
Какой стороной ставить поршень ваз
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Замена поршней ВАЗ 2106
В нижних головках и крышках шатунов установлены сталеалюминиевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.
Зажимаем шатун в тиски и, разжимая, снимаем верхнее и нижнее компрессионные кольца. При их последующей установке метка «ВЕРХ» или «ТОР» должна быть направлена к днищу поршня.
Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.

Снимаем маслосъемное кольцо с расширителем.
Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.
Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой (см. таблицу сопрягаемых деталей).
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм. При износе максимально допустимый зазор – 0,15 мм.
Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.
↑ Установка поршневых колец
Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке. Он должен быть 0,25–0,40 мм для всех колец. Если зазор повышенный, необходимо заменить кольца.
Зазор между кольцом и канавкой поршня проверяем также набором щупов. Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм. Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
↑ Установка пальца
Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.
Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.
↑ Маркировка на поршне, шатуне и крышке
Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.
Метка «П» на поршне должна быть направлена к передней части блока цилиндров.
Как правильно установить поршни и шатуны
Если вы собираете V-образной двигатель, то следует иметь в виду: если нижняя головка шатуна имеет с одной стороны более широкую фаску, то она должна быть обращена к галтели (закруглению) шатунной шейки коленчатого вала.
Если же шатуны предназначены для использования с коленчатым валом, без четко выраженных галтелей, то они могут быть и без несимметричных фасок. Тогда ориентация шатуна может определяться по положению «замков» вкладышей: обращенных наружу блока или внутрь (в сторону распредвала – если он находится в развале блока цилиндров).
К примеру, «замки» вкладышей SBC и BBC должны быть обращены наружу. У других вкладышей «замки» могут быть направлены внутрь. На работу собственно вкладышей расположение «замков» не оказывает никакого влияния. Надо лишь правильно ориентировать шатун.
Если же на нижней головке шатуна отсутствуют фаски с обеих сторон, то вкладыш должен быть смещен от галтели шатунной шейки, чтобы его край не попал на закругление.
Сквозные отверстия в верхней и нижней головках шатуна
Часто шатун имеет на нижней головке сквозное отверстие, которое нужно для смазки стенки цилиндра. Эти отверстия предназначены не для смазывания распределительного вала, как полагают некоторые.
Бывает, что отверстие расположено только с одной стороны нижней головки шатуна. Подобные шатуны надо устанавливать так, чтобы отверстие в нижней головке было обращено в сторону распределительного вала (в сторону развала блока цилиндров).
Отверстие в верхней головке шатуна (будь оно сверху или под сбоку – углом) служит для смазки поршневого пальца. Поэтому его ориентация в двигателе роли не играет.
«Замки» шатунных вкладышей
«Замки» (фиксирующие выступы) на вкладышах и соответствующие пазы на нижней головке шатуна и его крышки нужны лишь для правильного позиционирования вкладышей. От «проворота» вкладышей они не спасают, поскольку вкладыши в своей «постели» фиксируются за счет натяга, возникающего при правильной затяжке крепежных болтов крышки нижней головки.
«Правильные» вкладыши, при надлежащем монтаже, слегка выступают за линию разъема нижней головки. Поэтому, после затягивания болтов, они надежно фиксируются в «постели».
В последнее время во многих двигателях используют «беззамковые» вкладыши (примером могут служить двигатели Chrysler 3.7L и 4.7L). За счет устранения операций по механической обработке пазов в шатуне и его крышке, а также «замков» на самих вкладышах снижаются затраты на их изготовление. При монтаже подобных вкладышей их надо ставить строго посередине нижней головки шатуна.
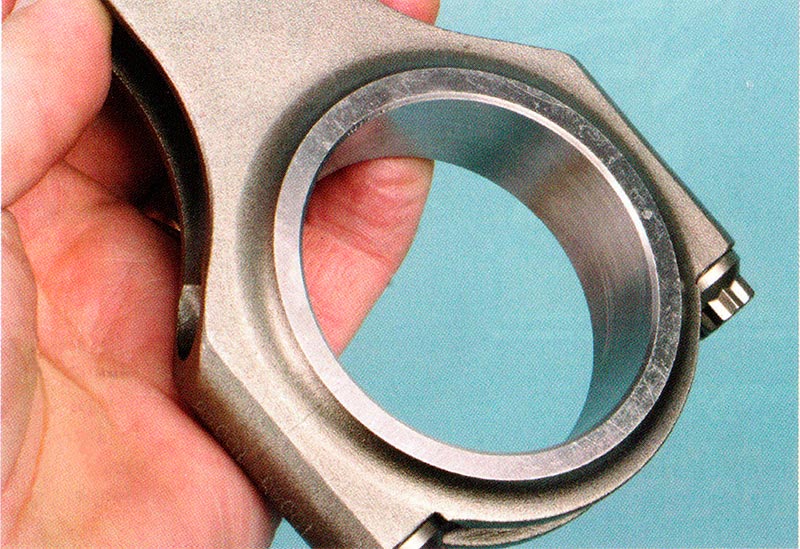
Рис. 1 Если в V-образном двигателе на одну шатунную шейку коленчатого вала монтируют два шатуна, то сторона нижней головки шатуна с более узкой фаской должна быть обращена к соседнему шатуну…
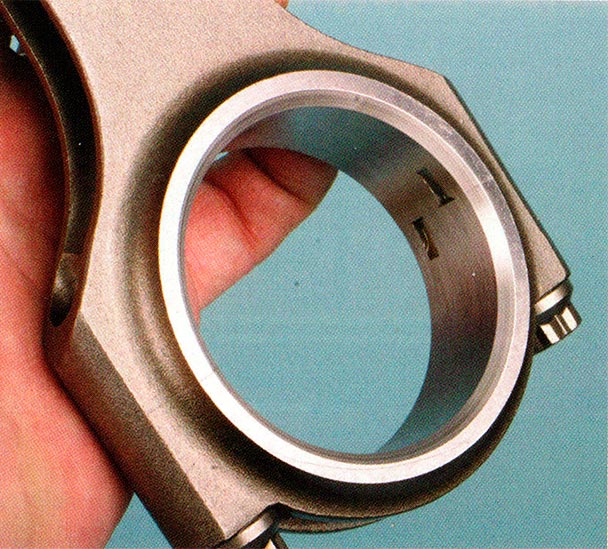
Рис. 2 … в этом случае бОльшая фаска на нижней головке шатуна оказывается обращенной в сторону галтели шатунной шейки коленчатого вала.
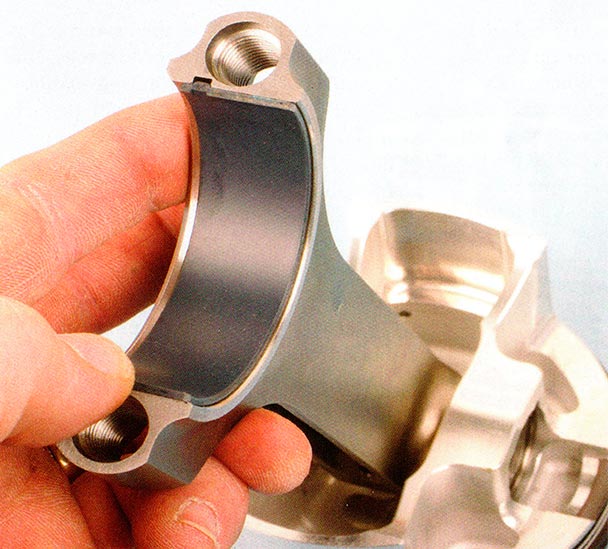
Рис. 3 Фиксирующий выступ («замок») на вкладыше и соответствующий ему паз в нижней головке шатуна нужны только для того, чтобы правильно установить вкладыши в шатуне. «Замки» никогда не удержат вкладыши от проворачивания в шатуне, если при сборке были допущены какие-либо нарушения. К примеру: болты нижней головки шатуна не затянуты как следует или отверстие в нижней головке потеряло свою форму.
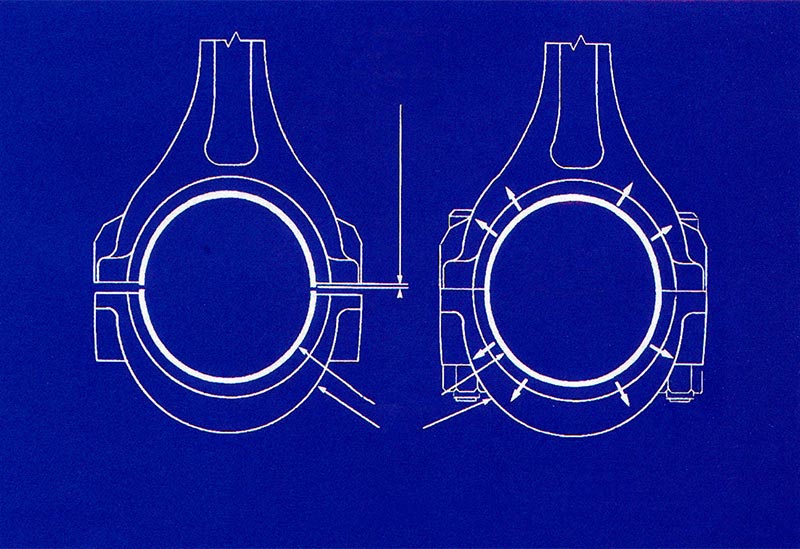
Рис. 4 Вкладыши фиксируются в шатуне только за счет радиального усилия, которое возникает от натяга установленных вкладышей, когда крепежные болты нижней головки затянуты надлежащим моментом. Чтобы получить требуемый натяг вкладыш сделан чуть длиннее своего посадочного места. Поэтому, когда вы «от руки» установите вкладыш в «постель», он будет немного выступать над плоскостью разъема. Так и должно быть – ни в коем случае не надо подпиливать или подрезать края вкладышей!
Crush Height Each Half Bearing - выступание вкладышей над плоскостью разъема
Bearing - вкладыш
Cap - крышка нижней головки шатуна
Radial Pressure - радиальное усилие

Рис. 5 Измерять максимальный диаметр поршня надо в строго определенном месте, поскольку юбка поршня имеет «бочкообразный» профиль и результаты измерений, по высоте поршня, будут существенно различаться.
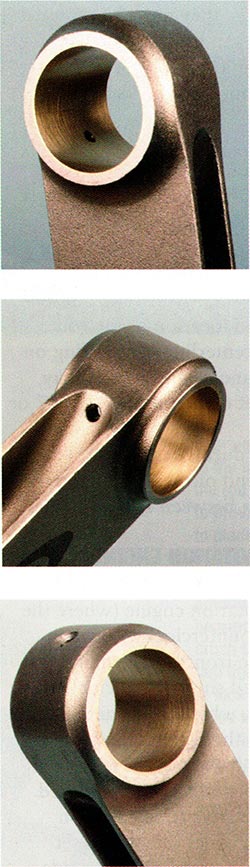
Рис. 6 Сквозное отверстие на боковой поверхности ВГШ (верхней головки шатуна) (верхнее фото) может указывать на прессовую посадку пальца в шатуне. На втором фото показан тот же самый шатун, но снаружи. А вот отверстие сверху ВГШ (третье фото) служит для улучшения смазки «плавающего» поршневого пальца.

Рис. 7 На днище поршня обычно есть специальные метки (например, изображена стрелка и надпись «FRONT» - как на фото) помогающие правильно сориентировать поршень при сборке двигателя.

Рис. 8 Если поршни предназначены для V-образного двигателя, то обычно с «изнанки» таких поршней ставят метку «L» - если их монтируют в левый ряд цилиндров или «R» - для правого ряда цилиндров.
Смещение шатуна
Существуют двигатели, у которых стержень шатуна смещен относительно верхней или нижней головок (если смотреть на шатун сбоку – «в профиль»). Подобные шатуны применяют в V-образных двигателях, у которых левый и правый ряды цилиндров стоят «со сдвигом», вперед и назад, относительно друг друга. В зависимости от конкретной модели двигателя, стержень шатуна может иметь смещение 2,5 мм или даже более.
Если есть какие-то сомнения, то при монтаже обратите внимание, что верхняя головка шатуна центрируется по поршню – в бобышках под палец.
Нужно ли в двигателях с вращением против часовой стрелки устанавливать поршни в «обратную» сторону?
На двигателе с обратным вращением – когда коленвал вращается против часовой стрелки, если смотреть с передней части двигателя – шатуны обычно устанавливаются так же, как и в обычном моторе, коленвал которого вращается по часовой стрелке. То есть, бОльшая фаска нижней головки шатуна все равно будет обращена к галтели шатунной шейки.
Однако, если применяются поршни со смещенным поршневым пальцем, то в этом случае поршень должен быть установлен «назад» (развернут на 180 град) относительно его «стандартного» положения. Поршневой палец в подобном поршне смещен к нагруженной стороне юбки поршня.
В двигателе с вращением по часовой стрелке нагруженная сторона цилиндра обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне) стороне.
В двигателе с обратным вращением давление на стенку цилиндра от поршня направлено в другую сторону: со стороны выхлопа – слева и со стороны впуска – справа. Если поршни симметричны (т. е. не имеют смещенного пальца), то их ориентация зависит только от цековок под клапанные тарелки на днище – они должны быть сориентированы в соответствии с положением клапанов.
Конструкция юбки поршня
Форма, площадь и масса юбки поршня играют важную роль в потерях на трение и стабилизации поршня при перекладке в верхней и нижней мертвых точках. Здесь мы покажем роль нагруженных и ненагруженных сторон поршня и разработку асимметричных юбок, предназначенных преимущественно для снижения веса.
Левая и правая стороны поршня при работе двигателя нагружены по-разному. Поэтому конструкция юбки поршня играет важную роль в распределении воспринимаемых нагрузок – с точки зрения прочности и веса поршня.
Юбка поршня должна выдерживать давление на стенку цилиндра при одновременном уменьшении трения. А ее площадь должна быть такой, чтобы быть прочной, обеспечивая при этом стабильность поршня, чтобы свести к минимуму «раскачивание» относительно оси пальца, когда поршень движется вверх-вниз. Причем нагруженная поверхность юбки испытывает наибольшую нагрузку на такте расширения.
Если коленчатый вал вращается по часовой стрелке (глядя на двигатель спереди), то нагруженная поверхность юбки поршня обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне).
Менее нагруженная сторона юбки воспринимает усилие на такте сжатия. Эта разница в нагрузках обусловлена положением, углом между шатуном и поршнем, при его перемещении.
За весь рабочий цикл разница в нагрузке на разные стороны юбки поршня различается в десять раз! Причем, нагрузка на юбку поршня может варьироваться в зависимости от хода поршня, длины шатуна и максимального давления в цилиндре.
Поэтому асимметричные поршни должны быть специальными – для левого и правого ряда цилиндров. На днище поршня в таком случае наносятся стрелки или иные метки, указывающие на переднюю часть двигателя.

Рис. 9 На этом фото показаны асимметричные поршни для левого и правого рядов цилиндров V-образного двигателя. Их особенностью является расширенная часть юбки поршня на нагруженной стороне и зауженная – на стороне с меньшей нагрузкой.

Рис. 10 Другой пример асимметричного поршня. Обратите внимание, как сближены бобышки под поршневой палец, что позволяет сделать поршневой палец короче и легче. Кроме того, хотя это почти невозможно заметить глазом, ось пальца смещена к нагруженной стороне поршня (в сторону более широкой части юбки) на 0,50 мм – для уменьшения дисбаланса из-за разницы в массе «узкой» и «широкой» частей юбки.
Нагруженная сторона юбки поршня
Когда поршень движется вниз на такте расширения, он испытывает значительное сопротивление, пытаясь провернуть коленчатый вал. С ростом нагрузки увеличивается и сопротивление. При этом нагруженная сторона юбки поршня воспринимает боковое давление, которое увеличивает нагрузку (с ростом трения и износа) на соответствующей стороне стенки цилиндра.
Если на днище поршня имеется какая-либо метка (к примеру точка, или стрелка, или надпись «Front»), важно установить поршень в соответствии с этой меткой, обычно указывающей на переднюю часть двигателя.
Ненагруженная сторона юбки поршня
Эта часть юбки поршня противоположна нагруженной стороне. Она работает, когда поршень движется вверх на такте сжатия, из-за сопротивления, создаваемого сжимаемой топливно-воздушной смесью. Основная ее задача, в том, чтобы обеспечить стабильность поршня при движении в цилиндре. Поэтому эта часть юбки может быть поуже, для экономии веса.
Так что, для точной настройки в распределении этих сил между разными сторонами юбки были разработаны асимметричные поршни, которые имеют более широкую юбку на нагруженной стороне и зауженную юбку с противоположной стороны. Это обеспечивает оптимальное распределение нагрузок на юбку поршня, одновременно снижая массу поршня.
В качестве примера можно привести «асимметричную» (или Т-образную) конструкцию поршней FSR компании JE Pistons, которые имеют расширенную часть юбки на нагруженной стороне, а со стороны бобышек юбка отсутствует вовсе, что позволяет сделать поршневой палец короче и легче. Подобные поршни изначально разрабатывались для гоночных двигателей.
Еще одним преимуществом подобных поршней является улучшение условий работы поршневых колец. Но, в основном, подобная конструкция юбки, в сочетании со слегка смещенным пальцем, позволяет существенно снизить потери на трение.
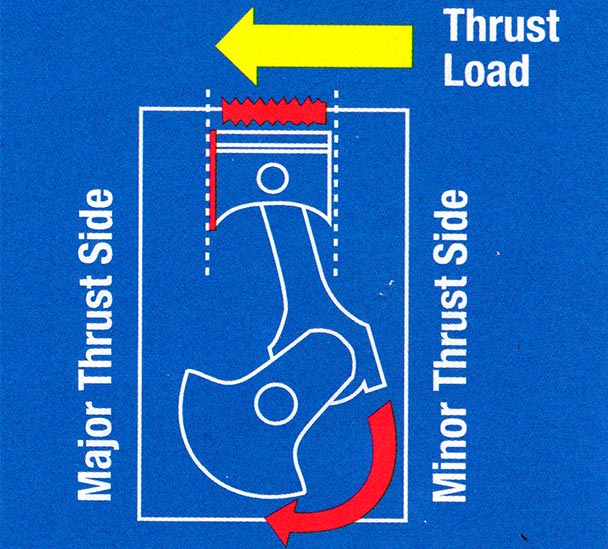
Рис. 11 Из этой схемы видно, как определить нагруженную и ненагруженную стороны юбки поршня.
Thrust Load - действие боковой силы
Minor Thrust Side - ненагруженная сторона цилиндра
Major Thrust Side - нагруженная сторона цилиндра
Красная изогнутая стрелка - направление вращения коленчатого вала
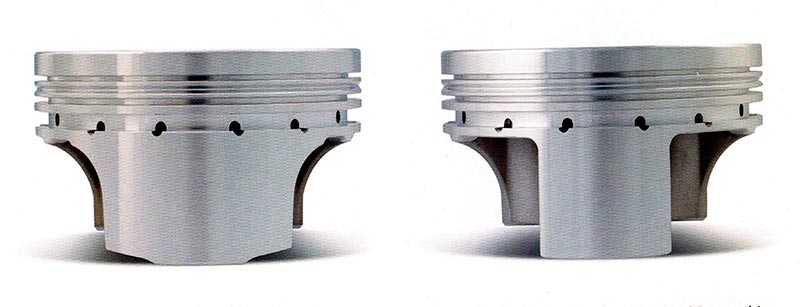
Рис. 12 На этом фото хорошо видно, как различается ширина юбки поршня на нагруженной (слева) и ненагруженной (справа) сторонах поршня.
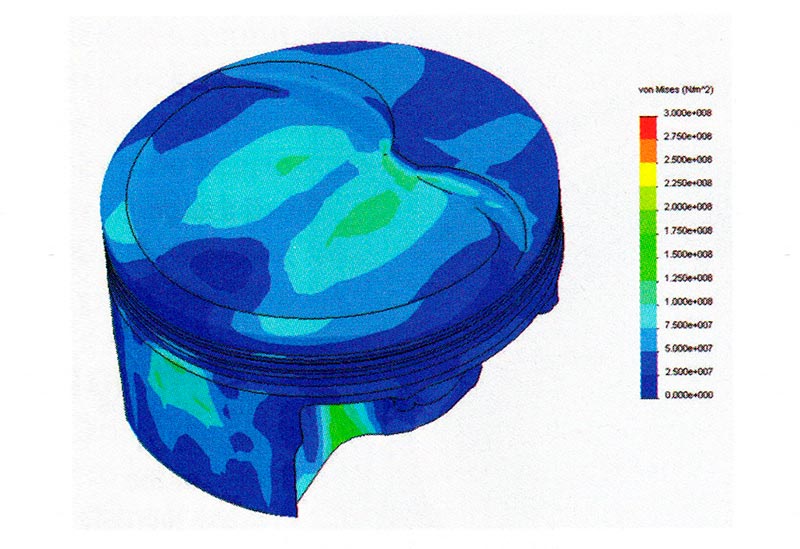
Рис. 13 Компьютерное моделирование показывает, как распределяются механические нагрузки в поршне, возникающие при работе двигателя на частичных нагрузках. (Чем темнее цвета – тем меньше нагрузка, а чем ярче – тем больше).
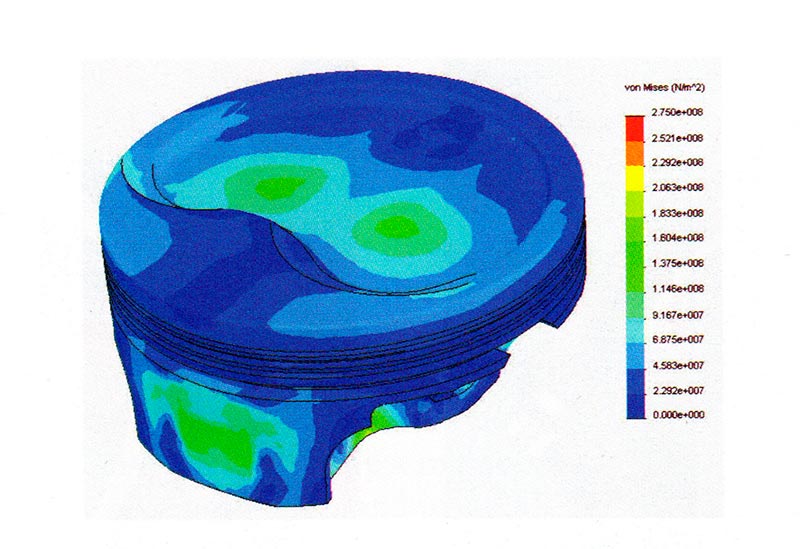
Рис. 14 А на этой схеме видно, как нагружен поршень сразу после воспламенения смеси.
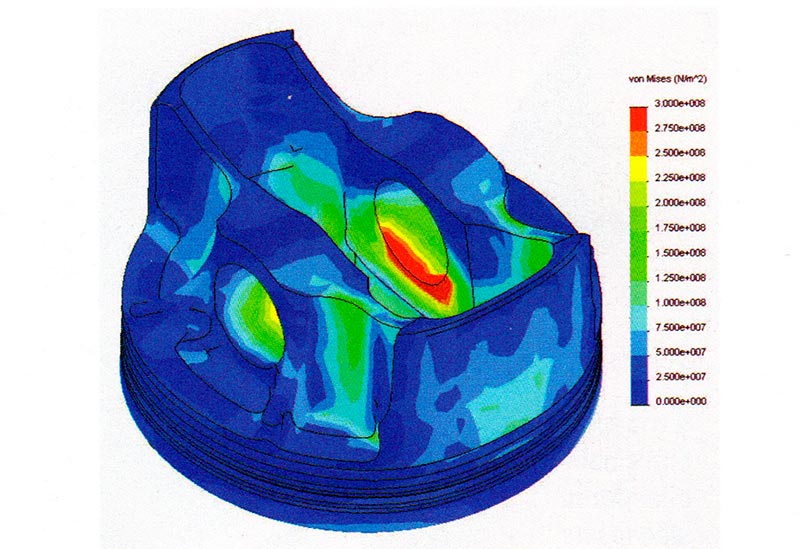
Рис. 15 Здесь поршень показан снизу. На этой схеме хорошо видно, что во время рабочего хода наиболее нагружены верхние части отверстий под поршневой палец (они выделены красным цветом) и элементы юбки поршня, непосредственно примыкающие к ним.
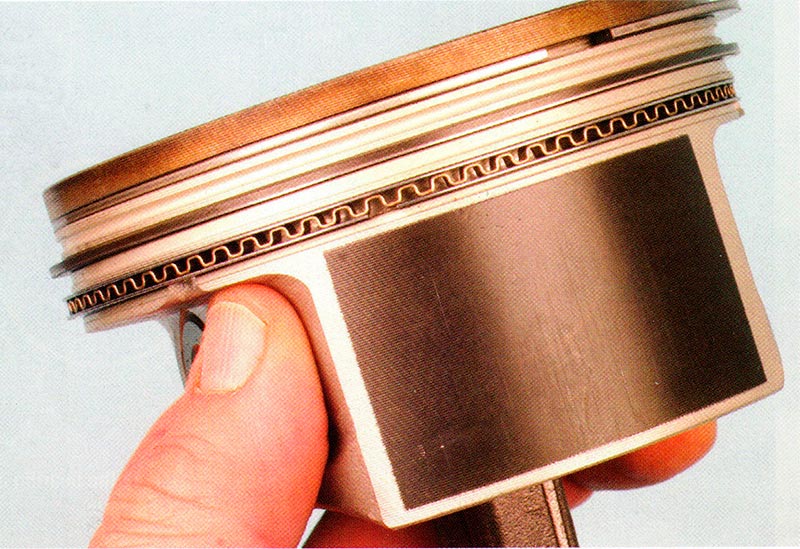
Рис. 16 Тонкий слой антифрикционного покрытия (темного цвета) на юбке поршня помогает удерживать масло и снижает трение между поршнем и цилиндром – особенно при холодном запуске мотора.
Смещение пальца
Асимметричные поршни также могут иметь смещение поршневого пальца. При этом ось пальца смещена от оси поршня к нагруженной стороне примерно на 0,51 мм. Это небольшое смещение «балансирует» поршень, компенсируя разницу в массе юбки, а также снижая усилие, прикладываемое к нагруженной стороне поршня.
Опять же, ссылаясь на опыт компании JE Pistons, асимметричный поршень позволяет сделать поршневые пальцы короче, жестче и легче (примерно на 10 грамм).
Заключение
Надеемся, эта статья поможет вам лучше ориентироваться в тонкостях сборки двигателя. Помните, что лучше всего пометить поршни и шатуны перед разборкой. Грамотные ответы на ваши вопросы и помощь в технических проблемах с двигателями – наша главная задача.
Правильная замена поршневой на ваз 2106

Давление рабочих газов, после воспламенения топливной смеси превышает 60 кг./см 2 , что создает осевую нагрузку более 3000 кг. и боковую нагрузку до 250 кг. Высокая температура вносит свою лепту в ускорение процесса разрушения, когда требуется замена поршня ВАЗ 2106.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду.
Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз).
Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца.
Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106.
Лучше делать это при появлении первых симптомов:
- повышенный расход масла;
- снижение компрессии;
- уменьшение тяги.
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы.
Подготовить ветошь, набор инструментов и приспособлений:
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек.
Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
- Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов.
Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
- Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы.
Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются. - Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины.
Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок. - Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
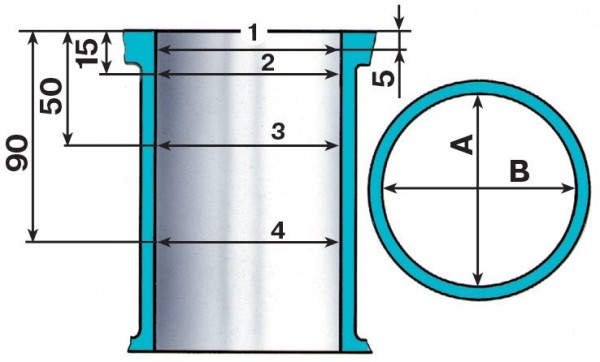
Схема плоскостей измерения диаметра цилиндров
- В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
- A 79,00-79,01 мм.;
- B 79,01-79,02 мм.;
- C 79,02-79,03 мм.;
- D 79,03-79,04 мм.;
- E 79,04-79,05 мм.
После расточки цилиндров определяется размер подходящих ремонтных
Размеры ремонтных поршней, шатунов, поршневых колец и пальцев
- Юбка поршня имеет овальную форму, а по высоте коническую к верху, поэтому точный замер получится только на линии перпендикулярной оси пальца на уровне52,4 мм. от поверхности днища.
- Гарантированный зазор, когда производится замена поршней ВАЗ 2106, в цилиндрах должен быть 0,05-0,07 мм., что достигается хонингованием. Выполнить эту операцию могут только профессионалы в мастерских, имеющих точный расточный станок и специальную оснастку.
- Шатуны и крышки не должны иметь рисок, задиров, если вкладыш провернуло, шатун станет непригодным, его нужно будет заменить. Если коленчатый вал не нужно перешлифовывать, в шатуны вставляются номинальные вкладыши. Если шейки нужно шлифовать, ставятся ремонтные вкладыши в зависимости от уменьшения диаметра шейки коленчатого вала на 0,25 мм.,0,50 мм.,0,75 мм. и1,00 мм. Шатунные вкладыши одного размера взаимозаменяемы.
Подбор деталей одного размера, их совмещение
Выбирая поршневой палец, нужно руководствоваться цветными метками на торце пальцев, обозначающими три категории с разницей диаметров в четыре микрона:
Поршневой палец смазывается моторным маслом и должен входить в отверстие бобышки поршня от небольшого усилия пальцев, и не должен выпадать под действием собственного веса. Если палец третьей категории выпадает, нужно заменить поршень.
Подобранные поршни должны отличаться по весу не более чем на 2,5 грамма. Масса обычно указывается на днище.
При необходимости, можно подгонять вес, протачивая поршень в местах, указанных стрелками. Глубина проточки, при этом, не должна превышать 4,50 мм. от номинала 59,4 мм.
Места возможного удаления металла для подгонки веса поршня
- Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0 С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой.
Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Совет: В случае непредвиденной задержки, например случайное выпадение пальца, лучше повторить нагревание.
- После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
- Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.
Посадка колец в канавки тоже должна иметь определенный зазор, который проверяется щупом:
- Верхнее компрессионное кольцо 45-80 мкм.;
- Второе компрессионное 25-60 мкм.;
- Маслосъемное кольцо 20-55 мкм.
В поршнях конструктивно решен вопрос плавного перехода в.м.т. путем смещения отверстия под палец на 1,2 мм. относительно оси симметрии вперед по движению. Поэтому на поршнях ставится метка, стрелка или буква «П», которая определяет сторону, которая должна направляться при сборке вперед.
Установка поршней и крепление шатунов
- На поршнях последовательно устанавливаются маслосъемное, второе и первое компрессионные кольца. Замена поршневых колец на ВАЗ 2106 требует особого внимания, так как чугунные кольца очень хрупкие и небольшая ошибка при разжимании может привести к поломке.
Кольца поворачиваются стороной с меткой «Верх» или фаской в сторону днища, выжимаются на огневой пояс, затем проталкиваются к своей проточке. - Кольца при этом практически не разжимаются, а только обеспечивается возможность перемещения по поверхности поршня. Замок первого кольца поворачивается на тридцать градусов от оси пальца, остальные кольца ставятся с расположением замков под 120 градусов относительно друг друга.
Такое расположение обеспечит равномерность износа стенок цилиндров. Поршни и вкладыши смазываются машинным маслом, кольца стягиваются оправкой, поршни поочередно вставляются в соответствующие цилиндры. Шатуны поворачиваются меткой вперед и одеваются на шейки коленчатого вала. - В крышки шатунов вставляются вкладыши выступом в паз, смазываются и крышки одеваются на шпильки своих (по меткам) шатунов. Гайки наживляются и закручиваются динамометрическим ключом с одинаковым усилием 12,7 Н/м. Так производится замена поршневой группы ВАЗ 2106.
Совет: Номера на шатунах и крышках должны располагаться с одной стороны.
Выполнить замену поршневой самостоятельно вполне возможно, нужно только очень внимательно следовать требуемой последовательности.
Ремонт двигателя ВАЗ 2110, 2112 16 клапанов
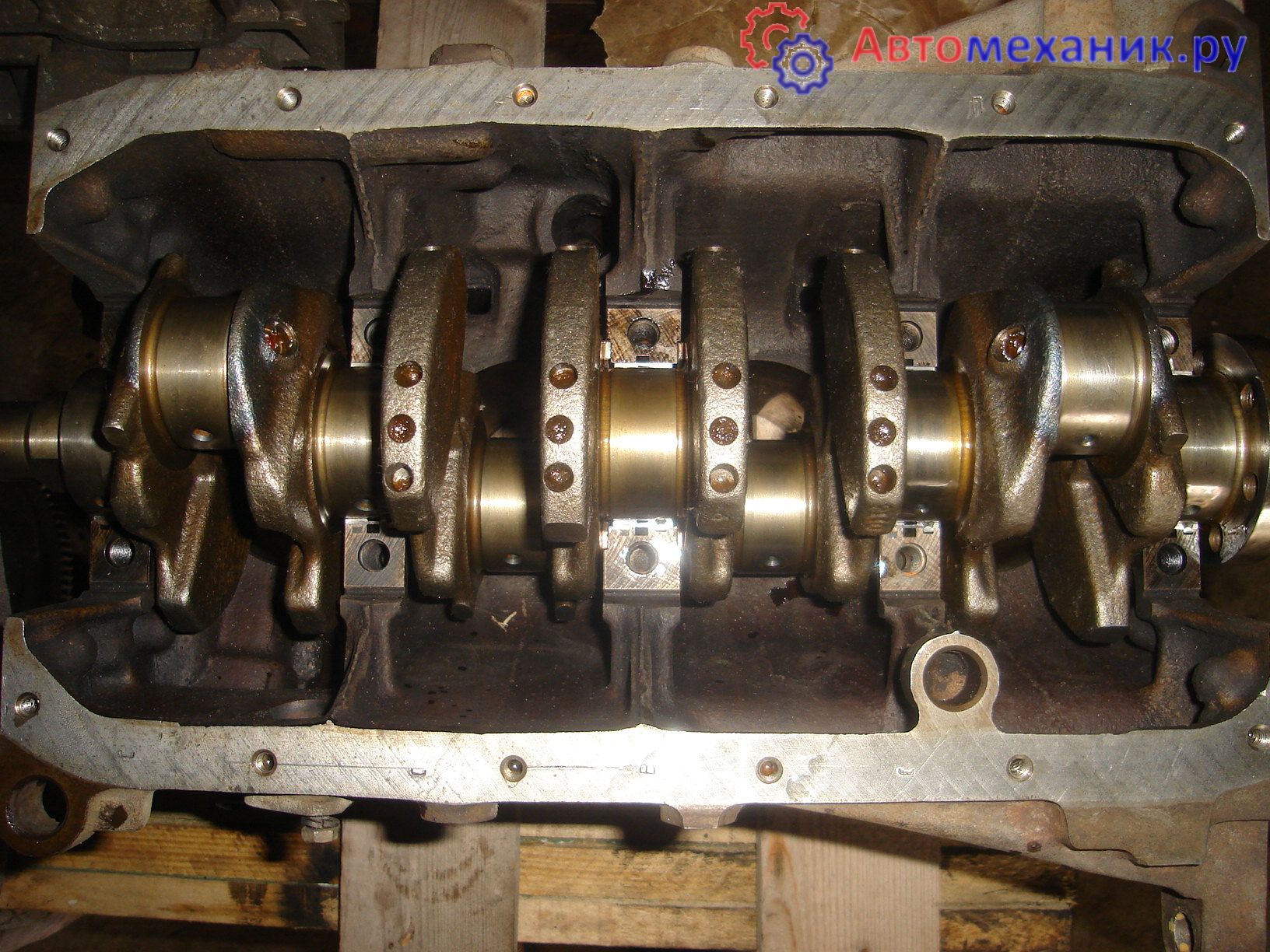
Ремонт двигателя ваз 2112 2110 16 клапанов производился самим хозяином автомобиля примерно год назад, Автомобиль за это время прошёл не более 30000 км, Двигатель резвый, масло не расходовал, Но спустя год эксплуатации, затянуло коленчатый вал. При разборке определили, что провернулись в постели вкладыши на шатуне третьего цилиндра.
Дефектовка двигателя
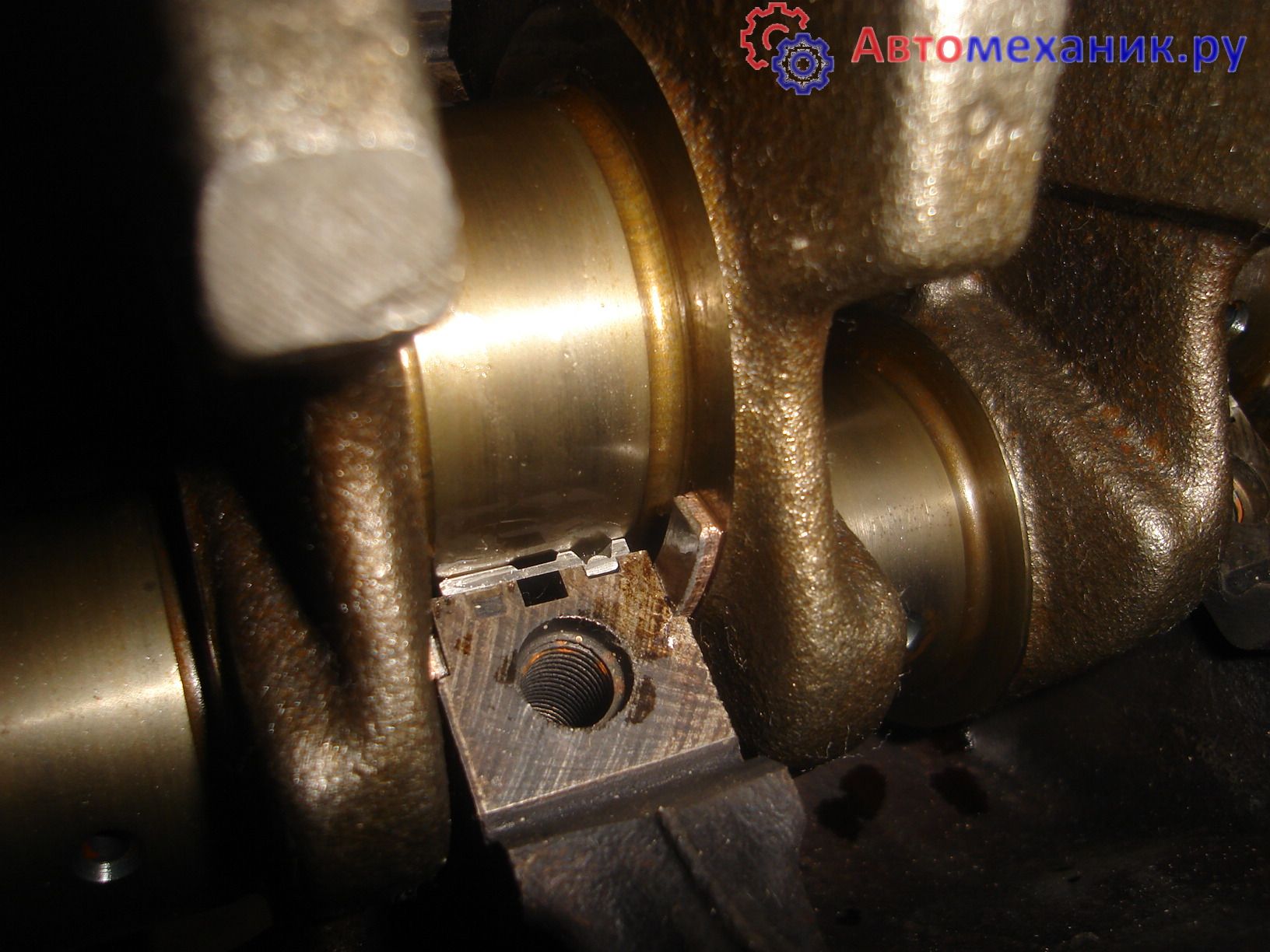
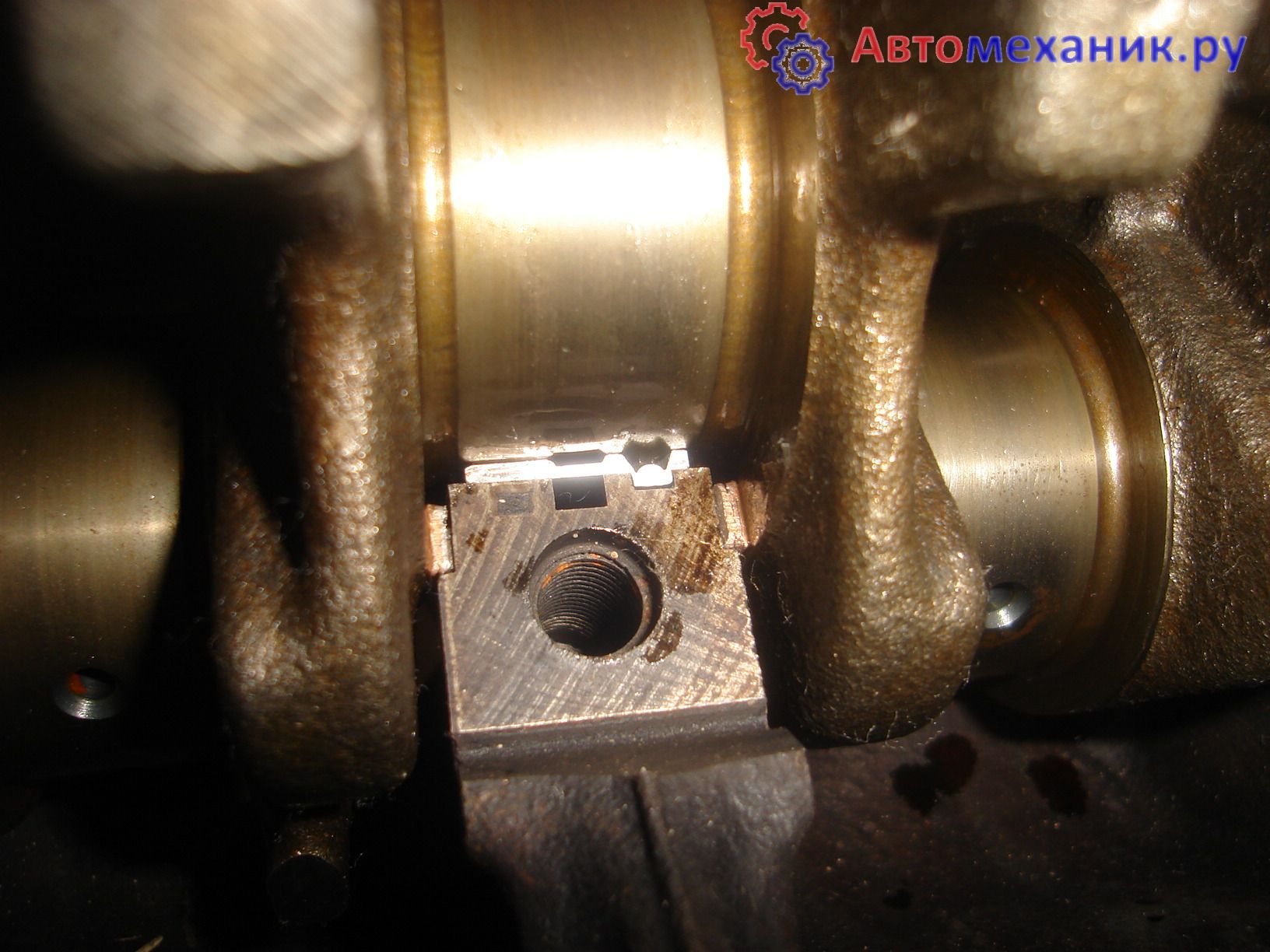
Естественно шатун и коленчатый вал пришли в негодность. На фотографии хорошо видны продольные трещины на шатунной шейке коленчатого вала.

При детальном рассмотрении обнаружена главная причина, почему двигатель вышел из строя. На шатуне третьего цилиндра стояла крышка шатуна второго цилиндра, а на шатуне второго цилиндра стояла крышка шатуна третьего. Опять странно коленчатый вал должен заклинить сразу при затяжке, но видимо крышки совпали между собой.
И так пришлось менять два шатуна и коленчатый вал. Головку блока цилиндров разбирать не стали. Клапана на головке, при последней переборке находились в хорошем состоянии, притёрты, так же произведена замена маслоотражательных колпачков. У этого двигателя имеет слабость, шпильки при помощи, которых притягиваются в постели распредвалы, легко вытягиваются из резьбы. Что приводит к дополнительным затратам.
Установка коленчатого вала
После того как отмыли детали от грязи и отработанного масла начали сборку. В первую очередь устанавливаем коленчатый вал, предварительно установив коренные вкладыши.

Вкладыши после их установки необходимо смазать моторным маслом. Которое вы будете использовать в дальнейшем. Не забываем , вкладыши имеют замки. Они вставляются в специально предусмотренные пазы постели блока. Кроме того, есть особенность современных вкладышей, в комплекте они разные. Половина из них имеет долевую проточку. Для подачи масла к коренным шейкам коленчатого вала. Их устанавливаем в блок двигателя. Вкладыши, которые проточки не имеют, устанавливаем в коре
нные крышки. Перед установкой крышек необходимо поставить полукольца осевого смещения. Для них имеются пазы в блоке двигателя на постели третьей коренной шейки, Полукольца устанавливаем таким образом, чтобы сторона, предназначенная для скольжения, была направлена в сторону коленчатого вала. Эта сторона имеет характерное покрытие и каналы для поступления смазки.
Затем притягиваем крышки болтами. Здесь ни в коем случае нельзя перепутать крышки местами, и также вкладыши установленные в блок и коренные крышки должны быть расположены друг к другу замок к замку. Это очень важно, так как ошибка приведёт к немедленной дорогостоящей поломке или вал просто заклинит при затяжке. Ремонт двигателя ВАЗ 2112 не вызывает больших сложностей, но элементарные ошибки из-за невнимательности приводят к плачевным результатам, как и в нашем случае.
Все крышки нужно притягивать равномерно, несколько этапов, очень важно, чтобы на коренные шейки коленчатого вала нагрузки при затяжке распространялись равномерно, потому что это не даст повредить сам вал и вкладыши. Окончательную затяжку крышек необходимо произвести при помощи динамометрического ключа с усилием 66.31- 84.38 Н*м .

После затяжки проворачиваем коленчатый вал он должен вращаться свободно от руки, проворачиваем его несколько раз, сопротивление оказываемое валом при вращении должно быть равномерное без закусываний и торможений, если это не так значит нужно искать проблему.
Установка поршней и шатунов
Следующим этапом устанавливаем поршня на шатуны. Поршня и шатуны имею определённое направление по отношению к двигателю. На поршнях стрелкой указано направление вперёд, те есть, они должны быть направлены от маховика в сторону передней крышки.

На шатунах имеются отливы цифр, они должны быть обращены вперёд, таким же образом.

Учитывая данное направление, соединяем поршень и шатун посредством поршневого пальца. Перед установкой пальца поршень необходимо нагреть, достаточно поместить его в горячую воду на несколько минут. В поршне палец стопорится с обеих сторон стопорными кольцами.
Установка поршневых колец
Теперь необходимо установить поршневые кольца на поршень. Как правило, на один поршень устанавливается три кольца. Верхнее и среднее компрессионные и нижнее масло съёмные кольца. На кольцах имеется гравировка, надпись она должна быть обращена вверх,

если её нет, то можно ориентироваться по фаске, которая расположена либо по внутреннему, либо по наружному диаметру поршневых колец. Эта фаска выполняет роль ребра жесткости, которая создаёт сопротивление нагрузкам, возникающим, при расширений газов в камере сгорания. Если фаска имеется по внутреннему диаметру, то кольцо ставится фаской вверх, если по наружному диаметру то фаской вниз. На масло съёмных кольцах также имеется гравировка, которая должна смотреть вверх, если её нет, то не имеет значение направления кольца.
Кольца на поршнях должны быть размещены таким образом, что бы разъёмы колец не находились друг под другом, и не попадали на углубление под палец. Так как, например, разъём среднего кольца находится на одной стороне поршня, то разъёмы верхнего и нижнего колец должны находиться с другой стороны поршня, и должны быть разнесены друг от друга, но не попадать на углубление под поршневой палец


Установка поршней в гильзы
После установки колец можно вставлять поршня в гильзы цилиндров. Для этого стягиваеи поршневые кольца хомутом. Устанавливаем в нижнюю головку шатуна вкладыш. Таким образом, чтобы замок на вкладыше попал в углубление постели головки шатуна. Вставляем шатуны с поршнем в гильзу до упора хомута. Учитывая при этом направление поршня, и легкими ударами, желательно используя при этом деревянный брусок, осаживаем поршень в гильзу. Направляя нижнюю головку шатуна в шатунную шейку коленчатого вала. После того как шатун упёрся вкладышем в колен вал. Устанавливаем шатунный вкладыш в крышку шатуна, Одеваем крышку на шпильки. При этом обязательно нужно учитывать, чтобы вкладыши на шатуне и крышке были расположены по отношению друг к другу замок к замку.

Притягиваем крышку гайками в два этапа .Окончательную затяжку необходимо произвести при помощи динамометрического ключа с усилием 42,32-53.51 Н*м. Таким же образом устанавливаем остальные поршня. Постоянно помня о их направлении по отношению к двигателю.
Установка передней крышки
Установив поршня прикручиваем переднюю крышку в которой находится масляный насос

Установка задней крышки
и заднюю предварительно поменяв в них сальники.

Устанавливаем маслозаборник и датчик аварийного уровня масла.


Установка поддона
Затем устанавливаем поддон и притягиваем его болтами. Устанавливаем маховик.

Установка маховика
Болты крепления маховика должны быть притянуты при помощи динамометрического ключа с усилием 60.96-87.42 Н8*м
Установка диска и корзины сцепления
На маховик устанавливаем диск сцепления и корзину Диск сцепления должен быть от центрован по отношению к внутреннему подшипнику колен вала при помощи специального вала. На котором есть две поверхности, одна соответствует внутреннему диаметру подшипника другая внутреннему диаметру шлицевой части диска сцепления. Диск сцепления располагается выступающей частью к корзине. После центрации устанавливаем и притягиваем корзину сцепления.


Момент затяжки ГБЦ ваз 2112 16 клапанов
Со стороны передней крышки устанавливаем зубчатый шкив привода ремня ГРМ. Потом устанавливаем головку блока цилиндров.


Предварительно ставим прокладку головки блока цилиндров. Проверяем, чтобы все отверстия в прокладке соответствовали отверстиям в блоке двигателя. Головку блока цилиндров притягиваем стяжными болтами в четыре этапа.
Порядок затяжки ГБЦ ваз 2112 16 клапанов
Затяжка производится согласно схемы затяжки

Первый этап с усилием 20 Н*м.
второй этап с усилием 69.4-85.7 Н*м.
третьим этапом требуется довернуть болт на 90 градусов; четвёртым этапом ещё раз довернуть болт на 90 градусов. Описание установки механизмов ГРМ я написал в другой статье, которую читайте, по этой ссылке Замена ремня ГРМ. Ремонт двигателя ВАЗ 2110 подошёл к концу. Теперь его нужно установить на автомобиль.
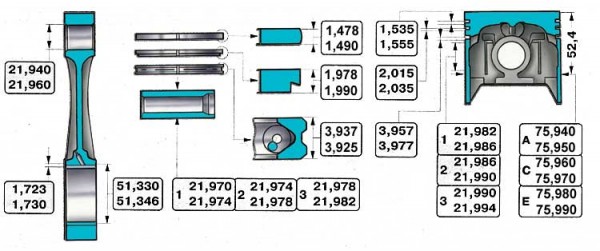
Поршень с шатуном. Разборка, дефектовка и сборка
Поршень с шатуном. Разборка, дефектовка и сборка ВАЗ 2108
Поршень с шатуном:
1 - гайка шатунного болта
2 - шатунные вкладыши
3 - шатун
4 - поршневой палец
5 - канавка верхнего компрессионного кольца
6 - канавка нижнего компрессионного кольца
7 - канавка маслосъемного кольца
8 - поршень
9 - шатунный болт
10 - крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Размерная группа
Модель двигателя ВАЗ-2108
Модель двигателя ВАЗ-21083
Диаметр цилиндра, мм
Диаметр поршня, мм
Диаметр цилиндра, мм
Диаметр поршня, мм
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
Зазор между кольцами и канавками поршня, мм
верхнее компрессионное кольцо
нижнее компрессионное кольцо
Предельно допустимый зазор для всех колец
Примечание 2
Зазор в замках поршневых колец, мм:
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Диаметр пальца, мм
Диаметр отверстия в поршне, мм
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки.
8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец.
9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши.
10. Осмотрите шатуны с крышками. Замените погнутые шатуны.
11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.
12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
13. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
Предупреждение
Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.
Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу.
Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно.
Обозначение ремонтного размера:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “+”,
уменьшенная на 5 грамм – “-”.
14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках.
15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу поршня.
18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна.
19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна.
Видео про "Поршень с шатуном. Разборка, дефектовка и сборка" для ВАЗ 2108
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ! Замена поршневой ВАЗ 21083, что это?? Установка поршней на шатуны в классике. ваз 2101-2121-2109Установка поршневых колец на поршень
Видео инструкция по установке поршневых колец на поршень Нивы ВАЗ 2113.
Как поставить поршневые кольца ВАЗ видео
Раньше на упаковках писали, как поставить кольца. Сейчас этого не делают.
Поскольку кольца хрупкие, то будьте аккуратны при вскрытии упаковки и установке колец. Каждое кольцо сделано под размер прорези, поэтому ошибиться невозможно.
Порядок установки поршневых колец
- Снимаем пружинку, натягиваем кольцо и вправляем края. Берём маслосъёмное кольцо, слегка раздвигаем края и опускаем на поршень, одеваем под пружину. Проверяем: кольцо должно очень легко вращаться.
- Ставим второе кольцо, обязательно обращая внимание на зуб (он должен смотреть вниз). Слегка разжимаем края и натягиваем кольцо. Оно тоже должно свободно ходить.
- Верхнее компрессионное кольцо. Ставим его также надписью вверх. Если надписи нет, ставим фаской вверх (она находится с внутренней стороны кольца).
Ставим поршень в цилиндр. Ставим вкладыш, предварительно промазав его маслом. Также смазываем кольца и сам поршень. Внизу на поршне есть стрелка, указывающая как правильно его поставить в цилиндр. Кольца разворачивают в разные стороны.
marat32 › Blog › ПОДБОР И УСТАНОВКА ПОРШНЕВЫХ КОЛЕЦ НА ПОРШЕНЬ
Поршневые кольца устанавливаются на поршень только после соединения поршня с шатуном.
Если повторно устанавливаются снятые поршни, тщательно очистите их, особенно канавки для поршневых колец и отверстия для удаления масла, расположенные в канавке поршневого кольца.
Поршень устройство автомобиля
Снятый поршень
Очистить канавки поршня от отложений углерода можно при помощи специального приспособления или при помощи куска старого поршневого кольца. При прочистке канавок поршневых колец проявляйте осторожность и не допускайте снятия металла поршня.
Поршень — очистка поршневых канавок
Поршень — очистка кольцевых канавок
Поршень, устройство автомобиля
Очистка колцевых канавок при помощи приспособления
Перед установкой колец в канавки поршня проверьте концевой зазор замка поршня в цилиндре и боковой зазор между кольцом и стекой канавки поршня.
Проверка зазора в замке кольца:
Вставьте поршневое кольцо в цилиндр. Для установки кольца в положение, перпендикулярное оси цилиндра, выровняйте кольцо в цилиндре при помощи перевёрнутого поршня. При установке нового кольца в цилиндр, который не растачивался, протолкните кольцо на глубину хода поршня, поскольку в своей верхней части цилиндр может иметь из-за износа увеличенный диаметр.
Поршневое кольцо — установка кольца в цилиндр
При помощи набора плоских щупов замерьте зазор в замке поршневого кольца.
Зазор должен соответствовать техническим нормам, указанным в заводской инструкции. Этот зазор лежит в пределах 0,5 ? 0,15 мм (обычно 0,4 мм) в зависимости от диаметра поршня. Если зазор меньше установленной нормы, его можно отрегулировать подпиливанием торцов замка кольца.
Поршневые кольца — проверка зазора замка
Поршневые кольца — замок кольца
Специальные приспособления для подпиливания торцов замка при помощи алмазного круга. Такие приспособления применяются в условиях предприятия по капитальному ремонту двигателя.
Поршневые кольца — замок кольца
Осевой (вертикальный) зазор между торцевой поверхностью кольца и канавкой поршня:
При помощи набора плоских щупов проверьте зазор между торцевой поверхностью кольца и поверхностью канавки. Для проведения этой проверки нет необходимости устанавливать кольцо на поршень. Зазор проверяется по всей окружности поршня. Сравните величину зазора с указанной в заводской инструкции. Обычно этот зазор равен 0,04 ? 0,08 мм. Если зазор больше установленной нормы, замените поршень или подберите кольцо увеличенной толщины
Поршневые кольца — проверка зазора
Установка колец на поршень:
Поршневые кольца устанавливаются на поршень после соединения поршня с шатуном при помощи поршневого пальца.
Внимательно рассмотрите компрессионные кольца и определите, какое из кольцо верхнее, а какое второе. Найдите на кольцах метку, указывающую какой стороной кольца должны устанавливаться в сторону днища поршня (вверх).
Метки могут иметь вид: «ТОР», «Т», «•» или «?».
Поршневые кольца — метки
Обычно информация о метке и о способе определения верхнего кольца имеется на упаковке набора поршневых колец.
Первым устанавливается маслосъёмное кольцо.
При установке коробчатого маслосъёмного кольца с расширителем в виде спиральной пружины, замок пружины необходимо сместить на 180? относительно замка самого кольца.
При установке составного маслосъёмного кольца сначала установите расширитель (расширители). Убедившись, что расширитель встал правильно, установите нижнее пластинчатое кольцо и потом верхнее пластинчатое кольцо. Расположите замки пластинчатых колец под углом 180? относительно друг друга.
Детали составного маслосъёмного кольца устанавливаются руками, без применения специального приспособления.
Определите, какое из компрессионных колец является нижним, и какой стороной его необходимо устанавливать в сторону днища поршня.
Осторожно, при помощи специального приспособления, установите кольцо.
Внимание:
Не устанавливайте компрессионные поршневые кольца руками. Используйте для установки колец специальное приспособление. Установленное руками кольцо может быть безвозвратно испорчено, при этом не существует возможности достоверно убедиться в исправности кольца.
Не разжимайте концы компрессионных колец более чем это необходимо для установки колец на поршень.
Поршневые кольца — установка
Таким же способом установите верхнее компрессионное кольцо.
Убедитесь, что все кольца легко, без заеданий вращаются в своих канавках по всей окружности и при сжатии кольца полностью могут быть утоплены в канавки, без выступания за пределы поверхности поршня.
Еще раз проверьте зазор между боковой поверхностью компрессионных колец и стенкой канавки поршня (по вертикали).
Непосредственно перед установкой поршня с кольцами в цилиндр установите замки всех поршневых колец под углом 120?
Часто в руководстве по ремонту автомобиля указывается направление замков поршневых колец, в этом случае устанавливайте поршневые кольца в строгом соответствии с указаниями руководства. Но если подобные указания в руководстве по ремонту отсутствуют необходимо соблюдать общие правила.
Не располагайте замки поршневых колец посередине опорных поверхностей поршня, особенно основной поверхности. Не располагайте замки поршневых колец на стороне торцевых поверхностей поршневого пальца.
Поршневые кольца — установка
Непосредственно перед установкой собранной шатунно-поршневой группы ещё раз убедитесь, что замки поршневых колец расположены правильно.
Обкатка двигателя после замены поршневых колец
После замены поршневых колец многие водители забывают о необходимости обкатки автомобиля. Это крайне важная процедура, которой не стоит пренебрегать, если вы хотите, чтобы ремонт двигателя и замена поршневых колец не прошли зря. В статье рассмотрим, как выполнить обкатку двигателя автомобиля после замены поршневых колец.
Когда нужно выполнять обкатку после замены поршневых колец
Установка новых комплектующих в двигатель всегда требует обкатки. Касается это не только поршневых колец. Хорошо известно, что обкатка требуется после капитального ремонта мотора, либо если двигатель совсем новый.
Сама процедура обкатки подразумевает, что комплектующие “притираются” друг к другу. В случае замены поршневых колец обкатку требуется выполнять, чтобы они притерлись к поршню или цилиндру. Несмотря на то что размеры деталей стандартны, в процессе работы они изнашиваются из-за ряда технологических особенностей. Соответственно, устанавливая новые кольца в двигатель, где остались старые детали, полного соответствия размеров добиться нельзя. То есть, требуется некоторое время обкатать двигатель, чтобы детали идеально друг к другу “прижились”.
Какие виды обкатки двигателей бывают
Правильная обкатка двигателя — важная составляющая успеха. Важно понимать, что есть несколько типов обкаток:
- После капитального ремонта. Обкатка после капитального ремонта предполагает, что притереться нужно всем компонентам мотора, поскольку большая часть их меняется (обычно, после капитального ремонта остается только блок цилиндров и его головка). То есть, по факту перед водителем предстает новый двигатель. Его обкатку лучше выполнять в сервисном центре на специальном оборудовании;
- После частичной переборки мотора и замена некоторых комплектующих. Сюда можно отнести обкатку после замены поршневых колец. Данная обкатка выполняется непосредственно на дороге. Есть правила, которые нужно соблюдать, и они будут рассмотрены ниже.
Стоит отметить, что при капитальном ремонте двигателя в “гараже”, часто водители выполняют обкатку “в боевых условиях”, то есть на дороге, не используя специальное оборудование. Это не совсем правильно и может привести к снижению ресурса работы мотора.
Как выполнить обкатку после замены поршневых колец
Перед тем как приступить к процедуре обкатки, необходимо подготовить автомобиль. Несколько действий, которые требуется выполнить:
Важно: В книге по технической эксплуатации конкретной модели автомобиля может быть рассмотрен вопрос обкатки двигателя. Обязательно ознакомьтесь с советами производителя и соблюдайте их.
Специалисты рекомендуют проводить обкатку двигателя автомобиля после замены поршневых колец в течение 1500 километров. Сам процесс обкатки должен проходить, в среднем, на 2500 оборотах, лучше выполнять его на третьей передачи. Данный рекомендации позволят оптимизировать процесс “притирки” колец к поршню и цилиндру.
Первые 300 километров лучше преодолеть за один заезд. Идеально для притирки подойдет загородная трасса. Следующее 1200 километров нужно пройти в том же режиме, но не важно за какое число поездок, то есть эксплуатация может вестись в комфортном и привычном для водителя графике.
Важно: После прохождения 1500 километров нужно обязательно заменить масляный фильтр и масло.
Установка поршневых колец на поршень
1. Подготовка поршневых колец к установке.
-
Перед установкой поршневых колец с них необходимо удалить консистентное средство посредством промывки их в бензине, керосине или уайт-спирите, протереть ветошью и дать просохнуть.
2. Установка поршневых колец на поршень.
Установка поршней в сборе в цилиндр двигателя
Схема расположения поршневых колец на поршне
1- Верхнее компрессионное кольцо
2- Нижнее компрессионное кольцо
3- Маслосъемное кольцо с пружинным расширителем
4- Поршень
При установке необходимо соблюдать осторожность, чтобы не вызвать образование сколов.
Чтобы исключить преждевременный износ поршневых колец, обкатка и эксплуатация двигателя должны соответствовать правилам по эксплуатации автомобиля.
Подбор и установка поршневых колец
Перед установкой новых поршневых колец на поршень, который уже был в употреблении, необходимо очистить от сажи и нагара канавки для поршневых колец. Это нужно делать очень аккуратно, стараясь не повредить канавки, то есть, не снимая металл. Выполнить это можно куском старого поршневого кольца.
Поршневые кольца следует устанавливать после соединения поршня и шатуна. Так же установке поршневых колец предшествует процедура их подбора. Если цилиндр не растачивался и устанавливается старый поршень, необходимо использовать поршневые кольца того размера которые были установлены, то есть нельзя применять кольца ремонтного размера. Это объясняется тем, что детали ЦПГ при рабочих температурах нагреваются. Даже если удастся установить поршневые кольца большего размера, из-за расширения и неравномерного износа цилиндра, поршневые кольца с большой вероятностью сломает. Также перед установкой следует проверить наличие рекомендуемых производителем размеров тепловых зазоров между поршневым кольцом и стенками канавки поршневого кольца, а также зазора в замке поршневого кольца при помощи плоского щупа.
Перед установкой поршневых колец внимательно осмотрите их поверхность, определите какое является верхним и нижним, а какое маслосъемным. На кольцах должна быть метка, указывающая какой стороной кольцо следует устанавливать по отношению к днищу поршня. Не маловажное значение имеет информация, указанная на производителем поршневых колец на упаковке или в отдельной инструкции. Первым на поршень устанавливается маслосъемное кольцо. Если Вы устанавливаете коробчатое маслосъемное кольцо, где расширителем является спиральная пружина, то замок такой пружины нужно сместить на 180 градусов относительно замка кольца.
Уста навливая составные маслосъемные кольца, сначала устанавливаются расширитель, затем нижнее пластинчатое кольцо. Замки пластинчатых колец должны быть расположены под углом 180 градусов друг от друга. Составные маслосъемные кольца устанавливаются руками, без приспособлений. Однако это не говорит о том, что не нужно соблюдать ак куратность и сильно разгибать их элементы, также с осторожностью одевать на тело поршня не оставляя царапин и задиров.
Момент этот является очень важным, ведь при установке компрессионных колец руками их разгибание происходит неравномерно и они безвозвратно теряют свои свойства. Даже используя специальный инструмент не следует разжимать компрессионные кольца более того, что необходимо для их установки. После установки всех колец проверьте, вращаются ли они в своих канавках без заеданий. Перед самой установкой поршня в комплекте с кольцам и в цилиндр разместите все замки колец под углом 120 градусов между собой. При этом не следует располагать замки посередине опорных поверхностей поршня, а также на стороне торцевых поверхностей поршневого кольца. Правильное расположение замков поршневых колец на поршне указано на рисунке.
Устанавливать поршень в цилиндр также рекомендуется с использованием специального обжима поршневых колец.
Читайте также: