
Ремонт поршневой группы камаз
Обновлено: 05.07.2024
Ремонт поршневой группы камаз
На поршень устанавливают два компрессионных кольца и одно маслосъемное
Компрессионные кольца предназначены для предотвращения прорыва газов в картер при их сжатии и расширении
Кроме того, они служат для передачи теплоты от поршня к цилиндру.
Маслосъемное кольцо служит для удаления излишка масла с рабочей поверхности цилиндра и предотвращения попадания его в камеру сгорания.
1. Отвернуть четыре болта крепления головок и снять головки блока цилиндров.


2. Снять поддон двигателя и прокладку поддона.
3. Снять масляный насос.

4. Отвернуть гайки шатунных болтов и снять крышку шатуна.
Так как крышка сидит плотно, сбить ее несильными ударами молотка. Вынуть из крышки вкладыш шатунного подшипника.
5. Протолкнуть поршень в цилиндр так, чтобы он вышел из цилиндра, и затем вынуть его вместе с шатуном.
Вынуть из шатуна вкладыш шатунного подшипника.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.


Проверить метки на шатуне и крышке шатуна. Если метки не видны — пометить шатун и крышку номером цилиндра.
6. Таким же образом вынуть остальные поршни с шатунами.

7. С помощью съемника снять поршневые кольца.
8. Снять стопорные кольца с двух сторон поршня.
9. Нагреваем поршень в масляной ванне и вынимаем поршневой палец из шатуна, перед этим заметив положение шатуна относительно поршня.
10. Таким же образом снять остальные поршни с шатунов.

11. После разборки промыть все детали в бензине. Очистить поршни от нагара. Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.

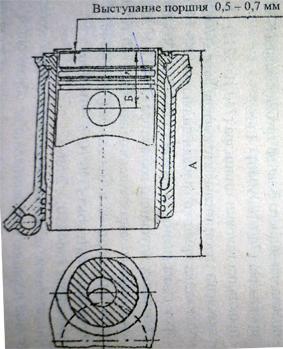
12. Для уменьшения надпоршневого зазора при сборке двигателя подбором варианта исполнения поршня обеспечивают выступление его над уплотнительным торцом гильзы на 0,5. 0,7 мм.
Индекс варианта поршня (10, 20, 30, 40) нанесен на его днище, а также на нерабочем торце выступа гильз.
Диаметр поршневого кольца в свободном состоянии больше, чем диаметр цилиндра, поэтому при установке оно плотно прижимается к его стенкам.
В канавке поршня кольцо образует лабиринтное уплотнение с малым зазором.
Газы, попадая в этот лабиринт из надпоршневого пространства, снижают свое давление и скорость и прижимают кольцо к стенке цилиндра.
Разрез в кольце называют замком.
В рабочем состоянии кольца всегда должен быть зазор в замке, чтобы оно при нагревании не заклинивалось.
Значение зазора при установке поршня в цилиндр находится в пределах 0,4 . 0,8 мм для компрессионных колец, 0,3 . 0,7 мм для маслосъемного.

Чтобы кольца свободно пружинили, их в канавках на поршне по высоте устанавливают также с небольшим зазором.
Торцовый зазор у верхнего компрессионного кольца несколько больше, чем у нижнего.
Компрессионные кольца имеют трапециевидное сечение.
Рабочая поверхность верхнего компрессионного кольца покрыта хромом, имеет зеркальную поверхность, нижнего — молибденом, она матовая.
Во время движения поршня кольца прижимаются то к верхним, то к нижним плоскостям канавок и создают этим необходимое уплотнение, препятствующее прорыву газов в картер через канавки.
При этом компрессионные кольца могут перекачивать в камеру сгорания масло, снимаемое ими со стенок цилиндра: когда поршень движется вниз, масло собирается в зазоре между кольцом и нижней плоскостью канавки, а когда перемещается вверх, масло выдавливается в зазор между кольцом и верхней плоскостью канавки.
Разрежение в цилиндре при такте впуска также способствует этому.
С увеличением торцового зазора в сопряжении кольцо — канавка поршня из-за насосного действия колец возрастает количество перекачиваемого масла в камеру сгорания, в результате резко повышается его расход.
Поэтому необходимо проверять торцовый зазор после установки колец на поршень.
Маслосъемное кольцо сборное; оно состоит из чугунного кольца коробчатого сечения с хромированной рабочей поверхностью и витого пружинного расширителя.
Хромирование колец повышает их износостойкость.
Нижняя канавка в поршне под маслосъемное кольцо имеет отверстия по всей окружности для отвода масла, снимаемого кольцом с поверхности цилиндра.

Поршень с шатуном соединен пустотелым пальцем плавающего типа, осевое перемещение которого в поршне ограничивается двумя пружинными стопорными кольцами.
Шатуны стальные, двутаврового сечения. Нижняя головка шатуна разъемная.
Для точной посадки вкладышей нижнюю головку шатуна окончательно обрабатывают в сборе с крышкой, вследствие чего крышки шатунов не взаимозаменяемы.
На крышке и шатуне нанесены метки спаренности в виде трехзначных порядковых номеров. Кроме того, на крышке шатуна выбит порядковый номер цилиндра.
Подшипниками скольжения в верхней головке шатуна служат биметаллические неразъемные втулки с рабочим бронзовым слоем; в нижней головке шатуна — съемные взаимозаменяемые вкладыши.
Крышка нижней головки шатуна крепится гайками на двух болтах, запрессованных в боковые выступы нижней головки шатунах
Специальное стопорение шатунных болтов и гаек от самоотворачивания не предусмотрено.
Это объясняется тем, что шатунные болты автоматически предохраняются от самоотворачивания за счет трения в резьбе при условии строгого выполнения требований к затяжке гаек шатунных болтов.
Шатунные болты могут разорваться из-за недостаточной или чрезмерной затяжки.
Болты нужно затягивать до удлинения на 0,25 - 0,27мм.

Установка гильз цилиндров в блок
Перед установкой гильз в блок на фаски наносится смазка ЦИАТИМ.
Гильзы цилиндров вставляются усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец.
Поршень с пальцем и шатуном собирается после нагрева поршня до температуры 80÷100˚ C.
Отверстия в шатуне под пальцем и сам палец предварительно смазываются дизельным маслом.
Палец устанавливается усилием большого пальца руки. Не допускается запрессовка пальца с помощью инструмента.
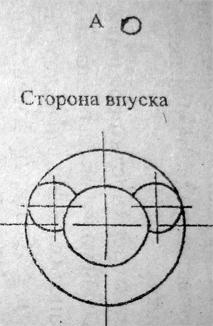
Выточки на поршне и пазы под усы вкладышей на шатуне должны располагаться в одну сторону (рис. 16).
Поршневые пальцы фиксируются стопорными кольцами.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6÷0,7 мм, рисунок 17.
Метод измерений расстояния от образующей шатунной шейки коленвала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показан на рисунке 18.
Замена гильз и деталей шатунно-поршневой группы двигателя КАМАЗ
Как ремонтировать шатунно-поршневую группу КАМАЗ-740?
Наша задача освоить приемы разборочно-сборочных работ и основы комплектации деталей при замене изношенного гильзо-поршневого комплекта.
Содержание работы:
1 Выполнение необходимых разборочных работ применительно к деталям гильзо-поршневого комплекта.
2. Комплектование деталей гильзо-поршневой группы с учетом требований ТУ на сборку.
3. Выполнение сборочных работ при установке гильзо-поршневого комплекта на двигатель.
Замена поршневых колец
своими руками.
Как узнать, что надо
менять поршневые кольца?

Комплект гильз цилиндров и деталей шатунно-поршневой группы на двигателе КамАЗ-740 заменяют в условиях автомастерской без снятия двигателя с автомобиля в объеме работ текущего ремонта.
Перед началом разборочно-сборочных работ должны быть опорожнены системы охлаждения двигателя и системы смазывания.
1) Жидкость из системы охлаждения сливают через три краника (5320-8105010, 5320-1305010), открыв крышку расширительного бачка (5320-1304010).
2) Для слива масла необходимо вывернуть сливную пробку из поддона картера (870886). После слива ввернуть ее на место вместе с прокладкой (870625). Масло сливать только из прогретого двигателя!

Ремонт автомобиля своими руками
для настоящих автомобилистов,
как ремонтировать двигатель самому
После проведения разборочных работ на рабочем месте для повторного использования остаются следующие сборочные единицы и детали (при условии годности для дальнейшей эксплуатации):
- коллекторы выпускные в сборе (740.1008020);
- фильтр тонкой очистки топлива (740.1117010);
- компрессор пневматического тормоза в сборе (5320-3509015);
- коллектор впускной правый в сборе (740.1115012) с расширительным бачком и трубками (5320-1311010);
- коллектор впускной левый в сборе (740.1115014);
- стойки коромысел с коромыслами в сборе (740.1007091-10, 740.1007140);
- штанги толкателей в сборе (740.1007176);
- болты головок цилиндров (740.1003016-02);
- головки цилиндров с клапанами в сборе (740.1003010-11);
- крышки головок цилиндров (740.1003264-21);
- форсунки в сборе (33.1112010);
- скобы крепления форсунок (740.1009010);
- картер масляный в сборе. (740.1009010);
- картер масляный в сборе с шестерней ведомой привода насоса масляного (740.10110101-02), трубкой всасывающей (740.1011398) и трубкой подводной клапана системы смазывания (740.1011538).
Указанные сборочные единицы и отдельные детали должны быть тщательно очищены, вымыты и подвергнуты дефектации. Детали, непригодные к дальнейшей эксплуатации, необходимо заменить новыми или восстановленными.
Все прокладки, снятые при разборке двигателя, независимо от их состояния, подлежат замене новыми прокладками. Допускается отжиг медных шайб уплотнения топливных трубопроводов. Все снимаемые при разработке нормали (болты, гайки, шайбы и др.) сортируют по типам и размерам и хранят в соответствующих ячейках сборника нормалей. Не допускаются к сборке болты и гайки с изношенными или помятыми гранями, а также имеющие повреждение более двух ниток резьбы.
В процессе разборочно-сборочных работ рекомендуется применять гайковерты (пневматические или электрические). При недостаточном крутящем моменте гайковерта для трогания с места (или нормированного момента затяжки) болта, гайки следует применять динамометрический ключ с торцовыми головками.
Последовательность проведения работ
по капитальному ремонту двигателя
своими руками
Для проведения сборочных работ дополнительно к повторно используемым рабочее место должно быть обеспечено следующими сборочными единицами и деталями:
- гильза цилиндра (740.1002021) - 8 шт.;
- кольцо уплотнительное гильзы (740.1002024) - 16 шт.;
- кольцо уплотнительное верхнее гильзы (740.1002031) - 8 шт.;
- поршень с шатуном и кольцами в сборе (740.1004010-10) - 8 шт.;
- вкладыш нижней головки шатуна (740 1004058 «или 740.1004058Р)- 16 шт.;
- прокладка заднего фланца трубки клапана (740.1011091) - 1 шт.;
- прокладка (740Л 009040) - 1 шт.;
- прокладка головки цилиндра (740.1003213) - 8 шт.;
- прокладка уплотнительная головки цилиндра(740Л003213-11) -8 шт.;
- прокладка крышки головки цилиндра (740.1003270-10) - 8 шт.;
- прокладка фланца водяной трубы (740.1303268) - 8 шт.;
- прокладка впускного коллектора (740.1115026) - 8 шт.;
- прокладка соединительного патрубка (740 1115036-01) - 2 шт.;
- прокладка корпуса компрессора (740.3509403-10) - 1 шт.;
- прокладка патрубка (740.1008050) - 8 шт.;
- прокладка (864420) - 2 шт.
При установке поршней в гильзы цилиндров необходимо проверить соответствие поршня по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндра (индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы). Поршни с индексом 10 можно устанавливать в любые гильзы (КЭ 20).
После проведения сборочных работ регулируют зазоры между клапанами и коромыслами, заправляют двигатель свежим моторным маслом, охлаждающей жидкостью и обеспечивают поступление топлива к форсункам. Производят запуск двигателя.
Двигатель должен работать устойчиво, без перебоев, стуков и посторонних шумов. После прогрева двигателя проверяют герметичность соединений. В соединениях не должно быть следов подтекания охлаждающей жидкости, моторного масла и топлива. Прорыва газа через прокладки не допускается.
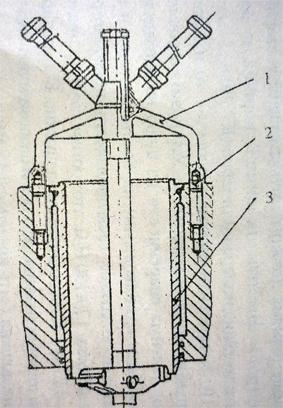
1 - съемник, 2 - опора, 3 - гильза цилиндра.
![]()
Обработку деталей под ремонтный размер
проводят во время
капитального ремонтаа двигателя
1. Стенд лабораторный для крепления двигателя КамАЗ-740.
2. Верстак слесарный с тисками слесарными ГОСТ 4045-75.
3. Линейка измерительная с пределом измерения 300 мм (линейка - 300 ГОСТ 427-75).
4. Штангенциркуль ШЦ-П-250-0,05 ГОСТ 166-89.
5. Микрометр МК-125-1 ГОСТ 6507-78
6. Щуп № 2 ГОСТ 882-75.
7. Ключ динамометрический с предельным крутящим моментом 240Н*м.
9. Отвертка 175x0,7 ГОСТ 24437-80.
10. Плоскогубцы ГОСТ 7236-86.
11. Ломик для поворота коленчатого вала.
12. Приспособление специальное инерционное для снятия крышки шатуна.
13. Съемник специальный для снятия гильз.
14. Приспособление специальное для запрессовывания гильз цилиндров.
15. Обойма для установки поршня в гильзу цилиндра.
Порядок выполнения работы по замене гильз цилиндров и шатунно-поршневой группы двигателя КАМАЗ-740

Комплектование деталей для
ремонта головки блока цилиндров.
Как ремонтировать головку блока
цилиндров самому.
1. Повторить все разборочные операции по ремонту головки блока цилиндров.
2. Вывернуть 22 болта крепления картера масляного к блоку и шесть гаек. Снять болты, гайки и 28 шайб пружинных. Снять масляный картер (740 1009010) и прокладку (740.1009040).
3. Вывернуть болт крепления трубки всасывающей масляного насоса, два болта крепления к блоку трубки подводной клапана системы смазки, три болта крепления масляного насоса к блоку. Снять болты с пружинными шайбами. Снять масляный насос в сборе с ведомой шестерней привода масляного насоса (740.10110101-02) всасывающей трубкой (740.1011398) и подводной трубкой клапана системы смазывания (740.1011538), прокладкой заднего фланца трубки клапана (740.1011091). Уложить на верстак, предохранив от попадания пыли и грязи.
4. Установить 1-ю шатунную шейку коленчатого вала в нижнее крайнее положение. Отвернуть четыре гайки болтов крепления крышек шатунов 1-го и 5-го цилиндров, снять крышки с вкладышами (740.1004055, 740.1004058)7 вынуть вкладыши, уложить крышки на верстак.
Вытолкнуть поршни с шатунами в сборе из 1-го и 5-го цилиндров. Установить соответственно крышки 1-го и 5-го шатунов на шатуны (разукомплектование шатунов и крышек не допускается). Убедиться в правильности постановки клейм спаренности на шатуне и его крышке. Совместить обе части шатуна по клеймам, установить болты и навернуть гайки без затяжки. Уложить поршни с шатунами и кольцами в сборе на верстак.

Как ремонтировать блок цилиндров двигателя?
Восстановление блока цилиндров заваркой,
способ заделки трещины блока цилиндров эпоксидкой
6. Произвести комплектацию новых и восстановленных деталей для обеспечения установки гильзо-поршневого комплекта на двигатель:
- гильза цилиндра (740.1002021) - 8 шт.;
- кольцо уплотнительное гильзы (740.1002024) - 16 шт.;
- кольцо уплотнительное гильзы верхнее (740.1002031) - 8 шт.,
- поршень с шатуном и кольцами в сборе (740.1004010-10) - 8 шт.,
- вкладыш нижней головки шатуна (740.1004058 или 740.1004058Р)
7. Зачистить от забоин и ржавчины и протереть посадочные пояски в блоке цилиндров Смазать посадочные пояски в блоке и у гильзы моторным маслом, применяемым для смазывания двигателя. Установить в кольцевые проточки блока два уплотнительных кольца (740 1002024); и под бурт гильзы - уплотнительное верхнее кольцо (740.1002031) При установке колец не допускать их скручивания. Запрессовать последовательно восемь гильз в блок цилиндров.
8. Установить 1-ю шатунную шейку коленчатого вала в нижнее крайнее положение. Протереть и смазать моторным маслом гильзы 1-го и 5-го цилиндров и 1-ю шатунную шейку коленчатого вала.
Отвернуть гайки, крепящие крышки шатунов 1-го и 5-го цилиндров, снять крышки. Установить вкладыши нижней головки шатуна (740.1004058 или 740.1004058Р) в постели крышки и стержня шатуна. Обеспечить соответствие размеров вкладышей размерам шатунных шеек коленчатого вала.
9. Установить смежные поршневые кольца на поршнях 1-го и 5-го цилиндров замками в противоположные стороны. Вставить последовательно поршень 1-го и 5-го цилиндров в сборе с шатуном и кольцами в гильзы соответствующего цилиндра (выточки под клапаны на днище поршня должны быть смещены в сторону развала блока цилиндров). Выбить на днище поршня и на торце гильзы соответствующие номера цилиндров (КЭ 40).
10. Установить нижние головки 1-го и 5-го шатунов на 1-ю шатунную шейку коленчатого вала. Установить соответствующие крышки шатунов (клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми) на болты шатунов и навернуть гайки. Окончательную затяжку гаек произвести динамометрическим ключом, момент затяжки 120-130 Н*м, что соответствует удлинению стержня болта на 0,25-0,27 мм. Контролировать удлинение. Контролировать зазор между торцами нижних головок шатунов и щеками коленчатого вала Суммарная величина должна быть не менее 0,15 мм.
Проверить свободу проворачивания коленчатого вала.
11. Обеспечить комплектацию новых и работоспособных деталей для обеспечения установки масляного насоса и масляного картера в сборе на двигатель:
- насос масляный с шестерней в сборе (740.1011010-02) - 1 шт.;
- трубка всасывающая масляного насоса (740.1011398) - 1 шт.;
- трубка подводная клапана системы смазывания (740.1011538) -1 шт.
- прокладка заднего фланца трубки клапана (740.1011091) - 1 ш
- картер масляный в сборе (740.1009010) - 1 шт.;
- прокладка (740 1009040) - 1 шт.
13. Нанести на поверхность прокладки масляного картера (740.1009040) тонкий слой уплотнительной пасты, установив прокладку нашесть шпилек. Установить масляный картер (740.1009010), навернуть шесть гаек и ввернуть 22 болта, предварительно надеть на болты и шпильки пружинные шайбы. Окончательную затяжку болтов и гаек произвести динамометрическим ключом с моментом 15-17 Н*м.
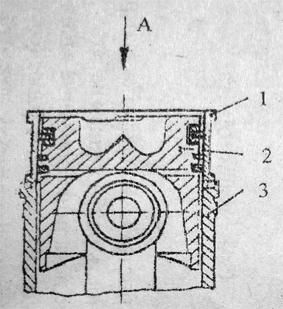
1 - обойма, 2 - поршень, 3 - гильза цилиндра.
14. Повторить комплектацию и сборочные операции по замене головки цилиндра (работа 1).
Замена поршневых колец двигателя КАМАЗ

Поршневые кольца герметизируют камеру сгорания, регулируют расход смазки и улучшают теплопередачу через стенку цилиндра. Повышение расхода моторного масла может сигнализировать об износе, появлении трещин и задиров на поршневых кольцах, рабочих поверхностях цилиндров, о залегании поршневых колец в пазах поршня. Также износ поршневой группы провоцирует выброс из системы охлаждения антифриза. В этих случаях целесообразно заменить поршневые кольца двигателя КАМАЗ или всю поршневую группу в целом. Завод изготовитель настоятельно советует применять исключительно сертифицированные комплектующие. Ведь мощность двигателя грузового автомобиля приличная, а в многочисленных контрафактных комплектующих не выдерживается требуемый состав стали.
Разборка двигателя на стенде
Демонтируем двигатель с КАМАЗа. Перед установкой на стенд снимаем вентилятор, полнопоточный фильтр для очистки масла, выпускные коллекторы с патрубками, стартер и кронштейны передних опор. Для установки двигателя КАМАЗ на стенд в трубопроводные отверстия предпускового подогревателя блока цилиндров устанавливаем и закрепляем кронштейны, после этого вворачиваем «пальцы» до упора. Мотор на стенде поворачивается вокруг горизонтальной оси вращением рукоятки червячного редуктора. Для поворота двигателя КАМАЗ вокруг вертикальной оси необходимо нажать на специальную педаль.
Разборка двигателя на автомобиле
- Замена поршневых колец также может производиться без демонтажа двигателя. В этом случае работы выполняются на подъёмнике, или смотровой яме.
- Сначала надо поднять кабину КАМАЗа.
- Затем моторное масло и охлаждающую жидкость слить с двигателя.
- Приступаем к демонтажу головки блока цилиндров. Потребуется снять поддон, поочерёдно раскрутить шатуны (чтобы нижние части не перепутать) и вытянуть блок вместе с поршнями вверх.
- Извлекаем из бобышек поршня стопорные кольца.
- Выпрессовываем поршневые пальцы.
- Теперь можно извлечь гильзы. Чтобы не повредить блок цилиндров, выбивать гильзы не рекомендуется даже самыми мягкими выколотками. Их надо выпрессовывать специальным съёмником. Плашку съёмника фиксируют на нижнем торце гильзы. Затем аккуратно прокручивают резьбовой винт до полного выхода гильзы. Вместе со съёмником гильзу извлекают вверх.
- Разобрав двигатель, желательно заменить коренные вкладыши на коленвале.
Подготовка комплектующих
Поршневые кольца, гильзы и сами поршни поставляются в смазке. Поэтому перед их установкой детали промывают в дизельном топливе.
Не стоит торопиться запрессовывать новые гильзы. Их ещё требуется подобрать к конкретному блоку цилиндров. Торец гильзы должен чуть-чуть возвышаться над плоскостью блока. Также надо следить, чтобы установленная гильза (без уплотнительных колец) свободно проворачивалась в блоке.
Сборка двигателя КАМАЗ
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
- Непосредственно перед установкой коленчатого вала смажьте поверхность вкладышей коренных подшипников и коренные шейки вала чистым дизельным маслом.
- Установите упорные полукольца вала в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Сборка и установка газораспределительного механизма
Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.

Рис. 64. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
Установка распределительных шестерен за задний торец блока цилиндров
становка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 3.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.

Рис. 3. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
Установка цилиндро-поршневой группы в блок цилиндров.
Установка гильз цилиндров в блок.
Перед установкой гильз цилиндров в блок на фаски наносится смазка типа ЦИАТИМ. Гильзы цилиндров вставляются в блок усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец. На верхнем торце каждой гильзы со стороны, обращенной к вентилятору, наносится номер цилиндра.
Подготовка и установка поршней в гильзы цилиндров в сборе с кольцами, пальцами и шатунами.
Поршень с пальцем и шатуном, показанный на рис. 4, собирается после нагрева поршня до температуры 80…100°С. Отверстия в шатуне под пальцем и сам палец предварительно обильно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Запрессовка пальца в поршень не допускается. Выточки на поршне и пазы под усы вкладышей на шатуне располагаются в одну сторону. Поршневые пальцы от осевого перемещения надежно фиксируются стопорными кольцами.
Поршневые кольца перед постановкой на поршень должны иметь определенные размеры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм. Размеры зазоров поршневых колец и допустимые зазоры в замках указаны в табл. 1

Рис. 4. Установка поршня с шатуном в сборе в гильзу цилиндров:
а — поршень с шатуном в сборе: А — выемки для клапанов; Б — уступ (выемка) для захода усика вкладыша; б — установка поршня с шатуном и кольцами в сборе в гильзу с помощью приспособления: 1 — поршень; 2 — обойма приспособления И-801.00.001; 3 — гильза цилиндров.
Компрессионные и маслосъемные кольца устанавливаются с помощью плунжерного расширителя маслосъемных колец. Он вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180° к замку кольца. После этого устанавливаются компрессионное кольцо, покрытое молибденом, и компрессионное кольцо, покрытое хромом.
Замки смежных колец разводятся в разные стороны.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6—0,7 мм, как показано на рис. 5.
Размеры зазоров поршневых колец и допустимые зазоры в замках, мм
| Параметры | Зазор после восстановления | Допустимый зазор |
| Замок в компрессионных поршневых кольцах | 0,4—0,6 | 0,8 |
| Замок в маслосъемных поршневых кольцах | 0,30—0,45 | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12—0,17 | 0,22 |
| Торцовый зазор нижнего компрессионного кольца | 0,09—0,14 | 0,19 |
| Торцовый зазор маслосъемного кольца | 0,07—0,11 | 0,2 |
| Зазор в сопряжении поршень — гильза (при замере на расстоянии 0,119—0,162 мм от днища поршня) | 0,12—0,16 | 0,22 |

Рис. 5. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров

Рис. 6. Подбор поршня для установки его в цилиндр по расстоянию от шейки коленчатого вала до верхнего края гильзы цилиндров:
А — расстояние от шейки коленчатого вала до верхнего края гильзы цилиндров; Б — расстояние от оси пальца до плоскости выхода поршня из цилиндра; 1 — шейка коленчатого вала; 2 — гильза цилиндров; 3 — поршень
Методика производства измерений расстояния от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показана на рис. 68, а данные для подбора поршня по гильзе представлены в табл. 33. После подбора поршней на заводе-изготовителе индексы варианта поршня 10, 20, 30 и 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке цилиндро-поршневой группы необходимо подбирать поршни по гильзам таким образом, чтобы индексы у них были одинаковыми.

Рис. 7. Схема нумерации цилиндров и порядок работы двигателя
При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами между нижних головок шатунов и щеками коленчатого вала должен быть не менее 0,15 мм.
| Индекс варианта исполнения поршня | Расстояние от образующей шатунной шейки до упорного бурта гильзы цилиндров, мм | Расстояние от плоскости разъема до центра кольца, мм |
| 10 | 260,12—260,24 | 75,67—75,71 |
| 20 | 260,24—260,35 | 75,78—75,82 |
| 30 | 260,35—260,46 | 75,89—75,93 |
| 40 | 260,46—260,57 | 76,00—76,04 |
Спаренность крышек с шатунами проверяется по меткам завода-изготовителя. На крышках шатунов выбивается порядковый номер цилиндра.
Комплекты шатунов с поршнями и кольцами в сборе устанавливаются на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров двигателя показана на рис. 69.
Затяжка болтов крепления крышек шатунов производится удлинением болтов на 0,25—0,27 мм.
Сборка и установка головок цилиндров.
Стержни клапанов перед сборкой графитизируются, рабочие поверхности направляющих втулок клапанов и стержни клапанов смазываются чистым дизельным маслом. Посадка клапанов на седла должна быть герметичной. Проверка герметичности производится сухим воздухом при давлении 0,15 МПа. Допустимая утечка воздуха не должна превышать 3,6 см3/мин. Клапаны должны быть надежно зафиксированы сухарями.
Головка цилиндров перед установкой тщательно обдувается сжатым воздухом от компрессора. Стыки головки цилиндра и гильзы, головки и блока уплотняются прокладками, показанными на рис. 67, б. Кольца уплотнительного газового стыка после установки в головку обжимаются усилием 4500 Н. Выход (выступ) плоскости кольца из головки после обжатия не должен превышать 0,08 мм. Забоины и заусенцы на выступах не допускаются.

Рис. 8. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров.
Перед установкой головок цилиндров на блок цилиндров плоскости их сопряжений, а также прокладки обдуваются сжатым воздухом. Резиновые уплотнительные кольца головок цилиндров устанавливаются плоской стороной к блоку цилиндров. Каждая головка цилиндра должна свободно, без ударов, устанавливаться на штифты. Резьба болтов крепления головки цилиндров смазывается тонким слоем графитовой смазки. Затяжка 6олтое производится равномерно, в 3 приема, чтобы исключить возможные перекосы головок. Моменты затяжки должны быть при 1-м приеме 40—50 Н*м; при 2-м приеме 120—150 Н*м, при 3-м приеме — 190—210 Н*м (рис. 70).
Топливный насос высокого давления (ТНВД) устанавливается в развале блока цилиндров на специальные поверхности.

Рис. 9. Затяжка болтов головки блока:
1—2—3—4 — последовательность затяжки
Болты равномерно затягиваются в 2 приема в последовательности, указанной на рис. 71, а. Момент затяжки болтов при установке ТНВД составляет 40—80 Н*м.
Для установки ТНВД проворачивается коленчатый вал до такого положения, при котором фиксатор, расположенный на картере маховика, войдет в паз на маховике. При этом метка на заднем фланце ведущей полумуфты должна находиться сверху, что обеспечивает положение поршня первого цилиндра в конце такта сжатия. После этого устанавливается ТНВД. Для этого метки на корпусе насоса и муфте опережения впрыска совмещаются, как показано на рис. 71, б и корпус насоса закрепляется.
Вал ведомой шестерни привода топливного насоса собирается с подшипником и шестерней. В задний торец вала запрессовывается сухарь привода датчика электротахометра на глубину (7±0,2) мм. При напрессовке шестерни и подшипников на вал передача усилий через шарики не допускается. При установке собранного вала на двигатель метка на ведомой шестерне привода топливного насоса совмещается с меткой на шестерне распределительного вала, как показано на рис. 65, после чего в переднюю опору запрессовывается подшипник и устанавливается корпус заднего подшипника.
После установки топливного насоса затягиваются стяжные болты переднего фланца полумуфты ТНВД, подсоединяются масляные трубопроводы, устанавливаются форсунки, после чего подсоединяются топливопроводы низкого и высокого давления, производится окончательная регулировка впрыска топлива, устанавливается рукоятка фиксатора в мелкий паз на корпусе фиксатора для закрепления муфты на валу.
Клапанный механизм собирается и регулируется после притирки и контроля клапанов в клапанных гнездах. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первом цилиндре. Последующие положения коленчатого вала определяются его поворотом на угол, указанный в табл. 34. При каждом положении регулируются зазоры клапанов одновременно двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.

а — порядок затяжки болтов крепления ТНВД; б — установка муфты ТНВД на впрыск топлива в первый цилиндр двигателя; I, III, IV, II — последовательность затяжки болтов крепления ТНВД при установке его на двигатель; 1 — корпус ТНВД; 2 — муфта опережения впрыска топлива; 3 — диск вала привода ТНВД с гребенкой; 4 — вал привода муфты опережения впрыска топлива; 5 — крышка; 6 — метки гребенки на диске вала привода ТНВД; 7 — метка на корпусе муфты опережения впрыска; 8 — метка на корпусе ТНВД; 9, 12, 13, 15 — болты крепления ТНВД; 10 — секция подачи топлива к форсункам; 11 — направление порядка затяжки болтов крепления ТНВД; 14 — динамометрический ключ для затяжки болтов
Как заменить поршневую КАМАЗа своими руками?

Вы замечаете, что ваш автомобиль стал потреблять слишком много масла, а из охлаждающей системы вытекает антифриз?
Скорее всего, износилась поршневая КАМАЗ либо на ней появились задиры, микротрещины. Паниковать в этом случае совершенно не обязательно, ведь поршневой комплекс можно заменить своими руками. Как именно это сделать, мы вам сейчас расскажем.
Разбор двигателя
Для начала вам необходимо будет разобрать двигатель. Для этого необходимо поставить машину так, чтобы ее кабина находилась над смотровой ямой. Далее поднимите кабину и слейте с двигателя и масло, и антифриз.

Следующий этап: демонтаж головки блока поршневого цилиндра. Для выполнения этой операции необходимо снять поддон картера, затем открутить так называемые шатуны. Это даст вам возможность вытянуть наверх блок с поршнями. Из него нужно вынуть стопорные кольца, а затем поршневые пальцы. Для этого придется приложить физическую силу.
Основную работу по разборке двигателя на этом можно считать законченной. Вам останется лишь извлечь гильзы (лучше всего это делать не вручную, а при помощи специального съемника), проверить состояние вкладышей коленвала и при необходимости заменить их.
Подготовка новых комплектующих
Теперь переходим непосредственно к замене поршневой КАМАЗа. Вам необходимо будет установить новые гильзы, поршни и кольца. Приобретя их в магазине, вы увидите, что все они покрыты смазкой. Если их монтировать в двигатель в таком состоянии, он вскоре начнет сбоить. Поэтому перед установкой обязательно тщательно промойте каждую деталь в дизельном топливе. Дайте комплектующим просохнуть, после чего займитесь подборкой гильз к каждому отдельному блоку. Если гильзы подходят к блоку, они должны свободно прокручиваться в нем (до установки уплотнительных колец). Также необходимо проследить, чтобы их торцы немного возвышались над плоскостями блоков.
Сборка двигателя
После того, как поршневая КАМАЗа заменена, нужно собрать двигатель. Начинаем со смазки колец и гильз и их запрессовки. Далее монтируются стопорные кольца и поршневые пальцы. После того, как кривошипно-шатунный механизм будет собран, производится установка поддона картера. Теперь осталось смонтировать головки блока цилиндров, присоединить шланги, по которым подается топливо, смонтировать систему охлаждения и залить в нее антифриз, запустить двигатель и немного обкатать его на холостом ходу.
Оценка работоспособности и остаточного ресурса поршневых колец двигателей КамАЗ, бывших в эксплуатации
К настоящему времени по двигателям КамАЗ накоплено достаточно данных о дефектах, износах и технических ресурсах гильз цилиндров и поршней и значительно меньше – по поршневым кольцам, хотя именно кольца – наиболее слабое место любого ДВС. Ведь известно, что при капитальном ремонте двигателей часть гильз и поршней восстанавливаются и используются повторно, а поршневые кольца всегда выбраковываются полностью.
Двигатели КамАЗ в этом смысле не исключение: при их ремонте все поршневые кольца тоже меняют. Однако исследования показывают, что 100%-я выбраковка поршневых колец на двигателях КамАЗ не более чем дань сложившейся традиции. Совершенствование конструкции, материалов и технологии изготовления поршневых колец привело их в разряд ремонтопригодных и даже годных к повторному использованию.
Этот вывод – результат тщательных исследований, проведенных Научно-техническим Центром (НТЦ) АО ''КамАЗ'' в период 1990…1991 гг.
Исследования включали общую оценку состояния поршневых колец, бывших в эксплуатации, по таким параметрам, которые наиболее полно характеризуют состояние деталей. Это радикальная толщина колец, их высота, тепловой зазор в стыке в рабочем состоянии, коробление и собственная упругость. При этом исследования исходили из предпосылки, что кольца, бывшие в эксплуатации, можно считать имеющими остаточный ресурс, если они сохранили свои свойства достаточно близкими к требованиям на кольца новые. В том числе по прирабатываемости и износостойкости, геометрическим параметрам, толщине защитного слоя (хрома, молибдена) на рабочей поверхности; физико-механическим свойствам материала (собственной упругости (Q), условному модулю упругости (E), пределу прочности при изгибе).
Исследованиями установлено, что износы поршневых колец в эксплуатации зависят не только от наработки (пробега) двигателя, но и от многих других факторов: номера цилиндра, в котором кольцо работало; его место расположения на поршне; вида защитного слоя (хром, молибден) на рабочей поверхности и т. д.
Так, кольца в промежуточных (второй, третий, шестой, седьмой) цилиндрах изнашиваются меньше, чем в крайних (первый, четвертый, пятый, восьмой). Если для первого (хромированного) кольца основной выбраковочный дефект – его радиальный износ, то для второго (молибденового) – износ по высоте. Наименьшему износу, как по высоте, так и по радиальной толщине подвергается хромированное кольцо, устанавливаемое в качестве нижнего компрессионного кольца. Маслосъемные же кольца изнашиваются в основном по радиальной толщине и весьма незначительно - по высоте.
Другими словами, поршневые кольца двигателя КамАЗ вырабатывают свой ресурс крайне неравномерно.
Установлено, далее, что при оценки эксплуатационного состояния поршневых колец исключительно важную роль необходимо придавать защитному слою на их рабочей поверхности: от него на прямую зависят геометрические (радиальная толщина, тепловой зазор), триботехнические (износостойкость, прирабатываемость), физико-механические (собственная упругость) параметры.
Исходя из этого все поршневые кольца, бывшие в эксплуатации, можно разделить на три группы.
Первая: с полностью сохранившимся защитным слоем по всему периметру и высоте кольца.
Вторая: с изнашиванием второго защитного слоя до основания на части периметра кольца (прежде всего в районе теплового зазора).
Третья: с полным изнашиванием защитного слоя по всему периметру кольца и частичным изнашиванием основания.
Очевидно, что об остаточном ресурсе можно вести речь только в отношении поршневых колец первой группы. И действительно, у колец этой группы радиальная толщина, ее колебания по периметру кольца, коробление кольца по периметру, собственная его упругость находится в пределах, установленных техническими условиями чертежа для новых поршневых колец, тепловой зазор не превышает 1 мм, а предел прочности при изгибе составляет 78…150% от минимального выпускаемого для новых колец. Причем цифра 78% не должна смущать: исследование новых колец производства завода запасных частей КамАЗ показало: практически такой же (70…170% от минимально допускаемого по ТУ предела) разброс прочности характерен и для них. Это говорит о том, что отклонение предела прочности за нижний допускаемый предел не связано с эксплутационными причинами.
Средние значение остаточной толщины защитного слоя поршневых колец первой группы, измеренные в зоне теплого зазора (сечение 1,5), на спинке (сечение 3), между тепловым зазором и спинкой (сечение 2,4), приведены таблично (Таблица 2.7).
| Кольцо | Средняя остаточная толщина защитного слоя, МКМ, в сечениях | Средняя толщина защитного слоя по кольцу, МКМ | Толщина слоя на новом кольце, МКМ |
| Хромированное компрессионное | |||
| Молибденовое компрессионное | 100…300 | ||
| Маслосъемное |
Из таблицы видно, что остаточная толщина слоя на работавших кольцах первой группы остается достаточно близкой к толщине исходной. Это объясняется тем, что большое их количество (
65%) используется в качестве нижних компрессионных колец, которые изнашиваются меньше, чем другие по расположению на поршне кольца.
Таким образом, проведенные исследования показали, что значительная часть поршневых колец, бывших в эксплуатации, остается в работоспособном состоянии. Подтвердили это и стендовые моторные испытания двигателей КамАЗ, полностью или частично укомплектованных такими кольцами. (Например, в сочетаниях: поршневые кольца, бывшие в эксплуатации – поршни новые – гильзы цилиндров новые; поршневые кольца, бывшие в эксплуатации – поршни новые – гильзы цилиндров, бывшие в эксплуатации, восстановленные хонингованием рабочей поверхности на размер 120,1 +0,03 мм.) Во всех сочетаниях показатели двигателей были в пределах ТУ 37.001.1032-88, в том числе и такой показатель, как расход масла ''на угар'', наиболее полно характеризующий состояние ЦПГ.
Какой же показатель колец первой группы должен быть принят в качестве оценочного для прогнозирования остаточного ресурса? Как следует из всего сказанного выше, - остаточная толщина защитного слоя на их рабочих поверхностях, поскольку именно от нее зависят другие геометрические и физико-механические параметры колец, а также изнашивание ЦПГ двигателя в целом. Тем более, что такой выбор допускается ГОСТ 23.224-86.
| Кольцо | Средний пробег, тыс. км | Средняя остаточная толщина защитного слоя, мм | Толщина защитного слоя на новом кольце, мм |
| Хромированное компрессионное | 0,099 | 0,120 | |
| Молибденовое компрессионное | 0,083 | 0,200 | |
| Маслосъемное | 0,057 | 0,080 |
Остаточный ресурс, как записано в ГОСТ 27.302-86, определяют расчетом. Исходные данные для такого приближенного расчета приведены выше (Таблица 2.8). (В нее вошли минимальные из приведенных таблице 2.7 средние остаточные толщины защитного слоя. И это не случайно: именно здесь происходят, в конечном итоге, полное, до основания, изнашивание и последующая интенсификация изнашивания всей цилиндропоршневой группы.)
Результаты расчета остаточного ресурса для двух вариантов условий трения (ГОСТ 27.302-86) и варианта по ГОСТ 23.224-86 приведены ниже (Таблица 2.9).
| Кольцо | Остаточный ресурс, тыс. км пробега | |
| Первый вариант по ГОСТ 27.302-86 | Второй вариант по ГОСТ 27.302-86 | ГОСТ 23.224-86 |
| Хромированное компрессионное | ||
| Молибденовое компрессионное | ||
| Маслосъемное |
Из таблицы следует, что поршневые кольца, бывшие в эксплуатации и сохранившие защитный слой по всему периметру, обладают еще достаточным ресурсом для их повторного использования в эксплуатации. Количество таких колец составляет: верхних хромированных – 36%, нижних с молибденовым покрытием – 75%, нижних хромированных – 83% и маслосъемных – 45%.
И в заключении несколько рекомендаций.
1. Для повторного использования в эксплуатации пригодны только поршневые кольца, сохранившие защитный слой по всему периметру и высоте кольца без каких либо повреждений. При этом необходимо учесть, что компрессионные кольца по высоте изнашиваются в основном со стороны нижнего торца, в результате чего на наружной кромке нижнего торца образуется характерный выступ, и кольцо приобретает неплоскостность в радиальном направлении. Потому эти кольца нужно не только очищать от нагара и ржавчины, но и шлифовать их нижний торец на глубину до 0,05 мм (данный размер выбран в качестве предельного, исходя из того, что РКД двигателя КАМАЗ допускает повторное использование деталей ЦПГ с увеличенным торцевым зазором между компрессионными кольцами и канавками поршня на 0,05 мм).
2. Повторное использование молибденовых колец, несмотря на удовлетворительное состояние защитного слоя и наличие остаточного ресурса, весьма ограничено из-за значительного износа по высоте. Причем надо иметь ввиду, что нижние молибденовые кольца изнашиваются примерно в 2,5 раза сильнее верхних хромированных колец.
3. Поршневые кольца можно использовать повторно при двух комплектациях: с поршнями новыми, так как поршни бывшие в эксплуатации, всегда имеют значительный износ и неплоскостность торцев канавок; с гильзами цилиндров как новыми, так и бывшими в эксплуатации, но с обязательным хонингованием рабочей поверхности в размер до диаметра 120,1 мм.
Читайте также: