
Ремонт постели блока камаз
Обновлено: 24.07.2024
Восстановление блоков цилиндров двигателей
Блоки цилиндров относятся к классу корпусных деталей. У двигателей КамАЗ-740 блок цилиндров отливается V-образной монолитной конструкцией из серого чугуна СЧ 21-40, а крышки подшипников — из ковкого чугуна КЧ 35-10. Места посадки гильз цилиндров подшипников коленчатого вала и втулок распределительного вала точно обработаны.
При изготовлении блок цилиндров растачивается вместе с крышками коренных опор, поэтому крышки невзаимозаменяемые, их необходимо устанавливать на те места, с которых они были сняты. Картерная часть блока соединяется с крышками коренных опор поперечными болтами.
Блоки цилиндров после мойки подвергаются дефектации. Дефектации блоков производится на основании Технических условий на контроль, сортировку и восстановление деталей (табл. 11).
Возможными дефектами блока цилиндров могут быть:
- коробление поверхности сопряжения с головками цилиндров;
- деформация или износ гнезд под вкладыши коренных подшипников коленчатого вала и втулок распределительного вала;
- деформация или износ верхнего посадочного пояса под гильзу;
- износ резьбовых отверстий;
- пробоины стенок блока, трещины масляной магистрали и трещины перемычек и посадочных мест под гильзы.
Изношенные посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер. Размеры посадочных поясков представлены в табл. 17.
17. Ремонтные размеры посадочных поясков в блоке под гильзы цилиндров
Посадочное отверстие, мм
Допустимый (без ремонта)
Изношенные внутренние поверхности отверстий под толкатели восстанавливаются развертыванием под ремонтный размер на радиально-сверлильном станке.
Поврежденные резьбы в блоке цилиндров восстанавливаются постановкой резьбовых ввертышей.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливаются после установки блока цилиндров в приспособление шлифованием плоскости на горизонтальном плоскошлифовальном ставке до устранения коробления плоскости разъема.
Неплоскостность поверхностей головок цилиндров контролируется на поверочной плите щупом. Щуп, вставленный между головкой и поверочной плитой, по толщине должен быть не более 0,07 мм.
После восстановления блок цилиндров должен отвечать следующим техническим требованиям:
- при испытании на герметичность водой под давлением не менее 0,4 МПа подтекание воды не допускается;
- крышки коренных подшипников не должны быть разукомплектованы с блоком цилиндров.
Расстояние между осями коленчатого вала и промежуточной шестерни 157,5±0,03 мм, а распределительного вала промежуточной шестерни — 112,5±0,03 мм (замеряется индикаторным приспособлением).
Заварка трещин в блоках цилиндров
Трещины на стенках блока цилиндров завариваются или заделываются эпоксидными композициями.
Заварку трещин можно вести с подогревом или без подогрева. Перед заваркой концы трещин засверливаются сверлом диаметром 5 мм и только после этого разделываются по всей длине под углом 90—120 ° на 4/5 толщины стенки с помощью шлифовальной машинки.
Шлаковые включения и раковины не допускаются.
Заварка трещин без подогрева производится электродуговой сваркой постоянным током обратной полярности полуавтоматом А-547 электродной проволокой марки МНЖКТ диаметром 1,2 мм в среде аргона. В процессе заварки не допускается нагрев детали выше 60°С.
Режим заварки трещин: сила сварочного тока — 125—150 А; напряжение — 27—30 В; давление аргона у сварочной дуги — 0,3—0,5 МПа.
Для заварки трещин без применения защитного газа применяются электроды следующих марок: ПАНЧ-11, МНЧ-1, ОЗЧ-1, АНЧ-1, ЦЧ-3 и ЦЧ-4.
Режим сварки: сила сварочного тока — 130 А; напряжение — 36 В; твердость наплавленного слоя — НВ 170.
Заделка трещин в блоках цилиндров эпоксидной композицией
Заделка трещин эпоксидной композицией производится следующим образом:
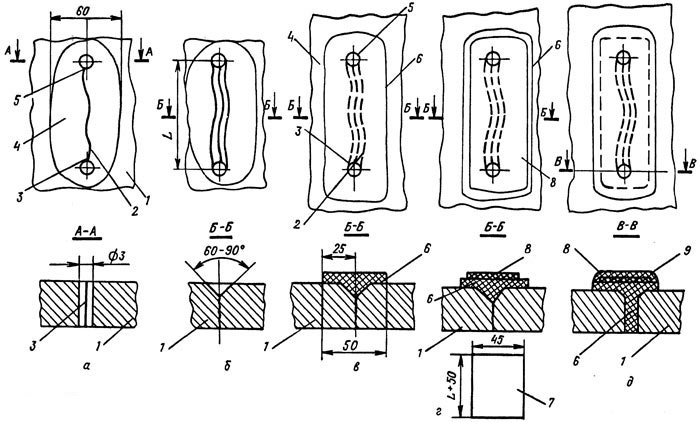
Рис. 40. Последовательность выполнения операций заделки трещин поврежденной детали:
а — сверление концов трещины; б — зачистка поверхности детали вокруг трещины, разделка трещины и обезжиривание на удалении до 300 мм от трещины; в — заполнение разделанной трещины клеевой композицией; г — укрепление клеевой композиции слоем стеклоткани; д — наложение верхнего слоя клеевой композиции; L — длина трещины; 1 — деталь; 2 — трещина в детали; 3, 5 — засверленные концы трещины; 4 — зачищенная поверхность; 6 — слой клеевой композиции; 7 — заготовка стеклоткани; 8 — укрепление слоя клеевой композиции стеклотканью; 9 — верхний слой клеевой композиции
Пробоины на стенке блока заделываются наложением заплат из стеклоткани толщиной 0,3 мм на первый слой эпоксидной композиции. Заплаты должны перекрывать пробоину на 15—20 мм. Сверху заплаты наносится второй слой эпоксидной композиции. После этого производится отверждение эпоксидной композиции.
Операционная карта заделки трещин клеевой композицией представлена в табл. 12, а последовательность выполнения операции показана на рис. 40.
12. Операционная карта заделки трещин на наружной стенке блока цилиндров клеевой композицией
Время операции, мин
Инструменты и приспособления
Сверление по концам трещины 2 отверстий диаметром 2—3 мм, установка пробок в отверстия
Электродрель, сверло диаметром 2—3 мм, шлифовальная машина
Медные или алюминиевые заглушки, изготовленные из проволоки
Снятие на трещине фаски под углом 60—90° на глубину 2—3 мм вдоль трещины по всей ее длине
Шлифовальная машинка с гибким валом
Шлифовальный круг зернистостью 46—60, твердостью СМ1, СМ2
Зачистка поверхности блока цилиндров на расстоянии 20—30 мм по обе стороны трещины до металлического блеска
Шлифовальная машинка с гибким валом и круглым диском-щеткой
Диск с металлической щеткой
Обезжиривание и просушка очищенного участка и трещины при температуре 20 °С
Ацетон, бензин, ветошь
Приготовление эпоксидной композиции
Шпатель, полиэтиленовый стаканчик
Эпоксидная смола, наполнитель — чугунный порошок, пластификатор ДБФ и отвердитель ПЭПА
Нанесение клеевой композиции на подготовленную поверхность
Наложение заплаты на нанесенный слой клеевой композиции
Заплата из стеклоткани
Нанесение на заплату окончательного слоя эпоксидной композиции
Mitsubishi Lancer Vook Edition 2,4AT › Бортжурнал › 7.Замысловатый путь ремонта двигателя. Восстановление опор коренных подшипников коленчатого вала.
Извиняюсь за технический перерыв в написании БЖ))) Обстоятельства так сложились. Неделю назад приступил к сборке двигателя, а именно установке коленчатого вала в блок цилиндров. Планировал собрать низ и приступить к ремонту ГБЦ. Но… при затягивании болтов крышек коренных подшипников коленчатый вал зажимало и проворачивался он с недопустимым усилием, т.е. имело место быть отсутствие зазора под масляный клин в сопряжениях вкладыш-шейка коленвала. Такая ситуация меня сильно озадачила и самой первой в голове мелькнула мысль о том, что коленчатый вал, выправленный дедом и отшлифованный в ремонтный размер, имел остаточные внутренние напряжения и по прошествии времени благодаря им получил прогиб. Это в мои планы ну никак не входило((( Попутно думаю, что делать с коленвалом? Неужели дед теряет мастерство? Собирать на колене от 4В11? В общем расстроился…
Ну что же, вынимаю коленвал и ставлю на призмы крайними коренными шейками. Устанавливаю на станину индикатор на магнитной стойке, касаюсь среднюю коренную шейку и начинаю проворачивать. Стрелка вообще не шевелится! Да ну нах! Повторная проверка, результат — отличный вал!
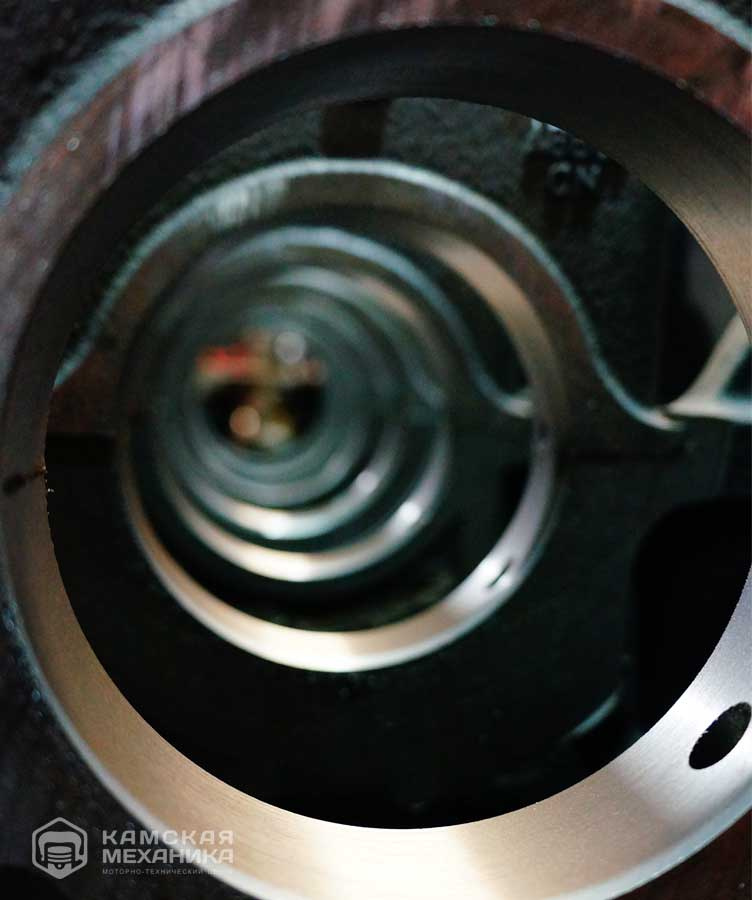
Значит проблема не в нем. А в чем? Промеряю толщину вкладышей — всё ОК. Собираю блок с крышками, протягиваю требуемым моментом, настраиваю нутромер и начинаю проверять диаметр посадочных мест под вкладыши. Вот где собака порылась — в поперечной плоскости ( по разъему блока и крышки) отклонение диаметра ноль, а в вертикальной — от 1 до 3 соток в минусе. Вроде бы не критично, но не нормально. Еще напрягал тот факт, что следы потертостей на вкладышах при провороте коленвала были не везде и не на всех вкладышах. Их вообще не должно быть при правильной сборке! Это важно! Учитывая то, что коленвал как струна, можно предположить, что коренные опоры в блоке несоосны. Как такое возможно, оставалось вопросом.
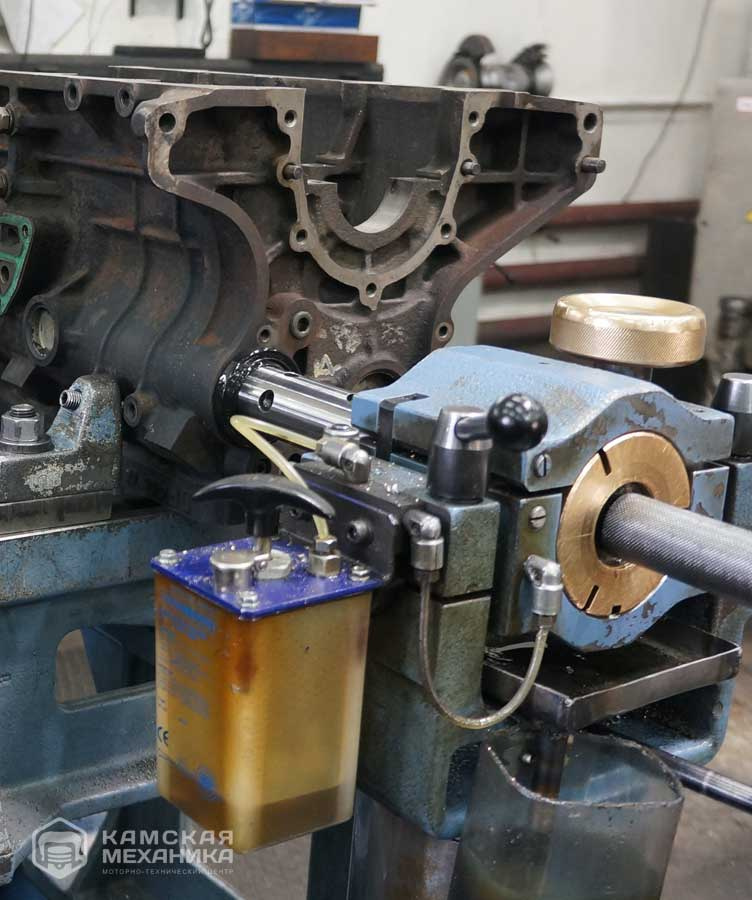
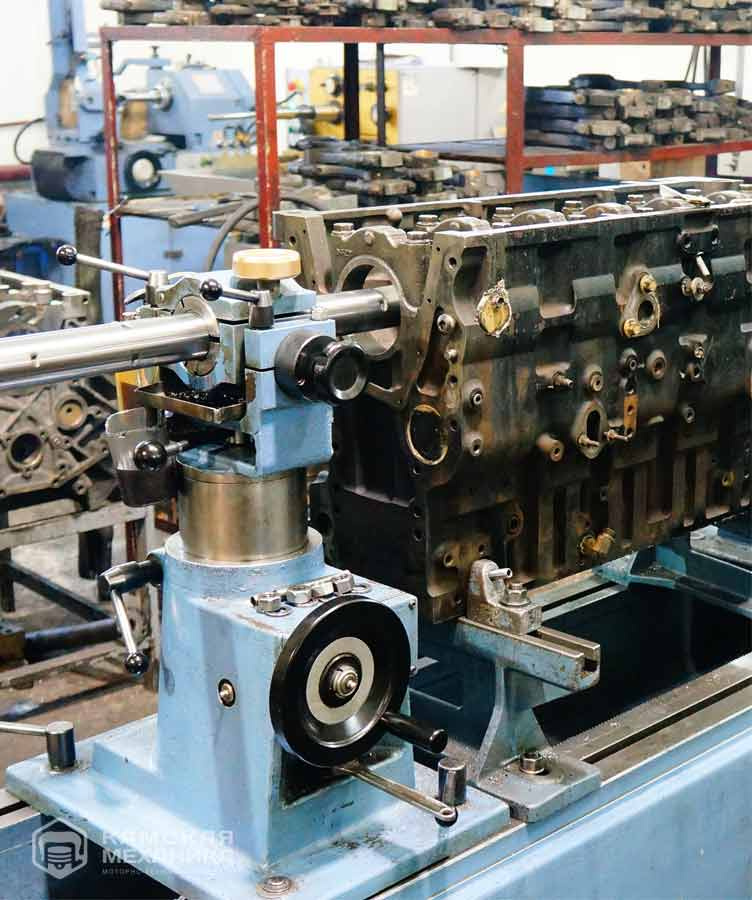
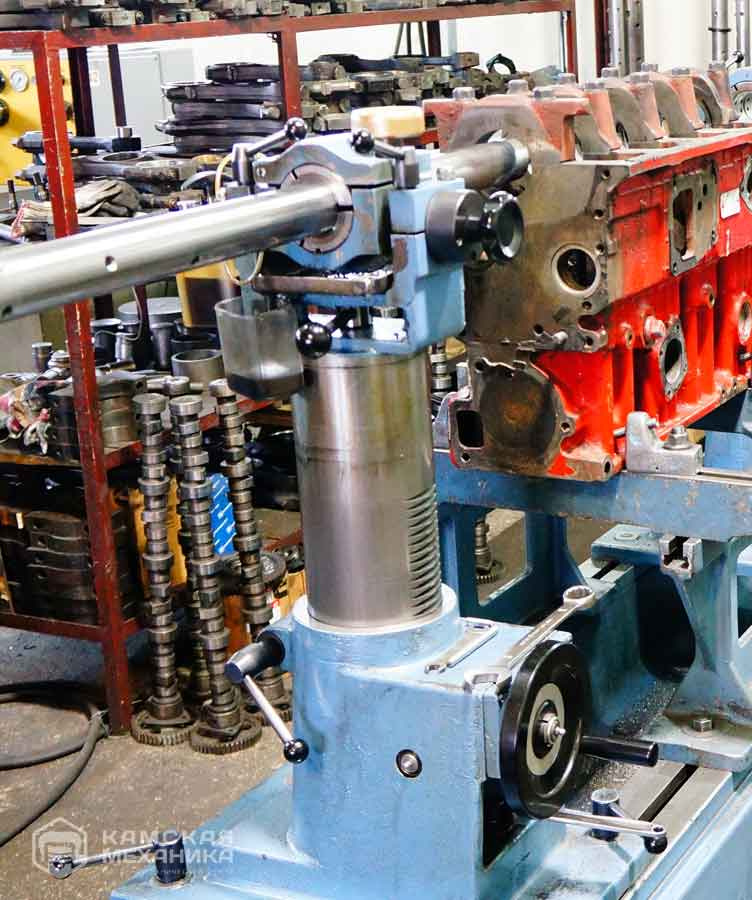
Мною было принято решение отвезти блок цилиндров в специализированную мастерскую, занимающуюся такого вида ремонтами и имеющую соответствующее оборудование. При проведении работ присутствовал лично и заодно осуществил промышленный шпионаж имеющимся под рукой телефоном с камерой)))
ВОССТАНОВЛЕНИЕ ПОСТЕЛИ КОЛЕНВАЛА
В процессе эксплуатации коренные опоры коленчатого вала испытывают значительные нагрузки, что приводит к погрешностям форм отверстий в любой из плоскостей в пределах 0,03..0,05 и если не принимать мер по устранению таких дефектов, то в процессе эксплуатации возникают более значительные повреждения:
- деформация привалочных плоскостей в блоке под установку крышек коренных опор;
- деформация подшипниковой крышки в результате перегрева;
- проворот вкладышей коленчатого вала с образованием глубоких вырывов и катастрофический износ отверстий;
- разрушение крышек подшипников коленвала.
Ремонт таких отверстий только расточкой не позволяет обеспечить высокие эксплуатационные характеристики, так как довольно сложно обеспечить стабильный размер и необходимые геометрические параметры отверстий по всем шейкам. Велика опасность прослабить отверстие, большие трудности обработки наваренного отверстия или имеющего наклеп после проворота вкладышей, высокая шероховатость обработанной поверхности ухудшает теплоотвод, этому также способствует наварка лентой и применение эпоксидных композиций. Поэтому с целью обеспечения минимальных геометрических погрешностей при ремонте отверстий опор коленвала, жесткого допуска и необходимой шероховатости следует применять в качестве финишной операции – хонингование.
Выпускаемые в настоящее время за рубежом станки для расточки коренных опор коленчатого вала дороги, а если сюда добавить инструмент и оборудование для хонингования, то получается довольно « круглая » сумма. Кроме того, импортные хонголовки для восстановления постелей коленвала в силу конструктивных особенностей имеют малый диапазон обработки, пониженную радиальную и осевую жесткость, применяются только дорогостоящие абразивные бруски импортного производства.
С целью восстановления коренных опор коленвала в номинальный размер с гарантированным качеством в ООО « Прецизион » разработана комплексная технология, изготавливается инструмент и оснастка для ремонта постелей любых блоков ДВС с любыми повреждениями, с обеспечением всех требований завода-изготовителя.

Во всех случаях при проведении ремонтных работ обязательно производится замер парных плоскостей в тоннеле блока под установку крышек подшипников. Операция производится с помощью контрольной оправки и щупа 0,02 мм.

При неплоскостности более 0,02 мм, плоскость необходимо обработать. Это можно сделать при помощи шабровки, на расточном или фрезерном станке, однако это очень трудоемко.
Поэтому, разработано и изготавливается приспособление "ПРЕЦИЗИОН Т", позволяющее фрезеровать эти плоскости с монтажом всей оснастки непосредственно на блоке.


Следует отметить, что неплоскостность имеют примерно 50% блоков, поступающих в ремонт, а если шейки перегреты или произошел проворот, то неплоскостность в таких случаях бывает всегда и может достигать 0,3мм.
Операция подрезки плоскости (при выявлении неплоскостности) при ремонте постели должна производиться обязательно, так как при установке крышки на "косые" плоскости неизбежно деформируется крышка и блок. Неплоскостность на блоке практически всегда имеет следующий вид:

При креплении крышки блок деформируется и начинает испытывать крайне нежелательные для чугуна нагрузки на разрыв, поэтому очень часто блок после непродолжительной эксплуатации разрывается либо в районе масляного канала по центру, либо происходит разрыв блока с выходом трещин на боковые поверхности блока.


Очень страдают от этого блоки "КАМАЗ", на которых увеличена мощность, а жесткость блока конструктивно осталась прежней. Все это, а также недопустимые нагрузки, могут служить причиной выхода из строя как новых двигателей, так и двигателей прошедших ремонт.
РАССМОТРИМ НАИБОЛЕЕ ХАРАКТЕРНЫЕ ВИДЫ ПОГРЕШНОСТЕЙ КОРЕННЫХ ОПОР И ПОДГОТОВКУ ИХ ДЛЯ ПРОВЕДЕНИЯ ОБРАБОТКИ:
1. Самый распространенный случай. Отверстия на одной опоре коленчатого вала или на нескольких имеют деформацию от длительных знакопеременных нагрузок, в результате незначительного перегрева или других причин. Величина геометрических погрешностей не более 0,1 мм. При таких погрешностях коленчатый вал иногда вращается при укладке. Но эксплуатация двигателя с такими погрешностями неизбежно приведет к более серьезным повреждениям постели коленвала. В этом случае подготовка отверстия производится следующим образом:
- все крышки подшипников осаживаются на абразивной плите, либо на фрезерном или шлифовальном станке на 0,1..0,2 мм;


- крышки устанавливаются на место, болты затягиваются необходимым моментом;
- отверстия обмеряются нутромером. Отверстия должны иметь припуск на обработку в пределах 0,06-0,25 мм. В районе замков размер может быть в допуске готового отверстия.
2. В том случае, если погрешности превышают 0,1мм или необходимо заменить, например крышку коренного подшипника (в результате поломки или другой причины) применяется следующая технология:
- « неродная » крышка одна или несколько, осаживается на 0,5…1 мм на фрезерном станке, с последующей шлифовкой на абразивной плите, остальные - - крышки осаживаются на 0,1…0,2 (как в предыдущем случае);
- крышки устанавливаются на место;
- отверстия обмеряются нутромером на наличие припуска на обработку.
Часто встречаются случаи, когда в результате перегрева одна или несколько крышек опор коленвала деформируются, ее края выступают внутрь отверстия на 0,2…0,5 мм и она имеет большой боковой зазор в тоннеле блока (V-образные двигатели) поверхность отверстия в крышке имеет характерный синий цвет. Если крышка базируется на штифты, то происходит уменьшение межцентрового расстояния между штифтами в крышке, и она устанавливается на место с недопустимо большим натягом. В этом случае проводятся следующие операции:
- плоскость разъёма крышек обрабатывается « как чисто »;
- крышка (с базированием в туннеле) устанавливается на место, с помощью щупов определяются боковые зазоры с каждой стороны, крышки снимаются, и производится наварка боковых поверхностей (наварка самозащитной проволокой ПАНЧ-11 полуавтоматом без подогрева крышки и без углекислоты), с последующей их шлифовкой или фрезеровкой с обеспечением необходимой посадки ее в туннеле блока;

- крышки опор коленчатого вала (с базированием по штифтам) обрабатываются следующим образом: с помощью концевых мер вымеряется межцентровое расстояние штифтовых отверстий, расположенных в блоке. На фрезерном станке или расточном, обрабатываются отверстия увеличенного диаметра в подшипниковой крышке. На токарном станке изготавливаются ступенчатые штифты и устанавливаются на место.
3. Случай, когда провернулись вкладыши и отверстие имеет большой диаметр вкруговую , на поверхности видны глубокие вырывы и борозды. В этом случае часть отверстия, находящихся в блоке навариваются, крышка заменяется, а если нет возможности поставить другую крышку, то наваривается и крышка. Наварка (в случае сильного проворота) производится самозащитной проволокой ПАНЧ-11 полуавтоматом без подогрева блока и без углекислоты. Наплавленный слой имеет хорошую адгезию, практически отсутствуют поры, нет отбела чугуна, удовлетворительно обрабатывается твердосплавным резцом.

Когда износ не катастрофичный, то на постель или крышку наносится методом напыления порошковый материал С-01-11. При этом используется оборудование "ДИМЕТ" (мод. 405).


4. Случай, когда отверстия имеют большой плюс около плоскости разъёма (характерно для V- образных блоков). В этом случае крышки осаживаются на 0,5…1 мм. Часть отверстий, прилегающих к разъёму в блоке цилиндров, напыляются (навариваются).

Подготовленные таким образом отверстия коренных опор коленвала поступают на расточку всех шеек с одной установки с последующим хонингованием.
Обработка подготовленной постели производится следующим образом:
- торцевые плиты крепятся к торцам блока и на них устанавливаются люнеты;
- ролики устанавливаются на крайние опоры, но если они наварены, то используются соседние;
- борштанга укладывается на ролики и прижимается к ним;
- с помощью подвижных башмаков люнетов через втулки фиксируется положение борштанги, которое контролируется 4-мя индикаторами. Диаметры роликов выполнены так, что обеспечивается смещение оси борштанги вниз на 0,02мм.. При необходимости на блок устанавливается промежуточная опора (для предотвращения вибрации) с компенсатором деформации борштанги, который после фиксации промежуточной опоры снимается с блока;
- убираются индикаторы и ролики;
- « браслет » с настроенным резцом устанавливается и крепится на борштанге на обработку первой шейки;
- растачивается отверстие;
- « браслет » открепляется и переустанавливается для расточки соседней шейки. Таким образом производится расточка всех шеек за одну установку.
Расточка может производится одним оператором с помощью передвижного расточного привода "ПРЕЦИЗИОН ПП", либо с помощью электродрели - в этом случае работают два оператора.
" ПРЕЦИЗИОН ПП" имеет привод вращения через зубчатую ременную передачу от электродвигателя переменного тока, частотный преобразователь для бесступенчатого регулирования числа оборотов, регулировку по высоте, двухкарданную подвеску, педальный включатель оборотов, бесшумен и удобен в работе и может эксплуатироваться в любом помещении с твердым покрытием пола. Кроме того, "ПРЕЦИЗИОН ПП" при обработке (расточке) постелей среднеразмерных блоков на горизонтально-расточном станке "ПРЕЦИЗИОН П3", является его неотъемлемой частью и может осуществлять привод расточной борштанги с любого торца блока (гбц) в зависимости от конструкции растачиваемого узла.
При расточке с помощью электродрели один оператор удерживает дрель, второй производит подачу. Расточка наваренных (напыленных) отверстий производится за несколько проходов.

- открепляется и снимается расточной « браслет »;.
- борштанга снимается и производится замер диаметра отверстий всех опор, при необходимости производится повторная расточка опор, имеющих наименьший диаметр;
- снимаются люнеты, торцевые плиты и поддержка борштанги - блок готов к хонингованию;
- хонголовка заводится в отверстие и производится разжим брусков вручную с помощью ключа.

Привод при хонинговании осуществляется малооборотной дрелью через карданную подвеску; жесткий разжим брусков с хонингованием в режиме выхаживания обеспечивает высокую точность и необходимую шероховатость. Режущие бруски отечественного производства, их стойкость 200…300 блоков, после чего они заменяются в условиях потребителя. Бруски крепятся к колодкам эпоксидной смолой.
Хонингование производится с СОЖ- дизтопливом или отработкой (только при напылении "ДИМЕТ") с периодическим поливом из лейки, расход СОЖ- 100..200 мл на обработку одного блока.
Настройка хонголовки с одного диаметра на другой производится путем замены опорных шайб под опорными колодками. Например, после хонингования Ø100 ( КАМАЗ) необходимо хонинговать Ø11 1 ( МЕРСЕДЕС). Для этого необходимо подложить шайбы толщиной 5,5мм. (по 3 шайбы под каждую опорную колодку).

Подрезка торцов под упорные подшипники производится инструментом с радиальной подачей резца, обеспечивающего перпендикулярность обрабатываемых поверхностей относительно оси постели. Вся оснастка устанавливается и фиксируется в уже обработанной постели коленчатого вала.

Время расточки всех шеек, например блока КАМАЗ, (без наварки) занимает 10….15 мин. Если какая-то из опор наварена, то она обрабатывается за несколько проходов и время соответственно увеличивается.
Время хонингования при припуске 0,02…0,03 мм - 4…5 мин.
Общее время обработки постели коленвала, например КАМАЗ, (без наварки) - 2,5…3 часа и в основном это время настройки, замеров и т.д., с наваркой - 3,5…4 часа.
Данная технология не требует никакого специального оборудования, так как вся расточная оснастка (навесная оснастка) монтируется на блоке. Для менее габаритных блоков мы предлагаем станок "ПРЕЦИЗИОН П3".
В результате проведения расточки с использованием нашего оборудования обеспечиваются все требования завода-изготовителя (овальность, конусность не более 3..4 мкм, непрямолинейность не более 0,005) производится восстановление коренных опор в номинальный размер с минимальным смещением оси (0,02…0,03) и любыми повреждениями, успешно внедрена и эксплуатируется на многих крупных и малых предприятиях.
Инструмент и оснастка для обработки коренных опор состоит из хонголовки (в комплекте с шайбами на необходимый диаметр) и расточной навесной оснастки, состоящей из:
- расточной борштанги (используется и как установочная);
- комплекта установочных роликов для конкретного диаметра*;
- люнетов со втулками и индикаторами;
- « браслета » для установки резца в любом месте борштанги с оснасткой для настройки вылета резца;
- комплекта базовых втулок;
- комплекта опорных секторов для конкретного диаметра*;
- торцевых плит для конкретного блока**;
- приспособления для поддержки борштанги и компенсатора ее деформации;
- инструмента и оснастки для подрезки торцов под упорные подшипники с радиальной подачей резца;
- абразивной плиты с измерительной оснасткой;
- вспомогательной оснастки;
- фрезерного приспособления "ПРЕЦИЗИОН Т" (по дополнительному заказу);
- расточного привода "ПРЕЦИЗИОН ПП" (по дополнительному заказу).
* - позиции индивидуальны для каждого диаметра постели
** - позиции индивидуальны для каждой модели двигателя

Для обработки коренных опор различных диаметров изготавливаются хонголовки с диапазонами Ø50…Ø65; Ø63…Ø80; Ø78…Ø100; Ø98…Ø130 + спец.диапазон от 170мм.
Ремонт деталей двигателя




В процессе эксплуатации блок цилиндров двигателя подвергается большому количеству температурных воздействий и воспринимает большие механические нагрузки. Перегрев или масляное голодание вызывает нарушение теплового режима работы подшипника, так как масло в нем выполняет не только смазывающую, но и охлаждающую функции. Как правило, изнашиваются не только распредвалы и коленвалы, но и сами посадочные места их в постели. В результате происходит перераспределение внутренних напряжений в материале блока, что приводит к его деформации. Деформация постели коленвала нарушает условия смазки, создаёт изгибающие нагрузки на коленчатом валу, что приводит к ускоренному износу вала, коренных подшипников и двигателя в целом.
Постель коленчатого вала, также может получить механические повреждения при разрушении или сильном износе коренных подшипников.
Устранить подобные деффекты можно расточкой постелей. Восстановление постелей коленвала, распредвала выполняется на уникальном горизонтально-расточном станке Berco-BTA, который позволяет успешно ремонтировать постели диаметром от 26 до 250 мм. Таким образом, можно восстанавливать как постели распредвала и коленвала легковых моторов ВАЗов и иномарок, так и тяжелые блоки автобусов и спецтехники, включая CATERPILLAR, KOMATSU, Cummins и тд.
Как отремонтировать постель коленвала
Наиболее частый дефект цилиндрических поверхностей - отклонение формы их поперечного сечения от окружности, проявляющееся в виде эллипсности. Причины различные. Эллипсность отверстий может возникнуть в результате нормальной, но продолжительной эксплуатации двигателя. Тогда наблюдается практически одинаковое увеличение диаметров всех отверстий в сравнении с номинальным значением. Причем деформируются наименее жесткие части опоры - коренные крышки. Такое характерно для большинства двигателей с чугунными блоками.

У двигателей с блоками из легких сплавов после пробега 200-300 тыс. км обнаруживается иная картина. Эллипсность отверстий постели образуется за счет увеличения их размера в плоскости разъема опор блока с коренными крышками. Как правило, разность диаметров, измеренная в плоскости разъема опоры и перпендикулярно ей, может составлять величину до 0,05 мм.
Эллипсность отверстий постели может наблюдаться при малых пробегах как результат нарушения режима смазки коренных подшипников. Начальная стадия процесса сопровождается резким повышением температуры в зоне контакта шейки и вкладыша, что приводит к нагреву постели вала, непосредственно контактирующей с подшипниками. В результате происходит ослабление конструкционных элементов опор вала, прежде всего болтов и крышек. При этом геометрия отверстия в опоре нарушается.
Ремонт постелей коленвала
Для восстановления работоспособности коленвала, любые отклонения размера отверстий постели от номинала, превышающие величину 0,02 мм, нужно устранять. В зависимости от глубины повреждения постели, применяются различные способы ремонта. Они преследуют цель: восстановить требуемый размер и строгую форму отверстий в опорах, необходимые для нормальной работы подшипников.
Основной прием, применяемый при ремонте, - занижение высоты коренных крышек. Таким образом удается создать необходимый припуск на последующую механическую обработку отверстий в номинальный размер. Обработка постели выполняется растачиванием или хонингованием, что определяется требуемой глубиной обработки.

Технология восстановления не сложная и осуществима при наличии нужного оборудования. Данный метод имеет особенность. Обработка постели с занижением крышек вызывает смещение оси отверстий в сторону опорных поверхностей блока. При аккуратной обработке оно составляет примерно половину от величины эллипсности отверстий. Естественно, ось коленвала, установленного в отремонтированную постель, также сместится на указанную величину.
Последствия при изменении положения оси коленвала (более 0,08 мм)
- Может нарушиться работоспособность переднего и заднего сальников, вплоть до потери их герметичности.
- Возможны проблемы при стыковке двигателя с коробкой, а также негативное влияние на работу агрегатов трансмиссии, особенно касается автоматических трансмиссий. Из опыта известно, что для АКПП критичным является смещение 0,05 мм, а для механических коробок - 0,1 мм.
- Смещение оси вала изменяет размер камеры сгорания, влияя на степень сжатия. К этому наиболее чувствительны дизельные двигатели. Камера сгорания, имеющая небольшую высоту, расположена в головке блока, и незначительное увеличение высоты подъема поршня может привести к "встрече" с ГБЦ.
С нею можно поступить по-разному: подобрать подходящий вкладыш под увеличенный наружный размер или изготовить вставку П-образного сечения, которую приваривают к предварительно расточенной поврежденной поверхности. Окончательную обработку отверстия "в размер" выполняют растачиванием относительно оси уже обработанных опорных отверстий.
РЕМОНТ И ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СИЛОВЫХ АГРЕГАТОВ С ДВИГАТЕЛЕМ КамАЗ 740.11-240
В данном учебном пособии не рассматриваются особенности съема силового агрегата с автомобиля, его разборка, мойка узлов. Рассматривается состояние деталей силовых агрегатов 740.11 - 240 по результатам дефектовки и технологии их ремонта. Приводятся данные по исследованиям на ЗАО «Ремдизель».
БЛОК ЦИЛИНДРОВ В СБОРЕ
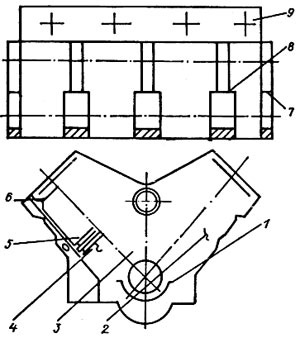
В картерной части развала блока цилиндров прилиты направляющие толкателей клапанов. Ближе к заднему торцу, между четвертым и восьмым цилиндрами, выполнена перепускная труба полости охлаждения для улучшения циркуляции охлаждающей жидкости. Одновременно она придает блоку еще и дополнительную жесткость. С целью увеличения циркуляционного запаса масла, на двигатель устанавливается масляный насос увеличенной производительности. Поэтому диаметры масляных каналов в блоке цилиндров существенно увеличены. В нижней части цилиндров заодно с блоком отлиты бобышки под форсунки охлаждения поршней. С целью установки на блок фильтра с теплообменником на правой стороне увеличены площадки и выполнены два дополнительных крепежных отверстия, а также сливное отверстие из фильтра. Комплектация и марка материалов составных частей приведена в табл. 5.1 .Возможные дефекты и способы ремонта также приведены в табл. 5.1.
Основой качественного ремонта служит тщательная дефек- товка: осмотр внешний, проверка состояния резьбы, замеры
Карта дефектации блока цилиндров
Наименование детали или сборочной единицы
Блок цилиндров в сборе с коренными крышками
СЧ 25 ГОСТ1412-85
Болт крепления крышки подшипника коленчатого вала
Сталь 40ХН2МА ГОСТ 4543-71
Болт стяжной крепления крышки М16х6дх70
Сталь 40ХН2МА ОСТ 4543-71
Болт стяжной крепления крышки 16-6gx95
Сталь 40ХН2МА ГОСТ 4543-71
Втулка промежуточных шеек распредвала
биметаллическая: сгаль 080-ВТ -Т-2-К-А ТУ-4-1207-82; бронза
не менее 60 HRB
не менее 65 HRB
гзмеры, мм предельно допустимый
Трещины, пробоины на стенках рубашки охлаждения, не выходящие на перегородки цилиндров, в количестве не более 3 на блок, но не более 2 на сторону
Продолжение табл. 5.1
То же, выходящие на перегородки между цилиндрами
Трещины длиной не более 30 мм, раковины в развале и на торцах блока, не захватывающие масляные каналы блока
Трещины, сколы бобышек под болты крепления головок, не выходящие на бурт под гильзу
Установить ввертыши на герметик
Трещины и сколы перемычек между отверстиями под гильзы и болт крепления головок цилиндров и на буртиках водоотводящих отверстий глубиной не более 8 мм
Разделка трещины или скола на всю глубину, т.е. на глубину не более 8 мм
Трещины по бурту под гильзу по глубине окружности
Трещины и сколы резьбовых бобышек
- 1. Поставить ввертыш.
- 2. Наплавить.
Трещины в перегородках между цилиндрами на поверхности прилегания головок, не выходящие на нижнее посадочное место гильзы
Конец трещины засверлить диаметром 3-4 мм. Трещину заполнить клеящим составом под давлением и стянуть болтом
Трещина по бобышке болта крепления крышки
Место окончания трещи-
Продолжение табл. 5.1
подшипника коленчатого вала
ны засверлить, установить резьбовую вставку или ввертыш
Трещина по масляному каналу, выходящая на постель коленчатого вала
Место окончания трещины засверлить, установить резьбовую втулку на герметик
Трещины, обломы, срыв резьбы на поверхности крепления масляного насоса и на поверхности прилегания поддона
Заварить, зачистить заподлицо, сверлить отверстия, нарезать резьбу
Сколы по технологическим отверстиям глубиной не более 15 мм, по дуге не более 90 градусов, не выходящие на поверхность прилегания прокладки поддона
Сколы бобышек под установочные штифты передней крышки и картер маховика
Кавитационное разрушение в зоне крепления водяного насоса:
1. Заполнить кавитационные полости
Продолжение табл. 5.1
- 2. Расточить, установить чашечную заглушку.
- 3. Заварить.
Раковины, коррозия на плоскостях прилегания головок цилиндров:
- коррозия паро-водоотво- дящих отверстий не более 1,5 мм (3 огв.) на сторону от номинального расположения
- 1. Заварить.
- 2. Установить втулку.
- в местах прилегания уплотняющих выступов прокладки головки
- вне мест прилегания уплотняющих выступов прокладки головки
Кавитационные разрушения в зоне нижнего посадочного места пояса гильзы цилиндра, не выходящие в канавки
с установкой шаблона.
2. Восстановить эпоксидной композицией.
Износ, задир, прижог постелей коренных подшипников:
- не более Ш 100,3 мм
Обработать в ремонтный размер Ш 100,5 ь0 ' 04
Продолжение табл. 5.1
Расточить в размер Ш104 мм, приварить промежуточные вкладыши
Износ, задир втулок распределительного вала
Заменить втулки,с последующей расточкой в блоке
Износ, задир поверхностей под упорные полукольца
- 28
- -0,021
- 1. Обработать торцы в ремонтный размер
- 27,4
Смятие (скол) на грани паза под «усик»
Подварить, зачистить в размер 14^’ 2 мм
Залом шпилек, износ, срыв резьбы в разных местах
Удалить шпильку, установить ввертыш или резьбовую вставку
Окончание табл. 5.1
Срыв резьбы под рым- болт, скол или трещина на бобышке
Резьбу заглушить (забить, заварить). При сборке двигателя установить грузовой кронштейн под болты крепления головки цилиндров: дет.
№ 740.1002 053 - рым; дет.
№ 740.1002 058 - болт - 1 шт.
посадочных и сопрягаемых поверхностей с пометкой краской мест, подлежащих ремонту.
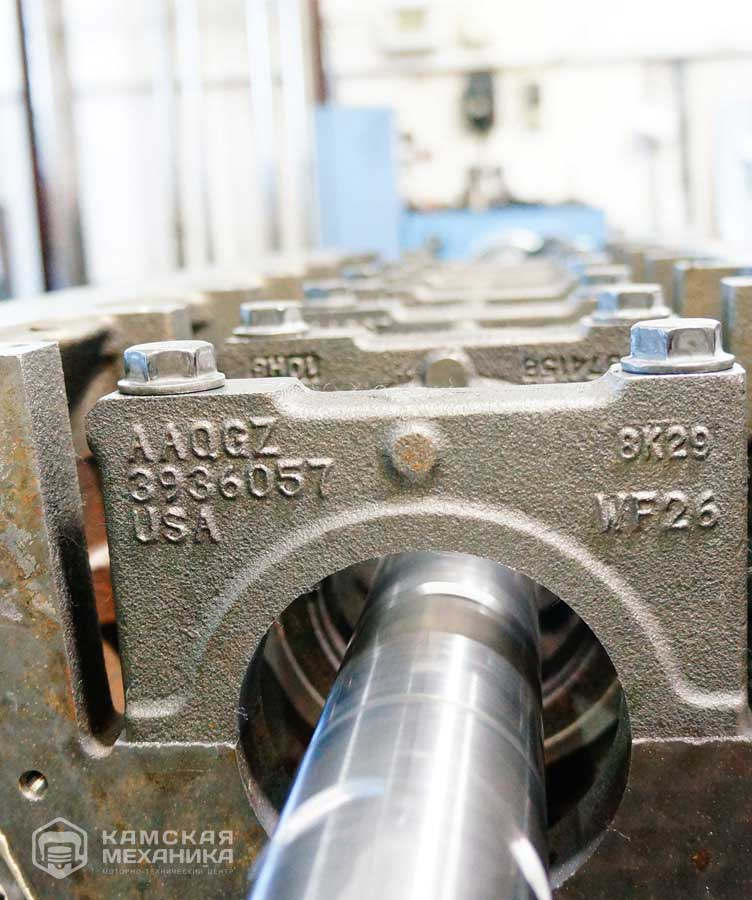
На всех блоках, бывших в эксплуатации, заменяются втулки под промежуточные опоры распредвала. У большинства блоков требуется расточка постелей коренных подшипников, которая производится в приспособлении, изображенном на рис. 5.2.
При износе коренных постелей более чем на 0 100,3 мм восстановить их расточкой в ремонтный размер не удается. Тогда постели с глубоким проворотом вкладышей растачиваются в размер 0 104 +0 ' 03 мм. В подготовленные постели устанавливаются промежуточные вкладыши с поджатием перед сваркой усилием порядка 50 кН (5000 кгс) и привариваются в соответствии с рис. 5.3.
Далее постель растачивается в размер 0 100 +003 мм при установке крышек 740.1005 152/140 номинального размера или в размер 0 100,5 +003 мм при установке ремонтных крышек. Выступание торцов Т промежуточных вкладышей под плоскостью разъема не допускается.
В случае глубокого проворота упорных полуколец необходимо восстановление торцов наплавкой. Для исключения выхода резца при окончательной расточке в зону отбеленного

Рис. 5.1. Дефекты блока цилиндров

Рис. 5.2. Приспособление для расточки постели коренных подшипников и опор распределительного вала:
- 1 - основание; 2 - плита задняя; 3, 4 - прихваты;
- 5 - борштанга для расточки постелей распределительного вала;
- 6 - борштанга для расточки постелей коренных подшипников;
- 7 - плита передняя; 8, 10 - штыри; 9 - пластина для базирования блока чугуна следует предварительного расточить торцы 5-й постели до размера 25-26 мм, а диаметр проточки увеличить со 126 до 130 мм, после этого наплавить торцы самофлюсую- щейся проволокой ПАНЧ-11 0 1,2 мм ТУ 4821-593-55 при силе тока 1=100-120 А и напряжении 11д=16-18 В, защитив постели медной оправкой, а линию разъема блока и крышки подшипника - медной пластиной.
Наплавку производить короткими участками длиной 30-50 мм с проковкой каждого участка сразу после обрыва дуги. Затем наплавленные поверхности зачистить заподлицо с торцами шлиф- машинкой ИП 2003 А абразивным кругом ПП63х20х20 марки 53С50НСГ2БУ ГОСТ23182-78. Для расточки торцов пятой коренной постели под упорные полукольца с обеих сторон одновременно необходима специальная резцовая головка (рис. 5.4).
Такой метод восстановления позволяет получить номинальные размеры, как по длине постели, так и по диаметру 126 мм.

Рис. 5.3. Схема промежуточной приварки вкладышей:
- 1 - основание постелей; 2 - промежуточные вкладыши;
- 3 - торец пятой постели; Д - диаметр расточки
Однако на практике в большинстве случаев проворот бывает только снаружи, что значительно упрощает восстановление.
Очень часто наблюдается скол (смятие) замка на пятой крышке. Для восстановления крышка снимается с блока, скол наваривается проволокой ПАНЧ-11 и затем зачищается шлиф- машинкой с кругом ППбОхб марки 38А-25НТ2БУ (заменять крышку 5-коренной опоры не допускается).
Значительное место среди дефектов блока цилиндров занимают разного рода трещины и кавитационные разрушения, показанные на рис. 5.1. Кавитационные разрушения нижних посадочных буртов под гильзу восстанавливают наплавкой проволокой ПАНЧ-11, используя медную закладку в канавки с последующей зачисткой наплавленных мест шлифмашинкой.
Восстановление зоны установки водяного насоса производится двумя методами в зависимости от степени разрушения. Если плоскостью крепления водяного насоса образовались полости глубиной 0,5 мм и более, местами выходящие на плоскость прилегания водяного насоса, такой блок целесообразно восстановить заполнением полостей клеем из группы эсмино-аминных составов, используя фторопластовую оправку 0 115,5 мм, антиадгезионную к этим клеям. После

Рис. 5.4. Схема резцовой головки для расточки торцов пятой коренной постели:
Для восстановления трещин на перегородках между 2, 3, 6 и 7 цилиндрами необходимо определить место окончания трещины с помощью керосина и мела, засверлить концы трещин сверлом 0 3-4 мм угловой пневмодрелью. Затем сверлится отверстие 0 8,7 мм перпендикулярно трещине на глубину 125 мм (рис. 5.5), затем отверстие рассверливается до 0 10,7 мм на глубину L+3 мм, где L - расстояние от стенки до трещины. Далее цекуется площадка 0 26 мм на глубину 2±0,5 мм под

Рис. 5.5. Ремонт трещин на перегородке между цилиндрами:
1 - блок; 2 - стяжной болт; 3 - технологическая пробка головку болта и нарезается резьба М10х1,25-6д за трещиной, нарезается резьба М12х1,25-6д глубиной 20±2 мм. Далее подготовленная под стяжной болт полость наполняется клеем из группы эсмино-аминных составов и технологическим болтом М12 клей вдавливается до выступания из трещины. После удаления технологического болта заворачивается болт М10х1,25 с крутящим моментом 60-70 Нм. Блок с трещиной на перегородках между 1 и 2, 3 и 4, 5 и 6, 7 и 8 цилиндрами необходимо восстанавливать со стороны развала, т.е. со стороны штанговой полости (рис. 5.5, Б-Б). При этом добавляется ряд операций, связанных со сверлением плоскости развала и установкой впоследствии заглушки.
Трещина на постели, переходящая в масляный канал, как правило, образуется при повороте коренных вкладышей. Дефектный канал рассверливается до 0 10,7 мм на глубину трещины, нарезается резьба М12х1,25-6Н, заворачивается резьбовая втулка с внутренним отверстием 0 7 мм до упора на клей эсмино-аминной группы, выступающая часть втулки высверливается и зачищается круглым напильником. Через сутки производится испытание на герметичность масляного канала.
При восстановлении блоков с трещиной по маслоканалу, выходящей в отверстие под втулки распределительного вала, через развал блока сверлится отверстие 0 14 мм до выхода в отверстие под втулку. При этом необходимо выдержать от торца блока размер 180±0,2 мм для отверстия № 4, размер 334±0,2 мм для отверстия № 3, размер 488±0,02 мм для отверстия № 2. Отверстие в развале затем глушится резьбовой пробкой. Испытание на герметичность маслока- налов обязательно.
Блоки с трещинами, выходящими в штанговую полость, не восстанавливаются. На бобышке блока под болт крепления крышки подшипника допускаются для ремонта трещины длиной 40 мм со стороны центральной масляной магистрали и не более 50 мм с противоположной стороны. Соответственно резьбовые ввертыши должны быть не более 50 и 60 мм.
Восстановление опор постели коленвала легковых двигателей
Коленчатый вал — деталь двигателя сложной формы, включающая шейки на которые крепятся шатуны, от которых коленвал воспринимает усилия и преобразует их в крутящий момент. Коленчатый вал одна из самых дорогостоящих деталей двигателя, поэтому ремонт коленчатого вала может стать более целесообразным выходом ввиду различных конструктивных особенностей коленчатых валов.
Восстановление коленчатого вала представляет собой комплекс операций по восстановлению опорных поверхностей вала, шлифовке шеек коленчатого вала и замены вкладышей.
Прежде чем приступить к восстановлению постелей коленчатого вала, необходимо провести исследование дефектов коленвала. Давайте рассмотрим виды дефектов коленчатого вала, которые обычно выявляются при повреждении постелей коленчатого вала.
Виды дефектов постелей коленвала
На коленчатом вале часто встречается дефект цилиндрических поверхностей (элипсность) – для обнаружения дефекта следует измерять форму поперечного сечения и сравнить с номинальными размерами. При замерах обнаруживается, что в направлении, совпадающем с направлением перемещения поршней, происходит увеличение диаметров всех отверстий в сравнении с номинальным значением. Деформации подвергаются коренные крышки.
Износ постелей коленчатого вала мы рассматриваем на примере двигателя с чугунным блоком. У двигателей с блоками цилиндров из других более легких сплавов после аналогичного пробега в 300 тысяч километров наблюдается другая картина. В таком случае обычно отверстия постелей увеличиваются в размерах, что приводит к их эллипсности. Для определения отклонений мы делаем замеры в плоскости разъема опоры и такие же замеры перпендикулярно ей, после чего получаем разность диаметров, которая равна до 0,05 мм.
Причиной эллипсности постелей коленвала может быть нарушение нормальной смазки коренных подшипников. Нарушение смазки приводит к повышению температуры в месте контакта шейки коленвала и вкладыша, в последствие нагревается и постель коленвала. Вследствие ослабления элементов опор вала (болтов, крышек), наблюдается нарушение геометрии отверстия.
Повышение температуры сопровождается расплавлением антфрикционного слоя, что может привести к прихвату вкладыша. Прихват вкладыша (проворачивание вкладыша) вызывает сильный износ опорных поверхностей. Как следствие одна из опор, с худшими условиями смазки, получает сильные повреждения.

Восстановление постелей
Наша компания Motor-Rep предлагает Вам комплекс услуг по восстановлению (ремонту) постелей коленчатого или распределительного вала двигателя!
Как бы хорошо и своевременно не обслуживался двигатель, рано (обычно из-за неправильной эксплуатации или выхода из строя различных узлов двигателя, например масляного насоса) или поздно (обычно при большом пробеге) практически каждый владелец автомобиля сталкивается с проблемой выхода из строя посадочных мест распредвала или коленвала двигателя.
Самая частая причина, по которой необходима правка постелей коленвала или правка постелей распредвала – это масляное голодание двигателя. Из-за выхода из строя масляного насоса, либо из-за перегрева или не правильной эксплуатации двигателя вкладыш прилипает к валу (колено или распредвал) и прокручивается, тем самым разбивая посадочное место. При данной поломке страдает не только постель, но и сам вал, на нем образуются задиры и сколы, вплоть до трещин в валу (так же вы можете узнать про наши услуги по ремонту коленвала или распредвала на странице “Ремонт Коленвала” или в разделе “Цены” нашего сайта).

Все восстановительные работы по правке постелей коленвала или распредвала ведутся с учетом всех требований завода изготовителя и только на профессиональном оборудовании и с использованием одобренных материалов и средств. Процедура ремонта посадочных мест коленвала зависит от степени изношенности постелей. Основные этапы ремонтных работ следующие:
- Обязательная полная диагностика и осмотр постелей на предмет износа
- Составление акта дефектовки постелей
- Перечень и расчет всех необходимых работ по ремонту
- Сам ремонт и послеремонтная диагностика

Сама услуга правки коленвала (правки распредвала) состоит из следующих работ: Сначала мы напыляем разбитые или изношенные посадочные места. Напыление происходит только профессиональным средством с разными присадками. Присадки выбираются индивидуально, в зависимости от материала, из которого изготовлен блок (чугун или алюминий). Далее мы подрезаем (ровняем) бугеля и лишь потом растачиваем отремонтированную постель распредвала или коленвала в размер вкладыша. Каждая процедура выполняется профессионалами, в кратчайшие сроки и с гарантией!

Ждем Вас в числе наших клиентов и вы убедитесь сами в нашем профессионализме и качестве отремонтированных запчастей и самого двигателя в целом.
Motor Repair – это вторая жизнь Вашего двигателя!
Ремонт и восстановление блока цилиндров двигателя
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Формула изобретения
1. Способ восстановления постелей коренных подшипников блока цилиндров двигателя внутреннего сгорания, включающий обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров и установку в постелях блока цилиндров инструмента для обработки постелей коренных подшипников блока цилиндров, отличающийся тем, что обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров осуществляют притиркой до выведения следов износа переносным плоским притиром, перекрывающим по длине не менее двух площадок плоскости разъема коренных подшипников блока цилиндров, затем замеряют эллипс постелей для каждого коренного подшипника блока цилиндров и укладывают в постели блока цилиндров инструмент для ее обработки, выполненный в виде цилиндрического нерегулируемого притира, на поверхность которого предварительно нанесена притирочная паста, устанавливают крышки коренных подшипников блока цилиндров, на площадке плоскости разъема которых с блоком цилиндров располагают прокладки, суммарная толщина которых равна величине эллипса постели для каждого коренного подшипника блока цилиндров, осуществляют прижим крышек коренных подшипников блока цилиндров посредством пружин, одетых на болты крышек коренных подшипников блока цилиндров, придают цилиндрическому нерегулируемому притиру вращательное возвратно-поступательное движение, поджимая его в процессе притирки к крышкам коренных подшипников блока цилиндров и снимают прокладки по мере смыкания крышек коренных подшипников блока цилиндров до полного их смыкания, причем притирку постелей коренных подшипников ведут при горизонтальном положении блока цилиндров, когда постели блока цилиндров обращены вниз, при этом диаметр цилиндрического нерегулируемого притира определяют по формуле: Дпр=Дном — Пмин /1000, где Дпр — диаметр цилиндрического нерегулируемого притира, мм; Дном — номинальный диаметр постели коренных подшипников блока цилиндров, мм; Пмин — минимальная зернистость применяемой притирочной пасты, мкм.
2. Способ по п.1, отличающийся тем, что притирку постелей коренных подшипников блока цилиндров ведут с поворотом блока цилиндров на 180°, прижимая цилиндрический нерегулируемый притир к постелям блока цилиндров.
Восстановление опор постели коленвала легковых двигателей

Восстановление опор постели коленвала легковых двигателей
Цена: 5 500 руб. / шт.
Допустимые габариты блока цилиндров: длина/ширина/высота:1000/320/420мм, minØ68, maxØ112
На видео показан процесс восстановления постели коленвала
Стоимость ремонта постели коленвала (расточка или хонингование), грузовых и легковых автомобилей:
Представленная информация носит справочный характер, точная стоимость услуг определяется специалистами сервиса в зависимости от сложности, технических особенностей и стоимости запчастей.
Адреса и телефоны наших сервисов

Автосервис на Уралмаше Екатеринбург, пр. Космонавтов, 107
тел.: (343) 307-11-00

Автосервис в Центре Екатеринбург, ул.Чапаева, 7/1
тел.: 219-44-42

Автосервис в г. В. Пышма г. В. Пышма
Восстановление опор постели коленвала легковых двигателей: 5 500 р. / шт.
Расточка постели коленвала АЗЛК: 6 500 р. / блок
Расточка постели коленвала ВАЗ: 6 500 р. / блок
Расточка постели коленвала ГАЗ: 6 500 р. / блок
Расточка постели коленвала грузовых двигателей: 6 500 р. / блок
Расточка постели коленвала Д-160, А01, крупногабаритный: 10 000 р. / блок
Расточка постели коленвала ЗИЛ: 6 500 р. / блок
Расточка постели коленвала ЗИЛ- дизель: 8 500 р. / блок
Расточка постели коленвала ЗИЛ- дизель: 7 000 р. / постель
Расточка постели коленвала ЗМЗ: 6 500 р. / блок
Расточка постели коленвала иностранных двигателей: 2 000 р. / опора
Расточка постели коленвала иностранных двигателей с единой крышкой постели ( тип «плита»): 12 000 р. / блок
Расточка постели коленвала иностранных двигателей с раздель. крышками постели («бугели»): 12 000 р. / блок
Расточка постели коленвала иностранных двигателей, крупногабаритные (от 980 мм и более): 3 000 р. / опора
Расточка постели коленвала КАМАЗ (в рем.размер): 8 500 р. / блок
Расточка постели коленвала КАМАЗ (в рем.размер): 7 000 р. / постель
Расточка постели коленвала УАЗ: 6 500 р. / блок
Расточка постели коленвала ЯМЗ: 8 500 р. / блок
Расточка постели коленвала ЯМЗ: 7 000 р. / постель
Укладка вала демонстрационная легковых двигателей: 1 500 р. / шт.
Читайте также: