седла согласно мануалу правят зененковкам и далее все расчитано производителем на приработку. По сравнению с авто - головка менее жесткая и при затяжке и нагреве оси клапанов уходят ИМХО намного сильнее от первоначального положения. Притертое и герметичное на столе при затяжке и нагреве даст негерметичное. Именно поэтому после приработки и эксплуатации фаски седел имеют заметно некруглую форму- эллипс или овал (личный опыт) и правятся плохо, с большим снятием металла. У нас ЧЕТЫРЕ клапана, с большими диаметрами тарелок, что еще ухудшает жесткость головки и деформацию при нагреве. Где перемычка между четырьмя отверстиями - там самое большое отклонение от окружности приработанного седла. Короче страдал долго с зенковкой и притиркой, герметичности не добился, собрал как есть и все быстро приработалось. Зря только снимал металл и тратил время.
abrazive![]()
Репутация: 32
serg Просмотр профиля
Репутация: 337
200![]()
Репутация: 70
Проверка бензином, лучше до рассухаривания. Наливаем в выпускной патрубок и ждем.
Затем во впускной. Головку ставим отверстием патрубка кверху. По мануалу на 250.
Почему именно бензином? он растворяет остатки масла в щели сопрягаемых поверхностей клапана и седла.
Мое ИМХо даже при небольшой негерметичности -выставить правильный зазор , ЗАБИТЬ и оставить как есть. Улучшить (по сравнению с авто) гораздо труднее.
Даже зенковка - непростое дело. Пилот (направляющий стержень) зенковки тонкий и нежесткий. Такие конструкции головок с четырьмя тонкими клапанами авто и мото зенкуют на станке со сложным базированием и выставлением. А что в итоге? Опять приработка.
Втулки поменять можно, но если сильно изношены. Заменял, процедура описана в мануале. Отличие - НИ В кОЕМ случае не развертывать запрессованную втулку. Диаметр отверстия под клапан в оригинальных ремонтных втулках уже такой какой надо. Если клапан идет с трением - смазать маслом и покрутить и подвигать. Через пару минут все станет как надо. ъ
По замене втулок есть отличия от мануала, могу написать если интересно кому.
Leksey![]()

Человек с аватарой
Репутация: 258
serg Просмотр профиля
Репутация: 337
200![]()
Репутация: 70
Да, к DR250 и опыту частичной переборки прошлого двигателя. Наездил на перебранном примерно 2-3 т км без проблем и продал. Мог бы и дальше ездить, но уговорили отдать
serg Просмотр профиля
Репутация: 337
200![]()
Репутация: 70
Двигатель. Тот который был исходно на мото. Сейчас стоит поновее. Ещеесть комплект разных железок из которых соберу еще один совсем хороший.
![]()
Репутация: 32
200![]()
Репутация: 70
В двух словах - 1) демонтаж старой втулки простым выколачиванием как предлагается в мануале невозможен ИМХО по причине большого натяга. Применение силы приведет к порче головки. Я это понял довольно быстро и пошел немного другим путем. Для снижения жесткости втулок и уменьшения натяга подсверлил со стороны головки сверлом 6 мм а потом 8 мм. недосверлил нарочно примерно 10 мм чтобы был упор для выбивания. Выбивается латунным стержнем на весу средним или легким молотком. Втулка хрупкая и может рассыпаться при выколачивании. 1 штука из 4-х так и поступила. Это не страшно. Тонкие остатки легко выбиваются латунным стержнем.
2) развертывание отверстия под новую втулку. Ремонтные втулки больше на 1мм по диаметру, как помнится. Развертка регулируемая из автомагазина, используется в отеч. авто, посмотрю, уточню, какая - типа 10-13мм + калибр самодельный. Нужно обеспечить натяг по диаметру 3-4 сотых. тренируемся и регулируем на листе дюраля 10-15 мм толщины с насверленными отверстиями диаметром со старую втулку.
3) запрессовка. Также приведет к плохому результату если применять молоток без всяких хитростей. Применял предварительный подогрев головки на электроплитке, 1-я скорость, надо градусов 150-но не более 200. термопара +тестер или припой легкоплавкий в помощь. Оснастка - латунный стержень со ступеенькой на который надеваем заранее втулку вымочив ее сутки в моторном масле и закрепляем гаечкой. легкими ударами молотка положив головку на доску камерой вниз вставляем втулку до легкого упора пружинным кольцом в поверхность головки. Отдна винчиваем гаечку, извлекаем сержень, кладем головку на плитку, отдыхаем минут пять и готовим новую втулку. Одна втулка у меня треснула, я воспользоввался сначала неудачной оснасткой, но купил сразу на 2 штуки больше (6 штук) поэтому процесс не остановился. Так что аккуратнее и осторожнее.
4) Вставляем в отверстие клапан смазанный маслом. Если не лезет новый , то сначала старый. поерзав туда и сюда и покрутив получаем свободное движение без заметного трения.
5) правим седла зенковками (сделал из зенковок 16 клапанника ВАЗ , 500р, немного отличаются второстепенные углы надо выточить другой пилот, сделал из латуни, еще подточить на диске из зеленого карбида кремния пластинки твердоспл по диаметру. ) собираем головку все смазав насколько возможно. обкатываем. На холостом ходу 20 мин, 1-2 часа остывает, потом еще 20 мин. так 3 раза. Потом с подгазовками на холостом, потом поездить по улице медленно, итд. После обкатки регулируем зазоры по необходимоси.
Ник абразив напомнил мне еще одну причину против притирки упоминаемую в разных источниках- застревание абразива в клапане и седле и их попадание потом в цилиндр. Особенно не рекомендуют пользоваться алмазными пастами - там острые зерна хорошо застревающие в поверхности.
Читайте также: