
Замена седла клапана камаз
Обновлено: 26.04.2024
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Замена седла клапана камаз
Притирка клапанов и замена маслосъемных колпачков ГБЦ дизеля 740 Камаз
Если клапан не плотно садится на седло, то на некоторых участках клапана и седла образуются зазоры
При этом газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому в этом месте фаски подвергаются сильной коррозией и ухудшается прилегание клапана к седлу.
На поверхности фаски клапана накапливаются продукты сгорания, вследствие этого нарушается герметичность соединения.
Маслоотражательные колпачки заменяем при увеличенном расходе масла и при очередном ремонте головок блока цилиндров.
Снятие и притирка клапанов

Устанавливаем головку цилиндра на верстак или на основание съемника И801.06.000, при наличии.
Если нет такого съемника, как на картинке (рис. 1), то можно воспользоваться съемником для автомобилей ВАЗ (рис. 2).

Перед сжатием пружин обстукиваем молоточком по тарелкам пружин, чтобы легче вышли стопорные сухари.
Сжимаем пружины клапана до полного выхода сухарей из конуса втулки и снимаем сухари.

Снимаем втулку 5 (рис. 3), тарелку 7, пружины 10 и 11, шайбу 13, и вынимаем клапана.

С помощью щипцов (рис. 4) извлекаем маслосъемные колпачки.
Очищаем от нагара клапана и седла клапанов и очищаем остальные детали в дизельном топливе.
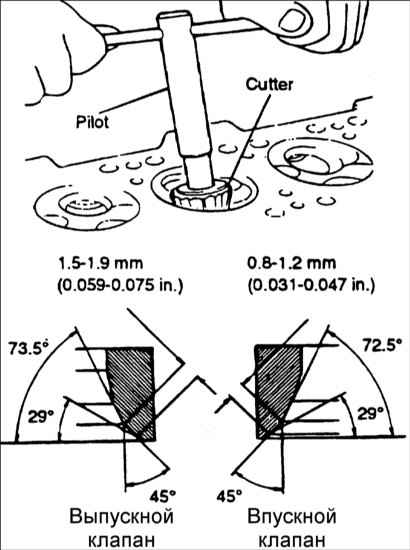
Углы наклона рабочих фасок должны быть в пределах у седла = 44˚45′; у клапана 45˚30′.
Эти углы устанавливаются при реставрации головки цилиндра и клапана до притирки.

Надеваем на стержень клапана предварительно подобранную пружину (рис. 5) и вставляем клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
Надеваем на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
На рабочую поверхность фаски клапана наносим равномерный тонкий слой притирочной пасты.
Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притираем клапан, периодически то, прижимая его к седлу, то, ослабляя усилие прижатия.
Притирку продолжаем до появления на фасках клапанов и седел равномерного матового пояска шириной не менее 1,5 мм.
Промываем седла клапанов и клапаны в дизельном топливе, обдуваем сжатым воздухом и проверяем качество притирки.
Для проверки качества притирки наносим мягким карандашом поперек фаски клапана на равном расстоянии шесть – восемь черточек, вставляем клапан в седло и, сильно нажав, проворачиваем на четверть оборота. Если все линии стерлись, то клапан притерт хорошо.
Сборка головки цилиндра
Вставляем клапана в направляющие втулки, смазав их моторным маслом. Устанавливаем шайбы 13 (рис. 3).

С помощью приспособления (рис. 6) запрессовываем маслосъемные колпачки.
Устанавливаем пружины, тарелки пружин и, сжав пружины, вставляем стопорные сухари.
После установки сухарей и снятия приспособления для сжатия клапанных пружин нанесите несколько несильных ударов молотком по торцу стержня клапана, чтобы сухари гарантированно зафиксировались в проточке стержня.
Если установленные с перекосом сухари останутся незафиксированными, при пуске двигателя «рассухаренный» клапан провалится в цилиндр, что приведет к серьезной аварии двигателя.
Проверяем герметичность клапанов. Укладываем головку камерами сгорания вверх, и заливаем немного керосина по буртик в камеру сгорания.
Если в течение 3 мин керосин не просочится в канал головки, то клапан герметичен.
При подтекании керосина производим легкое постукивание резиновым молотком по торцу клапана. Если подтекание не устранится, клапаны притираем повторно.
Установка ГБЦ Камаз- момент затяжки

Снятие установка ГБЦ на автомобиле Камаз происходит довольно часто. По причинам связанным с неисправностями двигателя. Причины могут быть самые разные. Прорыв газов через уплотнительное кольцо. Прогорание клапанов. Утечка охлаждающей жидкости через уплотнения в гильзах. Утечка охлаждающей жидкости через уплотнения между ГБЦ и блоком двигателя. Замена вкладышей. Их рекомендуют менять через каждые 125000 км. И так далее.
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Осмотр головки
Прежде чем произвести установку ГБЦ Камаз на место после проведенного ремонта их обязательно необходимо осмотреть. По следующим причинам.

Состояние компрессионного кольца
Газовое компрессионное кольцо может просесть. Или появится люфт и кольцо будет двигаться на своем месте. В результате того что разбито посадочное место. На это обязательно необходимо обратить внимание. Кольцо должно выступать выше уровня головки 0,122-0,230 мм и разность показаний замеров по длине кольца не должна превышать 0,08 мм. В противном случае кольцо необходимо поменять. Для его снятия предусмотрены пазы с помощью которых кольцо можно вынуть с посадочного места.
Седла клапанов
Второе на что обязательно необходимо обратить внимание это состояние седел клапанов. на седлах может образоваться трещина. Или седло может просесть в своем посадочном месте и разболтаться. Для того чтобы в это убедиться необходимо распрячь клапана. Также возможно образование выработки в направляющих втулках клапанов. С этим разобраться сложнее. Замена направляющих на головках автомобиля камаз сложная задача. Они очень тяжело выпрессовываются. Делать это самостоятельно не советую. Специалисты не охотно берутся за ремонт камазовских головок. Именно по этой причине. И назначают цену немного менее, чем стоит новая головка. Поэтому здесь горячиться не нужно. Если люфт небольшой, то направляющие лучше не трогать. Попробовать установить новые клапана . Если люфт все равно большой попробовать найти другие головки. Это будет дешевле и надёжнее.
Притирка клапанов
Клапана желательно очистить от нагара и притереть. Клапана притирают при помощи дрели. Соединение дрели с клапаном не должно быть жестким. Желательно использовать резиновый шланг. Он быстро выходит из строя и его приходится менять но это того стоит. При жестком соединение возможна не правильная посадка клапана в седло. В момент соединение клапана с седлом должен происходить удар клапана и его одновременное проворачивание.
Правильная притирка клапанов считается при помощи коловорота со стороны шляпки клапана. При этом с обратной стороны необходимо установить слабую пружину что бы клапан отрывался от седла. Это самый надёжный способ притирки, но очень неудобный. Потому что приходится придумывать какой то паз чтобы коловорот смог проворачивать клапан. Самый простой способ это вырезать резиновый пятак с прорезью под коловорот. Для этого хорошо подходит транспортерная лента. И приклеить её к клапана при помощи расплавленной смолы. Это самый простой и доступный способ.
Посте притирки необходимо тщательно очистить клапана и седла от абразива который применялся при притирке. Бывали случаи когда забывали это сделать, в результате клапана с седлами приходили в негодность. Головку после притирки необходимо промыть и тщательно продуть воздухом. После этого клапана можно устанавливать на место. Предварительно требуется установить новые масло съёмные колпачки. И запрячь их в пружины при помощи съёмника клапанов.
Когда клапана установлены на место устанавливаются коромысла. После того как притянуться гайки необходимо их застопорить. Если гайки расслабятся то кронштейн вала коромысел начнет двигаться. В результате будут обламываться шпильки с определенной периодичностью.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.

Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе. Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут. То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Затяжка ГБЦ Камаз
Схеме протяжки выглядит следующим образом
Крест на крест протягиваются противоположные болты.
Момент затяжки ГБЦ Камаз
Затяжка производится при помощи динамометрического ключа
Первый момент затяжки гбц составляет 40 Н-м. протяжка производится согласно показанной выше схемы
Момент второй затяжки гбц составляет 120-150 Н-м
Третья окончательная затяжка производится моментом 190-210 Н-м
Чтобы более равномерно установить головку ГБЦ , коромысла на них можно сразу не устанавливать. Сначала притянуть головки. Потом аккуратно установить штанги и после этого установить и притянуть коромысла. И застопорить крепёжные гайки.
Регулировка клапанов
Остаётся поставить на свое место коллектора. Установка ГБЦ требует последующей регулировки клапанов. Страшна она тем . что нужно хорошо понимать как работает двигатель. Так же необходимо знать метод регулировки который предлагают конструктора. Разные двигатели имеют свою методику регулировки. Связано это с конструктивными особенностями. Всегда предлагается самый простой и удобный способ регулировки для конкретного двигателя. Способ регулировки клапанов автомобиля подробно описан в этой статье. Он подходит для всех V-образных моделей двигателей.
Замена направляющих втулок клапанов и седел
того из Исходим, что трещин в головке двигателя клапанные, а нет седла имеют износ. Технологической для базой обработки седел служат направляющие клапанов втулки, поэтому их восстанавливают первыми.
В данной расскажем статье как заменить направляющие втулок седел и клапанов клапанов.
Как происходит выпрессовка втулок старых
бронзы из Втулки не создают больших проблем при обычно, выпрессовке они устанавливаются в головку с небольшим При. натягом выпрессовке "твердых" втулок головку нагреть желательно до 150 градусов, чтобы несколько натяг уменьшить. Нагревать головку лучше в электропечи, но в гаража условиях подойдет и бытовая электроплитка.
Если ни способов из один не позволяет выпрессовать втулку из-за слишком посадки плотной в гнезде, ее приходится высверливать. Обычный станок сверлильный тут вполне подойдет, а вот пользовании при ручной электродрели неизбежны перекосы и посадочного повреждение гнезда. Кстати, деталь лучше полностью не высверливать. При толщине стенки около 1 мм часть оставшуюся обычно удается выбить без труда особого.
Измеряем натяг втулки перед Общее
Если натяг слабого из-за “недостаточен” гнезда, придется увеличивать его чтобы, диаметр установить втулку ремонтного размера. работу Эту также следует выполнять только на избежание во станке перекоса отверстия. Натяг для втулки ремонтной желательно сделать большим, поскольку в гнезде старом материал на поверхности уже деформирован, а в нет новом, да и шероховатость поверхности здесь больше.
запрессовать Как втулки клапанов
Перед запрессовкой обеспечить надо разность температуры деталей: головку 150 до нагреть градусов, а втулки охладить. Запрессовку быстро выполняют, двумя-тремя ударами молотка по Если. оправке втулка имеет тонкий поясок посадки для маслосъемного колпачка, то оправка не должна этот на опираться поясок ни с одной стороны, иначе сломается втулка.
Некоторые мотористы запрессовывают втулки “без”, вхолодную нагрева и охлаждения деталей. Это Алюминиевый. плохо сплав при большом натяге реальный, и деформируется натяг уменьшается. Когда при двигателя работе посадка естественным образом ослабляется, такой в клапан втулке начинает перегреваться. Это нарушением с связано отвода тепла от стержня клапана к дальнейшем. В головке втулка начнет “ездить” в гнезде. словами Иными — потребуется повторный ремонт, причем предыдущего сложнее.
После запрессовки втулок и остывания отверстия их головки калибруют развертками. Здесь тоже свои есть хитрости. Желательно применять специальные развертки алмазные — они дают стабильный размер при отверстия довольно долгой работе. Простые развертки ручные из инструментальной стали быстро изнашиваются, хватает их обычно на одну-две головки.
Обработав надо, отверстия обязательно проверить зазоры клапанов во Для. втулках впускных клапанов они должны пределах в быть 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным следует не зазорам, особенно у выпускных клапанов, поскольку чревато это их заклиниванием при работе.
Ремонт клапанов седел
Основные задачи — обеспечение соосности фаски рабочей и отверстия втулки и создание определенного седла профиля, рекомендуемого заводом-изготовителем для модели данной двигателя.
Для обработки седел различный применяют инструмент. В гараже чаще всего ручные используют угловые фрезы с жестким креплением на стержне направляющем (пилоте). Фрезы обычно имеют при углы вершине 30, 45 и 60 град. Такие фрезы быть могут изготовлены из инструментальной стали или с пластинами твердосплавными.
Основной недостаток данного инструмента — пилота люфт в направляющей втулке, особенно когда у есть нее какой-либо износ. Из-за люфта трудно очень обеспечить соосность седла и втулки.
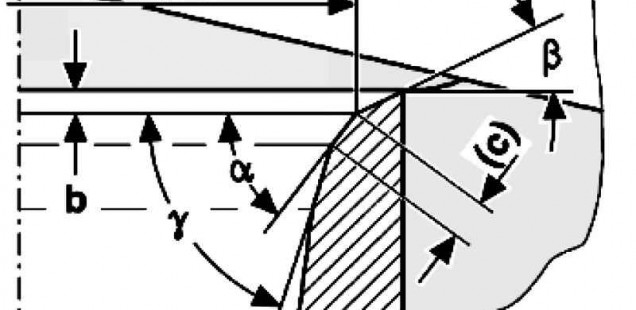
обработке При формируют определенный профиль седла: фаску уплотнительную и две фаски, примыкающие к ней. надо Здесь руководствоваться данными производителей автомобиля, но некоторые и есть общие рекомендации. У подавляющего большинства уплотнительная моторов фаска имеет угол 45 град. и примерно ширину 1, 5 мм. Примыкающие фаски чаще сделаны углами под 30 и 60 град., хотя изредка встречаются более с седла сложным профилем.
Если для используют ремонта ручные фрезы и резцовые головки, то обработку предварительную уплотнительной фаски ведут, пока не ровная получится поверхность без дефектов.
Окончательный притирка: этап клапанов
Окончательная обработка стыка седла и клапана — это притирка клапанов. Сегодня профессиональном при ремонте такая операция практически не Если. применяется седло и фаска клапана обработаны притирка, то точно не нужна, но даже вредна. Другое при дело ручной обработке деталей фрезами и головками резцовыми. Поверхности после ремонта могут идеальную не иметь форму и шероховатость.
Подробнее про клапанов притирку мы писали в статье: "притирка клапанов руками своими".
Притирка нужна не столько для сколько, обработки для контроля качества сопряжения. притертые Если поверхности вытереть насухо и несколько провернуть раз клапан в обе стороны, прижимая седлу к его, то на фасках деталей появится блестящая Получится. линия замкнутой, проходящей по всей окружности — сделано все правильно и прилегание хорошее.
Разборка головки цилиндра дизеля КамАЗ-740

Для замены клапанов и их пружин, а также для притирки клапанов головку цилиндра разбирайте в следующем порядке:
– снимите форсунку;
– установите головку в приспособление И-801.06.000 (рис. 1) так, чтобы штифты 4 вошли в отверстия под болты крепления головки;

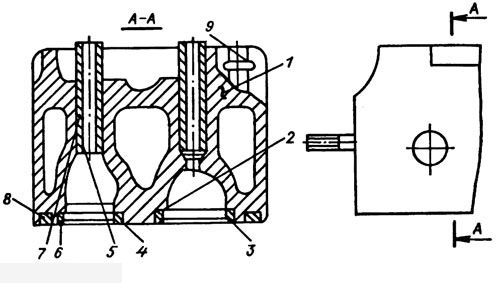
Рис. 1. Разборка головки цилиндра в приспособлении И-801.06.000:
1 – винт; 2 – вороток; 3 – тарелки; 4 – штифт; 5 – головка цилиндра
– вращая вороток, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
– снимите сухари и втулки;
– выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
– выньте впускной и выпускной клапаны.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом, клапаны притрите.
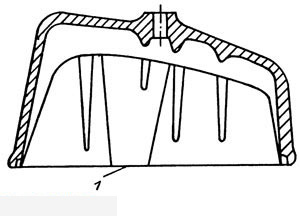
Для притирки клапанов приготовьте пасту из 1,5 частей (по объему) микропорошка карбида кремния зеленого, одной части масла для двигателя и 0,5 части дизельного топлива. Перед употреблением притирочную пасту перемешайте (микропорошок способен осаждаться). Затем нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая на клапан, поверните его на 1/3 оборота в любую сторону, затем на 1/4 обратно. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояса 1 (рис. 2) шириной не менее 1,5 мм.

Рис. 2. Расположение матового пояска на седле клапана:
а – правильное; б – неправильное
По окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом. Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность: установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30 с. При подтекании топлива постучите резиновым молотком по головке клапана. Если подтекание не устраняется, клапаны притирайте повторно.
При необходимости качество притирки проверьте «на карандаш», для чего поперек фаски клапана мягким графитовым карандашом нанесите на равном расстоянии шесть-восемь черточек. Осторожно вставьте клапан в седло и, сильно нажав, проверните на 1/4 оборота, при этом все черточки должны быть стертыми, в противном случае притирку повторите.
При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 2.
Размеры клапана (рис. 3) приведены в табл. 1.

Рис. 3. Размеры клапана:
А – длина направляющей; Б – высота седла; D – диаметр отверстия под седло; D1 – диаметр тарелки; D2 – диаметр седла; D3 – диаметр стержня; D4 – внутренний диаметр направляющей; D5 – наружный диаметр направляющей; D6 – диаметр отверстия под направляющую; а – угол фаски седла; у – угол фаски клапана
Таблица 1
| Обозначения на рис. 3 | Размеры клапана, мм | |
|---|---|---|
| впускного | выпускного | |
| А | 75,0 | 75,0 |
| Б | 5,000-5,025 | 6,000-6,025 |
| D | 54.895-54.925 | 51,895-51,925 |
| D1 | 51,30-51,50 | 46,33-46,50 |
| D2 | 55,00-55,03 | 52,00-52,03 |
| D3 | 9,95-9,97 | 9,91-9,93 |
| D4 | 10,000-10,022 | 10,000-10,022 |
| D5 | 18,029-18,048 | 18,029-18,048 |
| D6 | 18,000-18,019 | 18,000-18,019 |
Вал распределительный
Диаметр промежуточных опорных шеек – 53,895-53,915
– втулки промежуточных опорных шеек – 54,00-54,03
– задней опорной шейки – 41,930-41,950
– втулки задней опорной шейки – 42,000-42,015
Зазор в сопряжении втулка – промежуточные опорные шейки распределительного вала:
– номинальный – 0,085-0,135
– допустимый – 0,250
Зазор в сопряжении втулка – задняя опорная шейка распределительного вала:
– номинальный – 0,050-0,085
– допустимый – 0.200
Зазор в сопряжении торец подшипника – ступица шестерни:
Толкатель клапана
Диаметр стержня толкателя – 21,93-21,95*
– отверстия направляющей толкателя – 22,000-22,023
Зазор между стержнями толкателя и направляющей:
– номинальный – 0,050-0,093
– допустимый – 0,20
*Начиная с 1984 года – 21,799-21,820. Взаимозаменяемость толкателя сохраняется.
Клапаны (впускные и выпускные)
Допустимый зазор между стержнем и направляющей клапана – 0,2
В случае необходимости, переоборудование автомобиля КамАЗ более мощным (250 л.с.) и менее дорогим минским мотором Д-260.12Е2 Вам поможет произвести ООО "Автодвор Торговый Дом" г. Харьков.
Восстановление головок цилиндров
Головки цилиндров блока двигателя КамАЗ-740 в отличие от двигателя ЯМЗ-238 изготовлены отдельно на каждый цилиндр из алюминиевого сплава Аl-4. На каждом двигателе имеются головки цилиндров — 8 шт. Их водяные ашки имеют технологические заглушки. Внутренняя полость водяной ашки сообщается с водяной ашкой блока с помощью трех перепускных отверстий.
Характерными неисправностями головок цилиндров блока при поступлении в капитальный ремонт являются:
- кавитационный износ отверстий, через которые проходит охлаждающая жидкость, при этом их диаметр может увеличиться в 2—2,5 раза;
- этому дефекту подвержены 80 % головок цилиндров от общего количества поступающих в ремонт;
- выпадение заглушек водяной ашки головок цилиндров;
- обрыв шпилек крепления форсунок и стоек коромысел.
Технические условия на контроль, сортировку и восстановление головок цилиндров и их крышек
Дефектация головок цилиндров, их восстановление и контроль после восстановления осуществляются в соответствии с требованиями технических условий.
Технические условия на контроль, сортировку и восстановление головок цилиндров представлены в табл. 18.
Деталь № 740. 1003014
Материал: сплав алюминия Аl-4
Твердость: НВ 70
18. Технические условия на контроль, сортировку и восстановление головок цилиндров
Номер позиции на рисунке
Способ установления дефекта и средства контроля
Рекомендации по устранению дефектов
допустимый без ремонта
Трещины, захватывающие каналы и внутренние полости головки цилиндров
Испытание на герметичность под давлением воздуха
Трещины, не захватывающие каналы и внутренние полости головок цилиндров
Заварить в среде аргона
Разрушение посадочных гнезд под седла клапанов и перемычек
Заварить гнезда в среде аргона, после чего расточить под номинальный размер
Ослабление посадки седла впускного клапана в гнезде в результате его износа
Проверка постукиванием медным молотком
Заварить в среде аргона
Размер гнезда под седло:
Пробки размером, мм:
Гнездо расточить под ремонтный размер; поставить седло ремонтного размера; обработать под ремонтный размер
Ослабление посадки седла выпускного клапана в гнезде в результате его износа
Поставить седло ремонтного размера
Размер гнезда под седло:
Пробки размером, мм
Ослабление посадки направляющих втулок клапанов в результате износа отверстий под втулки
Легкое постукивание медным молотком
Размер отверстий под втулки:
Обработать под ремонтный размер
Износ, риски, раковины на рабочей фаске седел клапанов
Осмотр; калибр с углом конуса 30°; малый диаметр конуса — 48 мм
Произвести притирку клапанов
Износ отверстий в направляющих втулках клапанов
Расточить под ремонтный размер
Пробки размером, мм:
Прогорание или механическое повреждение кольца уплотнительного газового стыка
Кавитационный износ 3 отверстий для прохода охлаждающей жидкости «Тосол»
Расточить отверстия и вставить латунные втулки
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Крышки головок цилиндров могут иметь следующие неисправности: трещины, обломы и коробление плоскости прилегания к головке цилиндров.
Крышки, имеющие трещины и обломы, выбраковываются. Коробление плоскости прилегания к головке цилиндра устраняется шлифовкой на плоскошлифовальном станке.
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров представлены в табл. 19.
Материал: алюминиевый сплав Al-4
Твердость: HB 69
19. Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
Номер позиции на рисунке
Способ установления дефектов и средства контроля
Рекомендации по устранению дефектов
по рабочему чертежу
допустимый без ремонта
Бра ковать, заварить электродуговым способом в среде аргона
Коробление плоскости прилегания к головке цилиндров
Плита поверочная, щуп
Неплоскостность 0,1 мм
Шлифовать до устранения дефекта
Технология восстановления головок цилиндров
Восстановление головок цилиндров производится следующим образом. Изношенная внутренняя цилиндрическая поверхность для прохода охлаждающей жидкости рассверливается на сверлильном станке. На токарном станке изготавливаются из бронзового прутка втулки. Внутренний диаметр отверстия рассверливается до номинального размера. Наружный диаметр втулки должен быть больше диаметра рассверленного отверстия в головке цилиндра на величину натяга при ее запрессовке (0,06—0,12 мм). Изготовленные втулки запрессовываются в рассверленные отверстия.
Выпавшие заглушки водяной ашки головки цилиндра заменяются новыми. На внутреннюю поверхность заглушки наносится слой клеевой композиции и после этого заглушки запрессовываются в отверстия водяной ашки головки цилиндра.
Оборванные шпильки из головок цилиндров извлекаются и вместо них ввертываются вновь изготовленные.
Устройство и ремонт головки цилиндров КАМАЗ, руководство

Механизм газораспределения КАМАЗ, детали, запчасти (рис. 5.15):
1 — вал распределительный; 2— толкатель; 3 — направляющая толкателей; 4 — кольцо уплотнительное; 5. 20 -шайбы замковые; 6, 21 — болты; 7 — штанга толкателя в сборе; 8 — винт регулировочный коромысла; 9 - коромысло клапана со втулкой в сборе; 10 — гайка регулировочного винта; 11 — коромысло клапана в сборе; 12 - тарелка пружины с втулкой в сборе; 13. 14 — внутренняя и наружная пружины клапана; 15 — пружинная шайба клапана; 16 — сухарь клапана; 17 — клапан; 18 — корпус подшипника распределительного вала в сборе; 19 - шестерня распределительного вала; 22 — шпонка сегментная

Разборка головки цилиндров в приспособлении И-801.06.000 КАМАЗ(рис. 5.18):
1 — винт; 2 — рукоятка; 3 — тарелки клапанов; 4 — штифт; 5 — головка цилиндров
Вращением рукоятки 2 приспособления отжимают тарелки 14 (см. рис. 5.11) пружин клапанов вместе с втулками 7 и снимают сухари 8 клапанов, тарелки с втулками, наружные 5 и внутренние 6 пружины и шайбы 4 пружин клапанов. С направляющей втулки 18 впускного клапана снимают уплотнительную манжету 17 в сборе, после чего из головки цилиндров извлекают впускные 20 и выпускные 1 клапаны.

Головка цилиндра с клапанами КАМАЗ, детали, запчасти (рис. 5.11):
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5. 6 — наружная и внутренняя пружины клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки цилиндров; 10 — шайба плоская; 11. 31 — шайбы пружинные; 12 — крышка головки цилиндров; 13 — болт крепления головки цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — кольцо уплотнительное газового стыка; 23 — кольцо уплотнительное заглушки; 24 — заглушка головки цилиндров; 25 — головка цилиндров; 26 — ввертыш крепления водяной трубы; 27 — ввертыш крепления впускного коллектора; 28 — штифт стойки оси коромысел; 29 — прокладка крышки головки цилиндров; 30 — шпилька крепления стойки коромысел; 32 — шпилька крепления скобы; 33 — опора скобы; 34 — предохранительная втулка прокладки патрубка.
При необходимости замены выкручивают следующие детали: ввертыш 27 крепления впускного коллектора, ввертыш 26 крепления водяной трубы, шпильки 21 крепления патрубка выпускного коллектора, шпильки 30 крепления стоек коромысел и шпильки 32 крепления скобы форсунки. Головку цилиндров снимают с приспособления.
Головку цилиндров и снятые детали моют, клапаны, седла и направляющие втулки клапанов очищают от нагара, обдувают детали сжатым воздухом и дефектуют.
Головку цилиндров устанавливают на стенд для опрессовки 470.085 и проверяют под давлением воздуха 0,3 МПа (3 кгс/см 2 ) в течение 2 мин. герметичность рубашки охлаждения и под давлением 0,6 . 0,65 МПа (6. 6,5 кгс/см 2 ) — герметичность масляных каналов. При утечке воздуха головку цилиндров бракуют. Она также подлежит выбраковке при наличии трещин, захватывающих внутренние каналы, полости отверстий под форсунку, направляющие втулки и поверхность сопряжения с блоком цилиндров, при разрушении посадочных мест под седла клапанов и перемычек между ними, при повреждении или кавитационном разрушении поверхности сопряжения с блоком цилиндров.
Ослабление посадки седел клапанов в гнездах обнаруживают при легких ударах медным молотком. При наличии этого дефекта и износе гнезд под седла впускных клапанов до диаметра, большего 55,03 мм, а выпускных — 52,03 мм, гнезда под седла впускных клапанов обрабатывают до ремонтного размера 55,5 + (0.03) мм, а выпускных — 52,5 + (0.03)мм. В случае ослабления посадки седел клапанов в гнездах, ранее обработанных под ремонтный размер, головку цилиндров бракуют. Аналогично определяют и устраняют ослабление посадки направляющих втулок клапанов. Предельный диаметр отверстия под направляющую втулку 18,04 мм, ремонтный размер 18,4 + (0,023)мм.
При наличии выработки или раковин на рабочей поверхности седел клапанов их обрабатывают до выведения дефекта притиркой, не допуская увеличения диаметра седла выпускного клапана более 43 мм, а впускного — 48 мм. При невозможности устранения дефекта седла заменяют.
При наличии трещин, сколов, механических повреждений на поверхности направляющих втулок клапанов, а также при износе отверстия в направляющей втулке до диаметра более 10,04 мм втулку заменяют. Также подлежит замене при прогорании или механическом повреждении уплотнительное кольцо газового стыка.
Крышку головки цилиндров бракуют при наличии обломов и трещин. Неровность поверхности прилегания к головке цилиндров проверяют щупом на поверочной плите. Она должна составлять не более 0,15 мм. В противном случае поверхность обрабатывают до устранения дефекта, снимая слой металла не более 0,5 мм. При невозможности устранения дефекта деталь бракуют.
Коромысло клапана с втулкой в сборе бракуют при наличии обломов или трещин, а также при износе носка коромысла по высоте. Расстояние от горизонтали, проходящей через центр отверстия во втулке коромысла, до носка коромысла, должно быть не более 6,0 мм. При износе отверстия во втулке ее заменяют и обрабатывают под ремонтный размер в соответствии с ремонтным размером стойки коромысел (табл. 5.2).
Ремонтные размеры втулки коромысла клапана и опорных поверхностей стойки коромысел КАМАЗ (табл. 5.2).
| Вид размера | Диаметр, мм | ||
| коромысла клапана | стойки коромысел | ||
| Начальный (по рабочему чертежу завода-изготовителя) | 25 +0.023 | 25 -0.020 -0.033 | |
| Допустимый без ремонта | 25,040 | 24,96 | |
| I ремонтный | 24,85 +0.023 | 24,85 -0.020 -0.033 | |
| Допустимый без ремонта | — | 24,81 | |
| II ремонтный | 24,70 +0.023 | 24,70 -0.020 -0.033 | |
| Допустимый без ремонта | — | 24,66 | |
Стойку коромысел бракуют при наличии обломов или трещин. При износе опорных поверхностей их обрабатывают до ремонтного размера (см. табл. 5.2), при диаметре более 24,66 мм — бракуют.
Клапаны впускной и выпускной бракуют при наличии трещин, обломов,износе или выгорании рабочей фаски клапана. При износе стержня впускного клапана до диаметра менее 9,94 мм, а выпускного — 9,90 мм клапан бракуют или направляют на восстановление. При неравномерном износе торца стержня клапана его обрабатывают до устранения дефекта, не допуская уменьшения высоты от торца до кольцевой проточки сверх 6,3 мм. При невозможности устранения дефекта клапан бракуют.
После устранения дефектов головку цилиндров в сборе с направляющими втулками клапанов помещают на приспособление для разборки-сборки 7831-4044 или верстак и устанавливают на место, если они были сняты, следующие детали: шпильки 21 (см.рис. 5.11) крепления патрубка выпускного коллектора (высота выступания шпилек 52±1 мм), шпильки 32 крепления скоб форсунки, шпильки 30 крепления стоек коромысел, ввертыш 27 крепления впускного коллектора и ввертыш 26 крепления водяной трубы. Головку цилиндров снимают с приспособления для сборки и устанавливают на стенд для притирки клапанов седлами клапанов вверх.
Приготовив притирочную пасту из 81 % электрокорунда зернистого и 13 % парафина, разведенных в моторном масле М10Г2к до сметанообразного состояния, наносят пасту на рабочую поверхность седел клапанов. Установив впускной и выпускной клапаны в головку цилиндров, выполняют их притирку до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной не менее 1,5 мм без рисок и разрывов на поверхности пояска. При правильной притирке матовый поясок на седле должен начинаться у основания большого конуса седла.
Головку цилиндров и клапаны укладывают в тару, ячейки которой пронумерованы и обеспечивают сохранение принадлежности клапанов и седел, к которым они притерты. Детали промывают в моющем растворе КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л, ЭАП-40 — 0,2. 0,3 %. Состав моющего раствора: карбонат натрия — 22,5 %, тринатрийфосфат — 18,9 %, триполифосфат натрия — 50,6 %, сульфанол — 2,3 %, синтанол ДТ-7 — 5,7 %. Температура моющего раствора 70. 80 °С, время выдержки 2 мин.
После мойки головку цилиндров устанавливают на приспособление для снятия-установки клапанов (см. рис. 5.18), смазывают стержни клапанов и рабочие поверхности направляющих втулок чистым моторным маслом и устанавливают клапаны на свои места согласно нумерации после притирки.
На направляющую втулку 18 (см. рис. 5.11) впускного клапана устанавливают уплотнительную манжету 17 в сборе, устанавливают шайбы 4 пружин клапанов, внутренние 6 и наружные 5 пружины, тарелки 14 пружин клапанов с втулками 7 и вращением рукоятки приспособления сжимают пружины с тарелками и втулками. Установив сухари 8 клапанов, отпускают пружины, следя за тем, чтобы сухари вошли во втулку 7.
Сняв головку цилиндров с приспособления, проверяют герметичность клапанов. Для этого головку цилиндров устанавливают поочередно впускными и выпускными окнами вверх и заливают в них дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 с. При подтекании топлива следует постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны необходимо притереть повторно. Качество притирки можно проверить на карандаш, для чего поперек фаски клапана на равном растоянии наносят шесть-восемь черточек. Клапан вставляют в седло и, сильно нажав на него, поворачивают на 1/4 оборота. При хорошей притирке все черточки должны быть стерты.
Головку цилиндров устанавливают на приспособление для сборки 7831-4044 или верстак. В коромысла клапанов вкручивают регулировочные винты 8 (см. рис. 5.15) и навертывают на них, не затягивая, гайки 10. Затем устанавливают коромысла 11 клапанов на стойки коромысел, фиксатор коромысел и стойки коромысел в сборе с коромыслами клапанов — на головку цилиндров. Завернув гайки крепления стоек оси коромысел [момент затяжки 42. 54 Н*м (4,2. 5,4 кгс*м)], загибают усики стопорной шайбы крепления стойки коромысел, после чего снимают головку цилиндров с приспособления и направляют ее на сборку двигателя.
Читайте также: