
Схема управления клапаном газа полуавтомат
Обновлено: 16.05.2024
Схема управления клапаном газа полуавтомат
Блок управления сварочным полуавтоматом БУСП-2

Блок управления сварочным полуавтоматом типа БУСП-2К-506-24, в дальнейшем именуемый "блок", предназначен для управления скоростью подачи электродной проволоки и последовательностью включения исполнительных органов сварочного полуавтомата, обеспечивающих регулирование и выбор рабочего цикла сварки в среде защитного газа. Блок устанавливается в левую нишу сварочного выпрямителя ВДУ-506 и предназначен для работы с полуавтоматами, имеющими электропневмоклапан и двигатель подачи проволоки с питанием 24 В постоянного тока.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ.
1. Напряжение питания на входе:переменного тока (50…60 Гц), 24…36 В
2. Допустимая мощность подключаемого двигателя постоянного тока до 120 Вт.
3. Допустимый ток в цепи включения электропневмоклапана до 1 А.
2. Потребляемая мощность блока с подключенным двигателем полуавтомата, Вт, не более 300
3. Кратность регулирования частоты вращения якоря двигателя,не менее 20
4. Габаритные размеры, мм. 265х185х100
5. Масса, кг, не более 2,5
ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные параметры блока приведены в табл. 1.
Блок обеспечивает:
• динамический разгон якоря двигателя при включении,
• динамическое торможение якоря двигателя при выключении;
• электронную защиту якоря двигателя от перегрузок;
• произвольную остановку сварки "точки";
• местное и дистанционное включение продувки газа при наладке,
• местное и дистанционное включение двигателя подачи проволоки,
• выполнение режимов наладки-сварки,
• местное и дистанционное регулирование скорости подачи проволоки.
• управление включением источника сварочного тока.
В режиме наладки блок обеспечивает выполнение следующих операций:
1) установку необходимой скорости подачи электродной проволоки;
2) выбор рабочего цикла;
3) выбор способа сварки: длинными, короткими швами или сварки «точками»
3.4. В режиме сварки блок обеспечивает выполнение команд начала сварки и ее прекращения.
3.5. В режиме сварки протяженными швами включение сварки осуществляется нажатием и отпусканием кнопки на горелке. Выключение сварки осуществляется повторным нажатием и отпусканием.
В режиме сварки протяженными швами включение сварки осуществляется кратковременным нажатием и отпусканием кнопки на горелке, а выключение сварки – повторным кратковременным нажатием и отпусканием кнопки.
В режиме сварки короткими швами включение сварки осуществляется нажатием и удержанием кнопки на горелке, а выключение сварки – отпусканием кнопки.
В режиме сварки «точками» включение сварки осуществляется нажатием и удержанием кнопки на горелке. Блок обеспечивает сварку в течение времени «Длительность точки» от 0,2 до 8 с. Цикл сварки точки можно прервать отпусканием кнопки.
При включении сварки (рис. 2) блок:

1) включает подачу защитного газа;
2) с регулируемой задержкой времени «Газ до сварки» от 0,2 до 8 с. включает динамический разгон двигателя подачи электродной проволоки и поддерживает установленную скорость его вращения. Одновременно включается источник сварочного тока;
3) обеспечивает стабильность скорости подачи электродной проволоки с точностью не менее 15 % от установленного значения;
При выключении сварки блок:
1) останавливает якорь двигателя подачи проволоки в режиме динамического торможения;
2) через интервал времени “Растяжка дуги”, регулируемый в пределах от 0,2 до 8 с., отключает источник сварочного тока;
3) по истечении интервала времени «Газ после сварки», регулируемого в пределах от 0,2 до 8 с., отключает подачу защитного газа.
После окончания сварки блок возвращается в исходное состояние.
Изменение вылета электродной проволоки после окончания сварки не должно превышать 10 мм, что регулируется временем «Растяжка дуги»;
Блок обеспечивает возможность выполнения сварки с короткими перерывами (0,5..10 c) между периодами горения дуги. С этой целью он допускает повторное включение сварки (двигателя подачи проволоки и сварочного источника) до истечения времени продувки газа.

УСТРОЙСТВО И РАБОТА ИЗДЕЛИЯ
Блок выполнен в конструктиве, встраиваемом в нишу корпуса сварочного источника.
Габаритные и установочные размеры блока приведены на рис. 1.

Конструктивно блок разделен на:
- переднюю панель с установленными элементами управления и разъемом подключения подающего механизма;
- печатную плату с электронными компонентами;
- защитный кожух с установленным разъемом подключения к сварочному источнику.
Назначение элементов управления приведено в таблице 2.

Принципиальная схема платы управления приведена на рис. 3.

Схема подключения типового сварочного полуавтомата приведена на рис. 4.

Монтажная схема платы управления приведена на рис. 5.

Принципиальная схема блока включает в себя следующие модули:
- выпрямитель напряжения питания (VD1…VD4,)
- блок вторичного питания (DA1, DA3, VT1, VD6…VD10)
- индикатор подачи питания на блок (VD11, R11)
- блок формирования команды «Пуск» для всех режимов работы (DA2, DD1…DD3)
- блок формирования временных задержек и управляющих сигналов (DA4, DD4…DD5)
- блок привода двигателя (DA6…DA8, VT2…VT4)
- блок включения газового клапана (VT5)
- блок включения сварочного выпрямителя (VT6, Р1)
Выпрямитель напряжения питания собран по мостовой схеме с фильтром на конденсаторах C1…C3. Напряжение заряда конденсаторов должно быть в пределах от 50 до 100 В в зависимости от величины входного напряжения питания.
Блок вторичного питания представляет собой преобразователь – стабилизатор обратного хода, собранный на специализированной микросхеме DA1 и транзисторе VT1. Блок работает в режиме широтно-импульсной модуляции тока через трансформатор Т1 в зависимости от нагрузки в линиях 15В и 48В. Стабилизированное напряжения 15В обеспечивает микросхема линейного стабилизатора DA3.
Блок формирования команды «Пуск» обеспечивает фильтрацию входных сигналов для защиты от помех и формирует сигнал «Пуск» (вывод 4 DD3) в зависимости от режимов работы :
- в режиме сварки протяженными швами каждое нажатие кнопки на горелке устанавливает или сбрасывает триггер DD1, состояние выхода которого передается на выход блока.
- в режиме сварки короткими швами выход блока повторяет состояние кнопки на горелке (нажато – включено, отпущено – выключено).
- в режиме сварки точками нажатие кнопки на горелке запускает таймер на DA2, который формирует время сварки точки, если кнопка удерживается нажатой, или выключается при отпускании кнопки. Время выдержки таймера регулируется резистором R21 «Длительность точки».
Блок формирования временных задержек и управляющих сигналов на входе получает команду «Пуск» и команды от S4 на включение газового клапана или двигателя. На выходе блока формируются команды:
- включения газового клапана (вывод 11 DD4).
- включения сварочного источника (вывод 3 DD5).
- включения двигателя подачи проволоки (вывод 11 DD5).
При получении команды «Пуск»:
- через DD1 и DD4.4 выдается сигнал на включение газового клапана,
- через R24 «Газ до сварки», R26 и VD15 начинает заряжаться C При достижении порога срабатывания включается триггер Шмидта DD5 и:
- выдает команду на включение сварочного источника,
- через R29 и VD17 быстро заряжает С22 и через DD2 DD4.3 удерживает включение газового клапана,
- через DD2 и DD5.3 выдает сигнал на включение двигателя.
При снятии команды «Пуск»:
- через DD2 и DD5.3 выключается двигатель,
- через R25 «Растяжка дуги», R27 и VD16 начинает разряжаться C При достижении порога срабатывания выключается триггер Шмидта DD5 и:
- снимается команда на включение сварочного источника,
- через R28 “Газ после сварки” и R 72 разряжает С22. При достижении порога срабатывания триггера Шмидта DD2 через DD5.3 DD4.3 выключается газовый клапан.
Блок привода двигателя состоит из узла регулирования тока якоря двигателя (DA6…DA6, VT3, VT4 DA4).
Сигнал задания скорости вращения двигателя с помощью DA8 сравнивается с отмасштабированным и проинтегрированным напряжением на якоре двигателя, суммируется с сигналом, пропорциональном току якоря через резистор R59 «Устойчивость» и поступает на ШИМ-регулятор DA6.
Узел регулирования тока якоря двигателя через VD20 получает сигнал включения двигателя, снимающий блокировку сигнала задания с DA6. Выходной сигнал DA6 управляет работой драйвера транзисторов VT3, VT4. Ток якоря двигателя сглаживается дросселем L1. Разгон двигателя осуществляется при открытом транзисторе VT3, а торможение – при открытом VT4. Таймер DA4 необходим для обеспечения режима динамического торможения.
Схема сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Шаг 1. Описание схемы регулятора сварочного полуавтомата

Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата

Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Шаг 3. Наладка схемы пуска сварочного полуавтомата
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
Skoda Octavia ТЕПЕРЬ и RS и 4x4 › Бортжурнал › Доработка сварочного полуавтомата — подаем газ
Всем привет!)
Как и обещал — публикую отчет о доработке дешманского полуавтомата.
Это мегабюджетный аппарат под флюсовую проволоку 0,6-0,8мм без подачи газа. Флюсовая проволока как всем известно очень дорогая, качество ее как повезет, а масса наплавляемого металла в 1,5 раза ниже против обычной(читай расход выше). А еще у этого аппарата даже наконечники редкие и дорогие… Поскольку денег на приличный аппарат нет — решил допилить этот — поменять горелку и добавить газку.
Для переделки потребуется
Горелка — урвал по случаю(новую) — стандартная под евроразъем с газовым каналом
Евроразъем — ответная часть под горелку
Клапан электрический — подойдет от ВАЗ 2109 — клапан омывателя — его ставят с завода в отечественные аппараты, а в ремонте ставят в импортные =)
Реле — тоже от ВАЗа
Баллон — я взял 2 по 5кг — очень мобильно получается
Редуктор на баллон
Газовый шланг от редуктора к аппарату
Соединительные фитинги
У данного аппарата горелка и рукав не отсоединяются от корпуса — рукав закреплен в подающем механизме. Выкручиваем и вытаскиваем рукав, силовой провод отрезаем с запасом.
Примеряем евроразъем к месту установки — напротив подающего механизма.
Из ответки(разъема) выходит направляющая трубка для проволоки — ее надо закрепить в подающем механизме — в том месте где крепился рукав старой горелки. Снимаем подающий механизм
теперь трубку можно закрепить.
Далее надо прикрепить силовой провод к разъему — для этого я использовал медный луженый наконечник под 10 квадратов на М12 и гексагональные пресс-клещи.
Крепим разъем на корпусе исходя из положения в подающем механизме.
Далее про подключении клапана газа и подачи проволоки.
У этого автомата подача запитана напрямую от силового транса через регулятор — дуга горит — скорость стабилизируется. 12в нужных для клапана нет, питать от силового я решил, что не стоит. Поставил дополнительный трансформаторный БП на 12В 0,5А — под руку попался. Раньше подача управлялась одним проводом — кнопка в горелке замыкала цепь на силовой в горелке и редуктор включался. Теперь эту цепь замыкает автореле от ВАЗ. Параллельно реле включен клапан газа, они подключены к 12В БП через кнопку на горелке.
Проверил — все работает. Клапан открывается, подача включается.
Варить само собой в таком виде еще не пробовал — не хватает еще одного фитинга под газ — закрепить на корпусе полуавтомата для подключения баллона с углекислотой.
P.S.
Я знаю, что этот аппарат гуано, можно не говорить.
Советы по делу приветствуются.
Всем хорошего настроения!)
Skoda Octavia 2006, двигатель бензиновый 1.8 л., 180 л. с., полный привод, механическая коробка передач — электроника
Машины в продаже

Skoda Octavia, 2009

Skoda Octavia, 1998

Skoda Octavia, 2007

Skoda Octavia, 2008
Комментарии 42
Гамно- гамном, а с углекислотой на переменке варит отлично.Х.з. как это объяснить, то-ли сеть у нас другая, то-ли что…но варит…сучёк.Есть ещё контур-150(инверторный), так с тем морока, а с этим никаких проблем.
Клапан газа от омывателя не заедает?
Не, мне его порекомендовали в сервисе по ремонту сварочных аппаратов официальном. Типа он лучше китайского оригинального который плавится от долгой работы
Обьясните пожалуста подробно куда что какой провод
На китайский МИГ 195 поставил рукав фирмы Binzel.Родной дроссель викинул нафик.Смотал самоделнный на сердечнике (180-100-60мм)от трасформатора 12 волт.Такие примениалис для мобильного освещения.Мотал медной шиной от стартера Камаза или комбайна Нивы сколь влезло.Один конец сердечника пропилил болгаркой и поставил гетинаксовую прокладку 1-3мм экспериментальным путем и пропитал лаком пф.А с газом повозился.Моторчиком подачи проволоки управляет тиристор КУ 203.Поставил параллельно еще один, думал будет уравлять клапаном газа.Ничего неполучилось-моторчик засвистел на все обороты.Поступил иначе.Нашол трансформатор ТВК 110 или ТВЛ 110 и подключил к питанию главного трансформатора.Из вторичной обмотки ТВК 110 взял 12 волт и подключил к клапану газа(от сзиженного газа автомобилей легковых или грузовых через мостик выпрямитель от старого телевизора (диоды Д226БВ.Клапан по ребляет 8 вт.К клапану газа параллельно подключил китайский конденсатор 22000 мкф 63в(там ни 10000мкф нет).Но 2200мкф нигего нидает.Тепер газ подается одну полторы секунды после выключения тока и остановки проволоки.Теперь на макс 1-2 варит даже очень-то неплохо.Еще было бы хорошо ведущий ролик подперет сверху маленким подшипником на тугой пружине.Но такие переделки много стоит если все покупать и много времени отнимает.
Привет, сможешь все подробно разжевать про установку реле на подачу газа?
питание — кнопка — клапан омывателя — больше ничего нет
а запитать релюшку от моторчика подачи проволоки не получится?
моторчик запитан через регулятор оборотов, который в свою очередь питается от сварочного транса — напряжение на нем меняется.
ага, понял.значит в любом случае надо ставить трансформатор 220В/12В…любой в принципе должен подойти?лежит просто от колонок китайских как раз 220/12в
Не надо лепить лишнего. Берешь"+" с силового, покупаешь на рынке радиодеталей переменный резистор 25 или 50 Ват (примерно 10 ком) и диодную сборку и собираешь схему подачи на моторчик. Проще уже некуда.
моторчик запитан через регулятор оборотов, который в свою очередь питается от сварочного транса — напряжение на нем меняется.
привет!
пришлось менять на telmig 180/2 горелку на евро, столкнулся с проблемой отсуствия клапана, быстро прочитал про этот клапан, купил, приколхозил, питание на него взял с проводов, идущих на моторчик подачи проволоки, потестил не собирая всё, газ включается, отключается, всё хорого, но когда собрал до конца столкнулся с тем, что при нажатии на кнопку на горелке клапан не сразу открывается и не закрывается вообще… что делать?
Сделать подачу газа в сварочнике где газ не предусмотрен?
Абсолютный новичок в сварке. Как часто бывает, пришла необходимость переварить гнилые крылья и пороги на старенькой машине. Купил бюджетный полуавтомат Eland MIG-130, который варит только порошковой проволокой. Уже потом я понял что сварка проволокой - сварке проволокой рознь. И что в среде газа варить безусловно лучше, легче и намного качественнее. Но на моем аппарате к сожалению отсутствует штуцер для подключения газа. Я смотрю некоторые с нуля собирают сварочные полуавтоматы у себя в гаражах. Наверное существует и возможность подключить к такому вот недо-полуавтомату газовый балон. Может ли кто подсказать как это можно сделать? Ну как бы пошаговую инструкцию. Я так понимаю первое - это покупка горелки в сборе вместе с газовой трубкой и клапаном. А как сделать чтобы все взаимодействовало дальше. И можно ли это сделать без каких либо спец навыков?
Прикрепленные изображения
Покупаете горелку, баллон, газовый редуктор. Шланг подачи газа напрямую к газовому редуктору и вырабатываете навык - закрывать газ в перерывах. Это самый простой вариант.
- Участник
- Cообщений: 4 166
Есть горелки с встроенным клапаном газа в ручке - нажимаешь кнопку и газ подается - ни какой электрики. Вам бы такую горелку, шланг, редуктор и баллон с газом. Соеднять всё вместе и варить.
Да, ещё полярность источника, скорее всего, надо будет менять, так как при сварке в среде защитного газа плюс должен присоединятся к горелке, а минус - к детале.
- Участник
- Cообщений: 579
Лирическое отступление.)Как то пришел я по молодости на работу устраиваться, а меня на собеседовании и спрашивают. А вот можно в гараже при сварке полуавтоматом обойтись без углекислоты? Например подсоединить шланг к выхлопной трубе автомобиля, завести двигатель и варить? Я им ответил. Но после такого вопроса решил, что не стоит ходить на собеседования куда попало.))
- Участник
- Cообщений: 579
Есть такая фишка на современных полуавтоматах Эсаб. Под крышкой полуавтомата спрятан тумблер переключения для сварки цельнометаллической сварочной проволокой и второе положение для сварки порошковой проволокой. И сдается мне, что то этот тумблер меняет в поведении полуавтомата. В данном случае идет речь о проволоке полностью самозащитной. Возможно придется еще и ролики подающего поменять, а возможно и нет если универсальные стоят. Посмотрите маркировку, может есть на роликах. Если S - то скорее всего Solid wire - для сплошной проволоки, Если С - Cored wire то эти скорее всего пойдут только для порошковой.
И еще можд Вы не ту проволоку покупаете, есть ведь порошковая проволока для сварки в защитном газе, а есть самозащитная для сварки без защитного газа. Может я и не прав никогда вот такими приколами не баловался, ну меня тут поправят если что.) Ну вобщем как то так.)
- Участник
- Cообщений: 4 166
Если уж есть желание возиться купите евроразъем и врежьте его в корпус. Подсоедините к нему провода управления которые у вас идут на кнопку горелки. Подсоедините к нему силовой провод, так что бы была возможность менять полярность сварки. Подсоедините к нему трубку и выведите ее через магнитный клапан наружу. Клапан разумеется придется купить и подсоединить к схеме. Вероятнее всего параллельно с механизмом подачи. К штуцеру магнитного клапана подсоединяйте шланг идущий от баллона через редуктор с расходомером. Получите много опыта, геморроя и полуавтомат с газом. Только еще раз повторюсь, варить он лучше не станет. Ибо регулировки на нем ступенчатые а значит о тонкой подстройке и речи быть не может. Потратьте время на поиск хорошей флюсовой проволоки и изучение настроек. Вы себе стереотип создали, но движение в этом направлении ваших проблем не решит. Лучше уж продайте, добавьте денюшку и купите полноценный. Благо щас выбор есть.
Эт точно,там очень слабенький трансформатор,жёсткой характеристики не обеспечит. Порошковая требует гораздо меньший ток и стабильность напряжения.
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
- Участник
- Cообщений: 4 166
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
Зачем у такого маленького аппарата евро разъем, горелки то не может понадобится менять.
- Гость
- Cообщений: 2
Большое спасибо за ответы! Не ожидал, что так подробно все ответят и помогут новичку. С деньгами у меня очень туго, не от хорошей жизни сам решил крылья варить, а не отвезти в автосервис, и объективно сварочник я уже менять не буду. Этот не продашь, он попросту никому не нужен. Если только за пару тысяч, как говорится за символическую плату в хорошие руки. Для меня это нереально. Пока попробую поэксперементировать с проволокой. А потом всетаки заморочусь с подключением балона, думаю хуже не будет, если я добавлю универсальности. С флюсом всегда можно будет вернутся.
И так для переделки я так понимаю мне нужны, конкретно:
1) Горелка в сборе, с газовым каналом, с клапаном открытия газового канала в рукоятке.
2) Балон газовый
3) Редуктор с 2-мя манометрами Давление газа в балоне и давление подачи газа в горелку.
4) Переходник с трубки канала газа в горелке на газовую трубку из балона. А лучше врезать штуцер в заднюю крышку. Тогда штуцер и будет собственно переходником.
Для меня остался открытым вопрос: насколько я понял газ должен начать подаваться за 2-3 сек до подачи напряжения на проволоку. Как можно автоматизировать этот процесс? Где то я читал можно использовать помпу подачи омывающей жидкости на заднее стекло ВАЗ 2108. Но я могу ошибаться, интернет он такой, могут и бред написать. Вообщем может кто подскажет конкретно как решить эту задачу?
Устройство и схема самодельного сварочного полуавтомата
Вниманию любителей «чинить» автотранспортные средства своими руками предлагается для самостоятельной сборки авторская схема и конструкция сварочного полуавтомата в углекислотной газовой среде с автоматической подачей сварочной проволоки в зону сварки.
Назначение и описание устройства
Автолюбители знают, что для сварки кузова «железных» коней одного лишь аппарата дуговой электродной сварки переменного тока недостаточно – тонкий металл кузова требует аккуратной и желательно быстрой точечной сварки. Конечно, существует несколько типов сварочных аппаратов разного рода, доступных для частных автовладельцев, например – ацетилено-кислородная сварка или сварка в среде углекислого газа.
Но по сравнению с ацетилено-кислородной сваркой полуавтоматическая сварка в среде углекислого газа имеет существенные преимущества:
- зона термического влияния очень узкая, поэтому деталь деформируется очень мало или вовсе не деформируется;
- краска на детали выгорает тонкой полосой, что уменьшает объем подготовки, рихтовки и окраски изделия;
- т.к. скорость расплавления электродной проволоки очень высока - общая производительность сварки выше в 2-3 раза;
- качество сварочного шва лучше;
- не требуется очень точной подгонки деталей перед сваркой;
- качественный шов получается даже при разных толщинах свариваемых деталей;
- углекислый газ менее дефицитен, чем кислород или ацетилен;
- способ сварки осваивается легко и быстро.
Для полуавтоматической сварки в среде углекислого газа отечественной промышленностью выпускается различное оборудование: А-537, А-537У, А-547Р, А-825М, А-1230М и др., поэтому организациям более интересными могут оказаться именно эти готовые промышленные устройства, а любителям, державшим в руках паяльник автор предлагает самим собрать разработанный им подобный несложный аппарат, который он эксплуатирует уже 3-й год.
С одной стороны углекислый газ защищает расплавленный металл от воздействия кислорода и азота воздуха, с другой стороны - он разлагается на окись углерода (угарный газ) и кислород, который окисляет металл. Для компенсации окисления применяют специальную омедненую электродную проволоку, содержащую кремний и марганец: Св-08ГС, Св-08Г2С, Св-10ГС, Св-12ГС, как нетрудно догадаться из обозначений - 0.8, 0.8, 1.0 и 1.2 мм диаметром соответственно. Практические числовые данные, которые должны достаточно точно выдерживаться (особенно это касается напряжений) во избежание плохого качества сварки, приведены в таб.1.
Режимы сварки в углекислом газе
Диаметр проволоки, мм
Толщина детали, мм
Сварочный ток, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Автор в своей конструкции использовал 0.8 мм омедненую электродную проволоку, которую удалось купить на рынке. Поэтому схема рассчитана именно на режим работы, соответствующий первой строке таб.1.
Схема устройства
Его основа – мощный сварочный трансформатор Т1, который подключается к сети 220В коммутатором на включенных встречно-параллельно оптотиристорах VS1,VS2, управляемых ключом VT1-VT2 и обеспечивает:
- сварочное напряжение с выходной обмотки II (согласно первой строке таб. 1), выпрямленное мостом VD1…VD5, сглаженное фильтром L1-C1 (R3 балластный резистор, разряжает С1 на холостом ходу);
- напряжение питания (с выходной обмотки III) электродвигателя, подающего сварочную проволоку, который включается ключом VT8 через стабилизатор напряжения C6-DA2-R11-R12-C7 и выходной мощный транзистор VT7;
- напряжение питания (с выходной обмотки III, пониженное до 12 В резистором R9) газового клапана KL1, который включается электронным ключом VT5-VT6.
Переключателем SA2 первичной обмотки можно изменить выходное напряжение примерно от 18. 21В.
Включение аппарата производится нажатием на кнопку SA1 «Пуск», которая подключена на вход каскада на VT3 (с R4C2-цепью на входе), который представляет собой антидребезговый ключ с двумя проводами от кнопки (если желаете, то можно применить стандартные антидребезговые решения на ИМС триггеров, логических элементов, но они требуют три провода от кнопки, а внутри примененного автором стандартного промышленного «держака» сварочного полуавтомата проложено только два провода для кнопки).
К аналогичному ключу на VT4 подключен кремниевый диод VD14, который может быть закреплен в качестве термодатчика на самой горячем узле схемы при его продолжительной работе, подберите резистором R4 подходящий температурный порог срабатывания, при котором VT4 закроется и через DD1.4 отключит все узлы аппарата. Но если Ваша конструкция нигде не перегревается при продолжительной работе, то весь узел VD14-R4-R6-C3-VT4-R7-DD1.4 можно удалить из схемы.
Необходимые фазы управляющих сигналов для выходных узлов аппарата (T1, газового электроклапана KL1, электродвигателя) обеспечивает всего одна ИМС DD1 155ЛА3, которая вместе с вместе с VT1, VT2,VS1,VS2, VT3,VT4 питается стабилизированным DD1 напряжением 5В от низковольтного выпрямителя T2-VD9…VD13.
Выпрямительные диоды VD1-VD5 – мощные, на соответствующий сварочный ток, они могут быть следующих типов: Д151-160 (максимальный прямой ток 160 А), Д161-200 (максимальный прямой ток 200 А), В200-6 (максимальный прямой ток 200 А), В2-200-9 (максимальный прямой ток 200 А). Остальные радиоэлементы, думаю сложностей в выборе или замене не представляют.
Конструкция
Сварочный T1 должен иметь мощность около 2.5-3 кВт. Автор рассчитывал его исходя из имеющегося обмоточного материала, т.е. медной шины сечением 6 х 8 мм для вторичной обмотки II T1 и стержневого (О-образного) магнитопровода (площадь сечения сердечника 42 кв.см., площадь «окна» сердечника 200 кв.см.) на напряжение 21 В и ток 120 А.
Обе обмотки мотаются симметрично, т.е. на стержневой (О-образный) сердечник половину обмотки на каждую сторону. И не забудьте правильно соединить половинки между собой, синфазно (конец одной с началом другой), иначе получите 3 киловаттный электрообогреватель ;-). И то ненадолго: сгорит обмотка или электропроводка без предохранителя. Если будете использовать в своей схеме SA2, то сделайте отводы по 1 витку от края обмотки.
Первичная обмотка I и вторичная III трансформатора T1 намотаны одним и тем же проводом диаметра 2.5 мм в бумажной изоляции.
Низковольтный трансформатор T2 рассчитывается аналогично на выходное напряжение 6В и ток нагрузки 1А.
Дроссель L1 намотан толстым сварочным кабелем на статоре какого-то двигателя с прорезью, т.е. его индуктивность получилась произвольной, порядка 10…20 мкГн. Конденсатор С1 имеет емкость 4000 мкФ, но можно поставить и больше. От стабильности напряжения зависит качество дуги, а следовательно шва сварки.
В качестве двигателя автор использовал двигатель на 24 В стеклоочистителей от "КамАз"-а. Он потребляет ток порядка 3 А.
Газовый клапан - опять-таки с автомобиля – 12-ти вольтовый клапан подачи воды к стеклоочистителю с «восьмерки» (ВАЗ 2108). Потребление - около 0.4 А.
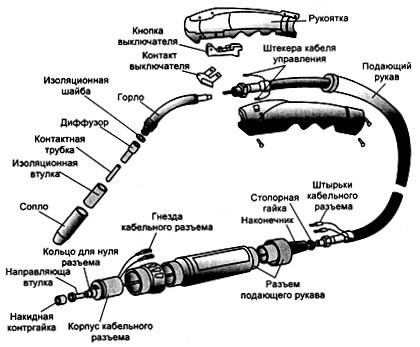
"Держак" сварщика - промышленного производства для сварочных полуавтоматов (тип к сожалению не знаю): резиновый пустотелый шланг
3 см в диаметре, внутри проходит стальная витая "рубашка" для сварочной проволоки и два изолированных провода для кнопки "Пуск". По шлангу подается углекислый газ из баллона. На одном конце шланга – разъем с контактами, штуцером для газового шланга, отверстием для «рубашки» и гайкой, крепящей весь разъем к ответной части. На другом конце шланга – сам «держак»: пластмассовая ручка с нишей под кнопочный переключатель и трубка с наружной резьбой, на которую устанавливается наконечник, сквозь который выходит проволока – рис.3.
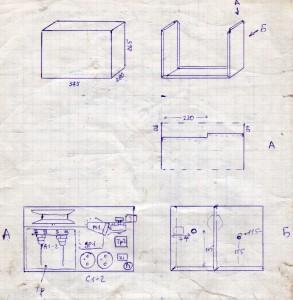
Для размещения всех узлов и схемы сварочного полуавтомата своими руками был подобран подходящий металлический корпус на колесиках (туда поместилось все, что обведенно штриховой линией на схеме). Сварочное напряжение снимается с контактных болтов, выведенных в стенку этого корпуса, а остальное размещено так, см. рис.4:

Газовый клапан KL1, а также C7, R11, R13, VT7, VT8, R14 размещены в отдельном небольшом корпусе (тоже с колесиками на одной стороне), на котором также размещен разъем, коммутирующий выше перечисленные элементы с основной платой устройства.
SA1 «Пуск» - кнопка, размещенная в нише «держака» сварщика.
Примечание:
Последний опыт эксплуатации аппарата показал, что в эмиттерную цепь транзистора VT2 стоит установить резистор 1-2 Ома 1Вт для продления ресурса светодиодов в составе опттотиристоров.
Сварочный полуавтомат 30А - 160А своими руками

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата

Вообще

Вид спереди

Вид сзади

Вид слева

В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм

Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
↑ Схема и детали сварочника


Вид на монтаж

Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.

В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.

Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()

Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика



Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Сварочный полуавтомат из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции - далее.

В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.

Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.

Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.

Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.

Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

Устройство узла горелки
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.

Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора

Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
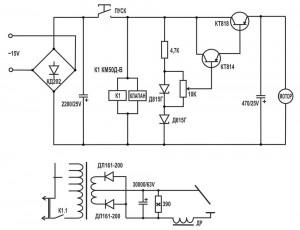
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Читайте также: