
Инструкция по установке коленчатого вала камаз
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Инструкция по установке коленчатого вала камаз
СБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 640,0 чел. мин
96. Установить блок цилиндров на стенд и проверить герметичность масляных каналов блока цилиндров. Нарушение герметичности не допускается.
(Стенд для проверки герметичности, кран-балка, подвеска).
97. Установить блок цилиндров на стенд для разборки-сборки двигателя в горизонтальное положение. (Стенд для разборки-сборки двигателя, кран-башка, подвеска).
98. Продуть тщательно все внутренние полости блока цилиндров сжатым воздухом. (Пистолет для обдува деталей сжатым воздухом С-417).
99. Смазать нижние 26 (Рис. 1) и верхние 25 уплотнительные кольца гильз цилиндров моторным маслом М10Г2К ГОСТ 8581-78. (Емкость, кисть).
100. Установить нижние уплотнительные кольца 26 гильз в блок цилиндров.
101. Надеть верхние уплотнительные кольца 25 на гильзы 24 цилиндров, установить гильзы в блок цилиндров и запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилиндров смазать моторным маслом М10Г2К ГОСТ 8581-78. (Приспособление для установки гильз, емкость для масла, кисть).
102. Установить блок цилиндров на стенд для проверки герметичности и проверить герметичность водяной рубашки блока цилиндров. Нарушение герметичности не допускается. (Стейд, кран-балка, подвеска).
103. Установить блок цилиндров на стенд для разборки-сборки в вертикальное положение. (Стенд, кран-балка, подвеска).
104. Установить направляющие 31 (Рис. 15) толкателей на блок цилиндров, завернуть болты крепления со стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб. Величина момента затяжки болтов 85—95 Н. м (8,5—9,5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
105. Смазать толкатели 2 маслом и установить их в направляющие 3 толкателей. Применять масло М10Г2К ГОСТ 8581—78. (Емкость, кисть).
106. Смазать опорные шейки распределительного вала 1 маслом и установить распределительный вал 1 в сборе в блок цилиндров. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
107. Установить на вал корпус 15 подшипника, завернуть болты 18 крепления с замковыми шайбами 19 корпуса подшипника распределительного вала и отогнуть усы замковых шайб 19 на грани головок болтов.
Болты крепления затянуть крутящим моментом 25 Н. м (2,5 кгс. м).
(головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
108. Отвернуть болты 40 (Рис. 1) крепления с шайбами крышек 39 и 36 коренных подшипников коленчатого вала. (Головка сменная 24 мм, ключ с п. к.).
109. Отвернуть стяжные болты 37 и 41 блока цилиндров и снять крышки 36 и 39 коренных подшипников 43 блока цилиндров и уложить их по порядку на верстак. (Верстак слесарный, головка сменная 19 мм, ключ с п. к., съемник).
110. Подобрать вкладыши коренных подшипников. Вкладыши коренных подшипников выбирать согласно таблицы 1. Обозначение вкладышей наносится на тыльной стороне вкладыша.
111. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренный подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выточки во вкладыше с выточками соответственно в постели блока и в крышке. (Салфетка).
112. Смазать вкладыши коренных подшипников маслом. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
113. Установить в блок цилиндров коленчатый вал в сборе. (Кран-балка, подвеска).
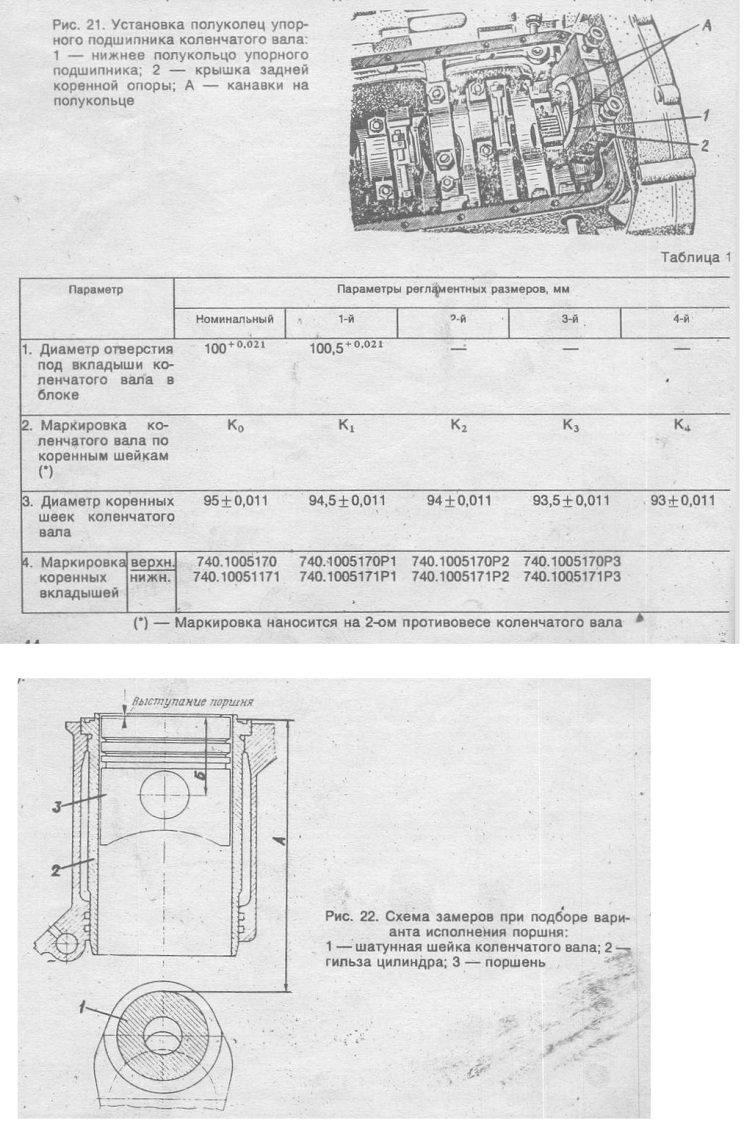
114. Установить нижние и верхние полукольца упорного подшипника коленчатого вала (Рис. 21) и проверить осевой зазор в упорном подшипнике. Канавки А на полукольцах должны прилегать к упорным торцам вала.
Нижние полукольцо устанавливать одновременно с крышкой заднего коренного подшипника. Выступы на нижних полукольцах 14 (Рис. 12) при установке крышки 15 необходимо совместить с выточками в крышке 15.
115. Установить крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока, вести начиная с переднего торца двигателя).
116. Завернуть и затянуть болты 40 крепления крышек в два приема: первый с величиной момента затяжки 96—120 Н. м (9.6—12,0 кгс. м) второй 210—235 Н. м (21,0—23,5 кгс. м). Болты заворачивать сначала со стороны Правого ряда цилиндров, а затем со стороны левого ряда цилиндров. (Головка сменная 24 ^м, удлинитель, ключ с соединительным квадратом, ключ динамометрический ПИМ-1754).
117. Замерить осевой зазор коленчатого вала. Он должен, быть в пределах 0,100—0,195 мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины. (Набор щупов № 2).
118. установить завернуть и затянуть стяжные болты 37 и 41 с шайбами блока цилиндров. Болты затягивать с величиной момента затяжки 82—92 Н. м (8,2—9,2 кгс. м). (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая мод. 131 М).
119. Проверить легкость вращения коленчатого вала. Коленчатый вал должен свободно поворачиваться от руки.
120. Установить ось 16 (Рис. 2) ведущей шестерни привода распределительного вала на блок цилиндров, завернуть болты 18 крепления с замковыми шайбами 17 оси и загнуть усы замковых шайб на грани головок болтов. Величина момента затяжки болтов 50—60 Н. м (5—6 кгс. м).
(Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
121. Установить на ось ведущую шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распределительного вала. Шестерню установить так, чтобы метки «О» на промежуточной шестерне 2 привода распределительного вала и на распределительной шестерне 24 коленчатого вала совпала. Также должны совпасть риски на ведущей шестерне 21 привода распределительного вала и на шестерне 27 распределительного вала. (Оправка, молоток).
122. Проверить окружной зазор в зацеплении шестерен 2, 24, 21 и 27.
Зазор проверять не менее, чем в трех точках. Зазор должен быть 0,1—0,3 мм (Набор щупов V № 2).
123. Завернуть болт 1 крепления с замковой 25 и упорной 26 шайбами ведущей шестерни 2 привода t распределительного вала и загнуть усы замковой шайбы 25 на грани головки болта. Величина момента затяжки болта крепления 90—100 Н. м (9—10 кгс. м). (Головка сменная 19 мм, ключ с j п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
124. Повернуть коленчатой вал так, чтобы шатунная шейка 1-го цилиндра находилась в верхнем I положении. (Рычаг для поворота коленчатого вала).
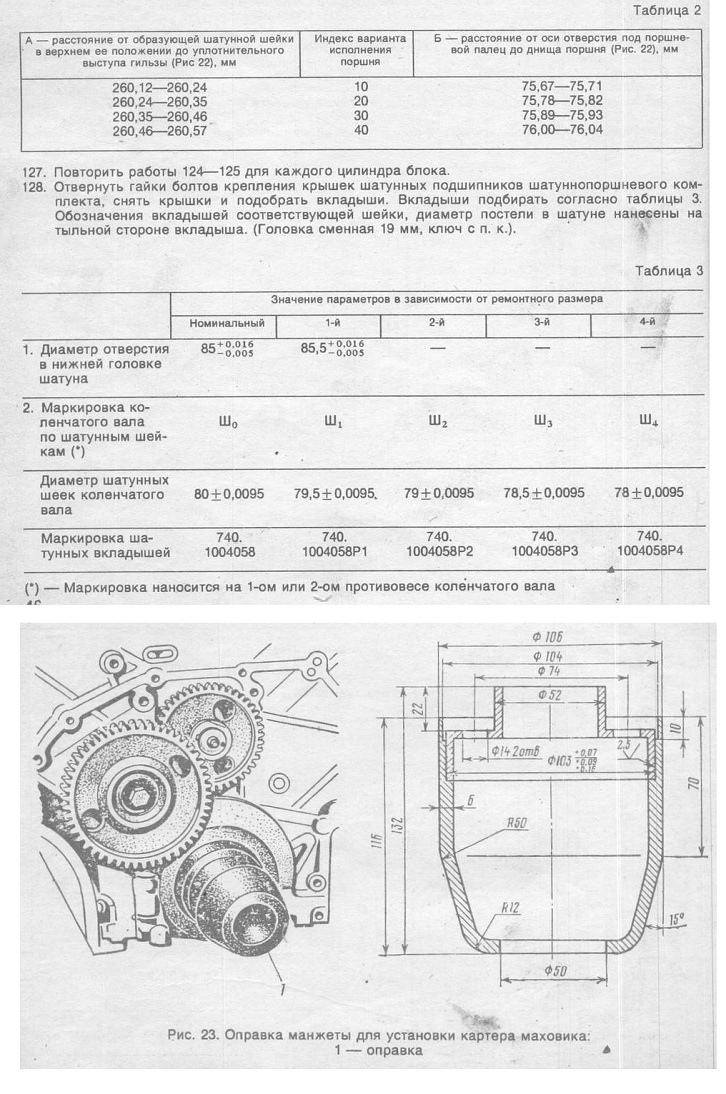
125. Заменить расстояние А (Рис. 22) от образующей шатунной шейки 1 в верхнем ее положении до торца уплотнительного выступа гильзы 2 при вертикальном положении гильзы. Замеряемое расстояние — это превышение над размером 260,13 мм. (Приспособление для замера).
126. Нанести на не рабочем выступе торца гильзы номер цилиндра и индекс варианта поршня на стороне, обращенной к вентилятору в соответствии с таблицей 2. На поршне индекс выбивать на днище поршня. Старая маркировка на гильзе и на поршне должна быть удалена или забита. (Молоток, набор клейм). В запасные части для ТО и ТР поступают поршни только группы 10, которые можно устанавливать в любую группу гильз.
129. Смазать вкладыши 12 (Рис. 10) шатунных подшипников и установить их в крышки 10 шатунов и в нижние головки шатунов. Смазать маслом М10Г2К ГОСТ 8581-78. Выступы на вкладышах должны совпасть с выточками на крышке и на шатуне. (Емкость с маслом, кисть).
130. Повернуть коленвал для установки первой шатунной шейки в нижнее положение. (Рычаг).
131. Развести замки поршневых колец поршня с шатуном и кольцами в сборе первого цилиндра на 180° относительно друг друга и установить поршень с шатуном и кольцами в сборе в соответствующий цилиндр с помощью оправки. Индекс поршня должен быть одинаковым с индексом гильзы. Поршни с индексом 10 можно устанавливать в любые гильзы. При установке поршней выточки под клапаны на днище поршня сместить в сторону развала блока цилиндров. (Оправка для установки поршня, деревянный молоток).
132. Установить крышку 10 шатуна на соответствующий шатун и предварительно закрепить болтами 9 с гайками 11 с величиной момента затяжки 29—31 Н. м (2,9—3,1 кгс. м). Клейма спаренности из цифр на шатуне и на его крышке должны быть одинаковыми. Канавка на шатуне должна совпасть при установке с замковым усом на крышке шатуна. (Головка сменная 19 мм, ключ с п. к., удлинитель, рукоятка динамометрическая мод. 131 М).
133. Повторить работы 130—132 для последовательной установки поршней с шатунами и кольцами в сборе в 8, 2, 7, 3, 4, 5 и 6 цилиндры.
134. Повернуть коленчатый вал так, чтобы первая шатунная шейка оказалась в нижнем положении. Отсчет нумерации вести от передней части блока цилиндров. (Рычаг).
135. Произвести окончательную затяжку гаек шатунных болтов первой шатунной шейки. Затяжку гаек производить до удлинения шатунных болтов 0,25—0,27 мм. Гайки шатунных болтов М 13 х 1,25 изготавливаемых с июля 1985 г. затягивать с величиной момента затяжки 120—130 Н. м (12—13 кгс. м). (Головка сменная 19 мм, ключ с п. к., приспособление для контроля удлинения, рукоятка динамометрическая мод. 131 М).
136. Проверить зазор между торцами нижней головки шатуна и щеками коленчатого вала. Зазор должен быть не менее 0,15 мм. (Набор щупов № 2).
137. Повернуть блок цилиндров в горизонтальное положение. (Стенд).
138. Смазать прокладку 1 (Рис. 9) картера маховика, установить прокладку 1, с помощью оправки (Рис. 23) картер 2 (Рис. 9) маховика на блок цилиндров, совместить отверстия в картере, прокладке и блоке, установить в совмещенные отверстия болты 7 и 9 крепления с пружинными 6 и 10 и плоскими 5 и 11 шайбами и завернуть их. Применять смазку 1—13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. Величина момента затяжки болтов крепления картера маховика 90—110 Н. м (9—11 кгс. м). (Емкость, кисть, оправка, головка сменная 17 мм и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
139. Установить на двигатель М&хрвик 8 (Рис. 7) в сборе и совместить отверстия под болты крепления маховика. Маховик устанавливать таким образом, чтобы установочный штифт на коленчатом валу вошел в отверстие в маховике. (Кран-балка, подвеска для снятия — установки маховика).
140. Установить и завернуть болты 11 крепления с замковыми пластинами 12 маховика и загнуть
141. Проверить биение торца маховика относительно оси коленчатого вала. Величина биения должна быть не более 0,25 мм. Биение замерять на максимальном диаметре. (Приспособление с индикатором мод. ПРИ-1П).
142. Установить вал привода гидромуфты.
143. Смазать прокладку передней крышки блока. Применять смазку 1-^13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. (Емкость, кисть).
14’4. Установить прокладку 44 (Рис. 1) и гидромуфту привода вентилятора с передней крышкой блока 6 в сборе на передний торец блока цилиндров и завернуть болты 3,49 и 50 крепления с пружинными 4 и 48 и плоскими шайбами 5 и 47. Величина моментов затяжки болтов крепления М10 50—62 Н. м (5,0—6,2 кгс. м), а болтов М12 90—110 Н. м (9,0—11,0 кгс. м). (Кран-балка, подвеска, головки сменные 17 и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
145. Установить штанги толкателей в сборе первого цилиндра в толкатели штанг.
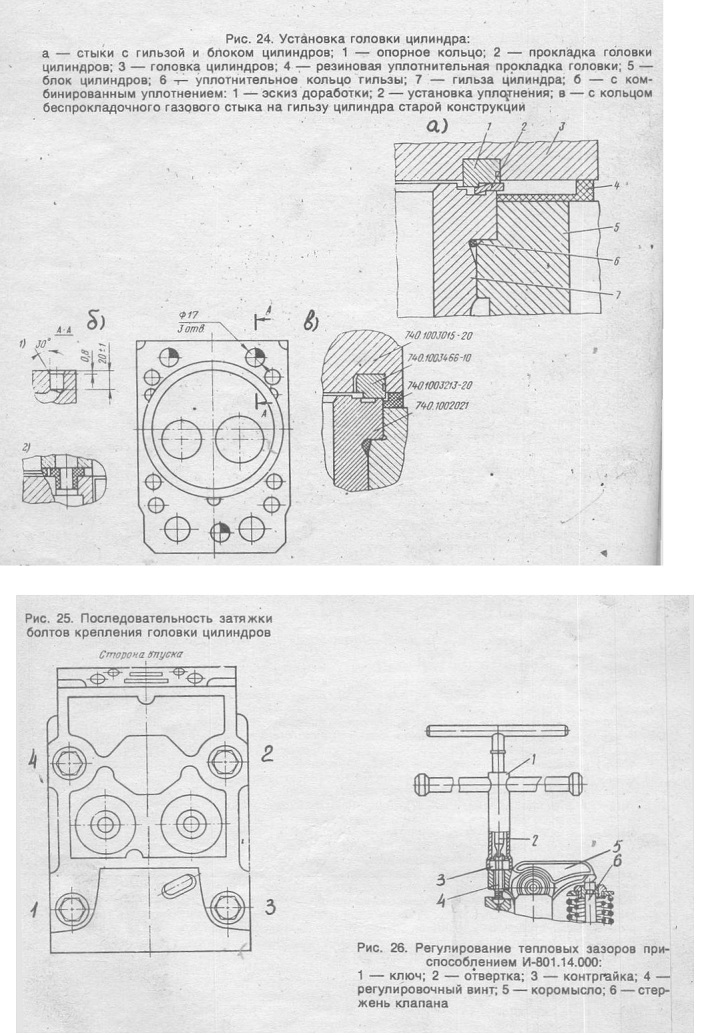
146. Установить прокладку 2 (Рис. 24) головки блока цилиндров и уплонительную прокладку 4, Материал прокладки уплотнительной: резина.
147. Установить головку 31 блока (Рис. 4) цилиндров с клапанами 1 и 20 в сборе на блок цилиндров и завернуть болты 13 крепления с шайбами.
Перед заворачиванием резьбу болтов крепления головки цилиндров смазать тонким слоем графитовой смазки. Перед установкой головки блока необходимо вывернуть на несколько оборотов регулировочные винты коромысел. Болты крепления головки блока цилиндров затягивать по схеме (Рис. 25). Величина момента затяжки болтов 40—50 Н. м (4—5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, емкость с графитной смазкой (УСсА) ГОСТ 3333-80, кисть).
148. Повторить работы 145—147 для каждого цилиндра блока цилиндров.
1.49. Затянуть окончательно болты крепления головок цилиндров в два приема. Порядок затяжки болтов крепления см. рис. 25. Величина момента затяжки болтов крепления для 1 приема 120—150 Н. м (12—15 кгс. м); для 11 приема 160—180 Н. м (16—18 кгс. м). (Головка сменная 19 мм, ключ динамометрический мод. ПИМ-1754).
150. Повернуть коленчатый вал так, чтобы шток фиксатора маховика вошел в паз маховика, а метка — «0» шестерни 27 (Рис. 2) распределительного вала находилась в верхнем положении. (Рычаг).
151. Установить ведомую шестерню 12 привода ТНВД в сборе с валом 9 на двигатель. Ведомую шестерню 12 устанавливать так, ч+обы метка — «0» ведомой шестерни 12 совпала с аналогичной меткой шестерни 27 распределительного вала.
152. Установить прокладку 7, корпус 6 заднего подшипника в сборе с манжетой 5 и завернуть болты 3 крепления с пружинными шайбами 4. Величина момента затяжки болтов 45—50 Н. м (4,5—5,0 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток)
153. Вывести фиксатор из паза маховика и повернуть коленчатый вал на 60° по ходу вращения, установив его тем самым в положение 1 (см. таблицу 4). Поворот маховика на угловое расстояние между двумя соседними отверстиями на выступах, соответствует повороту коленчатого вала на 30°. (Рычаг).
Углы поворота коленчатого вала при регулировке тепловых зазоров
154. Отрегулировать зазоры в клапанных механизмах первого и пятого цилиндров. Величина зазоров: для впускного клапана 0,25—0,30 мм для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м).
Регулировку тепловых зазоров производить в следующем порядке:
— проверить момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть;
— проверить щупом зазор между носками коромысел 5 (Рис. 26) и стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должен входить с усилием (передние клапаны первого ряда цилиндров — впускные, левого ряда — выпускные);
— установить приспособление для регулировки зазоров при необходимости регулировки, ослабить гайку 3 винта, установить в зазор щуп и вращая винт 4 отверткой 2, установить требуемый зазор. Придерживая винт 4 отверткой 2, затянуть гайку 3 ключом 1 и проверить величину зазоров.
(Приспособление для регулировки тепловых зазоров, набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М).
155. Повернуть коленчатый вал на 180° по ходу вращения в положение 11. (Рычаг).
156. Отрегулировать зазоры в клапанных механизмах второго и четвертого цилиндров. Величина зазора для впускного клапана 0,25—0,30 мм, для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м). (Набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М, приспособление для регулировки зазоров).
157. Повторить работы 155—156 для клапанных механизмов шестого и третьего цилиндров и седьмого и восьмого цилиндров соответственно.
158. Установить прокладку 27 (Рис. 4), крышку 12 головки первого цилиндра и завернуть болт 9 крепления с плоскими шайбами 10 и 11. Момент затяжки болта 17—22 Н. м (1,7—2,2 кгс. м). (Головкасменная 13 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
159. Повторить работу 158 для оставшихся семи крышек головок цилиндра.
160. Надеть на передний рым-болт 16 (Рис. 1) регулировочные шайбы 15 и завернуть рым-болт в блок цилиндров. Регулировочных шайб должно быть не более четырех. Болт навернуть относительно продольной оси двигателя на 15°. (Вставка специальная).
161. Повернуть двигатель картерной частью вверх. (Стенд).
162. Установить прокладку 12 (Рис. 27) переднего фланца трубки 13 клапана системы смазки, масляный насос 4 в сборе с трубками, завернуть болты 6 и 7 крепления с замковыми шайбами масляного насоса и болта 20 кронштейна всасывающей трубки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки болтов крепления 50—60 Н. м (5,0—^6,0 кгс. м). На двигателях с № 163856 произведена замена замковых шайб на пружинные 7 (крепления масляного насоса) и плоские 19 (крепление кронштейна). (Головкасменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
164. Наклеить прокладку 12 (Рис. 28) поддона на блок цилиндра, смазав ее поверхность тонким слоем смазки или пасты уплотнителя. Применять смазку Литол-24 ГОСТ 21150-75 или пасту «Герметик» ТУ 6-10-1796-71 или УН-25 ТУ МХП 3336-52. Материал прокладки: резина. (Емкость, лопатка деревянная).
165. Проверить тщательно чистоту внутренних поверхностей двигателя, установить поддон 3 и завернуть болты 20 крепления и гайки 1 с пружинными шайбами 2 и 19. (Пневмогайковерт мод.
ИП-3113, головка сменная 13 мм).
166. Повернуть двигатель на стенде головками блока цилиндров вверх. (Стенд).
Инструкция по установке коленчатого вала камаз
Устанавливаем блок цилиндров на стенд для сборки двигателя
Собираем и подготавливаем поршневую группу
Подготавливаем коленчатый вал для сборки.
Сборка двигателя 470.63
Для начала нужно уложить коленчатый вал.


Для этого откручиваем боковые болты крепления бугелей (крышек коренных подшипников) (рис. 1).
Откручиваем нижние болты крепления бугелей (крышек коренных подшипников) (рис. 2).

Вынимаем бугеля и укладываем их по порядку (рис. 3).
Протираем посадочные места коренных подшипников.


Укладываем верхние коренные вкладыши с проточкой посередине (рис. 4).
Смазываем моторным маслом и устанавливаем толкатели в гнезда блока (рис. 5).


Смазываем тонким слоем моторного масла верхние коренные вкладыши (рис. 6).
Укладываем коленчатый вал в блок цилиндров.
Коленчатый вал нужно укладывать так, чтобы противовес первого цилиндра смотрел вниз относительно поддона двигателя (тогда он лучше садится на место) (рис. 7).
Вставляем нижние коренные вкладыши в бугеля (крышки коренных подшипников), смазываем вкладыши и устанавливаем бугеля, чтобы замки вкладышей совпадали (рис. 8).
Наживляем нижние болты бугелей.

В проточки задней коренной опоры вставляем сталеалюминиевые полукольца так, чтобы сторона с канавками прилегала к упорным торцам вала, а ус входил в паз на крышке заднего коренного подшипника.
Предварительно затягиваем болты коренных подшипников моментом 94,2÷117,7 Нм (9,6÷12кгс.м).

Затяжку начинаем со среднего коренного подшипника (рис. 10), в порядке 3-4-5-2-1.
Окончательно затягиваем болты крышек коренных подшипников моментом 206÷230,5 Нм (21÷23,5).
Вворачиваем и затягиваем стяжные болты М12 блока, обеспечив момент затяжки 80,4÷90,2 Нм (8,2÷9,2 кгс.м).
При затяжке динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа.
По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Для удобства установки поршневой группы, поворачиваем блок на стенде в вертикальное положение.
Установку начинаем с восьмого цилиндра.


Вставляем верхний вкладыш шатуна, смазываем его тонким слоем моторного масла (рис. 11), и смазываем тонким слоем моторного масла цилиндр.
С помощью приспособления для установки поршневой группы вставляем шатун с поршнем в блок цилиндров, обеспечив разное расположение замков колец, чтобы замки не совпадали на одной оси с поршневым пальцем.
Деревянной стороной молотка аккуратно подбиваем поршень, следя за правильным положением болтов и вкладыша шатуна.

Вставляем вкладыш в крышку шатуна, смазываем шатун и устанавливаем его таким образом, чтобы замки вкладышей совпадали (рис. 13). Наживляем гайки крепления крышки шатуна.
Момент затяжки болтов крышек шатуна с резьбой М12 до удлинения на 0,25÷0,27 мм.
Болтов усиленной конструкции с резьбой М13 – 117,7÷127,4 Нм (12÷13 кгс.м).
После этого вставляем шатун с поршнем в четвертый цилиндр.
Прокручиваем коленчатый вал и вставляем поршень с шатуном в 7 и 3 цилиндр.

Таким же образом вставляем остальные поршня с шатунами и затягиваем динамометрическим ключом (рис. 14), моментом указанным выше.
Коленчатый вал и шатунно-поршневая группа дизеля Камаз-740
Коленвал Камаз 740 изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями.
Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°. К каждой шатунной шейке коленвала Камаз-740 присоединяются два шатуна: один для правого и один для левого рядов цилиндров.

Коленвал Камаз-740 (рис.1)
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал Камаз-740 имеет шесть противовесов, отштампованных заодно со щеками коленвала.
Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6. В расточку хвостовика коленвала Камаз-740 запрессован шариковый подшипник.

Рис.2. Установка упорных полуколец и вкладышей подшипников коленвала Камаз-740
1 - полукольцо упорного подшипника коленчатого вала верхнее: 2- полукольцо упорного подшипника коленчатого вала нижнее 3- вкладыш подшипника коленчатого вала верхний; 4- вкладыш подшипника коленчатого вала нижний; 5- блок цилиндров 6 - крышка подшипника коленчатого вала задняя 7 - коленчатый вал.
В полость переднего носка коленчатого вала Камаз-740 ввернут жиклер 8,через калиброванное отверстие которого осуществляется смазка шлицевого валика отбора мощности на привод гидромуфты.
От осевых перемещений коленчатый вал Камаз-740 зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рис. 2), установленными в проточках задней коренной опоры блока цилиндров,так,что сторона с канавками прилегает к упорным торцам вала.
На переднем и заднем носках коленвала Камаз 740 установлены шестерня 3 привода масляного насоса и ведущая шестерня 4 привода распределительного вала.
Задний торец коленчатого вала имеет восемь резьбовых отверстий для болтов крепления маховика, передний носок коленчатого вала имеет восемь отверстий для крепления гасителя крутильных колебаний.
Уплотнение коленчатого вала Камаз-740 осуществляется резиновой манжетой 8 (рис. 3), с дополнительным уплотняющим элементом - пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.

Установка маховика и манжеты уплотнения коленчатого вала Камаз-740 (рис.3)
Диаметры шеек коленвала Камаз-740 : коренных 95+0.011 мм, шатунных 80±0,0095 мм. Для восстановления двигателя Камаз-740 предусмотрены восемь ремонтных размеров вкладышей.
Вкладыши 7405.1005170 Р0, 7405.1005171 Р0, 7405.1005058 Р0 применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются.
Допуски на диаметры шеек коленчатого вала Камаз-740, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей.
Коренные и шатунные подшипники Камаз-740 изготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0.3 мм, слоем свинцово-оловянистого сплава толщиной 0.022 мм и слоем олова толщиной 0.003 мм.
Верхние 3 (рис. 2) и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения. Оба вкладыша 4 нижней головки шатуна взаимозаменяемы.
От проворачивания и бокового смещения вкладыши Камаз-740 фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока, крышках подшипников и в постелях шатуна.
Вкладыши Камаз-740 имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные).
Поэтому при проведении ремонтного обслуживания не рекомендуется замена вкладышей на серийные с маркировкой 740.100. так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников Камаз-740 изготовлены из высокопрочного чугуна марки ВЧ50.
Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме регламентированным моментом.
Маховик Камаз-740 закреплен восемью болтами 7 (рис. 3), изготовленными из легированной стали с двенадцатигранной головкой, на заднем торце коленчатого вала и точно зафиксирован двумя штифтами и установочной втулкой.
С целью исключения повреждения поверхности маховика Камаз-740 под головки болтов устанавливается шайба 6 (рис. 3). На обработанную цилиндрическую поверхность маховика напрессован зубчатый венец, с которым входит в зацепление шестерня стартера при пуске двигателя.
При выполнении регулировочных работ по установке угла опережения впрыска топлива и величин тепловых зазоров в клапанах маховик Камаз-740 фиксируется при помощи фиксатора.
При этом конструкция имеет следующие основные отличия от серийной:
- изменен угол расположения паза под фиксатор на наружной поверхности маховика;
- увеличен диаметр расточки для размещения шайбы под болты крепления маховика.
Двигатели Камаз-740 могут комплектоваться различными типами сцеплений.

Установка гасителя крутильных колебаний коленчатого вала (рис.4)
1 - гаситель; 2 - болт крепления гасителя; 3 - полумуфта отбора мощности; 4 - болт крепления полумуфты; 5 - шайба; 6 - коленчатый вал; 7 - блок цилиндров.
Гаситель крутильных колебании Камаз-740 закреплен восемью болтами 2 (рис. 4) на переднем носке коленчатого вала. С целью исключения повреждения поверхности корпуса гасителя под болты устанавливается шайба 5.
Гаситель Камаз-740 состоит из корпуса в который установлен с зазором маховик. Снаружи корпус гасителя закрыт крышкой. Герметичность обеспечивается закаткой (сваркой) по стыку корпуса гасителя и крышки.
Между корпусом гасителя и маховиком Камаз-740 находится высоковязкостная силиконовая жидкость, дозировано заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой, приваренной к корпусу.
Гашение крутильных колебаний коленчатого вала Камаз-740 происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости.
При этом энергия торможения выделяется в виде теплоты. При проведении ремонтных работ категорически запрещается деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
Поршневая группа и шатуны дизеля Камаз-740
Шатун Камаз-740 стальной, кованый, стержень имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом.
Шатун окончательно обрабатывают в сборе с крышкой, поэтому крышки шатунов не взаимозаменяемы. В верхнюю головку шатуна Камаз-740 запрессована сталебронзовая втулка, а в нижнюю установлены сменные вкладыши.
Крышка нижней головки шатуна Камаз-740 крепится с помощью гаек, навернутых на болты, предварительно запрессованные в стержень шатуна. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.
Поршень Камаз-740 отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
В головке поршня Камаз-740 выполнена тороидальная камера сгорания с вытеснителем в центральной части, она смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.

Поршень с шатуном и кольцами Камаз-740 в сборе
1 - поршень; 2 - маслосъемное кольцо; 3 - поршневой палец; 4, 5 - компрессионные кольца; 6 - стопорное кольцо.
В нижней ее части выполнен паз, исключающий при правильной сборке контакт поршня с форсункой охлаждения при нахождении в НМТ.
Поршни Камаз-740 комплектуются тремя кольцами, двумя компрессионными и одним маслосъемным.
Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм.
На двигателях Камаз-740, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища.
По указанному параметру поршни Камаз-740 разбиты на четыре группы 10, 20, 30 и 40.
Каждая последующая группа от предыдущей отличается на 0,11 мм. В запчасти Камаз-740 поставляются поршни наибольшей высоты, поэтому во избежание возможного контакта между ними и головками цилиндров в случае замены необходимо контролировать надпоршневой зазор.
Если зазор между поршнем и головкой цилиндра Камаз-740 после затяжки болтов ее крепления будет менее 0,87 мм необходимо подрезать днище поршня на недостающую до этого значения величину.
Поршни двигателей 740.11, 740.13 и 740.14 отличаются друг от друга формой канавок под верхнее компрессионное и маслосъемное кольца. Установка поршней с двигателей Камаз740.10 и 7403.10 недопустима. Допускается установка поршней с поршневыми кольцами двигателей 740.13 и 740.14 на двигатель 740.11.
Компрессионные кольца Камаз-740 изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой "верх" должен располагаться со стороны днища поршня.
Компрессионные кольца Камаз-740 изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой "верх" должен располагаться со стороны днища поршня.
На двигателях 740.13 и 740.14 верхнее компрессионное кольцо имеет форму сечения двухсторонней трапеции с выборкой на верхнем торце, который должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца Камаз-740 покрыта молибденом и имеет бочкообразную форму. На рабочую поверхность второго компрессионного и маслосъемного колец нанесен хром.
Ее форма на втором кольце Камаз-740 представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название "минутное". Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку не допустима.
Маслосъемное кольцо Камаз-740 коробчатого типа с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность.
Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца. На двигателе модели 740.11 высота кольца - 5 мм, а на двигателях 740.13 и 740.14 высота кольца - 4 мм.
Установка поршневых колец с других моделей двигателей Камаз может привести к увеличению расхода масла на угар.
Для исключения возможности применения не взаимозаменяемых деталей поршневой группы Камаз-740 при проведении ремонтных работ рекомендуется использовать ремонтные комплекты:
- 740.13.1000128 и 740.30-1000128 - для двигателей 740.13-260 и 740.14-300.
В ремонтный комплект Камаз-740 входят:
- стопорные кольца поршневого пальца;
- уплотнительные кольца гильзы цилиндра.
Форсунки охлаждения Камаз-740 устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали при достижении в ней давления 0,8 - 1,2 кг/см2 (на такое давление отрегулирован клапан, расположенный в каждой из форсунок) во внутреннюю полость поршней.
При сборке двигателя Камаз-740 необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
Поршень с шатуном Камаз-740 соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 22 мм. Применение пальцев с отверстием 25 мм недопустимо, так как это нарушает балансировку двигателя.
Как делается ремонт и балансировка коленвала КамАЗ

Устройство
Устройство коленчатого вала КамАЗ включает в себя такие детали:
- Шатунные и коренные шейки, которые связаны между собой. У шеек шатунного типа меньший диметр. Они используются в качестве опоры.
- Противовес. Помогает уравновесить вес поршневой части и шатунов.
- Колено. Оснащено одной шатунной шейкой, которая находится между двумя щетками.
- Подшипники скольжения. Дают возможность шатунам в шейках и в механизме коленвала вращаться.
- Хвостовик, на который устанавливается маховик для отбора мощности с коленчатого вала.
- Фланец и щетки.

Разница между коленвалами КамАЗ разных моделей заключается в используемом материале изготовления (чугун или сталь), а также в количестве шатунных шеек.
Размеры и другие характеристики
Параметры и технические показатели коленчатого вала КамАЗ:

Сколько стоит
Цены коленвалов на рынке имеют сильный разброс:
- средняя цена нового коленвала составляет 35000 рублей;
- бу коленвал стоит в среднем 20000 рублей (цена зависит от состояния запчасти);
- китайский коленвал стоит 15000-30000 рублей (в зависимости от качества сборки).
Не рекомендуется покупать запчасти китайской сборки, так как их установка может привести к поломке автомобиля.
Внимание! В Москве участились случаи продажи китайских запчастей под видом оригинальных. Будьте внимательны при покупке, сверяйте все технические характеристики изделия.
Разновидности коленвалов Камаз
За последние годы ассортимент коленвалов, которые выпускает kamaz, существенно расширился. Сейчас заводом выпускаются дизельные и экологически чистые газовые двигатели, которые отвечают европейским стандартам качества. Для каждого из двигателей есть несколько видов коленвалов.
Коленвалы от разных двигателей иногда являются взаимозаменяемыми, а иногда нет. На сегодняшний день компания Камаз не предоставляет четких инструкций по разновидностям коленвалов, отсюда у владельцев большегрузов обычно возникает путаница по поводу того, какой коленвал нужен именно для его марки каmaза. Для решения этой проблемы ниже представлено описание коленвалов:
- их особенности;
- отличия друг от друга;
- возможности использования с разностандартными моторами.
Коленвалы, отвечающие стандарту Евро-0
К моторам, созданным по стандарту Евро-0, можно отнести стандартные дизельные движки большегруза 740.10 и двигатели обновленной версии 7403.10, 7408. Для производства коленвалов для этих моторов используется сталь стандарта 42ХМФА, которая прошла специальную обработку хромом и молибденом, и покрыта алюминием. Закаливание материала производства происходит высокочастотными токами на глубину 3 миллиметра. коленвалы имеют специальные заглушки. Такая модель коленвалов сейчас снята с производства.
Коленвалы, работающие для стандарта Евро-1
К двигателям, созданным по этому стандарту, можно отнести движки большегруза серии 740.11-240 и -260. Конструкция коленвалов этой серии не предусматривает заглушек. Сделаны они из металла стандарта 42ХМФА. Закаливание металла, как и в предыдущей модели, происходит с помощью ТВЧ, масленичные каналы имеют косую конструкцию. коленвалы этой серии имеют только один вид строения. Также на моторы этого стандарта подходят запчасти от КАМАЗа 740.
Коленвалы двигателей стандарта Евро-2
Двигатели, которые отвечают стандарту Евро-2, имеют различные радиусы кривошипа. Именно поэтому виды коленвалов для различных радиусов имеют серьезные отличия.
Диаметр кривошипа двигателей Камазов составляет 60 мм (R65). На них устанавливаются 2 типа коленвалов, которые отличаются друг от друга видом присоединения маховика:
- маховик закрепляется на 8 отверстиях, тип болтов при этом М14;
- маховик закрепляется на 10 отверстиях, тип болтов при этом М16.
2 типа деталей не могут заменять друг друга.
Радиус кривошипа двигателей Камаза также может составлять (тип кривошипа можно посмотреть на своих деталях) 65 мм. Для них подходят коленвалы, в которых маховик крепится 10 болтами М16. Детали взаимозаменяемы, но есть отличия в способе упрочнения:
- закаливание с помощью ТВЧ;
- упрочнение азотированием.
Коленвалы для стандарта двигателей Евро-3
Двигатели, которые отвечают стандарту Евро-3, достаточно малочисленны. Радиус кривошипа этих двигателей составляет 65 мм. При этом крепление маховика может быть выполнено по стандартной схеме на 8 или 10 болтов. Изделие закаляется токами высокой частоты. Их можно заменить другими коленвалами стандарта Евро-2 (которые также прошли обработку ТВЧ).
Для всех коленвалов способ крепления маховика находится в зависимости от вида установленного сцепления в автомобиле. При классической комплектации используется крепление маховика на 8 болтах М14. На новых моделях комплектации используется соединение маховика на 10 болтов М16.
Ремонтные работы
Неисправности коленчатого вала КамАЗ и способы их устранения:
- Повреждение коренных или шатунных шеек, деформация посадочных мест. В этом случае рекомендуется отшлифовать детали под ремонтный размер, нанести покрытие электродуговой наплавкой, приварить электроконтактную ленту.
- Износилась резьба на маслосъемном кольце. Необходимо углубить резьбу при помощи резца и отшлифовать шейку.
- Дефект шпонки, посадочного места и шарикоподшипника. В этом случае следует выполнить фрезерование под увеличенные параметры шпонок, сделать наплавку с последующей фрезеровкой шпонки, запрессовать втулки.
- Повреждение отверстий, предназначенных для крепежных штифтов маховика. Нужно сделать развертывание деталей под ремонтный размер.

Как снять подшипник
Чтобы с коленчатого вала снять подшипник, необходимо:
- Снять все узлы транспортного средства, которые мешают получить доступ к коленвалу.
- Убрать блок силового агрегата на стенд, который используется для ремонта двигателя.
- Снять маховик. Для комфортной работы на венец маховика рекомендуется установить фиксирующее устройство. Перед снятием положение механизма относительно блока мотора отмечают, а также делают маркировку, в какой последовательности были установлены крепежные болты.
- Убрать поддон картера и насос для масляной жидкости.
- Крышки подшипников и сами шатуны демонтировать. Их нужно снимать вместе с поршнями.
- Снять коленвал.
- Очистить посадочные поверхности.
- Снять подшипник.
Как отбалансировать
Порядок действий при балансировке:

Как установить
Установка вала коленчатого включает в себя следующие действия:
- Демонтаж крышки коренных подшипников из блока цилиндров.
- Откручивание стяжных и крепежных болтов.
- Подбор вкладышей коренных подшипников в соответствии с диаметром коренных шеек.
- Подбор колец упорного типа.
- Проверка вкладышей.
- Установка верхних вкладышей подшипников в цилиндрический блок, затем нижних и их смазка.
- Установка коленвала в транспортное средство.
- Установка головки шатуна.
- Прикручивание нижних и верхних полуколец.
- Чистка и смазка резьбы в отверстиях блока.
- Проверка момента затяжки болтов.
- Осмотр упорного подшипника на наличие зазора.
Сопротивление во время затяжки болтов должно нарастать без рывков, плавно.
Вал коленчатый (инструкция по установке, эксплуатации и ремонту) (редакция 2)
В применяемость коленчатых валов 740.62-1005020 упрочненных закалкой ТВЧ включены двигатели мощностью 320 л.с.: 740.51-320, 740.61-320. Добавлена комплектация 740.55-1005008 (ТВЧ) для двигателей Евро-2 мощностью до 320 л.с
В сентябре 2012г сняты с производства коленчатые валы 740.50-1005020 упрочненные азотированием, взамен которых поставляется новая модель 740.701005020 с двойным упрочнением: закалка ТВЧ коренных и шатунных шеек с последующим азотированием (патент Ru 2231565). Номера сборочных единиц при этом не изменились.
Исключен из номенклатуры коленчатый вал 740.35-1005020 фактически не производившийся. В связи с этим аннулированы комплектации на базе вала 740.35-1005020 (см таблицу 1).
2. Комплектность поставки
Сборочные чертежи коленчатых валов в сборе, изготавливаемых в ОАО «КАМАЗ» и поставляемых в запасные части представлены на рис.1-5. Обозначения коленчатых валов в сборе и входящих в них деталей с указанием их количества представлены в приложении 1.
Рис. 1. Сборочные чертежи коленчатых валов для двигателей Евро-0, Евро-1 и Евро-2, в комплектации с фланцем или гидромуфтой (а) и шлицевым приводом (б), собранных на базе вала 740.13-1005020.
Рис.3. Сборочный чертеж коленчатых валов двигателей Евро-2, собранных на базе валов 740.70-1005020, 740.62-1005020 (а) и 740.30-1005020 (б, в).
Рис.4. Сборочный чертеж коленчатых валов двигателей уровня Евро-3 с электронной топливной аппаратурой (а), Евро-3 и Евро-4 с ТА 2 «CR» 3 и газовых двигателей (б), собранных на базе валов 740.70-1005020 и 740.62-1005020.
Рис.5. Сборочный чертеж коленчатого вала двигателя 740.65-240, собранного на базе вала 740.65-1005020
3. Применяемость коленчатых валов на двигателях
Коленчатые валы двигателей КАМАЗ изготовлены из высококачественной легированной стали 42ХМФА ТУ 14-1-5520-2005 и имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
1. Азотирование на глубину 0,25. 0,3 мм, твердость упрочненного слоя не менее 600 HV (в настоящее время как отдельный вид упрочнения не применяется).
2. Закалка ТВЧ коренных и шатунных шеек, включая переходные галтели, на глубину 2,5..5,5 мм., твердость упрочненного слоя 52.62 HRC.
Комбинированное упрочнение: закалка ТВЧ с последующим азотированием на глубину 0,25.0,3 мм, твердость упрочненного слоя не менее 600 HV; Основные конструктивные параметры коленчатых валов, определяющие их применяемость, приведены в таблице 8.
5. Маркировка и клеймение
Все коленчатые валы ОАО «КАМАЗ» имеют следующую маркировку:
- обозначение коленчатого вала на боковой поверхности третьего, считая от фланца со стороны вентилятора, противовеса. Маркировка выполняется выступающим шрифтом при штамповке поковки (например «740.50- 10005020). На некоторых моделях валов часть маркировки (обведенные рамкой символы в обозначениях «740.30 - 10005020-01 », «740.65 - 10005020-», «740.6210005020», «740.|70| - 10005020») выполняется ударным способом;
- серийный номер вала - на обработанной поверхности третьего противовеса;
- дата изготовления поковки - на боковой поверхности 4-го противовеса: первые две цифры - год, третий символ из перечисления <1-9, О, Н, Д>- порядковый номер месяца (например, 09Н - ноябрь 2009г, 085 - май 2008 г.);
- товарный знак «КАМАЗ» на боковой поверхности 5-го противовеса;
- «R65» - величина радиуса кривошипа на боковой поверхности 6-го противовеса (только для коленчатых валов 740.50-1005020, 740.70-1005020, 740.621005020, 740.65-1005020);
Читайте также: