
Приспособление для запрессовки заглушек коленвала камаз
Добавил пользователь Валентин П. Обновлено: 04.10.2024
коленвал камаз 740
Всех приветствую.Кто следит за моими записями, тот в курсе какая неприятность меня постигла, провернуло вкладыши шатунные.и вот после поисков, мои боссы нашли в одно из колхозов двигатель камаз 740, двигатель со списанного камаза комбикормовоза.привезли, вскрыли поддон, открутили один шатун, вкладаши в идеале 2-го ремонта, сняли средний коренной бугель и я охренел(мягко говоря)под бугель подложенны пластинки вырезанные из банки из под пива, ну или спрайта, вкладыши некакущие, практически полностью желтые с видимой неравномерной выработкой, но 1-го ремонта.выхода нет и поэтому решено снимать вал и везти шлифовать.при разборке было замеченно что все шатунные вкладыши в идеале, на пару штуках было писяга по центру как иголкой, понятно что от стружки, коренные вкладыши все никакие.завезли в Гомель на мотроремонтный завод, те проверили, вал целый, шатунные шейки они шлифовать отказались по причине, что они в отличном состоянии, а вот коренные вывели под 2-й ремонт, в итоге вал оказался 2-го ремонта вкруг.привезли коленвал поздно вечером пятницы, поэтому сегодня ждал вкладыши и мыл коленвал.коллега придумал классный способ, подсоединили к компрессору пулевизатор, налили туда соляры, отрегулировали на струю и попробовали мыть, сколько же стружки от туда выскакивало нужно только было видеть.мыл пол дня и очень щепетильно, очень хорошо было видно как висте с солярой выскакивала мелкая стружка как порошок, его очень много осталось на картоне который был подстелен под вал, после 6-го пулевизатора стружки уже небыло обнаруженно, один пуливезатор заливали бензином, последние 2 разогретой солярой до горячего состояния, короче вымыл вал что он с завода таким не был.ну все, можно собирать, да только вот привезли вкладыши с плохой новостью, там где их брали, заглушек не оказалось, в итоге сегодня заказали, а приедут только послезавтра из Минска.вот досада, полтора потерянных дня.ну да ладно, ничего не поделаешь!вот такая вот история!но коленвал реально вымыл очень толково!всем удачи!
Ремонт коленвала автомобиля КАМАЗ, руководство

Коленчатый вал КАМАЗ, детали, запчасти (рис. 5.12):
1 — коленчатый вал в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 — ввертыш; 5, 19 — штифты; 6. 10 — шпонки сегментные; 7 — вал коленчатый; 8 — втулка; 9 — заглушка шатунной шейки; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслоотражатель задний; 15 — вкладыш подшипника верхний; 16 — полукольцо подшипника верхнее; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болты; 24 — маховик; 25 — втулка установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болты стяжные; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала
С шейки заднего конца коленчатого вала с помощью съемника И-801.01.ООО (рис. 5.16) спрессовывают задний противовес 11 (см. рис. 5.12) вместе с распределительной шестерней 13 и маслоотражателем 14, а с шейки переднего конца коленчатого вала — передний противовес 2 ведущей шестерней 3 привода маслянго насоса.

Снятие съемником И-801.01.000 шестерни заднего противовеса коленчатого вала (а), шестерни и переднего противовеса коленчатого вала (б) КАМАЗ, детали, запчасти (рис. 5.16):
1 — захват; 2. 9 — наконечники; 3 — винт; 4 — траверса; 5 — стопор; 6 — рукоятка; 7 — шестерня; 8 - задний противовес; 10 — коленчатый вал
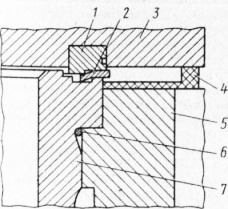
Из шеек переднего и заднего кoнцов коленчатого вала выпрессовывают сегментные шпонки 6 и 10. Для выпресовки из отверстий шатунных шеек заглушки 9 в нее устанавливают оправку с шипом и пробивают отверстие в донышке, одновременно осадив заглушку вниз на 4. 5 мм, затем захватывают заглушку через отверстие крючком и выбивают.
Из масляного канала переднего конца коленчатого вала выкручивают ввертыш 4. Из гнезда заднего конца коленчатого вала с помощью съемника выпрессовывают подшипник. При необходимости замены установочных штифтов их также выпрессовывают с распределительной шестерни 13 спресовывают маслоотражатель 14 и снимают коленчатый вал со стенда.
Коленчатый вал и снятые детали моют и сортируют.
Коленчатый вал бракуют при наличии обломов, трещин на шейках, торце крепления маховика и поверхности под манжету, при радиальном биении средней коренной шейки относительно общей оси крайних шеек более 0,05 мм, длине шатунных шеек более 67,42 мм, а также при износе: шейки под заднюю манжету — до диаметра менее 104,0 мм; коренных шеек — до диаметра менее 92,989 мм; шатунных шеек — до диаметра менее 77,99 мм; торцов пятой коренной шейки под упорный подшипник — до размера более 36,58 мм; отверстия под подшипник первичного вала коробки передач — до диаметра более 52,02 мм; шейки под передни противовес и шестерню привода масляного насоса — до диаметра менее 52,02 мм; шейки под задний противовес и распределительную шестерню — до диаметра менее 105,045 мм; шпоночного паза под передний противовес и шестерню масляного насоса — о ширины более 6,01 мм; шпоночного паза под задний противовес и шестерню распределительную — до ширины более 8,01 мм.
При износе коренных и шатунных шеек по наружному диаметру менее предельного их восстанавливают под ремонтные размеры (табл. 5.1). Этим же способом устраняют и радиальное биение средней коренной шейки относительно общей оси крайних шеек, добиваясь биения не более 0,05 мм
Ремонтные размеры шеек коленвала КАМАЗ (табл. 5.1).
| Вид размера | Диаметр шейки коленчатого вала, мм | ||
| коренной | шатунной | ||
| Начальный (по рабочему чертежу завода-изготовителя) | 95-0.015 | 80-0.013 | |
| I ремонтный | 94,5±0,011 | 79,5±0,0095 | |
| II ремонтный | 94,0±0,011 | 79,0±0,0095 | |
| III ремонтный | 93,5±0,011 | 78,5±0,0095 | |
| IV ремонтный | 93,0±0,011 | 78,0±0,0095 | |
При износе торцов пятой коренной шейки под упорный подшипник до размера более 36,28 мм проводят обработку под ремонтный размер 36,5+ 0,05 мм.
Противовесы коленчатого вала (передний и задний) бракуют при наличии обломов, а также при износе отверстия под коленчатый вал до диаметра более 125,03 мм у переднего противовеса и более 105,70 мм — у заднего, ширине шпоночного паза более 6,08 мм у переднего противовеса и 8,11 — у заднего.
Распределительную шестерню коленчатого вала бракуют при наличии обломов, сколов на рабочих поверхностях зубьев, а также при износе: зубьев по толщине — до размера менее 4,35 мм; отверстия под коленчатый вал — до диаметра более 105,07 мм; шпоночного паза — до размера более 8,11 мм.
Полумуфту отбора мощности бракуют при наличии трещин или обломов, а также при износе посадочной поверхности до диаметра более 89,9 мм и шлицев по толщине (если боковой зазор в сопряжении с новым валом привода гидромуфты, измеренный щупом, превышает 0,25 мм).
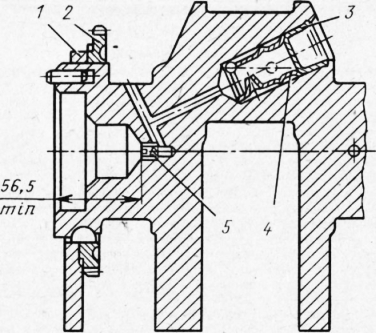
После восстановления коленчатый вал устанавливают на стенд для сборки, продувают внутренние каналы и полости сжатым воздухом. Винт-заглушку 9 (см. рис. 1.2) вкручивают в масляный канал переднего конца коленчатого вала [момент затяжки 50. 60 Н*м (5. 6 кгс*м)]. Расстояние от конца вала до ввертыша должно быть не менее 56,5 мм.

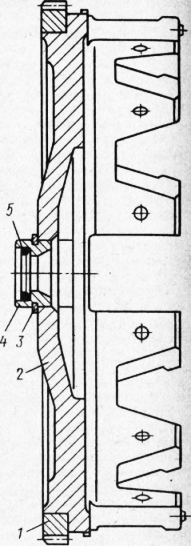
Коленчатый вал в сборе КАМАЗ, детали, запчасти (рис. 1.2):
1 — передний противовес; 2 — шестерня привода масляного насоса; 3 — заглушка; 4 — задний противовес; 5 - ведущая шестерня; 6 — маслоотражатель; 7— коленчатый вал; 8 — втулка; 9 — винт-заглушка.
В гнездо заднего конца коленчатого вала запрессовывают подшипник. В отверстие переднего конца коленчатого вала запрессовывают штифт (если он был снят). Выступание штифта от торца переднего конца коленчатого вала составляет 7 мм. В пазы переднего и заднего концов коленчатого вала запрессовывают сегментные шпонки 6 и 10 (см. рис. 5.12). Маслоотражатель 14 напрессовывают на распределительную шестерню 13 коленчатого вала до упора в торец шестерни. Напрессовку шестерни 3 привода масляного насоса и переднего противовеса 2 на шейку переднего конца коленчатого вала, а также распределительной шестерни 13 в сборе с маслоотражателем и заднего противовеса 11 на шейку заднего конца коленчатого вала производят с предварительным нагревом напрессовываемых деталей в масле до 105 °С. Напрессовку ведут до упора в торец вала, совместив пазы в шестернях и противовесах с сегментными шпонками.
В отверстия заднего конца коленчатого вала запрессовывают установочные штифты (если они были сняты). Выступание штифтов от торца заднего конца коленчатого вала должно быть 10 мм. В отверстия шатунных шеек запрессовывают на глубину 0,5 мм заглушки 9 и развальцовывают их.
Для выполнения этих операций используют оправки (рис. 5.17). При установке втулок 8 (см. рис. 1.2) их необходимо ориентировать так, как показано на рисунке.

Оправки для установки заглушек в шатунных шейках коленчатого вала: а — для запрессовки; б — для развальцовки (рис. 5.17)
Герметичность заглушек коленчатого вала проверяют с помощью расходомера. Закрепив хомут, обеспечивающий герметичность коренной шейки коленчатого вала, устанавливают на проверяемой шатунной шейке прижим с воздушным шлангом и поворотом крана управления открывают доступ сжатого воздуха к проверяемой шатунной шейке. При давлении сжатого воздуха 0,6 МПа (6 кгс/см 2 ) утечка должна быть не более 15 см /мин. Проверку повторяют три раза.
Установив на коленчатый вал полумуфту 39 (см. рис. 5.12) отбора мощности, надевают на болты 41 замковые шайбы 40, завертывают болты [момент затяжки 35 . 45 Н*м (3,5. 4,5 кгс*м) и отгибают усы замковых шайб на грани головок болтов. Установив на коленчатый вал шайбу 42 носка коленчатого вала, надевают на болты замковые шайбы, закручивают болты и отгибают усы замковых шайб на грани головок болтов. Коленчатый вал в сборе снимают со стенда.
Приспособления для разборки-сборки двигателя автомобилей КАМАЗ

Снятие шестерни (рис. 1) или заднего противовеса коленчатого вала. Лапы захватов 1 заведите за край шестерни (противовеса) и зафиксируйте винтами 5. Винт 3 через наконечник 2 уприте в торец вала, и вворачивайте его в траверсу 4 до полного снятия шестерни (противовеса).
И 801.00.001-01 Кольцо (Приспособление для установки поршня с поршневыми кольцами в гильзу цилиндра)
Для установки поршня 2 (рис. 2) в сборе с поршневыми кольцами и шатуном в гильзу цилиндра 3 предварительно сожмите поршневые кольца, утопив их в канавки поршня с помощью приспособления И801.00.001-01. Установите поршень в приспособление, сцентрируйте его с гильзой и легкими ударами рукоятки слесарного молотка осадите поршень в гильзу цилиндра.

Рис. 2 Установка поршня в сборе с поршневыми кольцами: 1 - Кольцо И801.01.001-01; 2 - Поршень; 3 - Гильза цилиндра
И 801.05.000-10СБ Съемник гильзы цилиндра

Рис. 3 Снятие гильзы цилиндра: 1 - Гайка И801.05.002-10; 2 - Захват И801.05.003; 3 - Заглушка И801.05.004; 4 - Опора И801.05.005-10; 5 - Ось И801.05.007; 6 - Винт И801.05.008; 7 - Траверса И801.39.002-01; 8 - Гайка-барашек; И801.39.011-01; 9 - Шайба
Для снятия гильзы (рис. 3) сложите захват 2 вдоль винта 6 и, в таком виде заведите внутрь гильзы. Зацепив захват за нижний торец гильзы, разверните его перпендикулярно винту. После этого установите опоры 4 в отверстия на привалочной плоскости блока цилиндров и, вращая гайку 1, выверните винт 6 из траверсы 7 до полного снятия гильзы цилиндра.
И801.06.000 Съемник пружин клапанов

Рис. 4 Снятие пружин клапанов: 1 - Винт И801.06.001; 2 - Вороток И801.06.004-10; 3 - Траверса И801.06.002; 4 - Тарелка И801.06.005; 5 - Головка цилиндра; 6 - Штифты; 7 - Основание И801.06.009
Для снятия пружин установите головку цилиндра 5 (рис.4) на основание 7 так, чтобы штифты 6 вошли в установочные отверстия. Вращением воротка 2 вверните винт 1 и через тарелку 4 отожмите пружины клапанов настолько, чтобы свободно снять сухари. После этого, вращением воротка 2, выверните винт 1 из траверсы 3, поднимите тарелку 4 съемника и снимите тарелки клапанов и пружины.
И801.07.000 Съемник седел клапанов

Рис. 5 Выпрессовка седла впускного клапана: 1 - Гайка И801.07.004; 2 - Цанга И801.07.07; 3 - Винт И801.07.006; 4 - Вороток И801.07.100; 5 - Скоба И801.07.001
Выпрессовка седла впускного клапана. На съемник установите цангу 2 впускного клапана (рис.5). Установите скобу 5 на плоскость разъема головки цилиндра, а кромку цанги визуально установите на стыке торца седла клапана и головки. Удерживая её в этом положении, вращением гайки 1 поднимите винт 3 из скобы и разожмите цангу, кромка которой врежется в тело головки цилиндра по стыку с седлом клапана. После этого, вращением воротка 4, выверните винт 3 из скобы и выпрессуйте седло клапана.
Для облегчения установки цанги в стык седла и тела головки допускается чередовать воздействие на вороток 4 и гайку цанги, т.е. после поворота воротка на 1/4 оборота, подтяните гайку цанги. Прием повторите 2-3 раза.
Выпрессовку седла выпускного клапана производите аналогично выпрессовке седла впускного клапана, но на съемник установите цангу выпускного клапана.
И 801.08.000СБ Приспособление для снятия и установки поршневых колец

Рис. 6 Снятие (установка) поршневого кольца: 1 - Корпус И801.08.001; 2 - Крышка И801.08.002; 3 - Рычаг левый; 4 - Ручка И801.08.004; 5 - Серьга И801.08.005; 7 - Рычаг правый И801.08.007; 8 - Поршневое кольцо
Для снятия поршневого кольца 8 (рис. 6) наденьте приспособление на поршень так, чтобы верхний торец кольца прилегал к корпусу 1 съемника, а концы рычагов 3 и 7 заведите в замок кольца. Сожмите ручки 4, при этом концы рычагов разойдутся, разжав кольцо. Рычаги могут перемещаться в пазах кор пуса и крышки 2, поэтому, если кольцо не вышло из канавки поршня, выведите его из канавки перемещением рычагов и снимите с поршня.
Установку поршневого кольца производите в обратном порядке.
И 801.14.000СБ Ключ для регулировки клапанов двигателя

Рис. 7 Регулировка тепловых зазоров: 1 - Корпус И801.14.100СБ; 2 - Отвертка И801.14.200СБ; 3 - Гайка И801.14.001; 4 - Пружина И801.21.003; 5 - Втулка И801.14.003; 6 - Шайба
Для регулировки тепловых зазоров установите отвертку 2 (рис. 7) в паз регулировочного винта, затем установите на гайку регулировочного винта корпус 1. Отпустив гайку ключом и удерживая его одной рукой, отрегулируйте зазор отверткой. После того как зазор отрегулирован, удерживая отвертку, затяните гайку.
И 801.17.000СБ Съемник шатунных крышек
Для снятия нижней крышки шатуна заведите скобу 1 (рис. 8) за выступы крышки и зафиксируйте держателями 5. Вверните шток 2 в скобу до упора в крышку. Ударом толкателя 4 об упор рукоятки 3 снимите крышку.

Рис. 8 Снятие крышки шатуна: 1 - Скоба И801.17.001; 2 - Шток И801.17.002; 3 - Рукоятка И801.18.003; 4 - Толкатель И801.17.002; 5 - Держатель И801.17.004; 6 - Пружина И801.17.005; 8 - Штифт; 9 - Палец; 10 - Шайба; 11 - Шайба волнистая; 12 - Винт
И 801.18.000СБ Съемник крышек коренных опор коленчатого вала

Рис. 9 Снятие крышек коренных опор коленчатого вала: 1 - Тяга И801.18.001; 2 - Толкатель И801.18.002; 3 - Рукоятка И801.18.003; 4 - Штифт
Для снятия крышки установите тягу 1 (рис. 9) в отверстие крышки коренной опоры. Ударом толкателя 2 об упор рукоятки 3 снимите крышку.

Рис.10 Схема установки моментоскопа: 1 - Стеклянная трубка; 2 - Переходная трубка; 3 - Отрезок топливопровода высокого давления; 4 - Накидная гайка
Чертежи съёмников. Приспособления для ремонта. Инструмент
В данной теме будут даваться чертежи съёмников и приспособлений для ремонта автомобиля, а также чертежи специального инструмента.
На настоящий момент имеются следующие чертежи:
Чертёж съёмника гайки штока стойки передней подвески.

Чертёж универсального винтового съёмника пальцев рулевых тяг.

Чертёж стяжек пружин передней и задней подвесок.

Чертёж съёмника для выпрессовки сайлент-блока амортизатора задней подвески.

Чертёж съёмника для запрессовки сайлент-блока амортизатора задней подвески.

Чертёж съёмника ступичного подшипника переднего и заднего колёс.
Выколотки для выбивания ступичного подшипника
Фото выколоток для выбивания ступичного подшипника 
Оправки для запрессовки ступичного подшипника
Фотография оправок для запрессовки ступичного подшипника переднего и заднего колеса ВАЗ-2108, ВАЗ-2109, ВАЗ-21099, ВАЗ-2113, ВАЗ-2114, ВАЗ-2115. На фотографии также показаны кольца от старых ступичных подшипников, они также помогают при запрессовке. 
Чертёж съёмника для замены резинометаллических шарниров задней балки.
Замена резинометаллических шарниров задней балки
Фотография съёмника 
Чертёж съёмника
Чертёж съёмника для замены сайлентблоков рычага передней подвески.
Фотографии съёмника 
Съёмник для замены сайлентблоков рычага передней подвески
Приспособление для сжатия тормозных цилиндров.
Приспособление для сжатия тормозных цилиндров изготовлено из старых тормозных колодок. Вроде всё видно на фото.
Фото приспособления для сжатия тормозных цилиндров. 
Приспособление для запрессовки заглушек коленвала камаз
Жигуль
Добрый день форумчане, капиталю двиг и после расточки достал из коленвала заглушки на маслянных каналах. Заглушки новые я купил, но вот как запрессовать их так, чтобы давлением не выдавило. (так или иначе давление + центрифуга = не хилая нагрузка). Уже понимаю что зря достал. Но грязи там была уйма. Специальной оправки найти не могу по магазинам, но есть допуск к токарному станку (только по субботам, т.е. ближайшее - завтра). В принципе оправку могу сам выточить - благо опыт есть.
Расскажите кто и как запрессовывал данные заглушки, уж очень за них боюсь (
В Инете же нашел:
После шлифования и последующей доводки шеек удаляют заглушки масляных каналов, а затем прогоняют гнезда (диаметр гнезд 10-0.036 мм) заглушек зенкером А.94016/10, надетым на оправку А.94016. Тщательно промывают коленчатый вал и его каналы для удаления остатков абразива и продувают сжатым воздухом. После окончания этих операций необходимо запрессовывать новые заглушки и зачеканить каждую в трех точках кернером.
Что это за оправки такие и как понять: "затем прогоняют гнезда заглушек"? Т.е. нужно разверткой пройти ту бронзовую втулку в которой держится заглушка?
abcorpse Просмотр профиляМатерый ЖигулистЪ
у меня друг вроде клапаном вбивал их, и чемто еще.
точно не помню.
какаето самодельная хреновина, конусная, бьюшь её и расплёскиваешь заглушку.
Loger![]()
Жигуль
Дак все же клапаном или "конусной хреновиной"? Или клапан под конус точил. Или эту "херню" на клапан надевал?
Нужен ли герметик? Подойдет ли красный Gesket market?
jeniok Просмотр профиляОтпетый ЖигулистЪ
![]()
Жигуль
Отпетый ЖигулистЪ
В принципе можно и так. Если уверен, что не испортишь. Только зачеканить нужно все-равно. Открутится, давление в ноль упадет.
За герметик не парься. Он нигде не продается, потому-что книга по ремонту писалась 40 лет назад, никто и не мажет его. Но силиконовый красный герметик ни в коем случае.
![]()
Жигуль
![]()
Отпетый ЖигулистЪ
![]()
Жигуль
![]()
Отпетый ЖигулистЪ
![]()
ЖигулистЪ
Жигуленышь
![]()
Жигуль
Сегодня заехал в сервисный центр, специализирующийся именно на двигателях. Работают мужики уже все в возрасте, там же и работает мой бывший технаря по сопромату - очень толковый мужик. Со своим вопросом я угадал на перекур и вокруг меня все собрались дабы поржать, окрестив "еще одним дурачком, ничитавшимся интернета". [b]А суть проста - оказывается клапаном на 8 (которым большинство забивает и считает это идеально удобным) - в корне не верно,[/b] ибо 8 мм, это диаметр дна заглушки. Забивание заглушки должно происходить так, чтоб ударная нагрузка была на стенки заглушки, а не на её крышку. Забивать можно с помошью трубочки подходящего диаметра. Я, если не ошибаюсь, использовал торцевую головку под болты М6.
Забили, закернили и никуда заглушка не денется.
Способ проверенный годами
Клей никакой не применял, просте негде взять высокотемпературный клей, который не выгорит при температуре около 200 градусов. Никакие высокотемпературные герметики для этой цели не годятся. Они низкодисперсионные и не могут растекаться очень тонким слоем в несколько соток.
Вот и всего-то, господа )
Отъявленный ЖигулистЪ
Вот размеры оправки:
slavok
![]()
Жигуль
Когда-то отвечал на пост по прочистке коленвала, с описанием как менять заглушки:
"Т.к. в месте где расположена заглушка находится центробежный грязеуловитель, там скапливается грязь.
Когда весь грязеуловитель заполнен грязь идет прямиком во вкладыши, поэтому при капиталке нужно чистить каналы полностью, механическим образом. Тем более при шлифовке в канал попадают абразивные частицы.
(* кто не уверен что сможет вскрыть заглушки лучше просто промыть бензином, только в грязеуловителе все также останется)
Я чистил каналы так:
1) Берем гвоздь и пробиваем заглушку по центру
2) шипцами для стопорных колец поддеваю заглушку и крутя вытаскиваю
5) Фото со снятой заглушкой
6) Нужно купить анаэробный герметик резьбы.
я приобрел "термоядерный".
Высокотемпературный (230гр), с особо сильным скреплением.
цена - 170р.
7) ищем по городу заглушки на коленвал. не везде еще можно купить. надо брать с запасом.
10) Керном закерниваю в 3х точках
11) готово
Нужно все делать аккуратно. Так как если вылетит заглушка, последствия будут плачевные.
[/quote]
Приспособление для запрессовки заглушек коленвала камаз
Технические условия на сборку двигателя КамАЗ-740Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ . Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
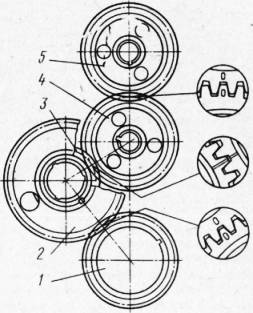
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Радиальное биение посадочного диаметра и осевого торца картера маховика под картер сцеплени^ относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
Затем установить компрессионное кольцо, покрытое мплийя^и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
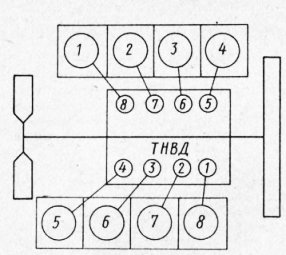
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Руководство КамАЗ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ АВТОМОБИЛЕЙ КамАЗ-5320, 5410, 5511, 4310 - страница 4
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в'отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).

Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30


Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка


20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Съемник технологических заглушек АвтоТЭН S3345
Съемник (для выпрессовки технологических заглушек двигателей автомобилей) с набором цанг. Предназначен для удаления технологической заглушки из блока двигателя при профессиональной установке электроп.
894-1490 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели автомобилей иностранного производства. Выпускаются номинальной мощностью 0,6 кВт; Диаметр посадочного места 30 мм. Устанавливаются в блок двигателя взамен техн.
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели Д-240; 243; 245 и их модификации (Зил, Бычок). Номинальная мощность электроподогревателя 0,8 кВт; Диаметр посадочного места 45 мм. Устанавливаются в блок двига.
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели: MAN D2555…2876. Выпускаются номинальной мощностью 0,8 кВт; Диаметр посадочного места 62 мм. Устанавливаются в блок двигателя взамен технологической заглушки. .
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели автомобилей иностранного производства. Выпускаются номинальной мощностью 0,6 кВт; Диаметр посадочного места 38 мм. Устанавливаются в блок двигателя взамен техн.
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели КамАЗ-740.10 и его модификации. Номинальная мощность электроподогревателя 0,8 кВт; Диаметр посадочного места 30 мм. Устанавливаются в блок двигателя взамен тех.
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели: CUMMINS 6ISBe285 и его модификации Выпускаются номинальной мощностью 0,8 кВт; Диаметр посадочного места 58 мм. Устанавливаются в блок двигателя взамен техноло.
894-1490 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели ВАЗ-2108…21083. Выпускаются номинальной мощностью 0,6 кВт; Диаметр посадочного места 36 мм. Устанавливаются в блок двигателя взамен технологической заглушки. .
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели Д-240; 243; 245 и их модификации (Автотракторы). Номинальная мощность электроподогревателя 0,8 кВт; Диаметр посадочного места 45 мм. Устанавливаются в блок дви.
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели КамАЗ-740.10 и его модификации. Номинальная мощность электроподогревателя 0,8 кВт; Диаметр посадочного места 30 мм. Устанавливаются в блок двигателя взамен тех.
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели ЯМЗ-236, 238 и их модификации (МАЗ). Номинальная мощность электроподогревателя 0,7 кВт; Диаметр посадочного места 28 мм. Устанавливаются в блок двигателя взаме.
1194-1990 руб. (Мин. заказ: 1 шт.)
Предназначены для установки в двигатели ВАЗ-2101…21067; 2121…2123 (ВАЗ, Нива, Иж-Орбита) Выпускаются номинальной мощностью 0,6 кВт; Диаметр посадочного места 40 мм. Устанавливаются в блок двигателя в.
Читайте также: