
Какой газ используется для сварки полуавтоматом кузова автомобиля
Добавил пользователь Валентин П. Обновлено: 04.10.2024
Какой газ лучше для сварки?
> Аргоном будет не очень, а вот сварочная смесь из CO и аргона 80Х20 по отзывам весьма хороша.
+Это для стали? А вообще есть смысл пробовать варить им алюминий? С аргоном конечно и соответствующей проволкой?
Пётр.
Да, если на баллоне мелкий вентиль изначально, то переходник еще нужно купить, чтобы редуктор налез.
+Так и спрашивать большой или меоенький винтиль? А с заправкой потом нет проблем с какими нибудь вентилями?
> Сварочная смесь практически на всех газовых заправках есть.
+А в 10л балон её накачают?
Сам процесс сварки смеью приятно удивит. :)
+Очень надеюсь :-) Собственно для этого и задумался о балонах.
Пётр.
Проволока и люминий мне не понравилось.
Основная проблема - постоянное заминание проволоки в канале.
Даже при условии тефлонового канала.
А вот TIG дает хорошие результаты.
Но надо к трансформатору осциллятор цеплять. Вот неикак не разорюсь.
Саврочная смесь аргон и CO2 используется там же где и обычный CO2 просто какчество получается получше.
> А вот TIG дает хорошие результаты.
+Это как?
> Но надо к трансформатору осциллятор цеплять. Вот неикак не разорюсь.
+А что такое осцилятор?
>
> Саврочная смесь аргон и CO2 используется там же где и обычный CO2 просто какчество получается получше.
+Попробую взять её.
Пётр.
>>>>> Проволока заминается перед входом в канал, после роликов. Для стальной омедненной проволоки это уже сильно неправильно, что заминается.
Возможные причины:
- Сильное загрязнекние или изношенность канала (лучше заменгить, стоит копейки)
- Ты рано отпускаешь кнопку и капля налипает на токосъемник. И ей трудно оторваться.
> А вот TIG дает хорошие результаты.
+Это как?
Искать поиском TIG или "Сварка неплавящимся электродом".
> Но надо к трансформатору осциллятор цеплять. Вот неикак не разорюсь.
+А что такое осцилятор?
> Искать поиском TIG или "Сварка неплавящимся электродом".
+У меня в инструкции написано что пожно поставить угольный электрод и варить им. Это оно? Почитаю ка я инструкцию поподробней :-)
И ещё вопрос. Для аллюминия нужен чистый аргон? А сталь и железо с аргоном нормально варится? Мне купить один балон и варить всё аргоном дешевле получится чем покупать два балона :-)
Пётр.
> Но можно купить два баллона агон и СО2 и смесевой редуктор. И готовить смесь прям на дому.
> Но ИМХО это монопенисуально варианту баллон "аргон" + баллон "смесь".
+Не, это несерьёзно конечно.
Пётр.
Дополнение Хочется что б с нормальным качеством можно было бы приварить гофру в выхлопной системе.
Система из чего? Если нержа - то лучше использовать аргон+TIG ИМХО.
Так что мне нужно? И где это купить подешевле? :-) Цена газа или смеси не сильно волнует, потому как мне 10л балона хватит больше чем на 10лет :-)
Я не видел сварочной смеси и аргона в баллонах меньше 40 л. Хотя вроде бывают, как говорят.
Вот балон и редуктор хочется подешевле :-) И кстати, кислородный редуктор к углекислотным подходит?
Да, главное потом его с кислородом не пользовать.
Игорь.
Можно узнать почему после использования в углекислоте нельзя использовать в кислороде редуктор ?
>
> Да, главное потом его с кислородом не пользовать.
Какой газ необходим для сварки полуавтоматом черного металла?

Качество сварочного соединения зависит не только от профессиональных качеств работника, но и условий выполнения работ. Идеальный шов требует взаимодействия присадочного материала и электрода без дополнительных элементов окружающей среды. При сварке в автоматическом режиме данную функцию выполняет флюсовое покрытие электрода. Роль человека сводится к выбору направления движения дуги и регулировке силы тока.
Работа в полуавтоматическом режиме дает больше свободы. Сварочная проволока не имеет защитного покрытия, потому работа ведется в среде защитных газов, с ручной регулировкой скорости подачи присадочного материала. Таким образом, полуавтоматический режим более требователен к квалификации сварщика, который, обладая необходимыми навыками, добьется лучшего качества спайки, по сравнению с автоматическим режимом. Вот чем отличаются сварка автомат и полуавтомат.
Влияние на процесс
Газы для сварочного полуавтомата призваны защитить зону спайки от внешнего воздействия. Кроме того, применение газа положительно влияет на чистоту шва, уменьшая шлаковую составляющую и снижая вероятность появления трещин, за счет увеличения скорости и глубины проплавления.
Область применения
Применение всех видов сварочных проволок, за исключением самозащитной, подразумевает использование защитного газа. Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.

Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
- инертные;
- активные;
- смеси газов.
Рассмотрим их подробнее.
[stextbox газа также зависит от характеристик сварочного аппарата и типа поверхности. Например, чистый азот идеально подходит для соединения медных деталей.[/stextbox]
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.

Водород
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Коксовый
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
Чистые
К данной группе относятся следующие газы:
[stextbox свойства гелия обеспечивают соединение большим тепловложением, чем аргон, увеличивая ширину сварочного профиля.[/stextbox]
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.

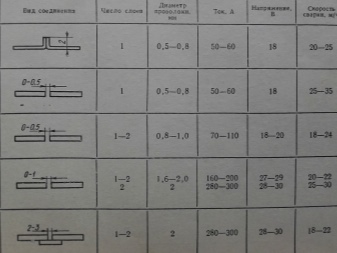
Газовые сварочные смеси и рекомендуемая область их применения.
Критерии выбора
Новичку порой сложно выбрать, какой баллон нужен для полуавтомата, не говоря о газовой смеси. Опытные специалисты рекомендуют обращать внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
[stextbox В случае приобретения газа с целью длительного хранения, рекомендуем выбрать готовые смеси промышленного производства. Не занимайтесь синтезом газа самостоятельно – это небезопасно![/stextbox]
Особенности выполнения
Сварка в среде защитного газа имеет следующие особенности, которые требуют внимания:
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.

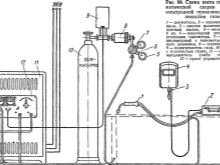
Схема подключения баллона с углекислотой к газовой магистрали.
Технология работы с применением углекислого газа не имеет принципиальных отличий от деятельности, с использованием прочих газовых смесей. Самое главное – соблюдать технологические требования.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Заключение
Данная технология представляет огромный интерес для широкого круга потребителей, вне зависимости от того, какой газ для полуавтоматической сварки будет выбран. Домашние мастера отдадут предпочтение углекислому газу – благодаря отличному показателю соотношения цена-качество. На промышленных предприятиях во главе угла стоит повышение качества и надежности соединения, не считаясь с затратами. Помните, что сварка в среде защитного газа – это работа повышенной опасности. Не забывайте о необходимости применения средств индивидуальной защиты.
[stextbox «Со сваркой углекислотой я познакомился еще в 2002 году. До этого опыт работы со сварочным оборудованием был ограничен использованием простенького трансформатора для работы во дворе. Необходимость в полуавтомате возникла после небольшой аварии – просто не было средств и желания обращаться на СТО. После нескольких неудачных попыток получилось добиться приемлемого результата, правда, с помощью советов опытного специалиста. После этого прошел курс обучения и занимаюсь кузовным ремонтом в свободное от работы время. Подводя итог скажу, что при наличии базовых навыков сварки можно без особых проблем научиться работе с полуавтоматом. В качестве защитного газа беру исключительно углекислоту, о чем ни разу не пожалел – для гаражного пользования она идеальна».[/stextbox]
Как подобрать газ для сварки

В полуавтоматической сварке используют специальную проволоку, которая выступает материалом для формирования шва. Чтобы соединение получилось герметичным, в сварочную ванну подают газ непрерывным потоком, который защищает его от губительного воздействия кислорода воздуха. Однако прежде всего важно понять, какой газ используется для сварки полуавтоматом.

Разновидности используемых газов с характеристиками
Чаще всего применяют следующие газы для полуавтоматической сварки:
Критерии выбора смеси для аппарата
Выбор защитного газа для сварки зависит от следующих факторов:
- температуры горения;
- расхода газа;
- уровня защиты сварного шва;
- тепла, выделяющегося на месте соединения заготовок.
Чтобы понять, какой газ нужен, необходимо определить материал сварных заготовок.
| Металл | Состав смеси | Особенности процесса |
| Углеродистая сталь | Углекислый газ и аргон в соотношении 1:3 | Высокая скорость сварки, отсутствие деформации заготовок. Подходит для работы с металлами толщиной до 3 мм |
| Нержавеющая сталь | Углекислота (2,5%), аргон (7,5%) и гелий (90%) | Высокий уровень защиты свариваемых частей от окисления |
| Низколегированная сталь | Аргон и углекислый газ в соотношении 3:1 | Прочный сварной шов, высокая устойчивость дуги |
| Сплавы алюминия | Гелий (65%) и аргон (35%) | Применяется для сплавления толстых металлов толщиной до 76 мм |
Технология газовой сварки
Полуавтоматическая сварка основана на формировании электрической дуги между электродом аппарата и заготовкой. Ее температура достаточно велика, чтобы расплавить присадочную проволоку, которая непрерывно подается в свариваемое место и образует шов.
Газовая смесь формирует защитную среду вокруг плавящейся присадочной проволоки и поддерживает стабильность дуги, что ускоряет процесс сварки.
Без нее шов подвергается негативному воздействию со стороны атмосферного воздуха, что в результате приведет к образованию негерметичного соединения. Смесь содержится в специальных прочных баллонах и подается в горелку по трубам.
Преимущества и недостатки газовой среды
Процесс сварки полуавтоматом в газовой среде имеет следующие преимущества:
- Нет необходимости покупать дорогое оборудование.
- Можно сваривать оцинкованные изделия, не повреждая при этом покрытие.
- Оператор видит результат по ходу работы, т. к. шлак не перекрывает соединение.
- Можно сваривать тонкие стальные листы толщиной менее 1 мм.

Из недостатков отмечают сильное излучение дуги, из-за чего возникает необходимость использования маски для лица.
Сварка кузовного металла полуавтоматом: часть 1 (подготовка ПА)
Зачастую обойтись без сварки при ремонте автомобильного кузова просто невозможно. С данной работой ежедневно сталкиваются сотни автомехаников.
При всем этом, только грамотный специалист может качественно заварить кузов автомобиля. Большинство же отказываются от сварки в силу своей некомпетентности.
Чем и как варить кузовной металл? Какое оборудование для этих целей потребуется? Вот ряд вопросов, которые интересуют начинающих сварщиков.
Чем лучше варить кузовной металл
Для сварки автомобильного кузова чаще всего применяется полуавтоматическая сварка. ММА сварка (ручная дуговая) мало подходит для этой работы.
Во-первых, при сварке электродом нужна тщательная подготовка поверхности. Сделать это порой в труднодоступном месте кузова проблематично, да и риски прожечь тонкий металл, очень высоки.
Поэтому для ремонта тонкого кузовного металла применяется MIG/MAG сварка полуавтоматом. Профессионально используя сварочный полуавтомат, получится сварить очень тонкий металл (0,5-0,8 мм), который чаще всего используется в различных кузовных элементах автомобиля.
Подготовка полуавтомата к сварке кузовного металла
Первым делом нужно проверить, потянет ли сварочный полуавтомат, и будет ли он работать от сети. Сделать это можно используя специальный тестер. Если при подключении к сети электропотребителя в 2-3 кВт, напряжение просядет до 200 вольт, то полуавтомат может работать с перебоями.
Подготовка полуавтомата к сварке более детально описана в инструкции:
- Сначала нужно «зарядить» полуавтомат специальной проволокой для сварки. Для этих целей отвинчивается сопло горелки, после чего скручивается и снимается наконечник. Далее отводятся ролики подающего механизма, и устанавливается бобина с проволокой.
- Затем необходимо выставить на полуавтомате полярность тока. При использовании углекислого газа и обычной проволоки, полярность выставляется обратная: плюс на горелку, а минус на зажим. При использовании флюсовой (защитной) проволоки, полярность нужна другая: минус на горелку, а плюс на зажим. В данном случае большее тепловыделение образуется на проволоке, это необходимо для быстрой активизации флюса.
- Выставив полярность на полуавтомате необходимо завести конец проволоки в сварочный аппарат. Эта работа очень ответственная. Проволока должна быть заведена в подающий канал сварочного аппарата не менее чем на 10-20 см, она не должна висеть, изгибаться, быть кривой.
- Придерживая одной рукой, конец сварочной проволоки нужно подвести к прижимному ролику. Проволока должна располагаться строго внутри выемки ведущего ролика.
На этом подготовка полуавтомата к работе практически завершена. Если нажать на кнопку, которая расположена на рукоятке сварочной горелки, то проволока начнёт свое движение, и уже очень скоро появится из горелки. Теперь остаётся подключить газ к полуавтомату.
Как подключить углекислый газ к полуавтомату
Для этих целей сначала устанавливается редуктор на баллон с технической углекислотой. Почему именно с технической углекислотой? Всё очень просто, поскольку она содержит наименьшее количество водяных паров.
Затем редуктор нужно будет подключить гайкой к баллону, не забыв установить прокладку. Чтобы подключить полуавтомат к редуктору, необходимо воспользоваться специальным шлангом. На этом всё. Сварочный полуавтомат подключён, остаётся лишь выполнить все необходимые регулировки.
Как отрегулировать сварочный полуавтомат
Проверять настройки и регулировки сварочного полуавтомата нужно каждый раз перед включением устройства.
В перечень необходимых работ входят:
- Проверка натяжения проволоки . Сварочная проволока должна поступать без чрезмерного натяжения, но, в тоже время, она не должна провисать.
- Подтяжка прижимного ролика . Смысл данной операции в том, чтобы настроить прижимную силу ролика, таким образом, чтобы через него проходила даже изогнутая проволока для сварки.
- Регулировка расхода газа полуавтомата . Сделать это можно посредством вентиля, который расположен на газовом баллоне. Давление на газовом редукторе должно быть примерно 2кг/см.
Следует включить сварочную горелку и дождаться когда газовый клапан откроется. Расход газа должен быть в пределах 7-10 литров в минуту. Проверить данный показатель можно по шкале расходомера на манометре.
Газ для полуавтоматической сварки: виды и особенности
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.

Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Область применения защитного газа для сварки полуавтоматом
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла. Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом

Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Аргон. Используется чаще всего. Незаменим при применении аргонодуговой сварки (она же TIg-сварка). Аргон относится к инертным газам, поэтому его можно использовать для работы с химически активными и тугоплавкими металлами.
- Гелий. Еще один инертный газ, часто применяемый при сварке полуавтоматом. Позволяет получить широкие качественные швы.
- Углекислота. Углекислый газ активен, применяется для полуавтоматической сварки на короткой дуге. Его можно использовать как в чистом виде, так и смешивать с инертными газами.
- Смеси из этих газов в различной пропорции
Критерии выбора
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.

Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
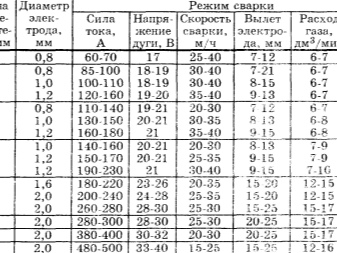
Технология сварки
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.

При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Особенности выполнения сварки под газом
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.

Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
Выбираем сварочный защитный газ

Кислород отрицательным образом влияет на сварочную ванну, что может снизить стойкость шва к коррозийным процессам. Кроме этого, в результате уменьшатся его прочностные качества.
Как следствие на шве могут появиться поры. Благодаря потоку газа сварочная ванна имеет защитную оболочку, которая защищает ее от опасного влияния окружающей среды. Более того, защитный газ обеспечивает сварному шву защиту от влаги и окисления.
Защитные газы и их виды
Инертные защитные газы не обладают свойством растворяться либо взаимодействовать с нагретым металлом. Используются во время сварки магния, титана, алюминия. К примеру, азот, аргон, гелий.

Активные газы, наоборот, взаимодействуют с металлом и способны в нем растворяться. К примеру, кислород, углекислый газ, азот, водород.
Аргон является неядовитым и взрывоопасным газом, не имеет вкуса и запаха. Предназначен для аргонодуговой TIG сварки для всех материалов, а также MIG сварки цветных металлов. Аргон допускается использовать также для сварки тугоплавких и химически активных металлов.
При применении аргона удаётся получить узкий и глубокий шов. Этот вид газа перевозится и хранится в специальных баллонах, которые оформлены в сером цвете и имеют зелёную надпись.
Гелий для сварки
Гелий — неядовитый вид защитного газа, он без запаха, вкуса и цвета. Применяется гелий при аргонодуговой TIG сварке цветных металлов, алюминия и т. д. Также этот вариант подходит для сварки на потолочных поверхностях. В процессе удаётся получить широкий сварной шов со смоченными краями.
Зачастую гелий используется в дополнение к аргону. Он предназначен для соединения магниевых и алюминиевых сплавов, а также активных и химически чистых металлов. Такой газ встречается в баллонах коричневого цвета и имеет белую надпись.

Для сварки более толстых металлов подойдёт углекислый газ. В данном случае нужно быть готовым к образованию брызг в момент сварки. Работать можно лишь с использованием короткой дуги. Газ применяется для MAG сварки порошковой проволокой, полуавтоматической MAG сварки короткой дугой. Представлен в продаже в черных баллонах и надписью желтого цвета.
Газы, дополняющие сварочные смеси
Благодаря таким сварочным газам есть возможность сделать более качественный шов, снизить разбрызгивание металла.

Для MIG MAG сварки кислород применяется в роли дополнительного компонента. С его помощью можно создать широкий шов, при этом проплавление металла незначительное.
Водород используется для соединения аустенитной нержавеющей стали. В процессе образуется широкий шов с глубоким проплавлением.
Азот предназначен больше для защиты сварного шва от ржавления, нежели в качестве защиты.

Какой газ необходим для сварки полуавтоматом черного металла?



Применение всех видов сварочных проволок, за исключением самозащитной, подразумевает использование защитного газа. Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.

Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
- инертные;
- активные;
- смеси газов.
Рассмотрим их подробнее.
Выбор газа также зависит от характеристик сварочного аппарата и типа поверхности. Например, чистый азот идеально подходит для соединения медных деталей.
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Водород
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Коксовый
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
Чистые
К данной группе относятся следующие газы:
Данные свойства гелия обеспечивают соединение большим тепловложением, чем аргон, увеличивая ширину сварочного профиля.
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.

Газовые сварочные смеси и рекомендуемая область их применения.
Разновидности используемых газов с характеристиками
Чаще всего применяют следующие газы для полуавтоматической сварки:
- Аргон. Тяжелее воздуха. Имеет низкую теплопроводность. Эффективно защищает сварочную ванну и поддерживает стабильность дуги. Чаще всего аргон используется для работы с изделиями из цветных металлов.
- Углекислый газ. Также тяжелее воздуха. При температурах сварочной дуги распадается на составляющие – кислород и угарный газ. Чтобы первый не подействовал на шов, используют специальную присадочную проволоку, в составе которой есть кремний и марганец.
- Гелий. Легче воздуха. Этим объясняются некоторые трудности, которые могут возникнуть при его использовании в сварке полуавтоматом. Имеет такой же показатель теплопроводности, как и аргон. Однако в чистом виде гелий используется редко, его применяют в качестве одного из компонентов газовых смесей.
- Кислород. Эффективно поддерживает стабильность дуги, снижая при этом поверхностное натяжение расплавленного металла. Это увеличивает текучесть сварочной ванны, что положительно сказывается на результате.
Критерии выбора
Новичку порой сложно выбрать, какой баллон нужен для полуавтомата, не говоря о газовой смеси. Опытные специалисты рекомендуют обращать внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
Важно! В случае приобретения газа с целью длительного хранения, рекомендуем выбрать готовые смеси промышленного производства. Не занимайтесь синтезом газа самостоятельно – это небезопасно!
Особенности выполнения
Сварка в среде защитного газа имеет следующие особенности, которые требуют внимания:
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.

Схема подключения баллона с углекислотой к газовой магистрали.
Технология работы с применением углекислого газа не имеет принципиальных отличий от деятельности, с использованием прочих газовых смесей. Самое главное – соблюдать технологические требования.
Виды сварочных газов
Для обеспечения защитной среды при соединении металлов и их сплавов с помощью сварки добавляются различные вещества.
Ацетилен
С его помощью выполняют сварочные работы полуавтоматом. В отличие от аналогов имеет высокую температуру горения. Получают при взаимодействии карбида кальция и обыкновенной воды. Карбид способен реагировать на влагу из атмосферы, поэтому при хранении необходимо соблюдать меры безопасности. Ацетилен легче воздуха, обладает резким запахом. Применяется ля нарезки металлических заготовок.
Водород
Является бесцветным газом, не имеет запаха. При использовании соблюдают безопасность, в результате смешивания с воздухом получается взрывоопасная смесь. Хранится в баллонах под давлением не выше 15 Мпа. Получают при помощи разделения воды на составляющие кислород и водород в специальных генераторах.
Коксовый газ
От аналогов отличается резким запахом сероводорода, не имеет цвета. Получают в результате добычи кокса, относится к побочным продуктам. Считается безопасным веществом, может перемещаться по трубам с высоким давлением.
Природный газ метан, бутан и пропан
Недорогая и распространенная субстанция для выполнения сварки. Хранят в баллонах с высоким давлением. Добывают из газовых месторождений.

Баллоны с пропаном
Газ пиролизный
Получают при разложении на составляющие продуктов, содержащих нефть. В процессе отмечается коррозия на конце горелки, из-за чего подвергается нескольким стадиям очистки. Может использоваться для сварки и резки металлических деталей.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Сварочная смесь
Основным компонентом аргоновой сварки является аргон. Применяют его при работе с высоколегированными сталями. Используется данный газ, как в чистом виде, так и с добавками: углекислый газ, кислород, водород, гелий.
Типы смесей: аргон с углекислым газом, аргон с кислородом. Есть еще один вид, это углекислый газ с кислородом.
Состав аргона и кислорода подходят для работ с низкоуглеродистой сталью. Содержание кислорода придает пластичность шва и ведет к снижению пор. Легкий перенос струи электрода упрощает процесс.
Соединение аргона и кислорода применимо, для сварки легированной и низколегированной стали, что позволяет достичь отличного результата из-за малой пористости материала.
Сварочная смесь из аргона и водорода идет для соединения никелевых сплавов и нержавеющей стали.
Сварочная смесь аргона и гелия используют в сварке легких, медных, никелевых сплавов и алюминия.
Смешивание газов производят на заводах изготовителях или непосредственно на рабочих местах с помощью ротаметра.
Какой газ используется для сварки полуавтоматом?
Для работы полуавтоматического сварочного оборудования используют различные газы. Виды, необходимые для работы, обладают определенными характеристиками, которые нужно обязательно учитывать перед использованием.
Особенности
Газ активно используется для полуавтоматической сварки для различных рабочих целей. Опытные специалисты, которые на протяжении многих лет работают с данным расходным материалом, отмечают следующие особенности сварки в сфере использования защитного газа.


Температура
В процессе сварки металлическая поверхность нагревается и после остывает. Это занимает длительный временной промежуток. В некоторых случаях работки может регулировать температурный режим, устанавливая необходимые параметры, например, при соединении несколько видом металла (сталь, медь и другие варианты). Делается это при помощи угла наклона дуги.
Рабочие параметры
Следующая особенность – возможность установить индивидуальные рабочие параметры. Благодаря этой функции можно настроить оборудование под конкретную ситуацию.
Чтобы получить надежное и прочное соединение, необходимо уметь правильно установить данные параметры.
Это такие характеристики, как скорость подачи газа, его расход, мощность, вариант используемой проволоки.
Выбор расходного сырья
Специалисты уверяют, что выполнять работу по сварке можно двумя способами. В одном случае необходимо сделать выбор в пользу углекислоты без каких-либо добавок. Также можно использовать различные примеси. Часто используют составы, разработанные на базе аргона.


Рабочий процесс
Данный вид расходника применяют для определенного характера работы. Этот материал используют для стационарной сварки в условиях закрытых помещений (мастерских). В некоторых случаях можно использовать баллоны под открытым небом, однако, такой вариант имеет множество неудобств.
Заметка: газ для полуавтомата используется в основном опытными работниками, которые имеют опыт обращения с такими расходными материалами.
Если знания в этой области отсутствуют, необходимо обязательно ознакомиться с особенностями газа каждого вида.
Обзор видов
В работе используются различные сварочные смеси. Чтобы точно определить, какой именно углекислый газ необходимо использовать для сварочного аппарата, необходимо знать его состав и свойства. Заправляют баллоны расходным сырьем, которое можно поделить на следующие категории.
- Активные газы.
- Инертные.
- Смеси.
Ацетилен
Вначале рассмотрим соединение, которое получилось самое широкое распространение среди всех. Главная особенность его заключается в весе, который легче воздуха. Газ не имеет цвета, но обладает резким запахом. Чаще всего ацетилен используют для резки различных металлов из-за высокой температуры горения.
При использовании этого газа в производственных масштабах, рабочие используют специальные генераторы. В емкостях содержится карбид калия, который взаимодействует с водой. Газ такого типа необходимо правильно хранить. Необходимо учитывать, что карбид углерода имеет свойства впитывать влагу из атмосферы, это создает определенные неудобства.
Водород
Следующий вид газа известен многим. Он обрел активное применение при работе с изделиями из алюминия. Также его часто используют для плазменной резки нержавеющей стали. Этот вид газа абсолютно бесцветен и не имеет запаха, поэтому при работе с ним нужно быть максимально осторожным. Это взрывоопасное вещество, которое образует гремучую смесь при соединении с водой или воздухом.
Получают водород при помощи синтеза воды. Молекулы жидкости разделяют на кислород и водород. Для этого процесса используют особые генераторы.
Водород строго запрещено хранить в баллонах под давлением, если его показатель превышает 15 МПа. Такое правило установлено нормативно-правовым актом техники безопасности.
Коксовый
Эта разновидность получила свое название за счет того, что газ представляет собой побочный продукт, получаемый в коксохимической сфере. Несложно догадаться, что он получается при изготовлении кокса. Основными характеристиками этого состава является резкий запах и полное отсутствие цвета.
Специалисты не предъявляют особых требований к хранению баллонов с таким расходным сырьем, при этом данный вид также считается взрывоопасным. При перевозке баллонов пользуются трубопроводными магистралями. Этот вид не используется так активно, как его собратья. Основная сфера использования – промышленность.
Природный
Это органический вид газа, который получается путем смешивания таких составляющих: бутан, метан и пропан. Природный газ полностью соответствует всем параметрам сварочных газовых смесей. Газ получил широкое применение за счет уникальных качеств и доступной стоимости.
Баллоны с таким газом разрешается хранить под открытым небом. Отсутствие строгих требований также сыграло важную роль в распространении газа. Создать данный вид путем синтеза нельзя. Добыча в природных месторождениях – единственный способ получить сырье.
Пиролизный
Данный вид имеет особые преимущества, которые выделяет его от остальных вариантов. Пиролизный газ не нужно генерировать. Этот вид получается в процессе распада нефтепродуктов.
Перед тем как использовать газ для сварки, его нужно тщательно очистить от лишних химических примесей.
Если этого не сделать, горелка может покрыться ржавчиной. Расходный материал активно используется при резке металлических конструкций, но также для сварочных работ различного вида.
Выбор
Для сварки различных металлоконструкций применяется множество видов газа. Не существует точного вопроса на ответ, каким газом лучше варить. Все зависит от характера работы, используемого оборудования и прочих параметров. Работником, которые не имеют большого опыта обращения с полуавтоматическими сварочными аппаратами, сложно выбрать подходящий баллон и его содержимое. При выборе опытные мастера советуют обращать особое внимание на следующие два показателя.
- Количество тепла, выделяемое во время горения расходного материала.
- Максимальный температурный показатель.
На просторах всемирной сети можно найти множество таблиц, в которых сравнивают сварочные газы. Данная информация находится в открытом доступе. Предлагаем вашему вниманию одну из таких таблиц.
Также обратите внимание на эту сравнительную характеристику.
Заметка: Если вы закупаете газ в крупном объеме или собираетесь долго хранить расходный материал, опытные специалисты рекомендуют выбрать готовые смеси.
Самостоятельно выполнять процедуру синтеза газа опасно. Для этого нужно специальное оборудование, инструменты и умения.
Также при выборе газообразного расходного материала необходимо обязательно учитывать тип рабочей поверхности. К примеру, для работы с медными деталями необходимо использовать чистый азот. Этот газ подойдет идеально за счет особых свойств.
Советы по использованию
Независимо от того, какой газ вы выбрали для работы, необходимо обязательно соблюдать правила техники безопасности. Первым делом нужно обязательно защитить органы зрения и лицо. Для этого используются специальные маски и очки. Они изготовлены из износостойких материалов, которые не боятся высоких температур, ударов и прочих механических повреждений. Также не забывайте о рабочей одежде, основной задачей которой является защита туловища.
Внимательно проверьте рабочее оборудование на исправность и наличие дефектов. Использование поврежденного инструмента чревато последствиями. Также нужно проверить баллоны с газом, они должны быть герметичными. Помните, что некоторые виды расходного материала взрывоопасны, некоторые виды представляют опасность даже при смешивании с воздухом. Если вы обнаружили повреждение, необходимо безопасным способом опустошить баллон.
При выборе газа для сварочного аппарата учитывайте его расход. Узнать необходимую информацию можно в специальных таблицах. Храните баллоны в безопасном месте.
Лучше всего подойдет стандартное складское помещение закрытого типа. Между баллонами нужно оставить минимальное расстояние в один метр. Запрещается устанавливать рядом с баллонами отопительные или нагревательные приборы. Также следите, чтобы на них не попадали прямые солнечные лучи, во избежание нагрева.
Наглядно демонстрируем вам одну из таких таблиц.
Также необходимая информация может быть оформлена в таком виде.
Какой газ используется для сварки полуавтоматом смотрите далее.
Читайте также: