
Как выбить гильзу из цилиндра иж
Обновлено: 05.07.2024
Как выбить гильзу из цилиндра иж
ремонт поршневой на Планете. КАК «ПРАВИЛЬНО» МЕНЯТЬ ПОРШНЕВУЮ НА ПЛАНЕТЕ
1. Первое с чего начнем - это снимим (выковырнем) стопорные кольца из канавок поршня, для этого нам понадобиться простой вороток с острым носиком, или еще лучше медицинский пинцет (желательно мощный но с тонкими усиками или как они там называются), или еще лучше (но это уже просто роскошь) круглогубцы, тоже тонкие.
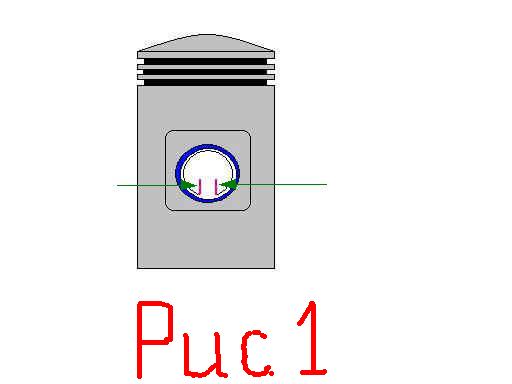
Я нарисовал в Paintе рисунок 1 чтоб было немного понятней о чем речь, на нем изображен поршень, а именно стопорное кольцо и красным цветом обозначены усики этого самого кольца на которые необходимо нажимать как указывают зеленые стрелочки. При надавливании на усики стопорное кольцо выходит из канавки, т.е. кольцо можно уже с легкостью снимать.
2. После снятия стопорных колец необходимо выпресовать поршневой палец из поршня. Нам понадобятся следующие инструменты, повторюсь ремонт в Сарайно-гаражных условиях, поэтому о спец инструменте речи быть не может: Молоток, вороток диаметром желательно 13 мм. И длиной 15 см., деревянный брусок небольших размеров главное чтоб весил грамм 500 так, и ловкость рук конечно…
3. В деревянном Бруске необходимо проделать отверстие диаметром 17-20 мм, для того чтоб пролез туда поршневой палец.

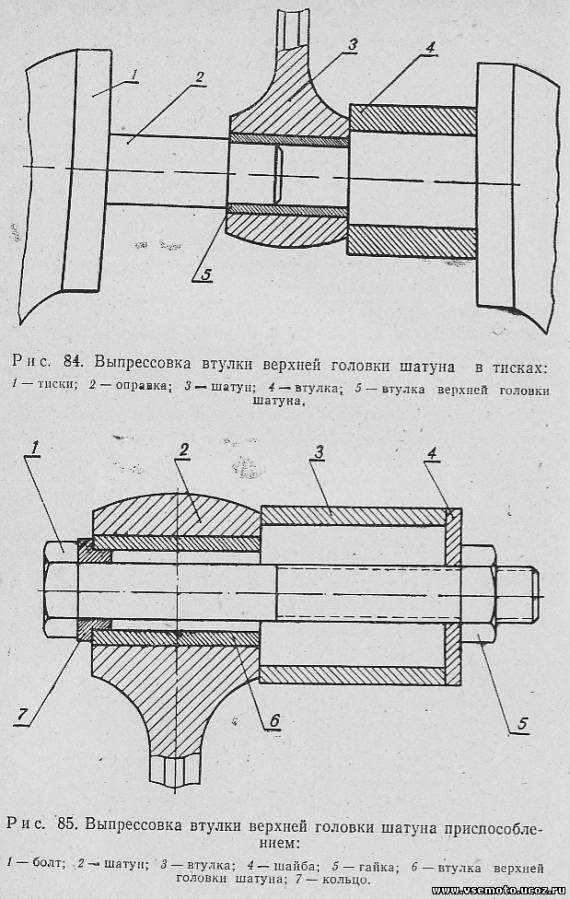
На рисунке 2 изображено:
1. Деревянный брусок с отверстием около 20 мм, главное чтоб диаметр отверстия был больше диаметра поршневого пальца. Брусок необходимо прижать к поршню рукой для того чтобы при выбивании поршневого пальца удерживать поршень, тем самым не давая согнуться шатуну коленвала.
2. Шатун коленвала.
3. Поршневой палец.
4. Канавка стопорного кольца.
5. Втулка верхней шейки шатуна коленчатого вала.
6. Молоток.
7. Вороток или металлический стержень диаметром не более 14,8 мм, и не менее 10 мм, такой диаметр необходим для того чтобы стержень пролез в бобышки поршня и не поцарапал их, и не проскочил внутрь поршневого пальца, в его отверстие.
Если разобраться с рисунком 2 то можно понять как происходит процесс выпресовки а именно «выбивки» поршневого пальца из поршня.
Выбивать необходимо несильными ударами по воротку при этом прижимая поршень с противоположной стороны деревянным бруском, прижимать поршень необходимо для того, чтобы поршень не шатался при ударах и не согнулся шатун. Друзья, вы спросите, а что так легко согнуть шатун? Я отвечу, что согнуть его не так уж и просто, но сделать небольшой перекос все таки возможно, на глаз это бывает трудно определить, но на работу двигателя перекос шатуна может сильно повлиять, будет на равномерный износ поршневой группы, а также просос газов, даже если поршневая новая… так что будьте аккуратны с этим!
Полностью палец можно не выбивать из поршня, главное просто снять поршень с шатуна…
• Ну вот уже почти все… теперь необходимо произвести визуальный осмотр поршневой группы, и решить что делать дальше, т.к. есть два пути:
Первый – отремонтировать старую поршневую вложив немного денег и получив хороший результат…
Второй – купить новые запчасти и поставить их…это для тех, у кого имеются средства или старую поршневую ремонтировать уже нет смысла, короче у кого она умерла…
Начнем с первого варианта, а значит будем «ЛЕЧИТЬ».
И опять все по порядку (я люблю когда по полочкам все разложено).
А) Осматриваем поршневую группу, начинаем с поршня, если поршень еще «жив», т.е. если гнезда под поршневой палец не разбиты, штифты для компрессионных колец целы, поверхность его не поцарапана, нет задиров и прочих неисправностей, если все штифты в канавках для компрессионных колец целы, то смело можно поршень оставить для ремонта и последующей установки. Если же поршень в отличном состоянии но в цилиндре имеет небольшой зазор, который недопустим для «ПРАВИЛЬНОЙ» работы мотора, его необходимо отложить в уголок и смело шагать в магазин за новым…
Б) Теперь переходим к цилиндру. Осматривая цилиндр необходимо просмотреть внутреннюю его часть, т.е. гильзу. Если гильза не имеет видимых дефектов в виде тех же задиров и царапин, не имеет сколов на окнах, не имеет выработки - то цилиндр можно считать в хорошем состоянии и можно его оставить для следующей установки, но, есть одно но… Еще необходимо проверить цилиндр (гильзу) на бочкообразность и на выработку в середине рабочей поверхности. Как это сделать? Необходим нутромер… Но его как всегда нету ни у кого, (даже у токарей его порой не бывает)… поэтому будем измерять просто поршнем (снятым и голым без колец), для этого надо сасунуть поршень в цилиндр и на ощупь определить в каком месте цилиндра поршень идет с натягом, а в каком месте поршень болтается и проваливается без труда под собственным весом. Если поршень застрял сначала а в середине проваливается, это верный признак того что цилиндр необходимо растачивать, т.к. в месте соприкосновения поршневых колец (рабочая зона цилиндра) цилиндр изнашивается быстрее чем в других местах, имейте это ввиду друзья мои!
Еще можно проверить цилиндр на бочкообразность простым поршневым кольцом. Для этого необходимо просто засунуть кольцо сначала сверху цилиндра и замерять зазор, потом немного ниже и замерять зазор кольца, и наконец в середине и в низу цилиндра. Если зазор кольца разнится с его положением, т.е. если сверху цилиндра зазор меньше чем в середине цилиндра, значит цилиндр выроботан и у него бочкообразность…
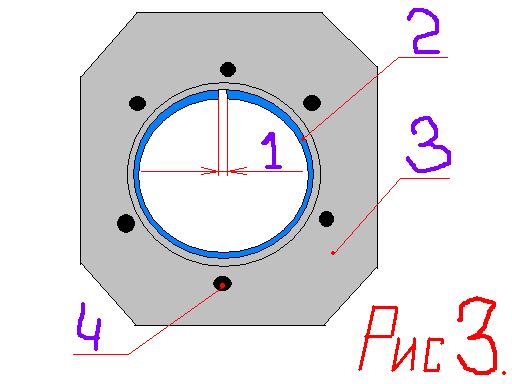
Рисунок 3. Цилиндр вид сверху.
1. Зазор поршневого кольца.
2. Поршневое кольцо.
3. Цилиндр (точнее его ребра).
4. Шпильки.
Потом еще необходимо посмотреть есть ли выработка сверху гильзы, это видимо невооруженным глазом, сверху, где поршневые кольца не достают есть небольшая выработка, т.е. кольца точили гильзу не до конца, и поэтому образовалась выработка, ее можно пощупать пальцами, она чувсвуется… (кстати многие кто собрал мотор не обращая на эту выработку потом жалуется, че-то гремит мотор как-то непонятно, не палец звенит, не коленвал, а что-то такое непонятное, это как раз тот случай когда новый поршень «бьется» об эту выработку, об этот «бордюрчик»….).
Я буду рассматривать тот случай когда цилиндр необходимо растачивать, иначе бы вы не читали эту статью и просто так бы не разбирали свой мотор, значит и у вас цилиндр уже «подошел» к расточке.
• Самому в «сарайно-гаражных» условиях вам никогда не расточить цилиндр как следует, значит вы его отдаете токарю Дяде Ване и он вам за пузырь с закусью его точит, но тут-то Друзья мои и скрывается первая уловка для того кто впервые это делает… Во первых необходимо купить новый поршень не левый, а «правильный поршень». Как подобрать нормальный и подходящий нам поршень для расточки цилиндра под него? Рассказываю:
1. чтоб подобрать поршень необходимо взять с собой в магазин цилиндр и найти поршень который бы не лез в цилиндр, короче шоб поршень был немного больше чем гильза, т.е. ремонтный поршень. (надеюсь что такое «ремонт» поршня все знают)
2. когда мы убедились что поршень никак не хочет лезть в цилиндр (тут главное взять как можно меньший ремонт поршня, шоб оставить еще раза на два расточку цилиндра)
3. старайтесь подобрать поршень а с правильными формами и качественно сделанный, обойдите много магазинов для сравнивания поршней, поверьте без сравнения вы никогда не узнаете что это за поршень, левак или хороший , если вы конечно не профессионал, и не съели собаку с этими поршнями…
После подбора поршня по цилиндру необходимо подобрать поршневой палец по поршню…:
1. палец необходимо подбирать засовывая его в бобышки поршня и если палец не лезет даже при сильном надавливании, надо брать его, палец не зазвенит!
2. теперь главное не нарваться на левак, тут тоже надо обойти кучу магазинов и попробовать что называется на зуб…
Короче поршень с пальцем у нас уже есть, теперь покупаем стопорные кольца (их редко подделывают и стоят они копейки, к тому же их можно сделать самому, но это уже другая история).
Вы спросите, а кольца же мы не купили. А кольца надо подбирать по цилиндру, а цилиндр у нас будет точиться, поэтому кольца купим позже.
Короче несем цилиндр дяде Ване на расточку, для этого нам надо взять собственно цилиндр и поршень (голый), поршень нужен шоб дядя Ваня при расточке мерял и подгонял цилиндр под поршень.
Приходите вы в общем к дяде Ване и говорите ему как надо точить:
Точить надо шоб поршень после расточки туго ходил в нижней части цилиндра, а в верхней очень туго. Дядя Ваня если поймет, то хорошо, если нет то вдалбливайте это ему в голову его пропитую. Обьясняю что почем:
1. В нижней части необходимо туго точить для того чтоб после обкатки поршень не болтался как член в рукомойнике, т.е. после обкатки натяг с которым дядя Ваня расточил вам цилиндр пропадет, и поршень будет легко перемещаться по цилиндру не болтаясь в нем.
2. В верхней части туго для того шоб после обкатки поршень лишь немного расслабился и стал работать с небольшим натягом!
3. При расточке просто под легкий натяг всего цилиндра поршень в конце концов начинает застревать в нижней части цилиндра а в верхней болтаться, поэтому тут главное Друзья мои не обосраться….
4. И главное не переборщить с натягом вверху.
5. Вся поршневая и ее последующая работа зависит в первую очередь от того как расточен цилиндр и насколько правильно подобран поршень.
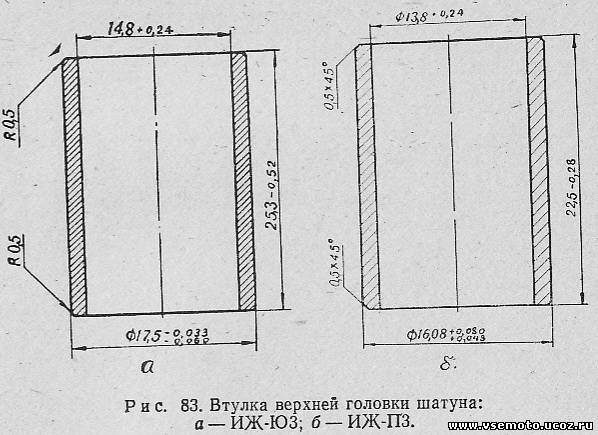
• Теперь, когда цилиндр расточен и дядя Ваня ходит бухой, нам необходимо подобрать кольца и купить втулку верхней головки шатуна, а покупать ее надо после того как мы убедимся что старая втулка нас не устраивает или про запас.
Итак - проверка втулки:
Для того чтобы определить послужит ли нам старая втулка необходимо взять новый палец поршневой и немного налив на него масло засунуть в шатун. Если палец зашел без препятствий и вольно там себя чувствует, это верный признак будущего звона Друзья мои, надо втулку менять! Если же палец с небольшим натягом все таки туда залез и не имеет люфта, то вам повезло, можно оставить старую втулку не обрекая себя на геморроидальные процессы связанные с ее заменой.
Я же рассмотрю весь процесс для тех, у кого втулка уже изношена и ее надо менять.
Для выпресовки втулки я рассмотрю самый простой и доступный способ, это распиливание втулки с последующим ее выпресовыванием.
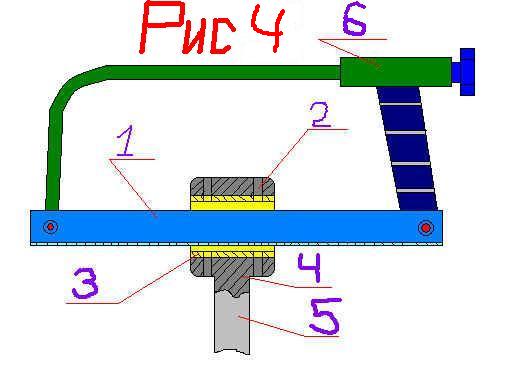
Рисунок 4. Распиливание втулки.
1. Полотно пилы по металлу.
2. Отверстия для подачи масла на поверхность втулки.
3. Втулка (бронзовая) которую необходимо распилить.
4. Головка верхняя Шатуна в разрезе.
5. Рычаг шатуна.
6. Ножовка по металлу.
На рисунке 3 показано как распилить втулку и потом выковырнуть ее воротком или выдавить руками, если получиться. В этом моменте главное при распилке не задеть сам шатун, поэтому пилить необходимо с предельной осторожностью.
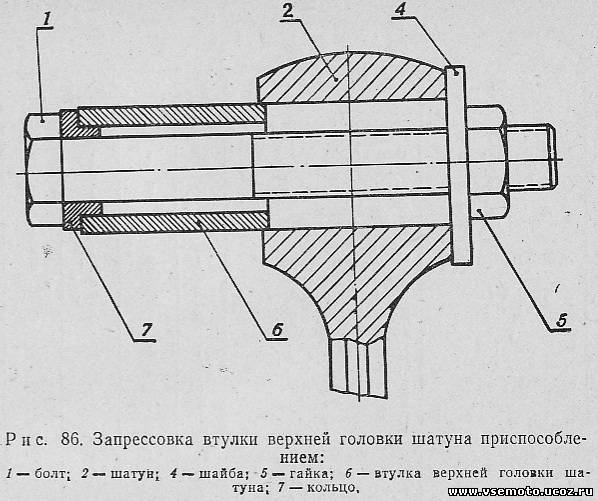
После того как втулка будет выпресована из шатуна необходимо запрессовать новую. Для этого необходимо иметь болт указанный на рисунке 5.
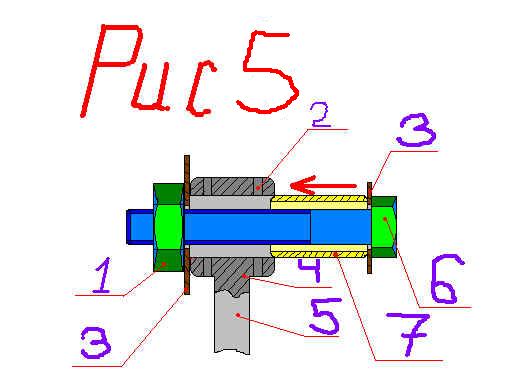
Рисунок 5. Запрессовка втулки.
1. Затягивающая гайка.
2. Отверстия в головке шатуна для подачи масла.
3. Шайбы упорные.
4. Головка шатуна верхняя.
5. Рычаг шатуна.
6. Болт затяжной.
7. Втулка бронзовая.
Как видно из рисунка 5 необходимо закручивать гайку и тем самым впрессовывать втулку в шейку шатуна. При этом необходимо поливать маслом втулку и аккуратно но медленно, чтоб без перекосов, закручивать. Тут ребята главное не спешить, и делать все по возможности «правильно»!
После того как втулка запрессована в ней необходимо сделать отверстия для подачи масла на поршневой палец , короче для смазки втулки при работе двигателя. Для этого необходимо сверло на 4-5мм, и аккуратно, чтоб попасть в отверстия сверлить, тоже не спеша и насквозь, т.е. чтоб сверло прошло сверху вниз.
Когда смазочные отверстия просверлены необходимо втулку райберовать или развернуть или у кого как говориться… Тут уж необходим спец материал, т.е. развертка на 15, желательно разводная, и желательно в отличном состоянии, острая то бишь.
Разворачивать надо как всегда не спеша, если развертка разводная то на минимальном диаметре, на этом я подробно останавливаться не буду т.к. на пальцах тут не покажешь… Главное тут терпение и поливание маслом и после каждого прокрута тщательное смывание стружки с развертки бензином при помощи зубной щетки или кисточки. После того как процесс разворачивания втулки будет происходить, необходимо каждый раз примерять палец поршневой, необходимо добиться плотного с натягом соприкосновения, т.е. чтоб палец заходил во втулку от руки но туго, почти трудно, тут - то Друзья мои и есть возможность обосраться и просдлабить втулку, тогда пиши пропало, через неделю палец зазвенит. При примере пальцаего тоже облить маслом моторным.
Когда втулка готова, и все подходит, необходимо ставить поршень, но сначала надо купить поршневые кольца. Здесь спешить не надо и в магазин тоже идти пока рано, расточенный цилиндр необходимо по началу обкатать старыми уже работавшими кольцами, т.к. новые сотрутся быстро и эффекта ни какого не будет от новых колец, короче надо сначала притереть цилиндр, набить ЗЕРКАЛО.
А уже после недельной езды на старых кольцах снова снять цилиндр (поршень не трогать) и взяв его под мышку идти подбирать кольца в магазин. Кольца необходимо подбирать засовывая их на глубину 2-4 см в цилиндр сверху и смотреть на зазор чтобы огн не был более одного лезвия, т.е. чтоб в зазор можно было засунуть только одно лезвие…Понимаете. Когда вы такие кольца подберете – считайте вам повезло и с довольной мордой идите и ставьте их вместе с цилиндром. Но обязательно после расточки цилиндра помойте его, можно даже струей воды, только потом сразу же смазать моторным маслом. Промывка цилиндра необходима для смывания всей микростружки которая осталась после расточки, сделайте промывку ОБЯЗАТЕЛЬНО.
И так я вплотную подошел к сборке двигателя а точнее сборке поршневой. Начинаем с установки поршня, для того чтобы палец залез в поршень (он же не заходит от руки я надеюсь), поршень необходимо нагреть, он расшириться и палец зайдет как миленький (из курса физики все знают что при нагреве тела расширяются). Нагревать поршень проще всего перевернув его и залив туда 10 грамм бензина, зажег бензин внутри и поршень горит и нагревается, главное не долго его греть, около минуты, чтоб он не расплавился или не повелся метал.
1. Перед нагревом поршня необходимо с одной стороны вставить к него стопорное кольцо, не забудте это сделать, т.к. это нам пригодиться.
2. Затем подготавливаете тряпки (только не синтетику которая может расплавиться) которыми вы будете брать в руки горячий поршень.
3. Смазываете палец маслом моторным, и подготавливаете сам мотор, точнее доступ к мотору, т.к. будет необходимо все делать очень быстро и четко, здесь ребята главное не обосраться, попытка только одна, иначе гемор произойдет, сразу подготовьте и молоток и вороток на 10 мм в диаметре и деревянный брусок для упора поршня чтоб не согнулся шатун. Когда все приготовлено, переходим дальше, к пункту 4.
4. Теперь можно зажигать поршень, гореть он должен не более одной минуты, и потушив его засовываете в него с одной стороны палец (с той в которой нет стопорного кольца). Палец должен зайти туго но зайти, и после того как вы заткнете палец (затыкать надо только на уровень бобышки, чтоб потом поршень можно было вставить в шатун и дальше просунуть палец ) запрессовать до конца, используя молоток и деревянный брусок, который необходим для придерживания поршня с противоположной стороны, дабы не согнуть шатун.
5. Забивать палец необходимо до конца и оставив немного места до стопорного кольца, миллиметра 2, 1,5, не более. На Рисунке 2 все показано и можно с легкостью во всем разобраться.
6. После остывания поршня вставить второе стопорное кольцо и надеть компрессионные кольца. Как надевать кольца вы уже знаете, порядок такой же как и при их снимании, только в обратную сторону.
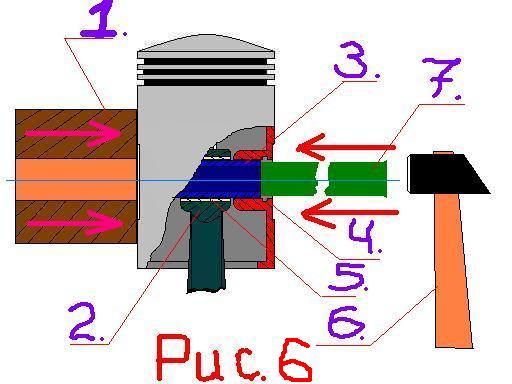
Рисунок 6. Запрессовка пальца.
На рисунке 6 изображено:
1. Деревянный брусок. Брусок необходимо прижать к поршню рукой для того чтобы при забивании поршневого пальца удерживать поршень, тем самым не давая согнуться шатуну коленвала.
2. Шатун коленвала.
3. Поршневой палец.
4. Канавка стопорного кольца.
5. Втулка верхней шейки шатуна коленчатого вала.
6. Молоток.
7. Вороток или металлический стержень диаметром не более 14,8 мм, и не менее 10 мм, такой диаметр необходим для того чтобы стержень пролез в бобышки поршня и не поцарапал их, и не проскочил внутрь поршневого пальца, в его отверстие.
Как выбить гильзу из цилиндра иж
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
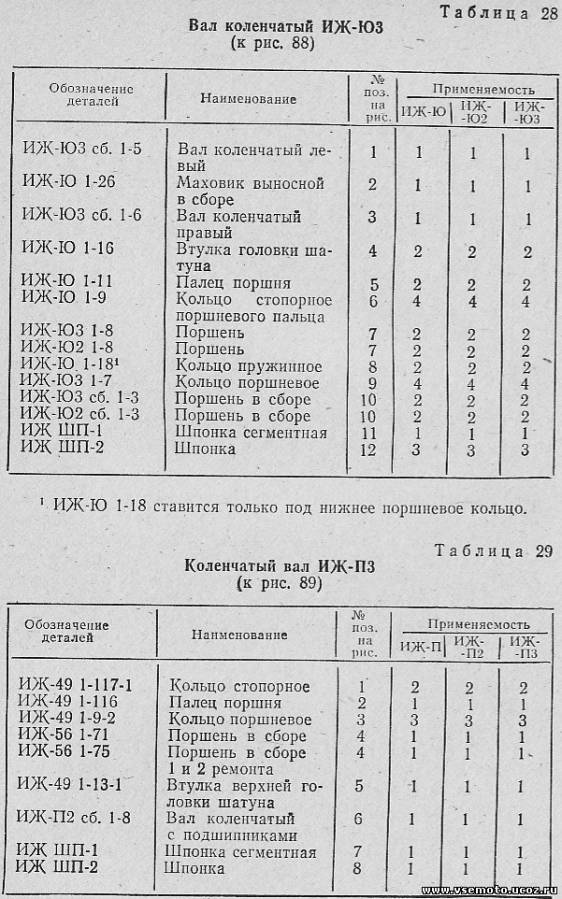
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
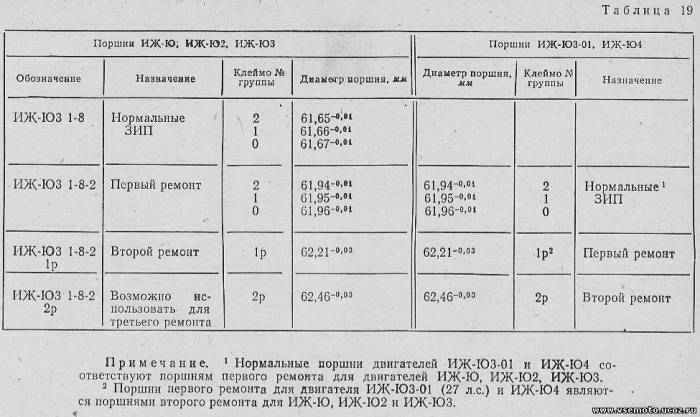
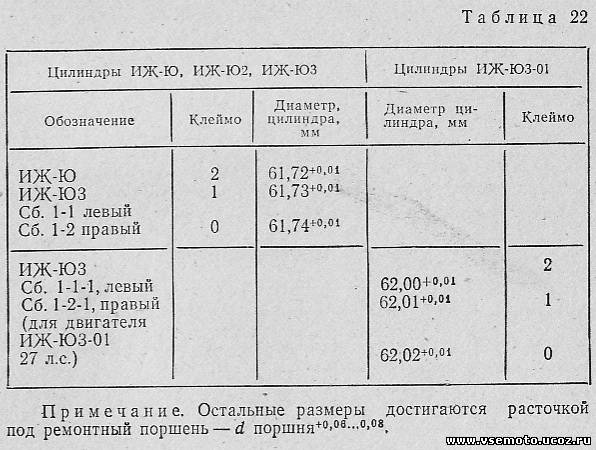
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
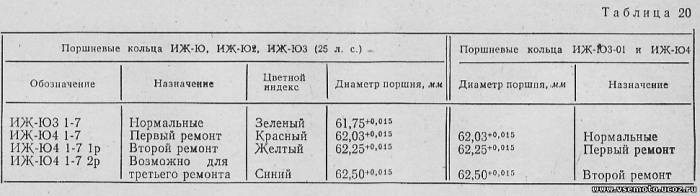
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
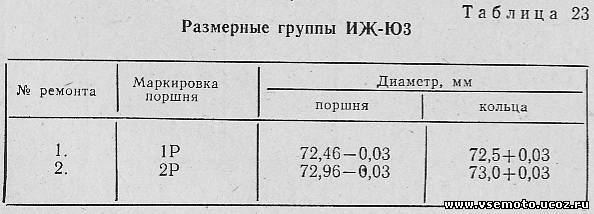
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
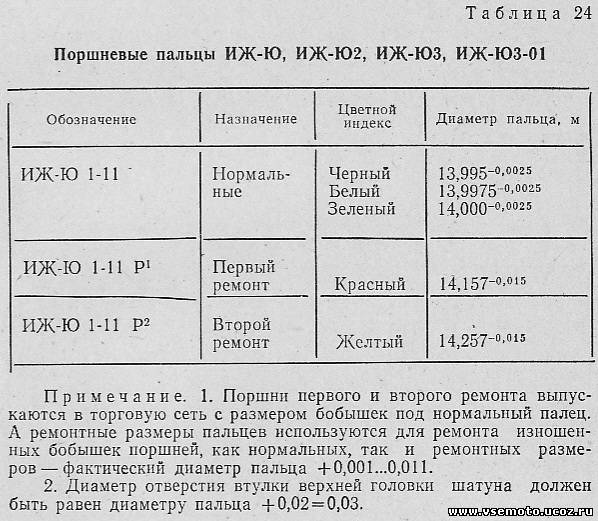
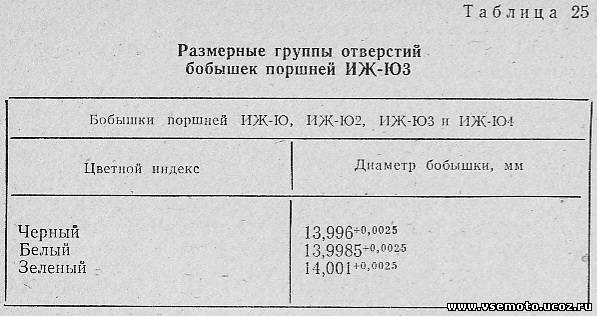
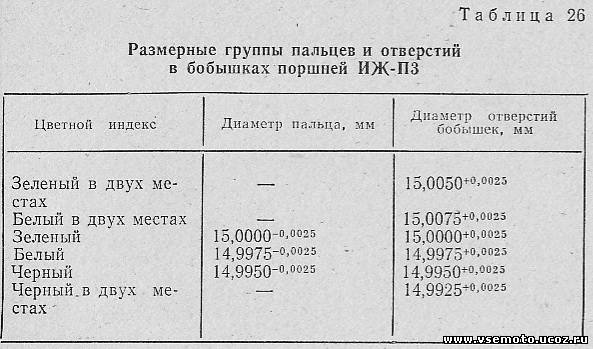
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
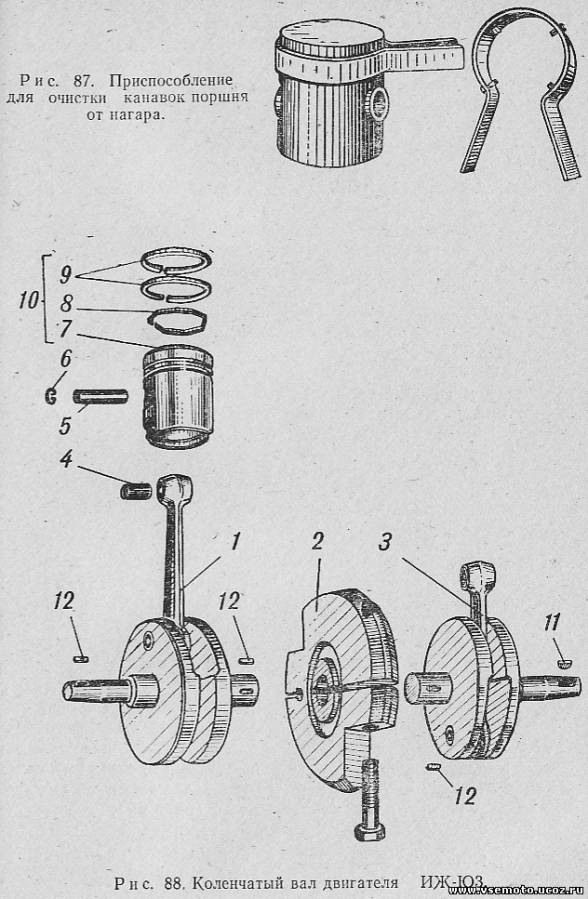
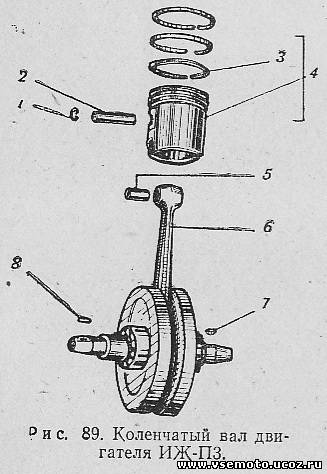
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
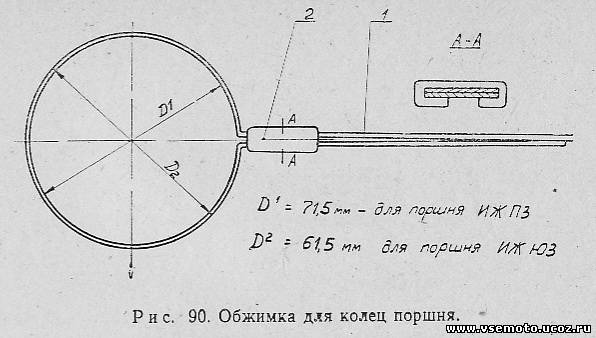
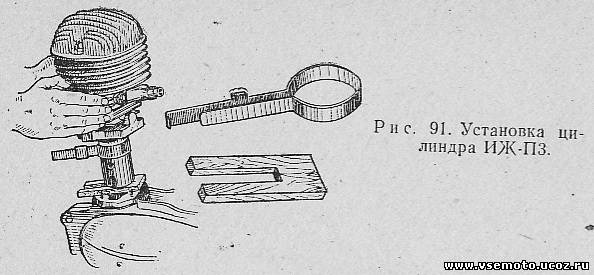
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Как выбить гильзу из цилиндра иж
В 4 части мы разобрались с коленвалом и распредвалом, как я считаю, но если есть какие проблемы не стесняйтесь пишите в комментариях или прямо мне на e-mail с помощью формы обратной связи я обязательно отвечу.
Давайте в этой статье займемся поршневой группой. После разборки, как нам известно, гильзы, поршневой группы, остаются в блоке цилиндров. Потому что они впрессованы и просто так они не достаются, нужно будет приложить некоторые усилия что бы снять гильзы. Если же Вы решили поршневую группу полностью заменить на новые, можно при снятие гильз, не церемонится с ними, подберите подходящую выколодку, лучше всего из мягких металлов: латунь, бронза, медь. И стараясь не допускать перекоса, при выбивание гильз, с посадочных гнезд, не спеша, не повредив блок цилиндров, выбить гильзы, со стороны поддона.
Если Вы решили оставить свои гильзы, в этом случае нужно будет опять же, снять их, уже с помощью специального съемника, для выпрессовки и запрессовки гильз.
Устройство гидравлическое для выпрссевки и запрессовки гильз.

Механический съемник для выпрессовки и запрессовки гильз.

Можно конечно и выбить деревянной выколодкой, но выбивать нужно очень аккуратно, что бы не повредить юбку гильзы и блок цилиндров.
Бывает в практике и такое, что вовсе не нужно снимать гильзы. Обычно это бывает когда у двигателя не большие моточасы, вы использовали хорошее масло, качественное топливо. Конечно Вы можете сказать и такое: "если не большие моточасы, зачем тогда вообще разбирать и делать капитальный ремонт двигателя ?" Да конечно вы будите правы, но могло быть и такое: оборвало привод масляного насоса и двигатель застучал, оборвало коленвал, заклинил распредвал или что то еще не стандартное. Вот в этих случаях, если не большие моточасы, может быть такое что гильзы можно будет и не трогать, то есть оставить свои, не снимая.
И так если Вы решили оставить свои гильзы, не снимая. Я Вам настоятельно рекомендую, после снятия головок блока цилиндров (ГБЦ), сразу же гильзы зафиксировать на местах, в блоке цилиндров. Это нужно что бы исключить случайное выталкивание гильз поршнями, когда Вы будите снимать поочередно поршня с шатунами, а при их снятие по любому нужно проворачивать коленвал и понятно что поршня будут ходить верх и вниз, толкать гильзы и при этом, если гильза держится слабо, бывает и такое, то поршень может его вытолкнуть. Если такое произойдет, то нарушится герметизация водяной рубашки. Тут уж как не крути придется снимать гильзу, прочищать все посадочное место на блоке цилиндров, заменить уплотнительную шайбу гильзы и впрессовать обратно гильзу на место. Так что лучше сразу зафиксируйте и не будет лишних проблем. Как в домашних условиях зафиксировать гильзу показано на фото ниже.
Зафиксировать гильзы.

Если пробег автомобиля небольшой и проработанных моточасов двигателя мало и Вы решили оставить гильзы свои, не снимать. Лучше все равно нужно будет их замерить. Для того что бы замерить гильзы, нам опять понадобится нутромер. На глаз просто не получится определить сотою долю износа гильз.
Нутромер.

А вот какие бывают размеры гильз и поршней двигателей, ЗМЗ-511 и модификации, какая очередность ремонтных гильз, приведено на таблице ниже.
Разгильзовка блока 4d56 своими руками
В интернете не нашел ни какой инфы что и как, в основном все темы начинались отнес свой блок на гильзовку и забрал уже готовый, естественно все делается в заводских условиях где есть фрезернорасточной станок, запихали блок, гильзу выточили-загильзовали новую и расточили…как правило первые две услуги не из дешевых.
На этот раз рассмотрим несколько мифов и способов самостоятельной разгильзовки блока,
Способ :№1
наверное самый простой, посоветовали бывалые механики из гаражей, взять какой нить длинный керн с плоским и широким кончиком
и небольшими ударчиками молотком по кусочку откалывать гильзу, способ работает… гильза вышла от руки
но есть свои недостатки
хоть и не глубокие но блок придется везти на хонинговку немного сровнять для облечения установки новой гильзы
Способ:№2
Выбить кувалдой… как делают реальные пацанчики на сто…
Для этого нам потребуется спец проставка, выточенная на токарном станке с определенными размерами, купить её не где нельзя, точится у любого токаря за бутылку
поствил -попробывал -долбил долго и упорно…бред… без толку, выбить кувалдой пусть даже кг на 20 не реально!не нароком можно промахнуться и блок раскрошить пополам
Способ:№3
Запихал в пресс на 15т…))))) страшно за жизнь пресса стало, выдавить может и реально но пресс требуется тонн на 25-40, который не на каждом шагу встретишь…
Способ:№4
купить съемник, посидел посмотрел проф инструмент, нашел экземпляр… в документации написано для снятия и установки сухих и мокрых гильз, цена конская, фото не было… но выглядит думаю примерно так
, так если подумать, 15т не выперло гильзу, темболее съемник разложется пополам…
Способ:№5
Даже миф скорее всего, слышал давным давно от какогото деда, как он в своей молодости работал механиком, сухие гильзы руками вынимал без всяких прессов и станков, прям чудеса…
Рассказал местным про его метод, покрутили пальцем у виска, все были уверены что не чего не выйдет…я же решил попробывать, всеже старая школа.стоит прислушаться
Потребуется только дуговая сварка и 2ка электрод, провести ей вдоль всей гильзы, в теории типа металл стянется и гильзе станет легче выйти…
Чтож …поджег электрод прогрел гильзу в некоторых местах, поставил проставку …2 небольших удара 5кг молотом и вот она…
Как выбить гильзу из цилиндра иж

Речь идет об ИЖ Планета 5.
Дело в том что у многих как и в моем случае при замене поршневой на новую появляется звонкий металлический звук в верху головки, бывает проходит он или нет…
У меня было 3 поршневые и все заливал 92м бензином, везде был металлический звон вверху головки…
Но как это может быть логично?, когда:
— поршень туго в гильзе
— палец забит на горячую в поршень
— палец плотно сидит в втулке
— кв не имеет люфта как и шатун
Нужно выяснить причину этого явления и приступил к делу!
Как оказалось при замере камеры сгорания сток и веерной, выявлено следующее:
Сток голова = 56-57мл
Веерная голова = 46-47мл
Из этого выходит следующая степень сжатия по формуле 340куб делим на камеру сгорания +1 = примерно:
Сток голова = 7.2
Веерная голова = 8.2 — 8.5
Прокладка под головкой цилиндра равна 1мм, то есть увеличение камеры сгорания, в свою очередь уменьшение степени сжатия.
1мм высоты вытесняет 4-5мл жидкости
вытеснение сферы поршня 3мл (3.5) жидкости
при суммировании округлим около 7-8мл
У меня цилиндр без прокладки и камера сгорания составляет 40мл, итого 9.5 степень сжатия, при использовании 92го бензина — звон нарастающий с повышением оборотов.
И так в моем случае имеем диаметр поршня 72, ход поршня 85 = 340куб \ 40мл +1 = с помощью этих данных можно вычислить на сколько надо подрезать головку или подложить прокладку для подгонки степени сжатия на желаемый бензин:
— головка с прокладкой = 8.2
— головка без прокладки = 9.5 (при условии что поршень выступает из цилиндра на 1мм высоты)
— головка которая подрезана на 1мм = 4-5мл жидкости, вытеснения поршнем 3-4мл, то есть = 7-8мл,
дальнейшее вычисления каждый может высчитать для себя.
Если верить данным с интернета, то соотношение степени сжатия к октановому числу бензина:
92 — до 10,5
95 — 10-12,5
98 — 12-14,5
К чему я это все сделал?, а к борьбе с ДЕТОНАЦИЕЙ.
Ведь звон в верху головки все время путают с звоном пальца, поршня, юбки и всего что можно.
Пути решения:
— перенастроить зажигание, чем выше октановое число — тем дольше горит смесь, значит к примеру для 92 надо 1.5мм до вмт, 95 — 2.5мм до вмт. Подобрать можно экспериментально от 1 до 3мм.
— обогатить смесь, обедненная смесь приводит к детонации.
— пробовать заливать бензин с другим октановым числом.
— пробовать с прокладками под головку и подрезанием головки до устранение детонации.
Игнорирование подобного звона может привести как в моем случае к расплавлению поршня, все же поршни делают уже не из лучших сплавов.

Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Здравствуйте! Наверное вопрос обсуждался, но прошу подсказать- как выбить старые гильзы из блока двигателя МТЗ? Условия- холодный гараж, кувалда. С уважением.
Здравствуйте! Наверное вопрос обсуждался, но прошу подсказать- как выбить старые гильзы из блока двигателя МТЗ? Условия- холодный гараж, кувалда. С уважением.
привет. сделлай сьемник, или возми у кого нибуть.можно выбить аккуратно.
Да у меня съёмник не помог..Вваривал болты в гильзы,кувалдой бил.Тут камазисты подсказали,вваривают перегородку в гильзе,потом на поршень дощечку и стартером,вылетает как пробка..Сам не пробовал
Да у меня съёмник не помог
попробуй таким(не мой)

глаза боятся а руки делают
Да у меня съёмник не помог
попробуй таким(не мой)
Да вот таким и тянул,цепки рвал,пока гильзу не прогрел сваркой по месту соединения с уплотнительными кольцами,ничё не помогало,1 день-1 гильза,руки потом месяц болели,не знал что так прикипают..
Мне кстати этот товарищь чьё фото это и подсказал..Не получилось.Щас после ремонта только тосол

продаются готовые комплекты, хош понижающий, хош реверс. Про повышающий даже не говорю - продается в любом более менее приличном магазине (правда идет обычно не комплектом а россыпью, так как щитается по умолчанию)
съёмничек то мой но здесь не всё в комплекте-ещё два кусочка такого же швелера для упора перемычки в блок(в последствии приварил к перемычке-на тот момент некогда было бегать к сварке-и так много времени потерял из-за дождливой осени,пока козла сварил,то да сё).
съёмничек то мой но здесь не всё в комплекте-ещё два кусочка такого же швелера для упора перемычки в блок(в последствии приварил к перемычке-на тот момент некогда было бегать к сварке-и так много времени потерял из-за дождливой осени,пока козла сварил,то да сё).
Сергей,я помню что твой А если не дурак,сам догадаешься чего не хватает
Здравствуйте! Наверное вопрос обсуждался, но прошу подсказать- как выбить старые гильзы из блока двигателя МТЗ? Условия- холодный гараж, кувалда. С уважением.
Сьемник не всегда помогает. В прошлом году капиталил свой 1977гв, первый ремонт. Естественно охлаждающая жидкость - вода. Порвал два сьемника, один колхозный - второй советский (возможно стандартный). Пришлось точить специальные оправки и при помощи 5 кг кувалды на снятом перевернутом БЦ с большым трудом выбил. Надежды почти небыло. Пока ездил точить - обработал гильзы какойто дрянью, что накипь отьедает (чем уже не помню, но покупал в магазине).
Но в ринципе если гильзам до 10 лет - то сьемником должно получится без проблем.
Руслан-смотрел моё предложение по установке подогревателя?на твоё фото внёс небольшое изменение.
Руслан-смотрел моё предложение по установке подогревателя?на твоё фото внёс небольшое изменение.
Сергей,конечно смотрел,сегодня в день работал,некогда было что то думать,завтра подумаю,если семья время уделит
два раза писал шайба толщиной 15 мм больше внутреннего диаметра гильзы на 10-12 ммм с проточеным буртиком глубиной 4мм и диаметром менее поршня на 2мм в нутри отверстие 18 мм берём шайбу закладываем под гильзу вставляем шпильку на м16 на шпильку надеваем просверленную кувалду с отверстием сверху в низ на18мм закручиваем две гайки м16 и контрим и две гайки снизу под шайбой и контрим отступаем см20 и привариваем ручку куссок арматуры станновимся на блок ногами за ручку натягиваем съёмник в верх (важно) и со всей силы (дури) бьём кувалдой верх либо гильза выйдет либо при неплотно прижатом съёмнике расколется как то так конструкцию называю удар описание дал схематично чтоб понятно было
другой вариант резаком резать но чугун плохо режется совсем
ЛУЧШЕЕ ВРАГ ХОРОШЕГО
ЛУЧШЕЕ ВРАГ ХОРОШЕГО
Здравствуйте! Наверное вопрос обсуждался, но прошу подсказать- как выбить старые гильзы из блока двигателя МТЗ? Условия- холодный гараж, кувалда. С уважением.
Простой самодельный съёмник без снятия коленвала. Ни разу не было осечки. Сфотографирую к обеду выложу фото.
в моём случае снимать коленвал не нужно
ЛУЧШЕЕ ВРАГ ХОРОШЕГО
Описание: Шпилька диаметр 18 мм, длина 47 см. Под гайку подложена шайба и плоский подшипник с ГУРа, чтоб легче крутить. Опорная пластина изготовлена из уголка 75 мм и усилена полоской 5 мм можно швеллер. Опирается на шпильки блока можно накрутить гайки для устойчивости. Нижняя часть сделана из швеллера ширина 65 мм длина 120 мм края закруглены по гильзе и также усилена полоской 5 мм, для центровки по краю приварена проволока 4 мм. Нижняя гайка приварена. Также приварена и прикручена полоска болтиком 6 мм для удобства опускания в гильзу.


Жаль не могу показать фото разорваной шпильки на 26 вроде,что то около этого,такой точно съёмник,я думал блок продавлю,гильза внизу лопалась,но не шла даже домкратом,не то что шпилькой..На другом тракторе я их всегда выбивал дощечкой,а тут такая засада..
Жаль не могу показать фото разорваной шпильки на 26 вроде,что то около этого,такой точно съёмник,я думал блок продавлю,гильза внизу лопалась,но не шла даже домкратом,не то что шпилькой..На другом тракторе я их всегда выбивал дощечкой,а тут такая засада..
Может какую-нибудь хркень залить в блок?
Хотя уже наверное всё перепробовал .
А резаком греть гильзу?
В назаровоагроснаб до нового года были 720т.р
В красноярске с балочным мостом 690
Когда-то тоже мучился со съемниками и кувалдами. Сейчас под трактор гидравлический домкрат.На него трубу упертую снизу в гильзу.
Сейчас под трактор гидравлический домкрат.На него трубу упертую снизу в гильзу.
может этот метод и хороший, ноу меня он не сработал-трактор от земли отрывается, а гильза и на пол милиметра не шелохнулась! Завтра если сфотаю сьемник выложу.
Весной поставил ПВМ, но не давёл до ума механизм включения , трактор МТЗ-80ук ,если у кого есть варианты, сбросьте пожалуйста фото.
Уф! Выбил гильзы! Т.к. блок был без коленвала, поступил в точности как Руслан Ив. Приварил перемычки из болтов, поставил уголок и бил по нему большой кувалдой. С трудом, но получилось, гнулись и вырывалсь болты, а одна гильза откололась сверху в виде кольца и пришлось пониже переваривать болт.
У меня следующий вопрос При установке новых гильз нужны ли медные кольца сверху блока, где буртик и садится гильза? По каталогу посмотрел- нет там колец, в купленном комплекте только резиновые кольца, в выбитых гильзах тоже не было. И ещё. Забивать новую гильзу тупо до упора?
Уф! Выбил гильзы! Т.к. блок был без коленвала, поступил в точности как Руслан Ив. Приварил перемычки из болтов, поставил уголок и бил по нему большой кувалдой. С трудом, но получилось, гнулись и вырывалсь болты, а одна гильза откололась сверху в виде кольца и пришлось пониже переваривать болт.
У меня следующий вопрос При установке новых гильз нужны ли медные кольца сверху блока, где буртик и садится гильза? По каталогу посмотрел- нет там колец, в купленном комплекте только резиновые кольца, в выбитых гильзах тоже не было. И ещё. Забивать новую гильзу тупо до упора?
========================== Из за уха,так чтобы верхние оботки поотваливались ,Медные кольца нужно ставить когда посадочное место провалино.
Всё совершенное тобой,к тебе же и вернется!
Уф! Выбил гильзы! Т.к. блок был без коленвала, поступил в точности как Руслан Ив. Приварил перемычки из болтов, поставил уголок и бил по нему большой кувалдой. С трудом, но получилось, гнулись и вырывалсь болты, а одна гильза откололась сверху в виде кольца и пришлось пониже переваривать болт.
У меня следующий вопрос При установке новых гильз нужны ли медные кольца сверху блока, где буртик и садится гильза? По каталогу посмотрел- нет там колец, в купленном комплекте только резиновые кольца, в выбитых гильзах тоже не было. И ещё. Забивать новую гильзу тупо до упора?
========================== Из за уха,так чтобы верхние оботки поотваливались ,Медные кольца нужно ставить когда посадочное место провалино.
Анатолий не шутите так,а то человек и вправду кувалдой забивать будет.
По каталогу посмотрел- нет там колец, в купленном комплекте только резиновые кольца, в выбитых гильзах тоже не было. И ещё. Забивать новую гильзу тупо до упора?
Доброго вечера! я когда менял поршневую, в какой то книге читал как устанавливать гильзы:нужно очистить посадочные места в верхней части блока и канавки для уплотнительных резиновых колец.насухо вытереть гильзу и посадочные места блока .После этого не устанавливая уплотнительные кольца вставить гильзу в блок,она должна вставиться легко без особых усилий. Гильза после установки должна проворачиваться в блоке от небольшого усилия руки(береш пальцами за внутреннюю поверхность и проворачиваешь по кругу).Поверхность бортика гильзы должна быть вровень с блоком, если гильза находиться ниже блока(проседает) нужно подкладывать колечки под гильзу. После этого извлекаешьгильзу, вставляешь резиновые колечки в пазы блока(предварительно смазав литолом или салидолом внутри канавки, сами кольца и гильзу. аккуратно вставляешь гильзу в блок слегка постукивая деревянной или резиновой киянкой по гильзе.(я вставлял гильзу до колец. затем просовывал руку через гильзу и пальцем поправлял сначало верхнее резиновое колечко(чтобы краем гильзы не порвать кольцо)потом легким постукиванием киянки по краям гильзы подводил гильзу до нижнего кольца и опять поправлял кольцо после чего забиваешь гильзу до упора).и так все гильзы.
просто когда я начал забивать первую гильзу порвал нижнее колечко, потом стал поправлять пальцем, и все колечки зашли идеально.
Одноразовые, но не совсем: способы капремонта современных моторов

Тенденции современного автомобилестроения таковы, что классические чугунные блоки под несколько ремонтных размеров поршней уже стали исчезающим видом, куда чаще двигатели являются "одноразовыми". Нет ремонтных размеров цилиндропоршневой группы, нет ремонтных размеров вкладышей коленчатого вала.
Что может произойти с таким мотором и что делать, если он всё же сломался, а заменить на новый агрегат – не вариант из-за слишком высокой цены? Моторы бывают разные, но почти всегда можно найти альтернативный путь и вернуть его к жизни. Другой вопрос, имеет ли это смысл с точки зрения финансовой?

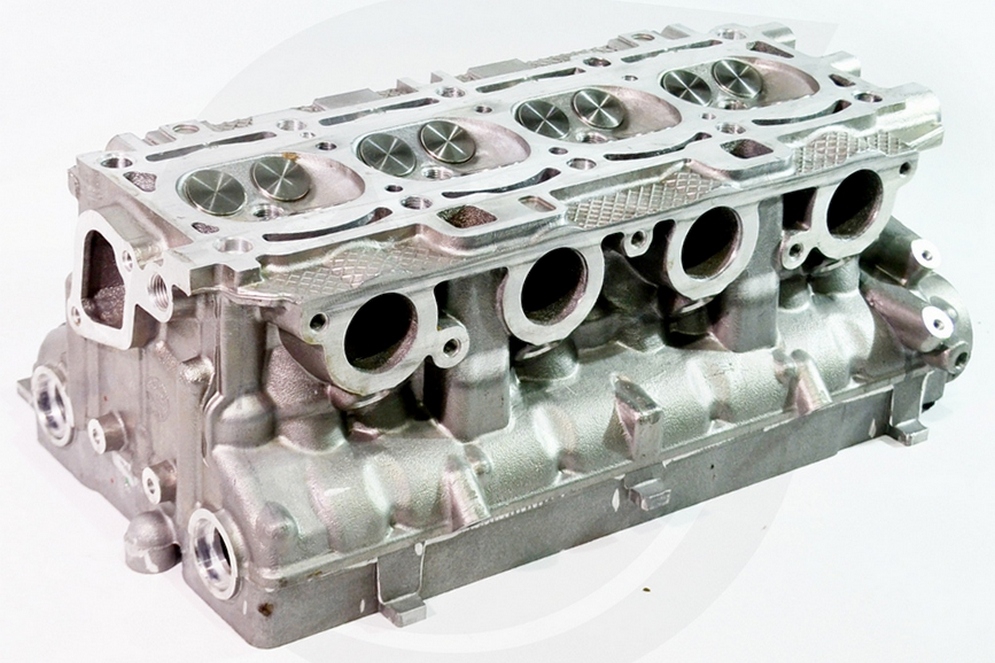
Алюминиевые блоки с чугунными гильзами
Самый простой вариант – "обычный" мотор с чугунными гильзами, а иногда даже и с блоком из того же чугуна, но не имеющий ремонтных размеров поршневой группы и коленчатого вала.
А кстати, почему? Существует "теория заговора", согласно которой производители специально ограничивают выпуск деталей для ремонта, лишь бы потребитель косяком шел в салоны за новыми машинами. Но если это и правда, то отчасти. Дело в том, что многие современные чугунные моторы по стойкости к выработке – не чета старым.
Вследствие прогресса в материалах чугунная гильза по износостойкости вплотную приблизилась к весьма недешевым технологиям с применением алюсила и никасила, о которых подробно расскажем ниже.
Естественный износ чугуна, по сути, остался в прошлом. Зачастую естественная выработка цилиндра при пробеге свыше трехсот тысяч километров оказывается минимальной. А если износ меньше глубины хонингования (две-три сотые доли миллиметра), то нет и нужды в расточке.
Разумеется, для производителя это хороший повод отказаться от ремонтных размеров и выпускать только несколько градаций "номинальных" поршней и колец. Но, к сожалению, износ бывает не только естественным. При залегании поршневых колец, попадании абразива в цилиндры, перегревах, детонации или других неприятностях с мотором могут выйти из строя один или все цилиндры.
На них появляются задиры, эллипсность или даже кольцевая выработка, возможны и нарушения геометрии шатунно-поршневой группы. Если бы была возможна расточка, то проблема решалась бы просто переточкой в новый размер, дефекты такого рода обычно при этом удаляются без проблем. Но точить-то нельзя! Попросту нет в продаже поршней нового размера, а если проблемы с коленчатым валом, то и его точить тоже нельзя – нет вкладышей.
Способ ремонта №1: покупка шот-блока
Значит, моторы все же одноразовые? Отнюдь. Решить проблему такого мотора можно несколькими способами. Первый из них – штатный, рекомендуемый производителем. И зачастую, кстати, не самый плохой. Это покупка так называемого шот-блока, то есть блока цилиндров в сборе с поршнями и коленчатым валом. Поставить на него головки блоков, картер, навесное оборудование – и мотор готов.
Обычно минусом такого решения является цена, но если вспомнить, что оригинальные поршни обычно тоже стоят недешево, да и работа стоит немало, то… Вопрос, как всегда, в цене на конкретные экземпляры. Например, известные моторы Opel Z22SE или Saab B207 как продукция компании GM имеют большой выбор шот-блоков, причем далеко не только от производителя. Цена их в США очень приятная – от полутора тысяч долларов. За две с половиной можно приобрести тюнинговый усиленный блок со строкер-китом на 2.5 – 2.7 литра или рассчитанный под большее давление наддува и солидный крутящий момент. А вот на немолодые Тойоты шот-блок обойдется минимум в три с половиной тысячи. При этом изрядная часть моторов большого объема имеет шот-блоки ценой около пяти тысяч. И тут уже придется задуматься об альтернативе простой замены.
Способ ремонта №2: гильзование блока цилиндров и "родные" поршни
Гильзы делаются, как говорится, "в номинал", то есть того же размера, что и в оригинале. Если удачно подобрать материал гильзы и точность "натяга", то разве что немного пострадает теплопередача, ведь "родная" гильза именно залита в расплавленный металл, а ремонтная, в зависимости от способа посадки, может как почти не иметь монтажного зазора, так и сохранять зазор от одной до трех сотых.
Дальше всё зависит от точности мехобработки и от качества сборки. Оригинальная поршневая группа номинального размера прекрасно будет работать в таком моторе. Можно гильзовать только поврежденный цилиндр и тем самым уменьшить цену работ. Многое зависит от мастерства исполнителей работ, но если в вашем городе есть точные станки, то это сравнительно недорогой способ восстановления мотора.
Но помните, что при тепловой обработке блока цилиндров возможны деформации и нарушение геометрии. Поэтому рекомендуется гильзовать все цилиндры сразу и производить расточку с учетом новой геометрии от "базы" блока, а не старых осей цилиндров. При необходимости же ремонта только одного цилиндра лучше использовать технологии холодной посадки гильз прессом или установку с зазором.
Способ ремонта №3: "родные" расточенные гильзы и поршни большего диаметра
Блок цилиндров просто растачивается под новые кастомные поршни – не оригинальные, а заказные, под нужный размер. Обычно речь идет о так называемой ковке – поршнях, полученных мехобработкой из болванки, полученной изотермической штамповкой. Такие поршни заметно прочнее обычных литых, но, как всякая индивидуальная работа, она может оказаться не самой удачной.
Даже поршни от солидного производителя требуют большего теплового зазора из-за более высокого коэффициента расширения сплавов для ковки и неучтенной тепловой деформации. И разумеется, более прочный поршень не всегда означает больший срок службы двигателя, так как изнашиваются и кольца, и сам цилиндр. В этом случае многое будет зависеть как от обработки самого цилиндра (в этом случае он сохраняет свои параметры по теплопередаче и геометрии, в отличие от гильзования), так и от нового поршня.
Аналогично действуют и тогда, когда оригинальная поршневая группа очень дорога или редка, а мотор строится для использования каждый день. Это хороший способ в случае, если поршни под ремонтируемый мотор уже освоены хотя бы малой серией или есть испытанные образцы. Ведь работать испытателем тестового мотора не хочется никому.
Впрочем, если вы наберете желающих заказать пятьсот или тысячу поршней, то ваш заказ имеет все шансы быть произведенным по оригинальным технологиям Kolbenschmidt или Mahle, правда, и цена поршней будет как минимум не ниже, чем у оригинальных, зато размер – любой в пределах разумного допуска к штатному и полностью отработанная в серии конструкция.
Полностью алюминиевые блоки без гильз
Делать блоки цилиндров из алюминия без чугунных гильз крайне выгодно. Во-первых, это меньшая масса мотора. Во-вторых, теплопроводность алюминия выше, чем у чугуна, а значит, лучше теплоотвод от самых нагруженных частей мотора. Наконец, и поршни, и головка блока цилиндров тоже выполнены из алюминия, а значит, их коэфициент теплового расширения будет близок к коэффициенту расширения блока. Поэтому можно уменьшить тепловые зазоры до минимума, обусловленного разницей температур поршня и блока цилиндров.

Технологии цельноалюминиевых блоков цилиндров условно можно разделить на три группы материалов, и во всех случаях это будет не "чистый" алюминий, а блок из "крылатого" металла с прочным покрытием цилиндров.
Никасиловые алюминиевые блоки
В первую очередь это Nikasil, который был первым получившим массовое признание как способ производства надежных цельноалюминиевых двигателей без чугунных гильз. Название от компании Mahle стало нарицательным, хотя, может быть, торговая марка аналогичного покрытия от фирмы Kolbenschmidt – Galnical – оказалась не столь благозвучна и вторична…
В первую очередь оно предназначалось для роторных моторов, но получило широчайшее распространение в девяностых годах, а в Формуле-1 используется до сих пор, как и в мотоциклетных моторах. Например, "монстр" Suzuki Hayabusa имеет именно такое покрытие цилиндров. Более прочного и удачного материала для цилиндров пока не придумали, его слой твердый и достаточно вязкий, он толстый и не трескается, его можно немного расточить, если уж удалось его каким-то образом сносить. Но это бывает крайне редко, покрытие практически вечное.

Вот только никель-карбид-алюминиевое покрытие, столь прочное и износостойкое, боится сернистых соединений. И на машинах в США и Канаде, в которых использовали высокосернистый бензин, покрытие быстро выходило из строя. Такого бензина сейчас и не встретить, но есть и другая причина, по которой от покрытия отказались. Оно вечное, но оно и дорогое – технология требует сложного способа гальванического нанесения и механической обработки высокопрочного материала.
Алюсиловые алюминиевые блоки
Поэтому компания Kolbenschmidt предложила использовать весьма старую (запатентована еще в 1927 году компанией Schweizer & Fehrenbach) технологию Alusil для производства блоков цилиндров. Поскольку Кольбеншмидт на тот момент принадлежал Audi Group, то технология быстро была доведена до практического использования.
Основная идея достаточно проста: гильза или весь блок цилиндров целиком изготовлены из сплава алюминия с высоким содержанием кремния, его в нем не менее 17% – это так называемый заэвтектический сплав. При этом кремний содержится в материале не в растворенном виде, а как кристаллы.

И если "осадить" алюминий, то получится сплошной слой из выступающих кристаллов кремния, очень твердый, "скользкий" и износостойкий, по нему уже могут работать самые твердые поршневые кольца. Этот способ проще и куда дешевле, а покрытие — вытравливаемое химическим способом или получаемое специальной обработкой в слое высококремнистого алюминия. По твердости алюсил не уступает никасилу.
Дополнительным плюсом технологии является близость алюминиевых сплавов блока и поршня – те тоже отливают из заэвтектического алюминия, а значит, тепловой зазор будет наименьшим. Вот только упрочненный слой куда тоньше, чем у Никасила, а само покрытие куда более хрупкое, под тончайшей рубашкой из кристаллов кремния всё тот же алюминий. Оно боится и перегрева, и попадания твердых частиц, и даже нагара с колец. А еще боится агрессивных химических соединений серы и других.
При этом способ его производства часто допускает образование каверн и зон с неоднородным качеством покрытия. И пусть сейчас это самая распространенная технология для цельноалюминиевых моторов, но всё же у нее есть свои рамки применения и вытеснить простые чугунные гильзы она не смогла.

Но есть и один почти не используемый плюс: теоретически возможна расточка и восстановление слоя покрытия. Тут нужна лишь специальная технология расточки, удаляющая слой алюминия, а затем формирующая слой сплошного кремния на поверхности и слегка "сглаживающая" кристаллы. Но она требует массовости, а значит, и крупных заводов по восстановлению блоков цилиндров. А их пока нет.
В активе Кольбеншмидта есть еще технология Locasil – сплав, в котором содержание кремния составляет все 27%, но отлить блок цилиндров из него уже нельзя, он слишком хрупкий, зато можно сделать гильзу для блока цилиндров, она будет более износостойкой, чем алюсиловая, но технологии для ремонта у них одни и те же.
Экзотика: плазменное напыление
Способ ремонта №1: расточка алюминиевых блоков с покрытием
Разумеется, все технологии с поверхностным упрочнением слоя алюминия не предусматривают износ зеркала цилиндра, а значит, и моторов с ремонтными размерами поршневой группы почти нет. Разве что совсем старые моторы BMW под Никасил имели пару ремонтных размеров, но быстро выяснилось, что покрытие либо служит и не изнашивается, либо повреждается и тогда надо менять блок цилиндров в сборе. Соответственно, ремонтные размеры для никасиловых моторов быстро пропали.
Более свежие конструкции обычно не дают даже возможности купить "оригинальные" поршни по заводскому каталогу – только шот-блок в сборе. Обосновывается это, как обычно, заботой о потребителях и высокими стандартами качества. Но поскольку детали поршневой группы заказываются производителем машины "на стороне", то в каталогах производителей поршней оригинальные запчасти найти можно, нужно только выяснить, кто из десятка производителей поставлял их на конвейер.

Иногда можно заказать и ремонтные размеры, например, если у вас есть возможность восстановления покрытия типа алюсила, то этот вариант обеспечит сохранение всех заводских характеристик мотора. Полное восстановление заводских параметров обеспечивает гальваническое или плазменное напыление никасилоподобного или хромового покрытия с последующей расточкой или высокоточное напыление без дальнейшей обработки. Но если уж в серийном производстве не могут обеспечить стабильное качество и ресурс такого покрытия, то при использовании ремонтных технологий ресурс может оказаться еще меньше, всё зависит от исполнителя.
Шансы на качественный ремонт есть, технология широко применяется для мелкосерийного гоночного моторостроения, а там высочайшие требования к покрытию. Вот только цена работ и процедура тестирования будут соответствующие. Из славного советского прошлого множеству заводов достались восстановительные технологии из этой серии. Возможно, где-то применяются ноу-хау, позволяющие производить такое восстановление надежно и недорого, но лично мне такие места не известны. Кто знает, поделитесь!
Дополнительным плюсом использования таких технологий является возможность восстановления только поврежденного цилиндра, что делает такой вариант выгодным при возвращении к жизни именно поврежденного, но не изношенного временем блока.

Способ ремонта №2: гильзование алюминиевых блоков
Но по-настоящему массовой технологией является гильзование. Используются как алюминиевые гильзы с никасиловым покрытием или алюсил-подобные технологии, так и старые добрые чугунные. Алюминиевые гильзы позволяют избежать многих сложностей внедрения чугуна в изначально алюминиевый мотор, но в большинстве случаев алюминиевая гильза поставляется уже с готовой к работе поверхностью и не подвергается дальнейшей мехобработке. А это налагает высокие требования к качеству исполнения всех работ. В противном случае возможны как нарушение геометрии самой гильзы, так и нарушение геометрии шатунно-поршневой группы и, соответственно, снижение ресурса мотора и его характеристик.
Чугунные гильзы куда дешевле, выполняются не под конкретный мотор а подбираются по размеру. В результате гильзовка мотора по этой технологии заметно дешевле и применяется куда чаще. В отличие от посадки чугунной гильзы, в чугун применяется только "горячая" посадка или с применением жидкого азота для охлаждения гильзы и уменьшения ее диаметра.
При использовании качественных гильз и точной мехобработки ресурс поршневой группы может оказаться даже выше, чем у оригинального покрытия, но опять же возможны ошибки в работе мастерской, а значит, могут появиться и локальные перегревы цилиндров, и термодеформации.

Минусами технологии применения чугунных гильз традиционно являются уже упомянутое ухудшение теплоотвода, необходимость использования сильного нагрева блока для "горячей посадки", азотного охлаждения материала или высокотехнологичной технологии сварки вращением и большая вероятность ошибки, чем при использовании алюминиевых гильз.
Чаще всего это будет единственная доступная технология разумного восстановления мотора. Причин на то много: например, нет специализированных алюминиевых гильз, технологий расточки и обработки алюсила и нанесения никасила, что типично для России. Если блок цилиндров был перегрет и нарушилась его геометрия, то нужна гильза, рабочую поверхность которой можно будет расточить под новую геометрию блока, и тут выбор технологий восстановления сужается до чугуна или растачиваемых алюсиловых гильз.
Поршни под гильзованные моторы подбираются из числа оригинальных по уже описанной технологии или изготавливаются специальные заказные, как и для моторов со штатной рабочей поверхностью цилиндра из чугуна.
Что в итоге?
99% всех двигателей производится по описанным технологиям, а значит, шансы на восстановление есть всегда. Главное – найти хорошего исполнителя с обкатанной технологией восстановления, поставщика качественных запчастей и ответственно отнестись к проверке получившего новую жизнь мотора.

Очень часто прошедший полное восстановление двигатель служит недолго вовсе не из-за ремонтных технологий, а из-за экономии "на спичках": на шпонках, болтах, цепях, натяжителях…
И кроме того, всегда есть альтернатива в виде контрактного мотора , шот-блока или нового/восстановленного заводом двигателя, просто соотнесите материальные затраты, временные и шансы на успешную реализацию проекта. А может быть, имеет смысл сразу поставить в машину мотор более надежной серии? Но про так называемый swap мы расскажем как-нибудь потом.
Post scriptum
Вне рамок обсуждения остались технологии штатно заменяемых цилиндров и гильз, но я не могу вспомнить машин, в которых это используется, корме "воздушников" на Porsche 911 да некоторых мотоциклов.
Читайте также: