
Расточка блока камаз 740
Обновлено: 17.05.2024
Расточка блока камаз 740
Блок цилиндров Камаз-740
Кривошипно-шатунный механизм является основным механизмом двигателя Камаз-740. Он служит для восприятия давления газов в такте рабочего хода возвратно-поступательного движения поршней во вращательное движение коленчатого вала.
КШМ Камаз состоит из блока цилиндров, гильз и головок цилиндров, поршней с кольцами и поршневыми пальцами, шатунов, коленчатого вала, коренных и шатунных подшипников и маховика.
Блок цилиндров Камаз-740 представляет собой жесткую моноблочную V-образную конструкцию, отлитую из легированного серого чугуна как одно целое с блоками цилиндров и верхней частью картера.
Высокая жесткость блока обеспечивается разделением карточного пространства на отдельные отсеки поперечными перегородками с силовым оребрением и низким расположением плоскости разъема верхней половины картера с масляным поддоном (значительно ниже оси коленчатого вала).
В верхней части блока цилиндров Камаз-740 под углом 90° расположены два ряда цилиндровых гнезд и вставные «мокрые» гильзы с привалочными поверхностями под головки цилиндров.
Левый ряд цилиндров Камаз-740 смещен относительно правого вперед на 29,5 мм, что вызвано установкой двух нижних головок шатунов на общую шатунную шейку коленчатого вала.

Блок цилиндров Камаз-740 в сборе
1 — блок цилиндров; 2 — гильза цилиндра; 3 — резиновое уплотнительное кольцо гильз; 4 — крышка заднего коренного подшипника коленчатого вала; 5 —крышка переднего коренного подшипника коленчатого вала; 6 — прокладка передней крышки блока; 7 — передняя крышка блока; 8 — резиновая манжета; 9— рым-болт
Водяные рубашки блока и головок цилиндров Камаз-740 между собой сообщаются посредством специальных отверстий в привалочных плоскостях, уплотняемых резиновыми кольцами.
По всей высоте цилиндров сделаны протоки для охлаждающей жидкости, благодаря чему обеспечивается интенсивный отвод тепла от гильз цилиндров, что обеспечивает охлаждение поршней и поршневых колец и снижает температуру масла.
В блоке цилиндров Камаз-740 имеется система каналов для подвода масла на центральный канал к подшипникам коленчатого и распределительного валов, деталям привода механизма газораспределения (ГРМ), фильтру очистки масла, центробежному фильтру и компрессору.
Гнезда в блоке под коренные вкладыши растачиваются при установленных крышках коренных опор, поэтому последние не взаимозаменяемы и устанавливаются в строго фиксированном положении.
Крышки коренных опор к картерной части блока крепятся поперечными болтами-стяжками, к переднему торцу блока прикреплена крышка, к заднему — картер маховика, снизу блок закрыт поддоном, который одновременно служит емкостью для системы смазки двигателя.
Расточка блока цилиндров Камаз-740 под вкладыши коренных подшипников производится в сборе с крышками, поэтому крышки коренных подшипников не взаимозаменяемы и устанавливаются в строго определенном положении.
На каждой крышке нанесен порядковый номер опоры, нумерация опор начинается с переднего торца блока.
Параллельно оси расточек блока цилиндров Камаз-740 под подшипники коленчатого вала выполнены расточки, в которые запрессованы и расточены втулки распределительного вала увеличенной размерности по сравнению с втулками серийного распределительного вала.
В картерной части развала блока цилиндров прилиты направляющие толкателей клапанов.
В переходный период освоения выпуска в составе двигателя Камаз-740 может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коренных подшипников:
-предварительная затяжка-95-120 Н.м (9.6-12 кгс.м);
-окончательная затяжка-206-230 Н.м (21-23,5 кгс.м);
-стяжные болты затягиваются моментом 81-91 Н.м (8,2-9,2 кгс.м).
Ближе к заднему торцу, между четвертым и восьмым цилиндрами, выполнена перепускная труба полости охлаждения для улучшения циркуляции охлаждающей жидкости. Одновременно она придает блоку еще и дополнительную жесткость.
С целью увеличения циркуляционного запаса масла, на двигатель Камаз-740 устанавливается масляный насос увеличенной производительности. Поэтому диаметры масляных каналов в блоке цилиндров существенно увеличены.
В нижней части цилиндров заодно с блоком отлиты бобышки под форсунки охлаждения поршней.
С целью установки на блок фильтра с теплообменником на правой стороне увеличены площадка и выполнены два дополнительных крепежных отверстия, а также сливное отверстие из фильтра.
Гильзы блока цилиндров Камаз-740
Гильзы цилиндров Камаз-740 «мокрого» типа легкосъемные, изготовлены из чугуна центробежным литьём и объемно закалены токами высокой частоты для повышения износостойкости.
Внутренняя поверхность гильзы Камаз-740 обработана плосковершинным хонингованием для получения редкой сетки впадин н площадок под углом к оси гильзы. Такая обработка способствует удержанию масла во впадинах и лучшей прирабатываемости гильз.
На конусной поверхности в нижней части, гильзы цилиндров Камаз-740 имеют следующую маркировку: устанавливаемые на двигатели 740.11-240 и 740.14-300 7406.1002021, на двигатель 740.13-260 - 740.13-1002021. Центрирование гильзы в гнездах блока осуществляется при помощи верхнего и нижнего наружных обработанных поясов.
В верхней части гильза имеет упорный бурт с выступами для установки на упорный торец блока цилиндров и надежного уплотнения газового стыка с головкой цилиндра.
Водяная полость между блоком и гильзой Камаз-740 уплотнена резиновыми кольцами круглого сечения: в верхней части установлено одно кольцо под буртом в проточке гильзы, в нижней части — два кольца в проточках блока.
Установка на двигатели гильз с несоответствующей рекомендациям маркировкой ведет к ускорению износа гильз и поршневых колец.
Зеркало гильзы представляет собой редкую сетку впадин и площадок под углом к оси гильзы. При работе двигателя масло удерживается во впадинах, что улучшает прирабатываемость деталей цилиндропоршневой группы.
В соединении гильза - блок цилиндров двигателя Камаз-740 полость охлаждения уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо в проточке гильзы, в нижней части - два кольца в расточки блока цилиндров.
Клапана и головка блока цилиндров Камаз-740

Газораспределительный механизм (ГРМ) Камаз-740
1 - головка цилиндра; 2 - втулка направляющая; 3 - шайба пружин клапана; 4, 5 - пружины клапана: 6 - манжета клапана; 7 - шайба; 8 - болт крепления головки: 9 - тарелка пружин; 10 - втулка тарелки пружин; 11 - сухарь клапана; 12 - болт крепления крышки; 13 - шайба; 14 - шайба виброизоляционная; 15 - крышка головки цилиндра; 16 - коромысло клапана; 17 - стойка коромысел; 18 - прокладка крышки; 19 - штанга; 20 - ввертыш крепления впускного коллектора: 21 - ввертыш крепления водяной трубы; 22 - прокладка уплотнительная: 23 - толкатель; 24 - распредвал: 25 - выпускной клапан; 26 - седло выпускное; 27 - гильза цилиндра; 28 - кольцо газового стыка; 29 - блок цилиндров: А - тепловой зазор.
Механизм газораспределения (ГРМ) Камаз-740 - верхнеклапанный с нижним расположением распредвала. Кулачки распредвала Камаз-740 в соответствии с фазами газораспределения приводят в действие толкатели 23.
Штанги 18 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 7 и 8, открывают клапаны 25. Закрываются клапаны под действием силы сжатия пружин.
Распредвал Камаз-740 - стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ; устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.

Распределительный вал Камаз-740
1 - распредвал; 2 - корпус подшипника; 3 - шестерня; 4 - шпонка.
Диаметр втулок распределительного вала Камаз-740 на 6 мм больше по сравнению со втулками двигателя 740.10. Распредвал Камаз-740 увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распредвалом двигателя 740.10. На задний конец распределительного вала напрессована прямозубая шестерня 3.
Привод распредвала Камаз-740 осуществляется от шестерни коленчатого вала через промежуточные шестерни. Шестерни стальные, штампованные с термообработанными зубьями. Для обеспечения заданных фаз газораспределения шестерни при сборке устанавливаются по меткам, выбитым на торцах.
От осевого перемещения распредвал фиксируется корпусом 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами. Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя 740.10.
Установка корпуса подшипника задней опоры распредвала двигателя Камаз-740.10 не допустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапана Камаз-740
Клапана Камаз-740 из жаропрочной стали. Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного - 46,6 мм, высота подъема впускного клапана - 14,2 мм, выпускного - 13,7 мм.
Геометрия тарелок впускных и выпускных клапанов Камаз-740 обеспечивают соответствующие газодинамические параметры впуска-выпуска газов и поэтому их замена на клапаны двигателя 740.10 не рекомендуется.
Клапаны Камаз-740 перемещаются в направляющих втулках изготовленных из металлокерамики. Для предотвращения попадания масла в цилиндр и снижения его расхода на угар, на направляющих клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели клапана тарельчатого типа с профилированной направляющей частью, изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном. Толкатель подвергнут химико-термической обработке.
Коромысла клапанов Камаз-740 стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1.55.
Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором.
Коромысла клапанов 740.1 1-240, в отличие от коромысел двигателя 740.10, не имеют бронзовой втулки. Направляющие толкателей отлиты заодно с блоком цилиндров.
Штанги толкателей клапанов Камаз-740 стальные, пустотелые с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя 740.10 и не взаимозаменяемы с ними.
Стойка коромысел чугунная, её цапфы подвергнуты термической обработке ТВЧ. Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя 740.10.
Пружины клапанов винтовые, устанавливаются по две на каждый клапан. Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины 4,8 мм, внутренний - 3,5 мм.
Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее - 821 Н. Пружины взаимозаменяемы с пружинами двигателя модели 740.10.
Головка блока цилиндров Камаз-740
Головка блока цилиндров Камаз-740 отдельные на каждый цилиндр, изготовлены из алюминиевого сплава. Головка цилиндра Камаз-740 имеет полость охлаждения, сообщающуюся с полостью охлаждения блока.
Для усиления днища головки увеличена ее толщина в зоне выпускного канала и выполнено дополнительное ребро по сравнению с головкой цилиндра двигателя мод. 740.10.
Каждая головка блока Камаз-740 устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
В головке блока цилиндров Камаз-740, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя 740.10 не допускается.
В головку блока цилиндров Камаз-740 запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя 740.10, и фиксируются острой кромкой.
Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов. Применение выпускного клапана 740.10 не рекомендуется.
Стык "головка цилиндра - гильза" Камаз-740 (газовый стык) - беспрокладочный. В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3.
Посредством этого кольца головка цилиндра Камаз-740 устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.

Газовый стык Камаз-740
1 - головка цилиндра; 2 - кольцо уплотнительное перепуска охлаждающей жидкости; 3 - кольцо газового стыка; 4 - прокладка-заполнитель; 5 - гильза цилиндра; 6 - кольцо уплотнительное; 7 - прокладка уплотнительная; 8 - блок цилиндров; 9 - экран.
Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка - заполнитель 4. Прокладка - заполнитель фиксируется на выступающем пояске кольца газового стыка за счет обратного конуса с натягом.
Применение прокладки заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки блока цилиндров Камаз-740 установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком Камаз-740, отверстия стока моторного масла и отверстия прохода штанг уплотнены прокладкой 7 головки цилиндра из термостойкой резины.
При сборке двигателя Камаз-740 болты крепления головки цилиндра следует затягивать в три приема в порядке возрастания номеров, указанном на рисунке.
Последовательность величины моментов затяжки должны быть:
1 прием - до 39-49 Нм (4-5 кг/см);
3 прием - до 186-206 Нм (19-21 кг/см).
Перед ввертыванием смазать резьбу болтов слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами Камаз-740. Клапанный механизм закрыт алюминиевой крышкой. Для шумоизоляции и уплотнения стыка крышка - головка цилиндра применены виброизоляционная шайба и резиновая уплотнительная прокладка.
Болты крепления крышек головок блока цилиндров Камаз-740 затянуть с крутящим моментом 12,7-17.6 Нм (1,3-1,8 кг/см).
Расточка блока камаз 740
Восстановление посадочного места помпы:

Восстановление постелей каленвалов:

Ремонт проломов в блоке

Сварка трещин в блоках цилиндров:

Стоимость дополнительных ремонтных работ:
| № п/п | Вид услуги | Цена |
| 1 | Расточка блока Камаз-740 с заменой втулок распредвала | 4 500 р. |
| 2 | Расточка блока "ЕВРО" с заменой втулок распредвала | 4 500 р. |
| 3 | Расточка блока Камаз-740 и "ЕВРО" по постелям | 3 500 р. |
| 4 | Расточка втулок распредвала Камаз-740 | 2 500 р. |
| 5 | Расточка втулок распредвал "ЕВРО" | 2 500 р. |
| 6 | Наплавка под водяной насос | от 1 500 р. |
| 7 | Налавка реборд под гильзу | от 400 р. |
| 8 | Наплавк бобышек крепления ТНВД, вых. коллектора и т.д. | 40р./см. |
| 9 | Сварка трещин, сколов | 30р/см. |
| 10 | Установка ввертыша крепления головки блока и крепления бугеля | 600 р. |
| 11 | Установка ввертышей /диам. до 12мм/ | 600 р. |
| 12 | Установка ввертышей /диам. более 12мм/ | 600 р. |
| 1 3 | Высверливание заломов болта /диам. до 12мм/ | 600 р. |
| 14 | Высверливание заломов болта /диам. более 12 мм/ | 600 р. |
| 15 | Мойка блока | 600 р. |
| 16 | Мойка узлов и деталей двигателя (комплект) | 2 000 р. |
| 17 | Расточка блока по постелям ЯМЗ-238 | 7 500 р. |
| 18 | Расточка блока по постелям ЯМЗ-23 | 5 500 р. |
| 19 | Подбор и замена бугеля | 500 р. |
| 20 | Наплавка под полукольца /одна сторона/ | 500 р |
Более подробная информация о стоимости ремонтных работ грузовых автомобилей иностранного и отечественного производства расположена в разделе Цены .
РЕМОНТ И ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СИЛОВЫХ АГРЕГАТОВ С ДВИГАТЕЛЕМ КамАЗ 740.11-240
В данном учебном пособии не рассматриваются особенности съема силового агрегата с автомобиля, его разборка, мойка узлов. Рассматривается состояние деталей силовых агрегатов 740.11 - 240 по результатам дефектовки и технологии их ремонта. Приводятся данные по исследованиям на ЗАО «Ремдизель».
БЛОК ЦИЛИНДРОВ В СБОРЕ
В картерной части развала блока цилиндров прилиты направляющие толкателей клапанов. Ближе к заднему торцу, между четвертым и восьмым цилиндрами, выполнена перепускная труба полости охлаждения для улучшения циркуляции охлаждающей жидкости. Одновременно она придает блоку еще и дополнительную жесткость. С целью увеличения циркуляционного запаса масла, на двигатель устанавливается масляный насос увеличенной производительности. Поэтому диаметры масляных каналов в блоке цилиндров существенно увеличены. В нижней части цилиндров заодно с блоком отлиты бобышки под форсунки охлаждения поршней. С целью установки на блок фильтра с теплообменником на правой стороне увеличены площадки и выполнены два дополнительных крепежных отверстия, а также сливное отверстие из фильтра. Комплектация и марка материалов составных частей приведена в табл. 5.1 .Возможные дефекты и способы ремонта также приведены в табл. 5.1.
Основой качественного ремонта служит тщательная дефек- товка: осмотр внешний, проверка состояния резьбы, замеры
Карта дефектации блока цилиндров
Наименование детали или сборочной единицы
Блок цилиндров в сборе с коренными крышками
СЧ 25 ГОСТ1412-85
Болт крепления крышки подшипника коленчатого вала
Сталь 40ХН2МА ГОСТ 4543-71
Болт стяжной крепления крышки М16х6дх70
Сталь 40ХН2МА ОСТ 4543-71
Болт стяжной крепления крышки 16-6gx95
Сталь 40ХН2МА ГОСТ 4543-71
Втулка промежуточных шеек распредвала
биметаллическая: сгаль 080-ВТ -Т-2-К-А ТУ-4-1207-82; бронза
не менее 60 HRB
не менее 65 HRB
гзмеры, мм предельно допустимый
Трещины, пробоины на стенках рубашки охлаждения, не выходящие на перегородки цилиндров, в количестве не более 3 на блок, но не более 2 на сторону
Продолжение табл. 5.1
То же, выходящие на перегородки между цилиндрами
Трещины длиной не более 30 мм, раковины в развале и на торцах блока, не захватывающие масляные каналы блока
Трещины, сколы бобышек под болты крепления головок, не выходящие на бурт под гильзу
Установить ввертыши на герметик
Трещины и сколы перемычек между отверстиями под гильзы и болт крепления головок цилиндров и на буртиках водоотводящих отверстий глубиной не более 8 мм
Разделка трещины или скола на всю глубину, т.е. на глубину не более 8 мм
Трещины по бурту под гильзу по глубине окружности
Трещины и сколы резьбовых бобышек
- 1. Поставить ввертыш.
- 2. Наплавить.
Трещины в перегородках между цилиндрами на поверхности прилегания головок, не выходящие на нижнее посадочное место гильзы
Конец трещины засверлить диаметром 3-4 мм. Трещину заполнить клеящим составом под давлением и стянуть болтом
Трещина по бобышке болта крепления крышки
Место окончания трещи-
Продолжение табл. 5.1
подшипника коленчатого вала
ны засверлить, установить резьбовую вставку или ввертыш
Трещина по масляному каналу, выходящая на постель коленчатого вала
Место окончания трещины засверлить, установить резьбовую втулку на герметик
Трещины, обломы, срыв резьбы на поверхности крепления масляного насоса и на поверхности прилегания поддона
Заварить, зачистить заподлицо, сверлить отверстия, нарезать резьбу
Сколы по технологическим отверстиям глубиной не более 15 мм, по дуге не более 90 градусов, не выходящие на поверхность прилегания прокладки поддона
Сколы бобышек под установочные штифты передней крышки и картер маховика
Кавитационное разрушение в зоне крепления водяного насоса:
1. Заполнить кавитационные полости
Продолжение табл. 5.1
- 2. Расточить, установить чашечную заглушку.
- 3. Заварить.
Раковины, коррозия на плоскостях прилегания головок цилиндров:
- коррозия паро-водоотво- дящих отверстий не более 1,5 мм (3 огв.) на сторону от номинального расположения
- 1. Заварить.
- 2. Установить втулку.
- в местах прилегания уплотняющих выступов прокладки головки
- вне мест прилегания уплотняющих выступов прокладки головки
Кавитационные разрушения в зоне нижнего посадочного места пояса гильзы цилиндра, не выходящие в канавки
с установкой шаблона.
2. Восстановить эпоксидной композицией.
Износ, задир, прижог постелей коренных подшипников:
- не более Ш 100,3 мм
Обработать в ремонтный размер Ш 100,5 ь0 ' 04
Продолжение табл. 5.1
Расточить в размер Ш104 мм, приварить промежуточные вкладыши
Износ, задир втулок распределительного вала
Заменить втулки,с последующей расточкой в блоке
Износ, задир поверхностей под упорные полукольца
- 28
- -0,021
- 1. Обработать торцы в ремонтный размер
- 27,4
Смятие (скол) на грани паза под «усик»
Подварить, зачистить в размер 14^’ 2 мм
Залом шпилек, износ, срыв резьбы в разных местах
Удалить шпильку, установить ввертыш или резьбовую вставку
Окончание табл. 5.1
Срыв резьбы под рым- болт, скол или трещина на бобышке
Резьбу заглушить (забить, заварить). При сборке двигателя установить грузовой кронштейн под болты крепления головки цилиндров: дет.
№ 740.1002 053 - рым; дет.
№ 740.1002 058 - болт - 1 шт.
посадочных и сопрягаемых поверхностей с пометкой краской мест, подлежащих ремонту.
На всех блоках, бывших в эксплуатации, заменяются втулки под промежуточные опоры распредвала. У большинства блоков требуется расточка постелей коренных подшипников, которая производится в приспособлении, изображенном на рис. 5.2.
При износе коренных постелей более чем на 0 100,3 мм восстановить их расточкой в ремонтный размер не удается. Тогда постели с глубоким проворотом вкладышей растачиваются в размер 0 104 +0 ' 03 мм. В подготовленные постели устанавливаются промежуточные вкладыши с поджатием перед сваркой усилием порядка 50 кН (5000 кгс) и привариваются в соответствии с рис. 5.3.
Далее постель растачивается в размер 0 100 +003 мм при установке крышек 740.1005 152/140 номинального размера или в размер 0 100,5 +003 мм при установке ремонтных крышек. Выступание торцов Т промежуточных вкладышей под плоскостью разъема не допускается.
В случае глубокого проворота упорных полуколец необходимо восстановление торцов наплавкой. Для исключения выхода резца при окончательной расточке в зону отбеленного

Рис. 5.1. Дефекты блока цилиндров

Рис. 5.2. Приспособление для расточки постели коренных подшипников и опор распределительного вала:
- 1 - основание; 2 - плита задняя; 3, 4 - прихваты;
- 5 - борштанга для расточки постелей распределительного вала;
- 6 - борштанга для расточки постелей коренных подшипников;
- 7 - плита передняя; 8, 10 - штыри; 9 - пластина для базирования блока чугуна следует предварительного расточить торцы 5-й постели до размера 25-26 мм, а диаметр проточки увеличить со 126 до 130 мм, после этого наплавить торцы самофлюсую- щейся проволокой ПАНЧ-11 0 1,2 мм ТУ 4821-593-55 при силе тока 1=100-120 А и напряжении 11д=16-18 В, защитив постели медной оправкой, а линию разъема блока и крышки подшипника - медной пластиной.
Наплавку производить короткими участками длиной 30-50 мм с проковкой каждого участка сразу после обрыва дуги. Затем наплавленные поверхности зачистить заподлицо с торцами шлиф- машинкой ИП 2003 А абразивным кругом ПП63х20х20 марки 53С50НСГ2БУ ГОСТ23182-78. Для расточки торцов пятой коренной постели под упорные полукольца с обеих сторон одновременно необходима специальная резцовая головка (рис. 5.4).
Такой метод восстановления позволяет получить номинальные размеры, как по длине постели, так и по диаметру 126 мм.

Рис. 5.3. Схема промежуточной приварки вкладышей:
- 1 - основание постелей; 2 - промежуточные вкладыши;
- 3 - торец пятой постели; Д - диаметр расточки
Однако на практике в большинстве случаев проворот бывает только снаружи, что значительно упрощает восстановление.
Очень часто наблюдается скол (смятие) замка на пятой крышке. Для восстановления крышка снимается с блока, скол наваривается проволокой ПАНЧ-11 и затем зачищается шлиф- машинкой с кругом ППбОхб марки 38А-25НТ2БУ (заменять крышку 5-коренной опоры не допускается).
Значительное место среди дефектов блока цилиндров занимают разного рода трещины и кавитационные разрушения, показанные на рис. 5.1. Кавитационные разрушения нижних посадочных буртов под гильзу восстанавливают наплавкой проволокой ПАНЧ-11, используя медную закладку в канавки с последующей зачисткой наплавленных мест шлифмашинкой.
Восстановление зоны установки водяного насоса производится двумя методами в зависимости от степени разрушения. Если плоскостью крепления водяного насоса образовались полости глубиной 0,5 мм и более, местами выходящие на плоскость прилегания водяного насоса, такой блок целесообразно восстановить заполнением полостей клеем из группы эсмино-аминных составов, используя фторопластовую оправку 0 115,5 мм, антиадгезионную к этим клеям. После

Рис. 5.4. Схема резцовой головки для расточки торцов пятой коренной постели:
Для восстановления трещин на перегородках между 2, 3, 6 и 7 цилиндрами необходимо определить место окончания трещины с помощью керосина и мела, засверлить концы трещин сверлом 0 3-4 мм угловой пневмодрелью. Затем сверлится отверстие 0 8,7 мм перпендикулярно трещине на глубину 125 мм (рис. 5.5), затем отверстие рассверливается до 0 10,7 мм на глубину L+3 мм, где L - расстояние от стенки до трещины. Далее цекуется площадка 0 26 мм на глубину 2±0,5 мм под

Рис. 5.5. Ремонт трещин на перегородке между цилиндрами:
1 - блок; 2 - стяжной болт; 3 - технологическая пробка головку болта и нарезается резьба М10х1,25-6д за трещиной, нарезается резьба М12х1,25-6д глубиной 20±2 мм. Далее подготовленная под стяжной болт полость наполняется клеем из группы эсмино-аминных составов и технологическим болтом М12 клей вдавливается до выступания из трещины. После удаления технологического болта заворачивается болт М10х1,25 с крутящим моментом 60-70 Нм. Блок с трещиной на перегородках между 1 и 2, 3 и 4, 5 и 6, 7 и 8 цилиндрами необходимо восстанавливать со стороны развала, т.е. со стороны штанговой полости (рис. 5.5, Б-Б). При этом добавляется ряд операций, связанных со сверлением плоскости развала и установкой впоследствии заглушки.
Трещина на постели, переходящая в масляный канал, как правило, образуется при повороте коренных вкладышей. Дефектный канал рассверливается до 0 10,7 мм на глубину трещины, нарезается резьба М12х1,25-6Н, заворачивается резьбовая втулка с внутренним отверстием 0 7 мм до упора на клей эсмино-аминной группы, выступающая часть втулки высверливается и зачищается круглым напильником. Через сутки производится испытание на герметичность масляного канала.
При восстановлении блоков с трещиной по маслоканалу, выходящей в отверстие под втулки распределительного вала, через развал блока сверлится отверстие 0 14 мм до выхода в отверстие под втулку. При этом необходимо выдержать от торца блока размер 180±0,2 мм для отверстия № 4, размер 334±0,2 мм для отверстия № 3, размер 488±0,02 мм для отверстия № 2. Отверстие в развале затем глушится резьбовой пробкой. Испытание на герметичность маслока- налов обязательно.
Блоки с трещинами, выходящими в штанговую полость, не восстанавливаются. На бобышке блока под болт крепления крышки подшипника допускаются для ремонта трещины длиной 40 мм со стороны центральной масляной магистрали и не более 50 мм с противоположной стороны. Соответственно резьбовые ввертыши должны быть не более 50 и 60 мм.
Расточка блока камаз 740
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
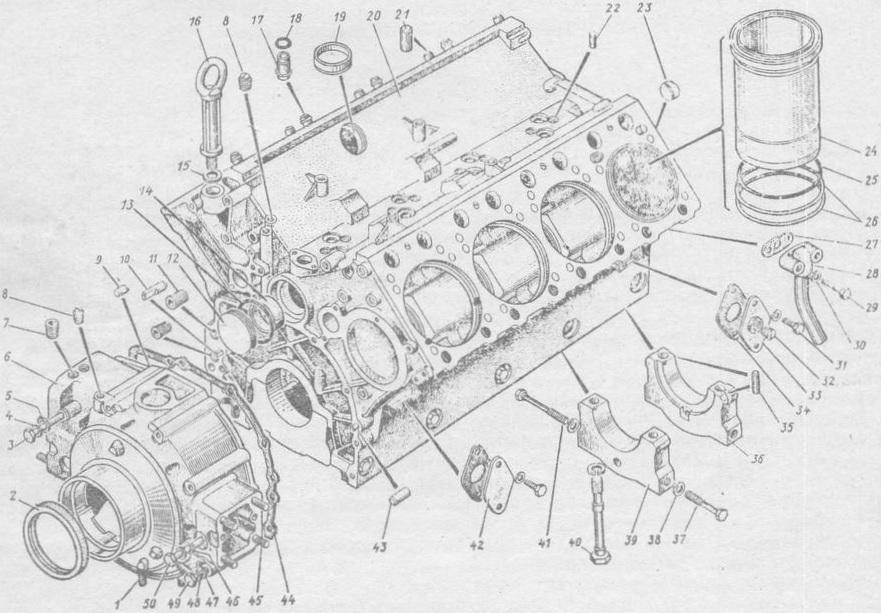
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
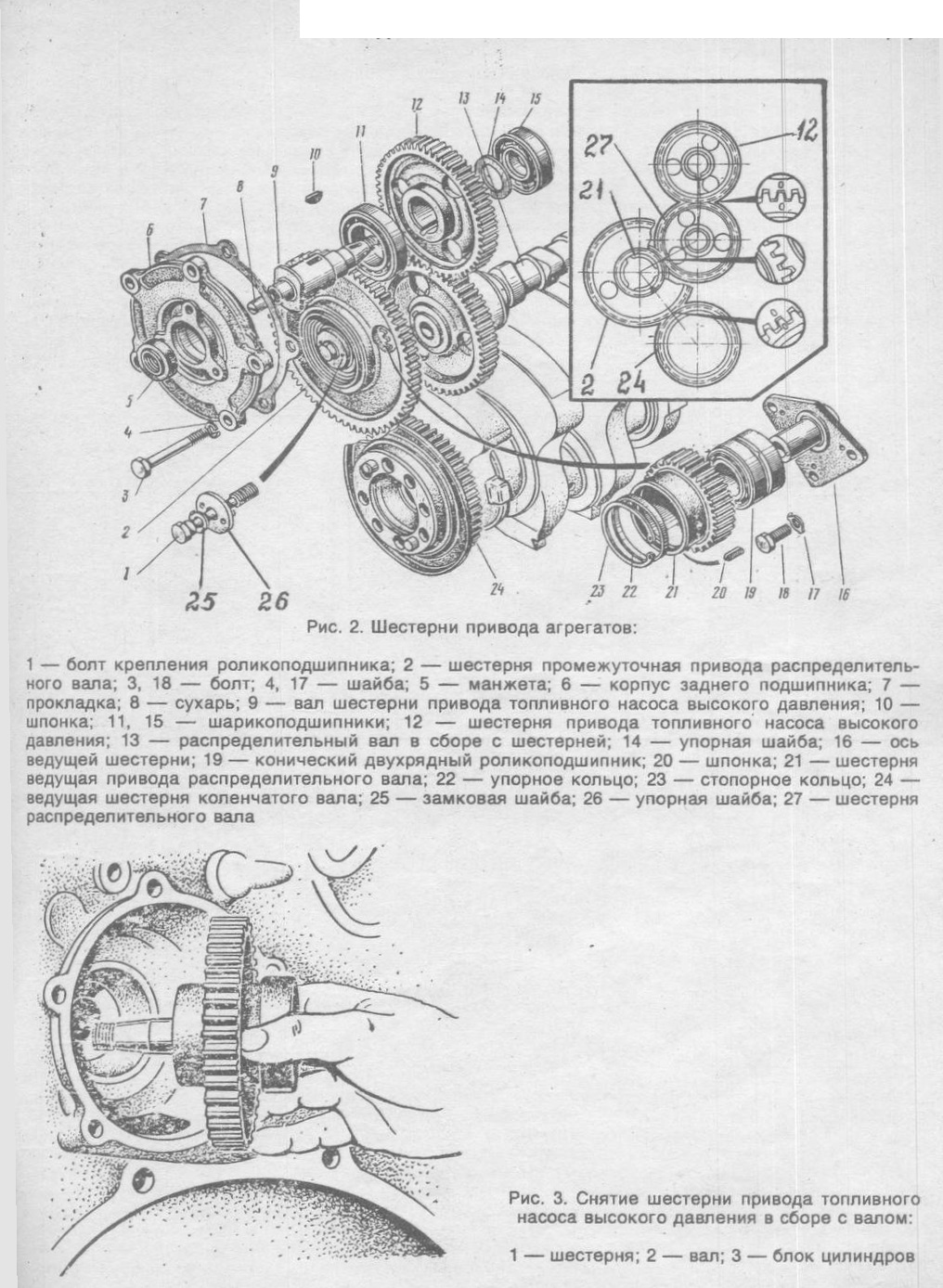
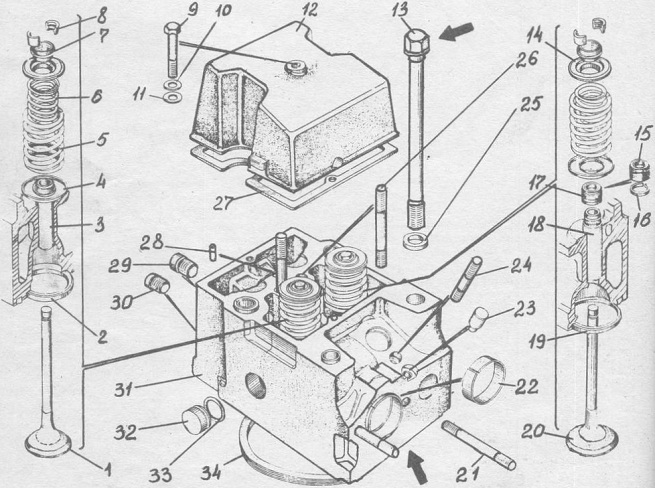
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Восстановление деталей под ремонтный размер двигателя КамАЗ - 740
Гильзы цилиндров КамАЗ-740 тонкостенные. Толщина их стенок 13,5 мм. Они отлиты из специального высокопрочного чугуна и, как показал анализ результатов эксплуатации, отличаются высокой износостойкостью. При поступлении двигателей в углубленный текущий и капитальный ремонты гильзы цилиндров имеют максимальный износ внутреннего диаметра не более 0,2 мм. Величина износа цилиндров двигателя КамАЗ-740 значительно меньше величин износов других дизельных и карбюраторных двигателей. Поршни отлиты из высокопрочного алюминиевого сплава. Они имеют вставку из жаропрочного чугуна под верхнее компрессионное кольцо и коллоидно-графитовое покрытие юбки. На поршне расположены одно маслосъемное и 2 компрессионных кольца. Рабочая поверхность верхнего компрессионного кольца покрыта тонким слоем хрома, нижнего — молибдена. Маслосъемное кольцо имеет коробчатое сечение. Между маслосъемным кольцом и канавкой поршня установлен витой пружинный расширитель. Рабочая поверхность маслосъемного кольца хромирована.
Камское объединение по производству большегрузных автомобилей поршни ремонтного размера не выпускает. При поступлении в капитальный ремонт поршни имеют износ канавки под верхнее компрессионное кольцо. После восстановления канавок 40—50 % поршней от общего количества пригодны для повторного использования. Поршневые кольца подлежат 100 %-й замене. В связи с тем, что Камское объединение по производству большегрузных машин не выпускает поршни ремонтного размера, при ремонте двигателей изношенные гильзы цилиндров выбраковываются, что ведет к нерациональному расходу металла. На многих ремонтных предприятиях успешно применяется восстановление изношенных гильз цилиндров двигателей КамАЗ-740 пластинированием.
Основные операции технологического процесса восстановления гильз цилиндров пластинированием следующие: подготовка гильз цилиндров под облицовку пластинами; изготовление пластин; облицовка внутренней поверхности гильз цилиндров пластинами; обработка гильз цилиндров после облицовки. Подготовка гильз цилиндров под облицовку пластинами заключается в их расточке под запрессовку свернутых пластин. Расточка гильз цилиндров производится эльборовым резцом на алмазно-расточном станке модели 278Л в специальном приспособлении. Способ восстановления гильз цилиндров стал возможен только благодаря применению для расточки гильз резцов из эльбора, так как обработка внутренней поверхности высокопрочного чугуна гильзы обычными резцами с твердосплавными пластинами ВК-3 затруднена.
Режимы резания при обработке гильз эльборовыми резцами следующие: скорость резания v — 70—90 мм/мин; подача s — 0,03 мм/об; глубина резания tp — 0,015—0,2 мм. При подаче 0,04 мм/об обеспечивается шероховатость поверхности Ra 0,16—0,32 мкм. Затраты времени на растачивание отверстий гильз цилиндров двигателя КамАЗ-740 следующие: основное технологическое время — 12,2 мин; вспомогательное время — 1,2 мин; организационно-техническое — 0,4 мин; время перерывов — 0,2 мин; штучное время — 15 мин. Сущность изготовления пластин состоит в подборе стальной ленты для резки ее на мерные пластины, выборе толщины пластин, определении натяга при запрессовке и усилия запрессовки, определении длины пластин, раскрое стальной ленты на мерные куски, резке стальной ленты на мерные пластины и шлифовании кромок пластин. Для изготовления пластин применяется холоднокатаная лента из углеродистой стали марок У8А и У10А. Геометрические размеры пластин в зависимости от технологического диаметра цилиндров после их расточки. Нижняя граница толщины пластин выбирается исходя из обеспечения максимальных свойств упругости: выход за верхнюю границу толщины затрудняет установку сменных пластин и увеличивает расход материала. Для восстановления гильз цилиндров двигателя КамАЗ рекомендуется толщина пластин 0,6 мм. Облицовка внутренней поверхности гильз цилиндров пластинами осуществляется путем свертывания пластин в цилиндр в матрице и перемещения ее из матрицы в гильзу цилиндров штоком гидравлического пресса. Ввод пластины в гильзу цилиндров производится в напряженном состоянии за счет ее упругости и натяга. Величина натяга при запрессовке в гильзу цилиндров КамАЗ-740, имеющей внутренний диаметр гильзы 120 мм, составляет 0,18—0,20 мм.
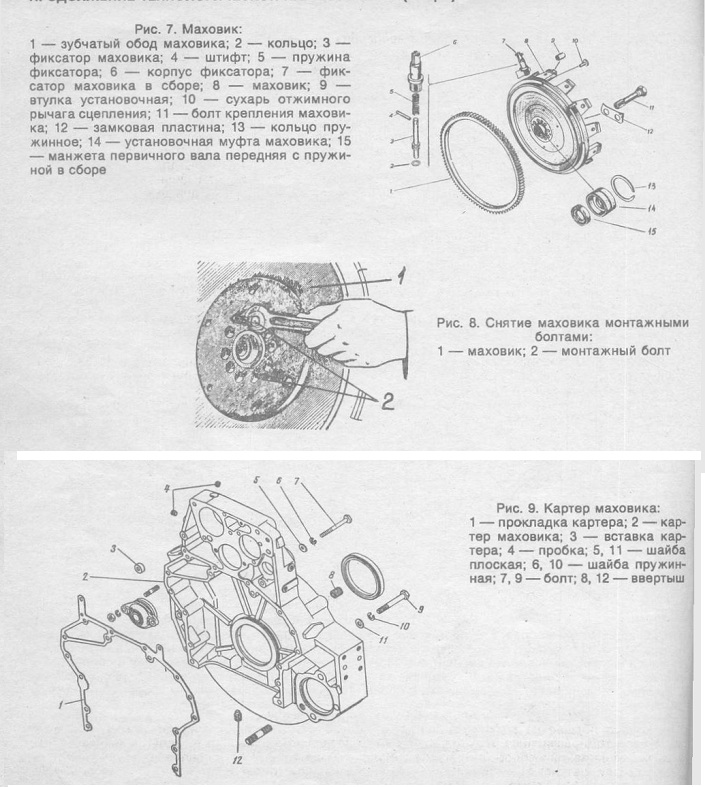
Маховик изготовлен из серого специального чугуна. Он закрепляется на заднем торце коленчатого вала и фиксируется двумя штифтами. На маховик в горячем состоянии напрессовывается зубчатый венец. Характерной особенностью маховика является наличие приливов. Дефекты маховиков устраняются следующим образом. Износ, риски, задиры, трещины глубиной до 2 мм на рабочей поверхности устраняются шлифованием на плоскошлифовальном станке. Изношенные пазы наплавляются, после чего шипы шлифуются. Зубчатый обод, имеющий обломы, трещины и износ зубьев, с маховика спрессовывается и вместо него напрессовывается новый. При обломах, трещинах маховики выбраковываются.
Шатуны двигателей КамАЗ штампованные, изготавливаются из стали и имеют двутавровое сечение. Они имеют отличительную конструкцию от шатунов других марок двигателей — верхняя головка конусная. Конусные втулки в верхнюю головку устанавливаются после охлаждения в жидком азоте до температуры —160. —180 °С (для более легкой установки). При изготовлении шатуны окончательно обрабатываются в сборе с крышками нижних головок, поэтому крышки шатунов невзаимозаменяемые. Шатун и его крышка не должны разукомплектовываться. Для предотвращения этого их клеймят на заводе-изготовителе. На крышке шатуна и на шатуне выбит порядковый номер цилиндра. Крышки шатунов крепятся болтами к нижней головке шатуна.
Характерные неисправности шатунов: трещины; обрыв шатунных болтов и стержня шатуна (70—78 % от общего количества дефектов и 30 % от общего количества дефектов двигателя); износ втулки верхней головки шатуна (100 % от общего количества поступивших в ремонт); износ вкладышей нижней головки шатуна (100 % от общего количества, поступившего в ремонт); износ торцов нижней головки шатуна; « отверстия под болт крепления крышек шатунов; « болтов крепления; изгиб и скручивание стержня шатуна.
Восстановление шатунов начинается с контроля наличия изгиба и скручивания на приспособлении. Шатуны, имеющие изгиб или скручивание, подвергаются правке под прессом. После правки шатуны подвергаются повторному контролю на приспособлении. Контроль осуществляется по эталонному шатуну. Эталонный шатун устанавливается в приспособление и все индикаторы выставляются на «0». После этого эталонный шатун снимается и на его место помещается испытуемый. По отклонению стрелок на индикаторах определяются изгиб или скручивание шатуна. Восстановление постелей нижней головки шатунов производится осталиванием в проточном электролите на специальной установке. Втулки верхней головки шатуна заменяются новыми. Удаление фигурной втулки верхней головки шатуна производится на расточном станке. Вместо удаленной втулки специальным приспособлением на прессе запрессовывается новая фигурная втулка. Расточка отверстий во втулке верхней головки после ее запрессовки и постели нижней головки шатуна после осталивания производится одновременно на специальном двухшпиндельном расточном станке. При этом между осями верхней и нижней головок шатуна обеспечивается межосевое расстояние (225±0,03) мм в соответствии с техническими условиями.
Вкладыши подшипников коленчатого вала и нижней головки шатуна сменные, тонкостенные, трехслойные, с рабочим слоем из свинцовистой бронзы. Верхний и нижний вкладыши коренного подшипника коленчатого вала невзаимозаменяемые. В верхнем вкладыше имеются отверстие для подвода масла и канавка для его распределения. Камское объединение выпускает десять ремонтных размеров вкладышей. Это позволяет восстанавливать шейки коленчатого вала шлифованием под ремонтный размер. Обозначение вкладышей соответствующей шейки, диаметр вала и диаметр постели в блоке цилиндров и шатуне нанесены на тыльной стороне вкладыша. Размеры шеек коленчатого вала и гнезда в блоке цилиндров должны соответствовать ремонтным размерам вкладышей.
Перед установкой коленчатого вала в блок цилиндров рабочая поверхность вкладышей коренных подшипников и коренные шейки коленчатого вала смазываются чистым дизельным маслом, упорные полукольца коленчатого вала устанавливаются в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. При правильной сборке подшипников вал должен свободно проворачиваться от усилия руки, а осевой зазор в упорном подшипнике должен быть 0,050—0,215 мм. Увеличение длины задней коренной шейки компенсируется подбором полуколец ремонтного размера.
Технологический процесс восстановления коленчатых валов включает следующие операции: мойку, разборку и дефектацию коленчатого вала; проверку биения по средней шейке; правку коленчатого вала на прессе (при необходимости); установку пробок в отверстия масляных каналов вместо заглушек; шлифование коренных и шатунных шеек; контроль размеров коренных, шатунных шеек и радиуса кривошипа; полирование коренных и шатунных шеек и сборку коленчатого вала.
Разборка коленчатого вала включает следующие операции: снятие шестерни привода масляного насоса, переднего и заднего выносных противовесов; изъятие заглушек и втулок центробежной очистки масла и внутренних полостей масляных каналов коленчатого вала.
Правка коленчатого вала производится на прессе при наличии изгиба вала более 0,05 мм. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части (под штоком пресса). Контроль осуществляется с помощью индикаторного приспособления. На среднюю шейку устанавливается призма со сферическим углублением для предохранения от повреждения шейки вала, и усилием пресса вал прогибается на величину, превышающую изгиб вала в 10 раз.
Шейки коленчатого вала шлифуются на круглошлифовальных станках. Порядок шлифования следующий. В первую очередь шлифуются коренные шейки после установки коленчатого вала в центрах станка. Во вторую очередь шлифуются шатунные шейки. Для шлифования шатунных шеек коленчатый вал на станке устанавливается в центросместителях, обеспечивающих смещение оси вала на величину радиуса кривошипа, который имеет размер (604+-0,5) мм, и совмещение осей шатунных шеек с осью шпинделя станка. Шлифование начинается с первой шатунной шейки, для шлифования следующей шейки вал поворачивается на угол 90°. В процессе шлифования шеек производится контроль их размеров и радиуса кривошипа. Все коренные и шатунные шейки шлифуются под один ремонтный размер. После шлифования шейки подвергаются полировке в течение 1 мин на полировальных станках полировальной лентой ЭБ220 или пастой ГОИ № 10.
Восстановленные коленчатые валы поступают на сборку. Шестерни привода масляного насоса из-за ненадежного его крепления могут иметь следующие дефекты: обрыв шестерни, накрен на зубьях, выкрашивание зубьев. Шестерни, имеющие указанные выше дефекты, заменяются новыми.
Противовесы подвергаются осмотру на магнитном дефектоскопе и контролю жестким мерительным инструментом. Противовесы, имеющие обломы или трещины, выбраковываются; имеющие износ отверстий под шейки вала восстанавливаются осталиванием (железнением). Изношенные пазы под шпонку завариваются электродуговой сваркой и фрезеруются новые.
Заключение
За время прохождения практики изучил автомобиль КамАЗ – 4310 и его технические характеристики: параметры двигателя, принцип работы и устройства системы охлаждения, системы смазки и систему питания, узнал, как передаётся крутящий момент от двигателя на трансмиссию данного автомобиля. Освоил тип подвески и её конструктивные особенности, тормозную систему и тип рулевого механизма.
Читайте также: