
Установка гбц приора 16 клапанов
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
Схема и момент затяжки ГБЦ в автомобилях LADA Priora

Многие владельцы Лада Приора в процессе обслуживания и ремонта автомобиля проводят самостоятельную замену прокладки головки блока или притирку клапанов. В ходе выполнения таких работ важно соблюдать последовательность и момент затяжки ГБЦ на Приоре.
В каких случаях нужна затяжка блока?
В процессе эксплуатации любого автомобиля, в том числе и ВАЗ 2170 Приора, на головку двигателя оказывается долговременное циклическое воздействие газов, находящихся в цилиндрах мотора. На старых силовых агрегатах затяжка винтов ГБЦ могла ослабевать от таких нагрузок и ее периодически требовалось доводить до нормального уровня. Сегодня на всех моторах ВАЗ Приора применяются болты из специальной стали, которые затягиваются один раз на весь срок своей службы.
При появлении утечки охлаждающей жидкости и масла дополнительно подтягивать и протягивать эти болты не имеет смысла, поскольку это не улучшит герметичность стыка. Единственным правильным способом борьбы с течью является снятие головки, проверка ровности сопрягаемых поверхностей и замена прокладки. После выполнения любых ремонтных работ, связанных со снятием головки с двигателя, требуется ее обтяжка с соблюдением всех необходимых условий.
На видео от автора Alex ZW показан процесс установки головки блока на 8 клапанный мотор.
Нюансы работы
Если на машине стоит 8 клапанный двигатель, то на нем могут применяться разные по размеру крепежные болты головки:
- на старых моторах 21114 используются винты М12*1,25 с шестигранной головкой;
- на более современных 21116, которые вышли в производство приблизительно с середины 2011 года, установлены элементы М10*1,25 с головкой под «звездочку».
При установке снятой головки необходимо использовать новые винты, поскольку старые будут растянуты и иметь внутренние повреждения.
Также на моторах используются разные по конструкции прокладки — комбинированная на старом агрегате и полностью железная на новом. Процедура затяжки болтов для двигателей с металлической и комбинированной прокладкой абсолютно идентична.
Основными нюансами при выполнении работ является проверка длины крепежных элементов, соблюдение последовательности закручивания винтов и контроль усилия при затяжке. Нарушение этих условий приводит к повреждениям деталей и необходимости выполнения дополнительных ремонтных работ. Сама процедура не является сложной и может быть сделана самостоятельно в любом удобном месте — в гараже или на открытой стоянке, за исключением случая монтажа головки на двигатель, которую желательно устанавливать в закрытом помещении.
Важно помнить, что затягивание болтов «на глазок» без динамометрического ключа недопустимо, поскольку не будет обеспечено равномерное прилегание сопрягаемых поверхностей головки и блока.
Инструменты и материалы
Перед началом проведения процедуры затяжки следует подготовить все необходимое для выполнения:
- ключ со встроенным динамометром до 100 H⋅м;
- набор головок и обычных ключей;
- ключ Тогх Е14;
- штангенциркуль для замера остаточной длины болтов;
- пластина с размеченной шкалой до 180 градусов;
- новые болты.
Динамометрический ключ — важный инструмент для самостоятельного ремонта
Пошаговая инструкция
Последовательность выполнения операции на 8 клапанном двигателе:
- Протереть поверхности ГБЦ и осушить отверстия под болты в блоке мотора.
- Установить прокладку на блок, выставить ее по направляющим.
- Смонтировать сверху головку и вставить 10 крепежных болтов М10 или М12. Если владелец решил сэкономить и оставить старые винты, то они должны иметь длину не более 135,5 мм.
- Затянуть элементы по схеме. Сила затяжки должна составлять не выше 20 H⋅м.
- Затем нужно повторно протянуть болты. Усилие второй затяжки должно быть в пределах от 70 до 85 H⋅м.
- Далее нужно затягивать винты с доворотом на 90 градусов в той же последовательности. Угол доворота можно контролировать по специальному приспособлению, представляющему собой пластину с приделанной шкалой от 0 до 180 градусов.
- В соответствии с регламентом, нужно довернуть болты еще раз на 90 градусов.
- Крепление 8 клапанной головки к блоку закончено.
- После сборки мотора необходимо проверить качество работы, запустив и прогрев двигатель. Надежно затянутый стык головки и блока не должен пропускать рабочих жидкостей из картера силового агрегата.
Самодельное приспособление для контроля угла доворота
В случае установки на машине более мощного и современного мотора на шестнадцать клапанов, например, модели ВАЗ 21126 или сокращенно 126 процедура протягивания болтов имеет свои особенности.
Для того чтобы правильно выполнить затяжку винтов ГБЦ на таких агрегатах нужно:
- Убрать замасливание с сопрягаемых поверхностей и проверить отсутствие жидкости в отверстиях болтов.
- Осуществить установку прокладки, отцентрировать ее и уложить сверху головку.
- Вставить в направляющие отверстия 10 крепежных винтов М10*1,25, предварительно смазав резьбу моторным маслом. Если решено использовать старые болты, что допустимо для 16 клапанных головок, то их остаточная длина не должна превышать 98 мм.
- Выполнить предварительную протяжку по схеме с моментом 12-20 H⋅м.
- Увеличить степень затяжки до 26-34 H⋅м и повторно пройти все болты в такой же последовательности.
- Затем необходимо довернуть винты на 90 градусов, при этом усилие составит около 50 H⋅м.
- Повторить затяжку на 90 градусов еще раз, момент на ключе будет примерно 80 H⋅м. Некоторые инструкции рекомендуют выдерживать между доворотами до 20 минут, но на практике не выявлено никаких преимуществ такой схемы.
- После сборки силового агрегата следует проверить качество выполненной работы.
Процедура протяжки головки на двигателях 1,8 литра, которые представляют собой моторы 1,6 л с увеличенным цилиндром, полностью идентична описанной выше.
Если в процессе выполнения работы к болтам приложен правильный момент усилия, соответствующий конструкторским расчетам, то прокладка будет равномерно и плотно прижата по стыку, обеспечивая надежное и герметичное соединение. Важно отметить, что если требуется снимать головку блока с двигателя, то ослабление винтов также производится по установленной регламентом схеме. Хаотичное откручивание элементов приведет к деформации головки и появлению невидимых микротрещин.
Фотогалерея
На фото ниже показан порядок отворачивания болтов и их затяжки, который необходимо учитывать при ремонте головки блока цилиндров на ВАЗ 2170 Приора.

Схема отворачивания болтов на моторе с 8 клапанами

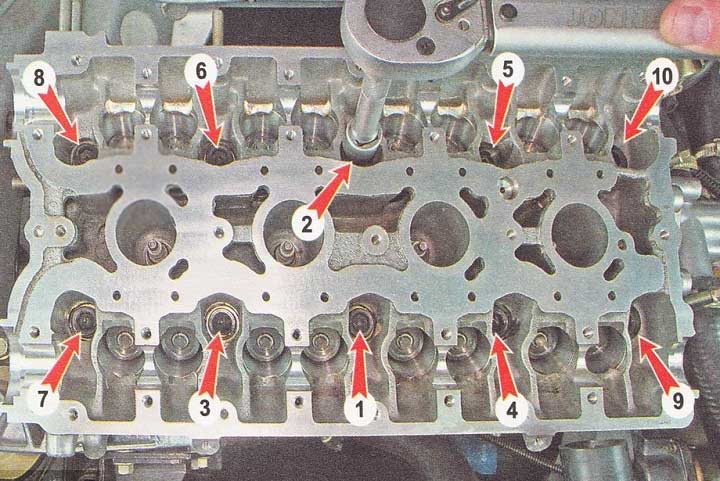
Схема отворачивания болтов на моторе с 16 клапанами

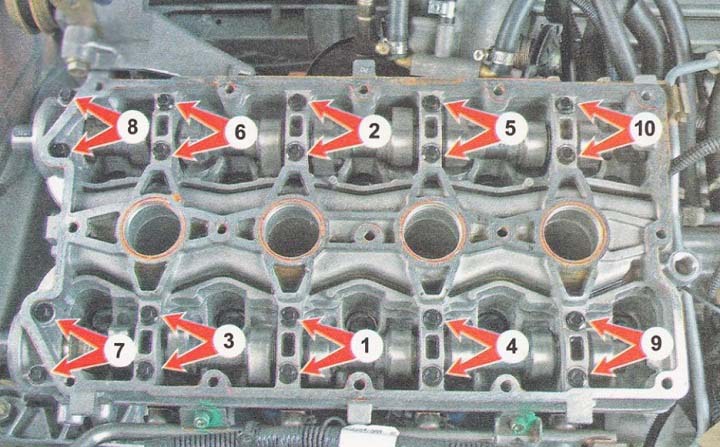
Схема затяжки 16 клапанной головки

Схема затяжки 8 клапанной головки
Видео «Установка и затяжка головки блока на Приора»
Сборка верхней части 16 клапанного двигателя представлена на видео от канала Expert R.

Головку блока цилиндров можно снять в сборе с распределительными валами и термостатом (для доступа к шатунно-поршневой группе, для замены прокладки и т. п.). Если головка подлежит ремонту, целесообразно ее максимально разобрать еще до демонтажа с блока цилиндров.
Для выполнения работы потребуются смотровая канава или эстакада, а также новая прокладка головки блока цилиндров.
Снятие
1. Сливаем из двигателя охлаждающую жидкость.
Рекомендация
Если предстоит ремонт шатунно-поршневой группы, целесообразно сразу слить масло из картера двигателя.
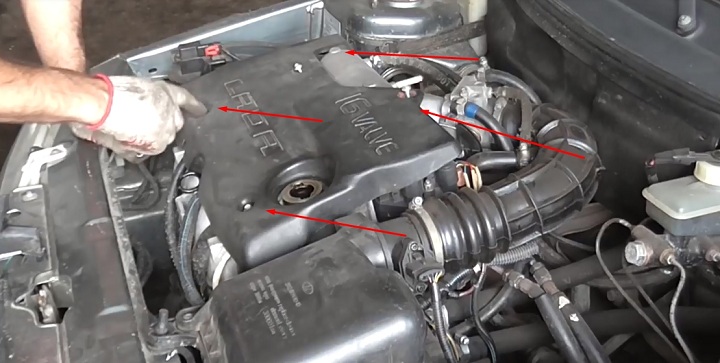
2. Снимаем декоративную накладку двигателя.
3. Снимаем кронштейн верхней штанги крепления силового агрегата.
4. Ключом на 10 мм отворачиваем болт крепления наконечника провода «массы» и отсоединяем его от головки блока. Отсоединяем колодку проводов от датчика аварийного давления масла.

5. Чтобы не повредить, отсоединяем колодку провода от датчика температуры охлаждающей жидкости .
6. Отсоединяем корпус термостата от головки блока цилиндров.
7. Снимаем крышку головки блока цилиндров.
9. Извлекаем из посадочных отверстий гидротолкатели.

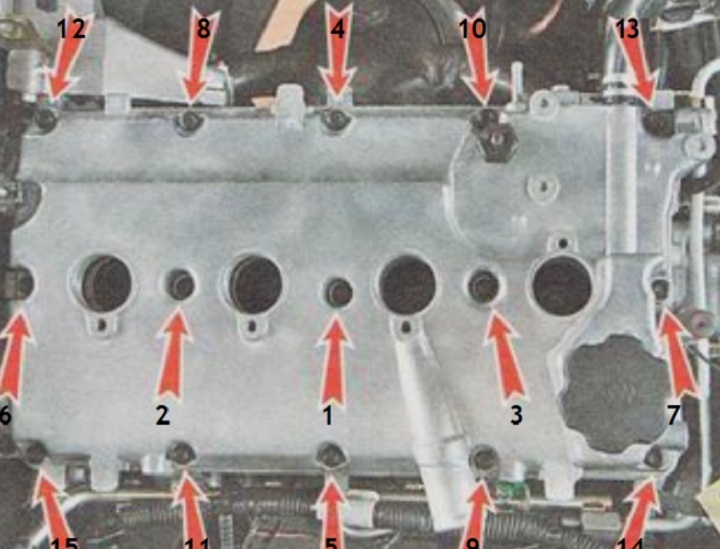
Последовательность отворачивания болтов крепления головки блока цилиндров
10. Снимаем каталитический коллектор.
Замечание
Датчики положения распределительного вала и указателя температуры можно не снимать, но при этом нужно снимать головку с блока цилиндров аккуратно, чтобы случайно не повредить датчики.
11. Равномерно, в несколько приемов шестигранным ключом на 10 мм отворачиваем десять болтов крепления головки блока цилиндров.

12. Снимаем головку с блока цилиндров.
13. Снимаем прокладку головки блока цилиндров.

14. Чтобы не потерять, вынимаем две направляющие втулки из посадочных отверстий в блоке цилиндров.
15. Промываем головку блока цилиндров от грязи и отложений керосином или дизельным топливом.
Установка
1. Удаляем из резьбовых отверстий блока цилиндров (под болты крепления головки блока) остатки масла и охлаждающей жидкости.
2. Протираем тканью привалочные плоскости головки и блока цилиндров, обезжириваем их растворителем.
При установке головки блока цилиндров всегда используйте новую прокладку. Попадание масла на поверхность прокладки недопустимо.
3. Устанавливаем направляющие втулки головки в посадочные места блока цилиндров. Укладываем на блок цилиндров прокладку, при этом направляющие втулки должны войти в соответствующие отверстия прокладки.

4. Устанавливаем на блок цилиндров головку. Слегка перемещая головку из стороны в сторону, добиваемся, чтобы направляющие втулки вошли в соответствующие углубления головки.
Предупреждение!
Повторное использование болтов крепления головки блока цилиндров допускается только в том случае, если их длина не превышает 100 мм.
5. Штангенциркулем или слесарной линейкой измеряем длину болтов. Болты длиной более 100 мм заменяем.

6. Перед установкой окунаем резьбовую часть болтов в моторное масло, после чего даем маслу стечь, выждав около получаса.
7. Устанавливаем в отверстия головки болты ее крепления. Динамометрическим ключом затягиваем болты крепления головки в три приема — сначала моментом 20 Нм (2 кгсм), затем доворачиваем болты на 90° и потом еще раз доворачив¬ем болты на 90°. При этом соблюдаем очередность, указанную на фото (см. выше).
Момент затяжки ГБЦ Лада Приора 8 и 16 клапанов своими руками

Иногда случается так, что необходимо срочно заменить прокладку или поменять ГБЦ. Подобные работы на СТО стоят немало и чтобы сэкономить, можно попробовать самому. Работа эта несложная, но требует внимательности, главное, соблюдать последовательность и момент затяжки ГБЦ Приора 16 клапанов.
Здесь также нужно знать, что последовательность затягивания на 16 кл и 8 кл агрегатах отличается, поэтому нужно быть внимательным. Момент на 16 и 8 клапанном силовом агрегате одинаков и проходит в четыре круга.
В каких случаях нужна затяжка блока?
В процессе эксплуатации любого автомобиля, в том числе и ВАЗ 2170 Приора, на головку двигателя оказывается долговременное циклическое воздействие газов, находящихся в цилиндрах мотора. На старых силовых агрегатах затяжка винтов ГБЦ могла ослабевать от таких нагрузок и ее периодически требовалось доводить до нормального уровня. Сегодня на всех моторах ВАЗ Приора применяются болты из специальной стали, которые затягиваются один раз на весь срок своей службы.
При появлении утечки охлаждающей жидкости и масла дополнительно подтягивать и протягивать эти болты не имеет смысла, поскольку это не улучшит герметичность стыка. Единственным правильным способом борьбы с течью является снятие головки, проверка ровности сопрягаемых поверхностей и замена прокладки. После выполнения любых ремонтных работ, связанных со снятием головки с двигателя, требуется ее обтяжка с соблюдением всех необходимых условий.
На видео от автора Alex ZW показан процесс установки головки блока на 8 клапанный мотор.
Схема и момент затяжки ГБЦ в автомобилях LADA Priora

Многие владельцы Лада Приора в процессе обслуживания и ремонта автомобиля проводят самостоятельную замену прокладки головки блока или притирку клапанов. В ходе выполнения таких работ важно соблюдать последовательность и момент затяжки ГБЦ на Приоре.
В каких случаях нужна затяжка блока?
Инструменты и материалы
Видео «Установка и затяжка головки блока на Приора»
Комментарии и Отзывы
Нюансы работы
На автомобилях Лада Приора в разное время устанавливались двигатели с рабочим объемом 1,6 и 1,8 литра и различным числом клапанов в головках — V8 (или 8V) и V16 (или 16V). Тип головки агрегата определяет размер болтов, порядок их установки и момент затяжки ГБЦ на Приоре.
Если на машине стоит 8 клапанный двигатель, то на нем могут применяться разные по размеру крепежные болты головки:
- на старых моторах 21114 используются винты М12*1,25 с шестигранной головкой;
- на более современных 21116, которые вышли в производство приблизительно с середины 2011 года, установлены элементы М10*1,25 с головкой под «звездочку».
При установке снятой головки необходимо использовать новые винты, поскольку старые будут растянуты и иметь внутренние повреждения.
Также на моторах используются разные по конструкции прокладки — комбинированная на старом агрегате и полностью железная на новом. Процедура затяжки болтов для двигателей с металлической и комбинированной прокладкой абсолютно идентична.
Основными нюансами при выполнении работ является проверка длины крепежных элементов, соблюдение последовательности закручивания винтов и контроль усилия при затяжке. Нарушение этих условий приводит к повреждениям деталей и необходимости выполнения дополнительных ремонтных работ. Сама процедура не является сложной и может быть сделана самостоятельно в любом удобном месте — в гараже или на открытой стоянке, за исключением случая монтажа головки на двигатель, которую желательно устанавливать в закрытом помещении.
Важно помнить, что затягивание болтов «на глазок» без динамометрического ключа недопустимо, поскольку не будет обеспечено равномерное прилегание сопрягаемых поверхностей головки и блока.
Инструменты и материалы
Перед началом проведения процедуры затяжки следует подготовить все необходимое для выполнения:
- ключ со встроенным динамометром до 100 H⋅м;
- набор головок и обычных ключей;
- ключ Тогх Е14;
- штангенциркуль для замера остаточной длины болтов;
- пластина с размеченной шкалой до 180 градусов;
- новые болты.

Динамометрический ключ — важный инструмент для самостоятельного ремонта
Пошаговая инструкция
Последовательность выполнения операции на 8 клапанном двигателе:
- Протереть поверхности ГБЦ и осушить отверстия под болты в блоке мотора.
- Установить прокладку на блок, выставить ее по направляющим.
- Смонтировать сверху головку и вставить 10 крепежных болтов М10 или М12. Если владелец решил сэкономить и оставить старые винты, то они должны иметь длину не более 135,5 мм.
- Затянуть элементы по схеме. Сила затяжки должна составлять не выше 20 H⋅м.
- Затем нужно повторно протянуть болты. Усилие второй затяжки должно быть в пределах от 70 до 85 H⋅м.
- Далее нужно затягивать винты с доворотом на 90 градусов в той же последовательности. Угол доворота можно контролировать по специальному приспособлению, представляющему собой пластину с приделанной шкалой от 0 до 180 градусов.
- В соответствии с регламентом, нужно довернуть болты еще раз на 90 градусов.
- Крепление 8 клапанной головки к блоку закончено.
- После сборки мотора необходимо проверить качество работы, запустив и прогрев двигатель. Надежно затянутый стык головки и блока не должен пропускать рабочих жидкостей из картера силового агрегата.

Самодельное приспособление для контроля угла доворота
В случае установки на машине более мощного и современного мотора на шестнадцать клапанов, например, модели ВАЗ 21126 или сокращенно 126 процедура протягивания болтов имеет свои особенности.
Для того чтобы правильно выполнить затяжку винтов ГБЦ на таких агрегатах нужно:
- Убрать замасливание с сопрягаемых поверхностей и проверить отсутствие жидкости в отверстиях болтов.
- Осуществить установку прокладки, отцентрировать ее и уложить сверху головку.
- Вставить в направляющие отверстия 10 крепежных винтов М10*1,25, предварительно смазав резьбу моторным маслом. Если решено использовать старые болты, что допустимо для 16 клапанных головок, то их остаточная длина не должна превышать 98 мм.
- Выполнить предварительную протяжку по схеме с моментом 12-20 H⋅м.
- Увеличить степень затяжки до 26-34 H⋅м и повторно пройти все болты в такой же последовательности.
- Затем необходимо довернуть винты на 90 градусов, при этом усилие составит около 50 H⋅м.
- Повторить затяжку на 90 градусов еще раз, момент на ключе будет примерно 80 H⋅м. Некоторые инструкции рекомендуют выдерживать между доворотами до 20 минут, но на практике не выявлено никаких преимуществ такой схемы.
- После сборки силового агрегата следует проверить качество выполненной работы.
Процедура протяжки головки на двигателях 1,8 литра, которые представляют собой моторы 1,6 л с увеличенным цилиндром, полностью идентична описанной выше.
Если в процессе выполнения работы к болтам приложен правильный момент усилия, соответствующий конструкторским расчетам, то прокладка будет равномерно и плотно прижата по стыку, обеспечивая надежное и герметичное соединение. Важно отметить, что если требуется снимать головку блока с двигателя, то ослабление винтов также производится по установленной регламентом схеме. Хаотичное откручивание элементов приведет к деформации головки и появлению невидимых микротрещин.
Как проводится работа
Прежде всего приготовьте инструменты. Вам потребуется иметь:
- динамометрический ключ;
- набор ключей;
- штангенциркуль;
- вороток;
- торцевые головки.
Каждый болт затягивается в 4 подхода: 2 круга с разным моментом и столько же с поворотом на 90 градусов. Есть несколько правил, которые нужно соблюдать, чтобы крепежи на головке блока цилиндров были затянуты успешно:
- Всегда заменяйте старые крепежи на новые. Дело в том, что крепежные элементы во время работы двигателя находятся в напряжении. Это приводит к их износу и поломке.
- Тщательно осмотрите постель ГБЦ и другие элементы. Изношенные или деформированные части лучше заменить. Небольшая поломка или трещина может привести к глобальным разрушениям.
- Прокладку в процессе любого ремонта стоит менять на новую.
- Затяните каждый в 4 подхода, соблюдая очередность. Не торопитесь с выполнением этой работы и постоянно сверяйтесь со схемой, чтобы не запутаться. Новичкам рекомендуем перед началом работ посмотреть инструкцию на видео. С ее помощью вы визуально сможете представить каждый шаг и точно не сделаете ошибку.
- Весь инструмент должен быть качественный, особенно динамометрический ключ. Лучше одолжите его на день, чем покупайте, стараясь сэкономить. Хороший ключ не может стоить копейки.
До начала работы выставите колена и распределительный вал в положение верхней мертвой точки. Поэтапно затягивание происходит следующим образом:
- 1 круг с моментом 2 кгс/м (20 Н*м);
- 2 круг с промежутком моментов от 7.1 кгс/м (69.4 Н*м) до 8.7 (85.7)
- 3 круг – поворот на 90 градусов;
- завершите работу еще одним поворотом на 90 градусов.
Соблюдайте описанные выше правила при сборке механизма, чтобы он прослужил вам как можно дольше. Сверяйтесь со схемой, чтобы провести работу правильно. Обратите внимание, что сначала каждый болт затягивается динамометрическим ключом с указанным моментом, а затем остальные круги также проходят по схеме.
Не торопитесь во время затягивания, делайте плавные движения. При чрезмерной затяжке крепеж просто ломается. Хорошо, если то произойдет во время работы. Если вы закрепите ГБЦ слишком крепко и не исправите ошибку, то в процессе работы болты могут лопнуть, что приведет к дорогостоящему ремонту того узла. При слабой затяжке прокладка начнет пропускать. Если вы не сразу это обнаружите, то поломка станет более чем серьезной.
Фотогалерея
На фото ниже показан порядок отворачивания болтов и их затяжки, который необходимо учитывать при ремонте головки блока цилиндров на ВАЗ 2170 Приора.

Схема отворачивания болтов на моторе с 8 клапанами

Схема отворачивания болтов на моторе с 16 клапанами

Схема затяжки 16 клапанной головки

Схема затяжки 8 клапанной головки
Процесс и порядок затяжки болтов ГБЦ на Приору
Иногда случается так, что необходимо срочно заменить прокладку или поменять ГБЦ. Подобные работы на СТО стоят немало и чтобы сэкономить, можно попробовать самому. Работа эта несложная, но требует внимательности, главное, соблюдать последовательность и момент затяжки ГБЦ Приора 16 клапанов.
Здесь также нужно знать, что последовательность затягивания на 16 кл и 8 кл агрегатах отличается, поэтому нужно быть внимательным. Момент на 16 и 8 клапанном силовом агрегате одинаков и проходит в четыре круга.
Видео «Установка и затяжка головки блока на Приора»
Сборка верхней части 16 клапанного двигателя представлена на видео от канала Expert R.
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Пожалуйста, напишите, что не так и оставьте рекомендации по статье
Оценить пользу статьи: (3 голос(ов), среднее: 5,00 из 5)
Как проводится работа
Прежде всего приготовьте инструменты. Вам потребуется иметь:
- динамометрический ключ;
- набор ключей;
- штангенциркуль;
- вороток;
- торцевые головки.
Каждый болт затягивается в 4 подхода: 2 круга с разным моментом и столько же с поворотом на 90 градусов. Есть несколько правил, которые нужно соблюдать, чтобы крепежи на головке блока цилиндров были затянуты успешно:
- Всегда заменяйте старые крепежи на новые. Дело в том, что крепежные элементы во время работы двигателя находятся в напряжении. Это приводит к их износу и поломке.
- Тщательно осмотрите постель ГБЦ и другие элементы. Изношенные или деформированные части лучше заменить. Небольшая поломка или трещина может привести к глобальным разрушениям.
- Прокладку в процессе любого ремонта стоит менять на новую.
- Затяните каждый в 4 подхода, соблюдая очередность. Не торопитесь с выполнением этой работы и постоянно сверяйтесь со схемой, чтобы не запутаться. Новичкам рекомендуем перед началом работ посмотреть инструкцию на видео. С ее помощью вы визуально сможете представить каждый шаг и точно не сделаете ошибку.
- Весь инструмент должен быть качественный, особенно динамометрический ключ. Лучше одолжите его на день, чем покупайте, стараясь сэкономить. Хороший ключ не может стоить копейки.
Будет полезно: Подробное описание процедуры настройки и регулировки карбюратора ваз 2107 в иллюстрациях и видео
До начала работы выставите колена и распределительный вал в положение верхней мертвой точки. Поэтапно затягивание происходит следующим образом:
- 1 круг с моментом 2 кгс/м (20 Н*м);
- 2 круг с промежутком моментов от 7.1 кгс/м (69.4 Н*м) до 8.7 (85.7)
- 3 круг – поворот на 90 градусов;
- завершите работу еще одним поворотом на 90 градусов.
Соблюдайте описанные выше правила при сборке механизма, чтобы он прослужил вам как можно дольше. Сверяйтесь со схемой, чтобы провести работу правильно. Обратите внимание, что сначала каждый болт затягивается динамометрическим ключом с указанным моментом, а затем остальные круги также проходят по схеме.
Не торопитесь во время затягивания, делайте плавные движения. При чрезмерной затяжке крепеж просто ломается. Хорошо, если то произойдет во время работы. Если вы закрепите ГБЦ слишком крепко и не исправите ошибку, то в процессе работы болты могут лопнуть, что приведет к дорогостоящему ремонту того узла. При слабой затяжке прокладка начнет пропускать. Если вы не сразу это обнаружите, то поломка станет более чем серьезной.
Момент затяжки ГБЦ Лады Приора 16 клапанов
Инструменты, которые понадобятся при работе:
- в первую очередь нужны ключи;
- динамометрический ключ (если его у вас нет, нет необходимости бежать в магазин, можно одолжить на некоторое время);
- необходим вороток;
- штангенциркуль;
- поперечные головки
Инструкция, как правильно сделать момент затяжки на Приоре
Если вы хотите, чтобы ваша работа завершилась успехом и продержалась немалое время, то нужно следовать некоторым правилам.
- Для затяжки предпочтительно применять болты с магазина, то есть чтобы были новые, так как они имеют на себе постоянное давление и свойство снашиваться. Никто не даст гарантий того, что ваш старый болт сможет выдержать напряжение и после не лопнет.
- Лучше не ставить поношенную прокладку, пусть даже она в достаточно хорошем состоянии.
- Необходимо строго соблюдать при затяжке вращающие моменты.
- В Интернете можно найти схему на 16-клапанный мотор на Приору и, соответственно, соблюсти всю последовательность самой затяжки доворота болтов.
- Перед тем как будет происходить установка ГБЦ, нужно просмотреть все детали, нет ли на них каких-либо повреждений или же деформаций. Если же найдутся какие-либо проблемы, то нужно их устранить или же заменить детали. Если даже самую малую поломку оставить без внимания, то она может привести к еще большей проблеме.
- Не нужно использовать инструменты, в качестве которых вы не уверены, особенно это относится к динамометрическому ключу
Особенности детали
Головка блока цилиндров – конструктивно достаточно сложная деталь. Представляет она собой массивную плиту, в которой проделаны каналы для циркуляции жидкостей системы смазки и охлаждения, и технологические отверстия – свечные, для форсунок (в дизелях), крепежные.
Также сверху на ГБЦ имеется так называемая «постель» распределительного вала – посадочное место под его установку.
Несмотря на свою массивность, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие при затяжке часто приводит к трещинам в стенках и перемычках.
Для изготовления ГБЦ используется два вида металлов – алюминий (наиболее распространенный) и чугун.
Для закрепления последней применяются стальные болты или шпильки с гайками. К примеру, головка блока УАЗ 31519 крепится шпильками.
Разница в материалах изготовления головки и ее крепежных элементов имеет один негативный фактор – разное температурное расширение компонентов при нагреве, особенно это касается ГБЦ из алюминия.
Неравномерная затяжка крепежных элементов (гайки, шпильки и т.д.) при тепловом расширении приводит к появлению излишних напряжений в структуре металла, вследствие чего происходит коробление головки.
Общий порядок работ
Затяжка головки блока хоть и имеет множество нюансов и особенностей, но общая технология операции – не сложная, важно лишь соблюдать условия.
Ремонтируем двигатель 21126 ВАЗ 2170 Приора после обрыва ремня ГРМ
Сегодня притащили одного из старых клиентов на Приоре, как выяснилось заклинившая помпа порвала ремень и как следствие загнулись клапана.
Но прогресс на АвтоВАЗе не стоит на месте и если на двигателях десятого семейства просто гнуло клапана, то на приоровских 126-ых еще и шатуны теряют центровку и, если их не поменять велика вероятность того что двигатель начнет кушать масло и соответственно ваши деньги. Слава конструкторам АвтоВАЗа!
Но нет худо без добра, есть комплекты поршней на 126-е моторы с проточками которые не гнут клапана. В данной статье мы опишем процедуру ремонта головки блока цилиндров, после обрыва ремня ГРМ, а так же замену поршневой. Снятие и установка ремня ГРМ описано в этой статье, поэтому на ней подробно останавливаться не будем.
Для выполнения данной процедуры наличие динамометрических ключей обязательно!
Начинаем разбирать
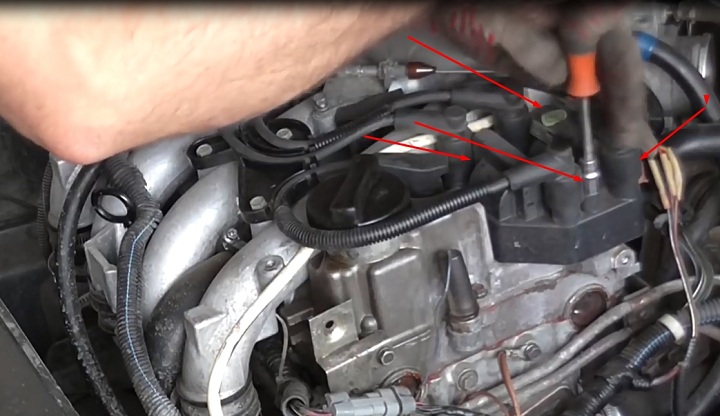
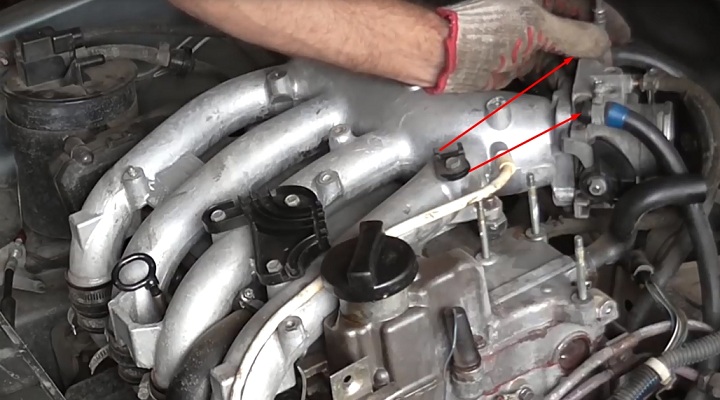
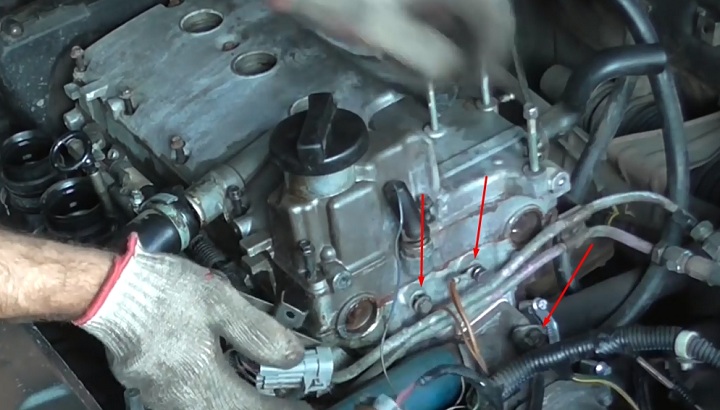
Для начала сливаем масло и антифриз. Снимаем защитную крышку, воздушный фильтр с патрубками, отсоединяем разъемы катушек зажигания, тросик газа и дроссельный узел.

Снимаем корпус термостата и попутно отсоединяем все попавшиеся разъемы и патрубки. Всю мешавшею нам проводку убираем в сторону аккумулятора.
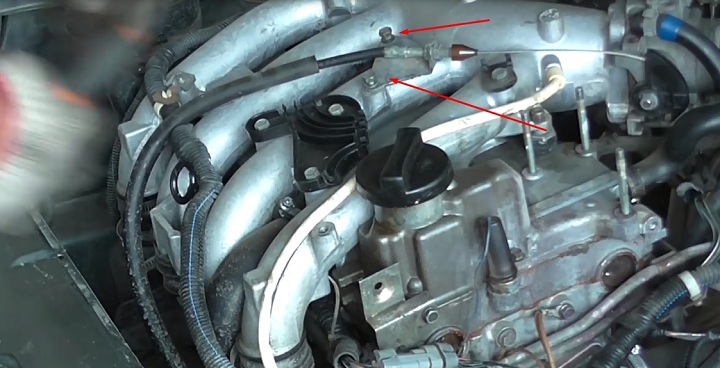
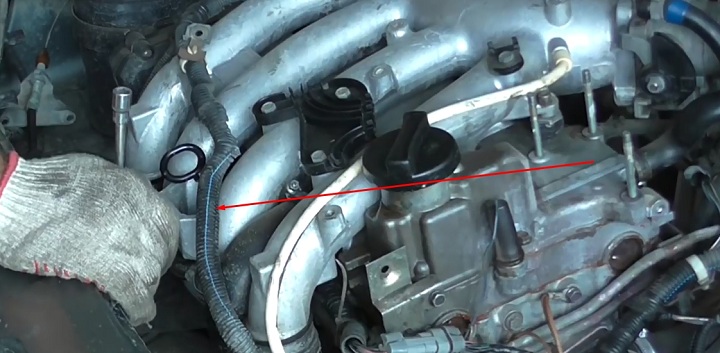
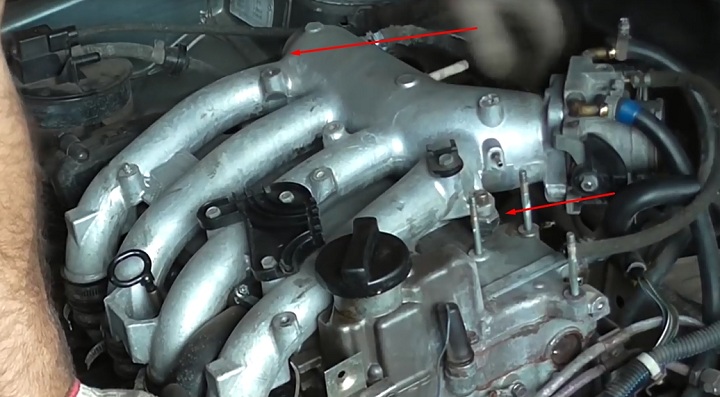
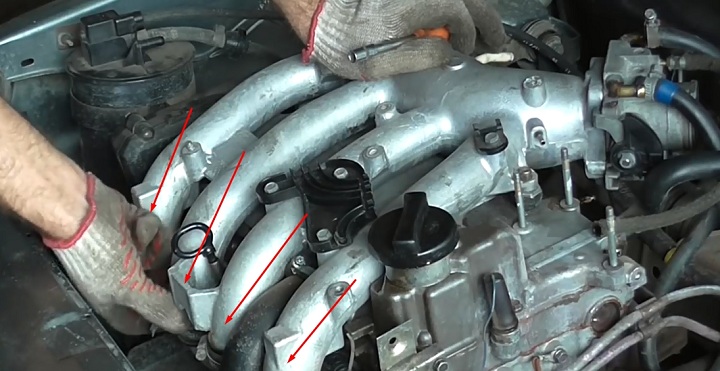
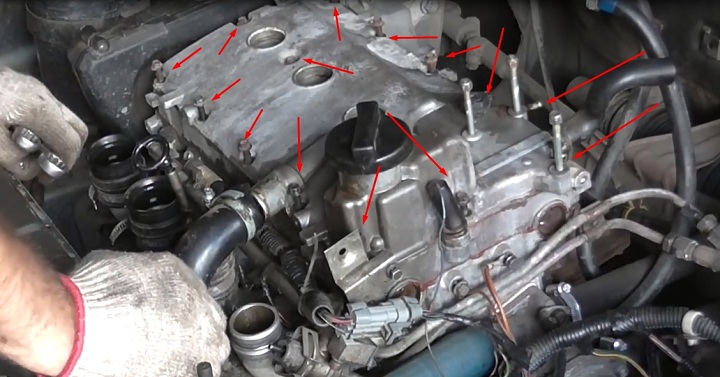
Снимаем генератор. Откручиваем восемь гаек на тринадцать держащих впускной коллектор и снимаем его. Отворачиваем все болты крепящие клапанную крышку, а так же боковую опору двигателя.

Откручиваем восемь гаек и снимаем выпускной коллектор.

Снимаем ремень ГРМ, шкивы распредвалов и помпу.

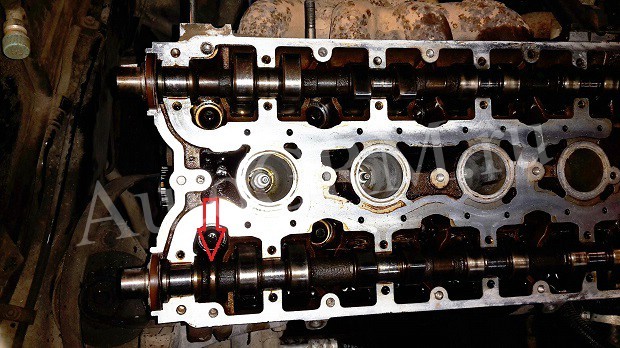
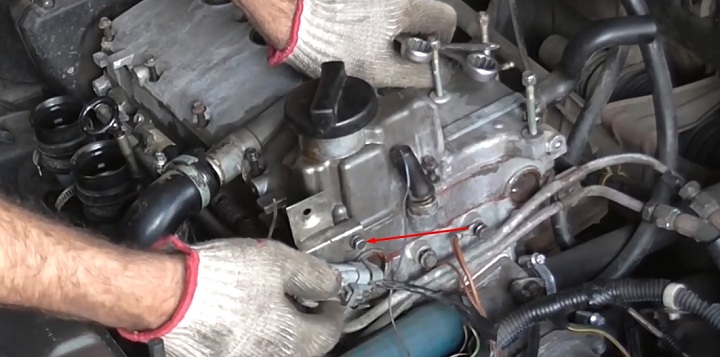
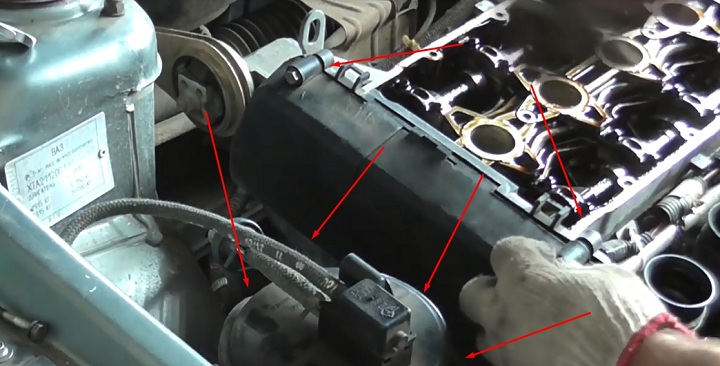
В три прохода, чтобы не деформировать деталь, сначала ослабляем, а потом откручиваем двадцать болтов корпуса подшипников распредвалов, головка на восемь.
Обязательно в последовательности указанной на фотографии.

Снимаем корпус подшипников. Снимаем распредвалы, на распредвале впускных клапанов есть отличительный бортик.
Так же в несколько проходов сначала ослабляем, а за тем откручиваем десять болтов крепления ГБЦ.
Обязательно в последовательности указанной на фотографии.
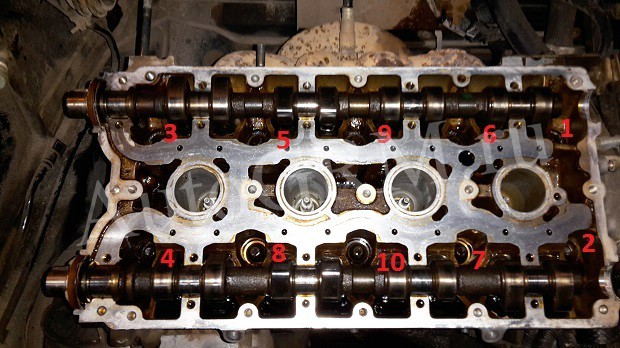
Снимаем головку блока цилиндров. Все шестнадцать клапанов в замену.

Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Недавно купленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.

Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем.
Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.

Такая же полоска должна появится на седле клапана.
Видео притирки клапанов вручную
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше.
После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.

Вставляем клапана на место и засухариваем.
Перед этим стержни клапанов смазываем чистым маслом.
Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.

Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.

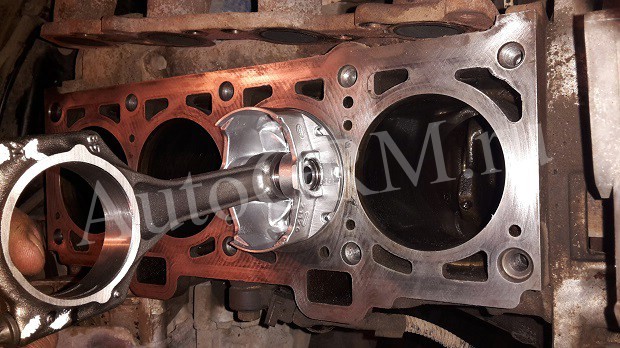
Устраняем продольный люфт коленвала
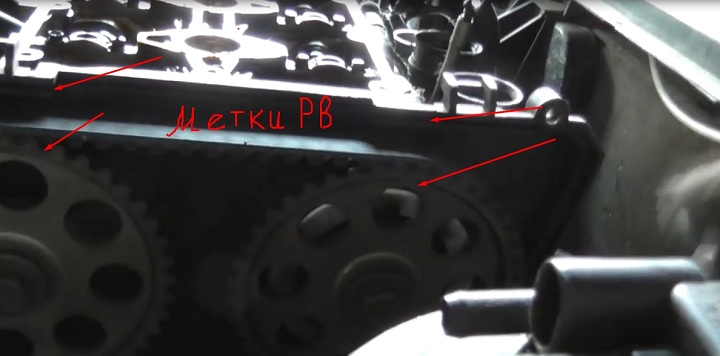
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.

Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.

Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт.
Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
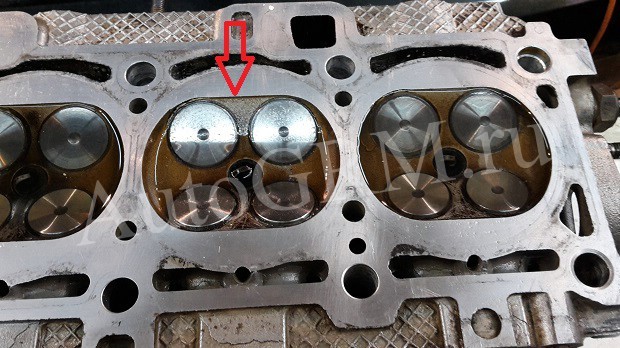
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же.

Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.

После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру.
В дальнейшем местами их не меняем.
По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.

Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо.
На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх.
Кольца в канавках поршня должны обязательно легко вращаться.
Сборка двигателя
Протираем чистой ветошью шейки коленвала, зеркало цилиндров и посадочные места шатунных вкладышей, их кстати можно и обезжирить. Вкладываем новые вкладыши в шатун и крышку, так что бы усики вкладышей вошли в пазы.

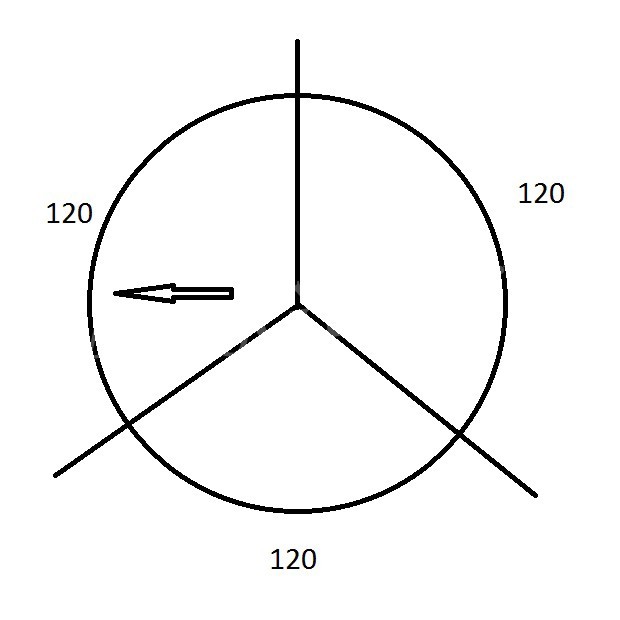
Смазываем чистым маслом вкладыши, шейки коленвала и цилиндры. Разворачиваем поршневые кольца замками так как показано на рисунке, угол между ними должен составлять 120 градусов.
Одеваем на поршень оправку для сжатия колец, предварительно смазав ее внутри чистым маслом. Не забывая про направление, стрелка на поршне должна быть направлена к передней части двигателя, ставим его в свой цилиндр.

Коленвал проворачиваем таким образом, чтобы шатунная шейка была в самом низу. Аккуратно постукивая деревянной ручкой молотка проталкиваем поршень в цилиндр. Снимаем оправку и толкаем поршень вниз до момента, когда шатун сядет на коленвал. Снизу ставим крышку шатунного подшипника, помним про метки.
Затягиваем болты крепления крышки шатуна моментом 5 кгс*м.
Тоже повторяем со всеми остальными цилиндрами.

Ставим на место все что сняли снизу. Сверху продуваем и очищаем отверстия под болты крепления ГБЦ. Ставим новую прокладку ГБЦ и саму головку. Смазываем болты тонким слоем масла, главное без фанатизма. Болты затягиваем в несколько проходов в порядке обратном откручиванию, смотри фото в начале статьи. Последовательность затяжки следующая:
- сначала все затягиваем моментом 2 кгс*м
- затем все затягиваем моментом 7 – 8 кгс*м
- доворачиваем на 90 градусов
- еще раз доворачиваем на 90 градусов
Ставим гидрокомпенсаторы, распредвалы и крышку подшипников распредвала. Все трущиеся поверхности смазываем чистым маслом. Перед установкой крышки подшипников распредвала смазываем тонким слоем герметика периметр и ободки вокруг свечных колодцев.
Затягиваем болты крышки подшипников, в порядке обратном раскрутки, моментом 2 кгс*м, смотри фото в начале.
Ну и дальше устанавливаем все детали в порядке обратном снятию. Заливаем все жидкости и заводим, завестись может не сразу, это нормально. При первом запуске дымить будет хорошо, пока не обгорит масло на цилиндрах, смотрим что бы погасла лампа давления масла. Даем поработать минуту и глушим, смотрим вдруг где что потекло. Заводим еще несколько раз постоянно увеличивая интервал работы, доводим до рабочий температуры, постоянно проверяя масло и антифриз, так же обращаем внимание на то что бы не появились посторонние шумы. Даем отдохнуть часок и снова на холостой ход где-то на часик, постоянно контролируем температуру. Ну а далее обкатка если точили, если нет, то можно ехать только первую тысячу километров стараться не поднимать обороты выше 3000 ну и не тягать на буксире.
Как снять ГБЦ приора 16 клапанов?
Снятие головки блока цилиндров двигателя Лада Приора
Работу проводим при замене прокладки головки блока цилиндров, ремонте и замене головки блока, а также при демонтаже шатунно-поршневой группы двигателя.
Сбрасываем давление в системе питания (см. «Замена топливного фильтра»).
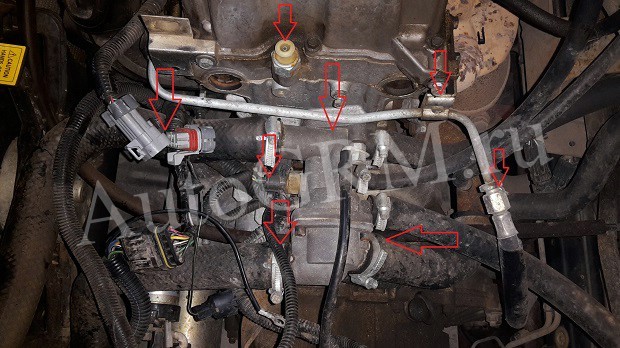
Отсоединяем клемму провода от «минусового» вывода аккумуляторной батареи. Снимаем воздушный фильтр (см. «Снятие воздушного фильтра»). Отсоединяем наконечник провода от датчика сигнализатора недостаточного давления масла (см. «Снятие датчика сигнализатора недостаточного давления масла»). Отсоединяем колодку жгута проводов форсунок от колодки жгута проводов системы управления двигателем (см. «Снятие топливной рампы и форсунок»). Сливаем охлаждающую жидкость из системы охлаждения двигателя (см. «Замена охлаждающей жидкости»). Снимаем заднюю опору силового агрегата (см. «Снятие опор силового агрегата»). Снимаем крышку головки блока цилиндров (см. «Снятие распределительных валов и замена гидротолкателей клапанов»).

Головкой «на 10» отворачиваем болт крепления наконечника провода «массы» жгута проводов системы управления двигателем.

Головкой «на 13» отворачиваем гайку крепления наконечника провода, идущего от «минусового» вывода аккумуляторной батареи… …и снимаем наконечник провода со шпильки головки блока цилиндров.
Для удобства отворачивания гаек крепления корпуса термостата отсоединяем колодки жгутов проводов от датчика указателя температуры охлаждающей жидкости (см.
«Снятие датчика указателя температуры охлаждающей жидкости») и датчика температуры охлаждающей жидкости (см. «Снятие датчика температуры охлаждающей жидкости»). 
Головкой «на 13» отворачиваем две гайки крепления корпуса термостата к головке блока цилиндров.

Не отсоединяя шланги системы охлаждения от патрубков корпуса и крышки термостата, снимаем корпус в сборе с крышкой термостата со шпилек головки блока цилиндров. Соединение фланцев корпуса термостата и головки блока цилиндров уплотнено прокладкой. Если прокладка порвана или расслоилась, то при последующей сборке ее необходимо заменить новой.
Снимаем зубчатые шкивы распределительных валов (см.
«Замена сальников распределительных валов»). 
Вынимаем направляющую трубку указателя уровня масла из патрубка блока цилиндров.

Ключом «на 17» отворачиваем штуцер трубки подвода топлива к рампе, удерживая наконечник топливного шланга ключом того же размера.
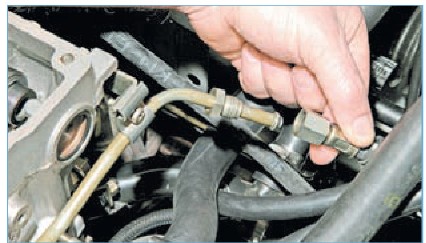
Снимаем шланг с наконечника трубки. На наконечнике трубки установлено резиновое кольцо. Если кольцо повреждено — при сборке заменяем его новым.
Ослабляем гайки крепления кронштейна подводящей трубы насоса охлаждающей жидкости и снимаем кронштейн со шпильки головки блока цилиндров (см.
Снимаем заднюю крышку ремня привода газораспределительного механизма (см. «Снятие насоса охлаждающей жидкости»).
Головку блока цилиндров можно демонтировать в сборе с катколлектором или без него, отвернув гайки крепления катколлектора и сняв его со шпилек головки блока цилиндров. В процессе эксплуатации из-за высокой температуры в зоне катколлектора гайки его крепления к шпилькам головки блока цилиндров могут «прикипеть», и отвернуть их в моторном отсеке может быть затруднительно. Поэтому показываем метод снятия головки блока цилиндров в сборе с катколлектором.
Отcоединяем трубу дополнительного глушителя от катколлектора (см. «Замена прокладки в соединении катколлектора и дополнительного глушителя»). Отворачиваем два болта крепления катколлектора к кронштейну блока цилиндров (см. «Снятие катколлектора»).
Отсоединяем колодки жгутов проводов управляющего и диагностического датчиков концентрации кислорода от колодок жгутов проводов системы управления двигателем (см. «Снятие датчиков концентрации кислорода»).
Шестигранником «на 10» отворачиваем десять винтов крепления головки к блоку цилиндров.

Расположение винтов крепления головки блока цилиндров Вынимаем винты крепления головки с шайбами.

Снимаем с помощником головку блока цилиндров.

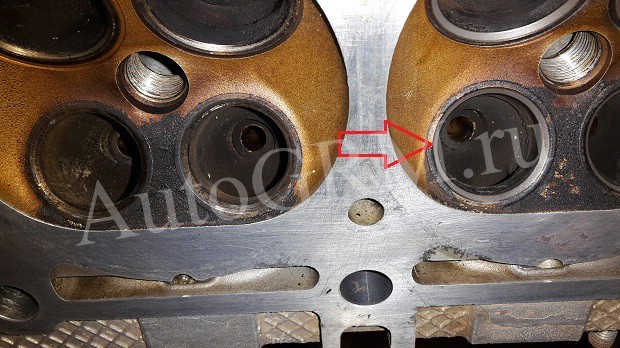
Снимаем прокладку головки блока цилиндров (А — центрирующие втулки).
Не допускается использовать прокладку головки блока цилиндров вторично. Прокладку необходимо заменить новой. Перед установкой головки блока цилиндров удаляем нагар с поверхностей камер сгорания и очищаем привалочные поверхности головки и блока цилиндров от загрязнений и масла. Удаляем из резьбовых отверстий (под винты крепления головки) блока цилиндров масло и охлаждающую жидкость.
Установку головки блока цилиндров проводим в обратной последовательности.
Новую прокладку головки блока цилиндров и саму головку устанавливаем по двум центрирующим втулкам. Перед вворачиванием винтов крепления головки блока цилиндров окунаем винты в моторное масло и даем ему стечь.

Порядок затягивания винтов головки блока цилиндров Устанавливаем винты крепления головки блока цилиндров, наживляем их и затягиваем в три приема по схеме: – первый прием — затягиваем винты моментом 20–25 Н·м (2,0–2,5 кгс·м);
– второй прием — доворот винтов на 90°;
– третий прием — доворот винтов на 90°.
Винты крепления головки блока цилинд ров можно установить повторно только в том случае, если они вытянулись до длины не более 95 мм (без учета высоты головки винта). Если длина больше, заменяем винты новыми.
Как снять Головку Блока Цилиндров Lada Priora! Part 1. Подробно!How to remove the cylinder head
Ремонт Приора. ВАЗ 21126. Как снять ГБЦ с двигателя. How to remove the cylinder head from the engine
Как снять Головку Блока Цилиндров Lada Priora! Part 2. Подробно!How to remove the cylinder head
Замена прокладки ГБЦ ВАЗ 2110, 2111, 2112
В этой статье разберем процесс замены прокладки ГБЦ на примере на 16-клапанной ВАЗ 2112, перечислим инструмент для работы, а также расскажем о признаках замены прокладки.
Признаки замены
Выбор запчасти
Инструменты для работы:
- Вороток с трещоткой;
- Силовой вороток;
- Головка на восемь, десять, тринадцать;
- Два рожковых ключа на семнадцать;
- Накидной ключ на пятнадцать;
- Мощный магнит;
- Герметик;
- Динамометрический ключ;
- Таз для сбора жидкости;
- Шлицевая и крестовая отвертки;
Пошаговый процесс замены
- Откройте капот и выкрутите четыре болта крепления декоративной накладки двигателя. Болты под головку на восемь.

Изнутри шлицевой отверткой подковырните и протолкните вверх два сайлентблока на которых удерживается корпус фильтра. После демонтажа сайлентблоков, поднимите корпус фильтра и уберите в сторону.

Отверните 3 гайки крепежа модуля зажигания и отсоедините разъем. Гайки под головку на десять.
Ослабьте два хомута и снимите патрубки охлаждающей жидкости подходящие к дроссельной заслонке.

Отверните кронштейн крепежа разъема питания форсунок и разъедините его. Болт крепящий кронштейн под головку на десять.
Выкрутите четырнадцать болтов крепежа клапанной крышки и снимите ее. Болты под головку на восемь.
Открутите штуцера подачи и обратки топлива. Штуцера под ключ на семнадцать. Одним ключом держите трубку, а другим выкручиваете штуцер. Штуцера перед откручиванием желательно пометить, чтобы при сборке не перепутать.

Отверните шесть болтов крепления боковой пластиковой крышки ГРМ и снимите. Болты под головку на десять.
Открутите болт крепления кронштейна к верхней опоре двигателя. Болт под ключ на пятнадцать.

Открутите гайки крепления двух натяжных роликов и снимите их. Гайки под ключ на семнадцать.
Подденьте плоской отверткой и по очереди снимите шестерни распределительных валов.

Отверните двадцать болтов крепления верхней плиты ГБЦ. Болты под головку на восемь.
Снимите головку блока цилиндров, а затем прокладку.

Выполните необходимый ремонт и произведите обратную сборку. При сборке рекомендуем обратить внимание на следующие нюансы:
- Проверьте плоскости блока цилиндров и головки.
- Измерьте длину болтов крепления ГБЦ, если она превышает 95 мм, то их следует поменять.
- При установке ГБЦ удостоверьтесь, что она села на направляющие.
- Перед установкой прокладки плоскость блока цилиндров и головки нужно обезжирить.
- Болты ГБЦ нужно затягивать по схеме представленной выше в три подхода. Сначала затянуть болты с усилием 20 Нм, затем довернуть все болты на 90 градусов и подождать 20 минут. Далее третьим подходом довернуть все болты еще на 90 градусов.
- Болты крепления шестерен распределительных валов закручиваются с усилием 70 Нм.
- Не перепутайте местами распределительные валы, они отличаться по кулачкам. Также при необходимости замените сальники.
- Перед установкой верхней плиты распределительных валов нанесите герметик как показано на ниже.
Момент затяжки болтов верхней плиты 10 Нм. Последовательность затяжки на фото ниже.
Усилие затяжки болтов клапанной крышки 3-4 Нм. Также не забудьте нанести герметик, как показано ниже.

Как снять головку блока цилиндров Лада Приора.
Замена прокладки гбц lada priora (ваз приора)

Содержание статьи:
- Выпрессовка направляющих ГБЦ Лада Приора
- Герметизация крышки головки блока цилиндров и корпуса подшипников распредвалов в Лада Приора
- Доработка каналов ГБЦ Лада Приора
- Замена прокладки ГБЦ Лада Приора
- Процесс и порядок затяжки болтов ГБЦ на Приору
1. Выпрессовка направляющих ГБЦ Лада Приора
После запила каналов ГБЦ было принято решение заменить направляющие клапанов на впуске. Причиной послужило то, что направляющие стали короче после запила новая направляющая 39 мм после запила 32 мм итог минус 7 мм что есть 20 % от общей длинны. Хотя люди не меняют ставит и со спиленными. Но если даже смирится с тем фактором что они стали короче есть еще один немаловажный фактор. Это то, что после того как направляющие спилены край направляйки не ровный и нарезать нормальную фаску на седлах невозможно в силу того, что идет перекос. Для выпрессовки был выточен выпрессовщик по принципу, как у Евгения Травникова тока со своими размерами. Всякие варварские методы выбивания были откинуты дабы не повредить ГБЦ. Для выпрессовки ГБЦ по любому греть я грел в духовке до той температуры, когда смог сорвать первую направляющую температура составила порядка 250 градусов в самой духовке. какая при этом была температура ГБЦ неизвестно.
После нагрева ГБЦ выпрессовщик вставлялся на место предварительно подложив под него прокладку из-под пружины клапанов и двумя ключиками на 24 все это выпрессовывалось. Сначала идет небольшой натяг усилия потом щелочек и тянем до момента пока идет. Некоторые направляющие выходили за один подход некоторые приходилось подогревать ГБЦ т.к. в какой-то момент усилие резко возрастало т.к. ГБЦ слишком быстро остывает буквально за минуты 3 если не успел значит придется опять греть. Самое геморройное это то что за один нагрев не получается больше 2 направляющих вытянуть. В силу того, что коэффициент расширения у алюминия больше чем у латуни. но если долго греть остальные направляющие тоже расширялись и их сильно зажимало в ГБЦ.
Удивило, что при общей длине, направляющей 39 мм в ГБЦ запрессована она не по всей длине, а всего 20 мм остальные 19 со стороны камеры сгорания просто в воздухе этот факт отчетливо видно на фото. Сам выпрессовщик был изготовлен с минимальными затратами из подручных материалов. Подшипник для выпрессовщика был куплен на рынке от колес тачки с которыми бабушки ездят за картошкой с внутренним диаметром 17 мм. Болт М6 под шестигранник длинной 45 мм. нужен именно с круглой шляпкой и черного цвета т.к. серые с квадратной будут головкой портить канал направляющей, и они слабые его просто порвет и все. Т.к. диаметр внутренний направляйки 7 мм, а болта 6 мм в самой старой направляющей было проточен маленький потай для центровки. После выпрессовки в итоге все отверстия под направляющие получились 12,00 — 12,02 отверстие под направляющие мерил направляющей мерником дабы не покупать нутромер по цене 110 евро. Взял одну направляйку и стачивал ее по 1 сотке до тех пор, пока не начала залазить в отверстие, потом ее замерял микрометром.
Ремонтные втулки имеют следующие артикулы
21120-1007032-20 Втулка направляющая +0,02 мм.
21120-1007032-22 Втулка направляющая +0,22 мм.
Размеры натяга для новых направляющих процитирую от известного автора рекомендации Хрулева (дядька пишет книги по ремонту двигателей) по поводу натяга втулок. В то же время для направляющих втулок клапанов и сталебронзовых втулок верхней головки шатуна (ВГШ) вполне достаточно натяга 0,03-0,05 мм. Внутренний диаметр направляющих втулок равен 7+0,015мм, а наружный (для втулок, поставляемых в запасные части) — 12,079-12,090 и 12,279-12,290мм (втулка, увеличенная на 0,2мм). Диаметр стержня впускного клапана равен 6,975±0,007мм, а выпускного -6,965±0,007мм
Читайте также: