
Установка заглушки распредвала камаз 740
Добавил пользователь Алексей Ф. Обновлено: 05.10.2024
Установка заглушки распредвала камаз 740
Технические условия на сборку двигателя КамАЗ-740Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ . Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
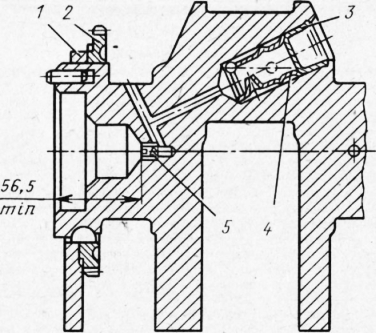
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
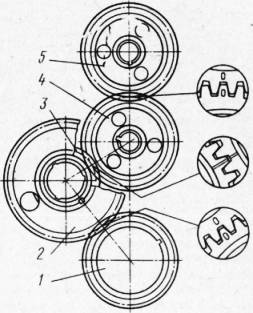
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Радиальное биение посадочного диаметра и осевого торца картера маховика под картер сцеплени^ относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
Затем установить компрессионное кольцо, покрытое мплийя^и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
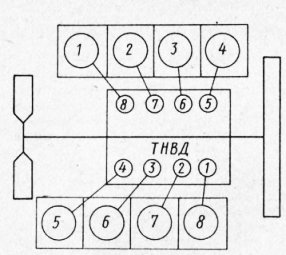
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Установка заглушки распредвала камаз 740
РЕГУЛИРОВКА ЗАЗОРОВ В КЛАПАННОМ МЕХАНИЗМЕ
Величина зазоров на холодном двигателе должна быть:
- для впускных клапанов – 0,25…0,30 мм;
- для выпускных клапанов – 0,35…0,40 мм.
Регулировку зазоров проводить на холодном двигателе. Перед регулировкой тепловых зазоров проверить моменты затяжки болтов крепления головок цилиндров и гаек стоек коромысел. Тепловые зазоры регулировать одновременно в двух цилиндрах при закрытых клапанах. При регулировке коленчатый вал устанавливать последовательно в положения I … IV, которые определяются его поворотом относительно положения начала впрыскивания топлива в первом цилиндре на угол, указанный ниже:
- положение коленчатого вала – I II III IV;
- угол поворота – 60º 240º 420º 600º;
- номера цилиндров регулируемых клапанов – 1, 5 4, 2 6, 3 7, 8.
Последовательность операций при регулировке зазоров следующая:
1 Снять крышки головок цилиндров.
2 Проверить затяжку болтов крепления головок цилиндров.
3 Оттянуть смонтированный на картере маховика фиксатор, повернуть его на 90 ° и установить в нижнее положение.
4 Снять крышку люка в нижней части картера маховика (для проворота маховика ломиком).
5 Проворачивая коленчатый вал по ходу вращения, установить его в такое положение, при котором фиксатор под действием пружины войдет в паз на маховике, при этом оба клапана пятого цилиндра должны быть закрыты (коромысла клапанов на пятом цилиндре должны находиться в одном положении).
Это положение коленчатого вала соответствует началу подачи топлива в 1-ом цилиндре.
Если в этом положении маховика и фиксатора выпускной клапан пятого цилиндра открыт (коромысло выпускного клапана наклонено по отношению к коромыслу впускного клапана, а его штанга не вращается от руки) необходимо вывести фиксатор из паза на маховике и провернуть коленчатый вал на один оборот до момента, когда фиксатор войдет в паз. Проверить положение клапанов пятого цилиндра
Проворачивать коленчатый вал нужно рычагом, вставляя его в отверстия, расположенные на боковой поверхности маховика. Поворот маховика на угол, равный промежутку между двумя соседними отверстиями, соответствует повороту коленчатого вала на 30º. Оттянуть фиксатор, преодолев усилие пружины, повернуть его на 90º и установить в верхнее положение.
6 Провернуть коленчатый вал по ходу вращения на угол 60º, установив его тем самым в положение I.
В этом положении клапаны первого и пятого цилиндров должны быть закрыты (штанги указанных цилиндров должны легко проворачиваться от руки).
7 Проверить динамометрическим ключом момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть. Моменты затяжки приведены в приложении А.
8 Проверить щупом зазор между носками коромысел и торцами клапанов регулируемых цилиндров. Если они не укладываются в указанные выше пределы, их надо отрегулировать.
9 Для регулировки зазора необходимо ослабить контровочную гайку регулировочного винта, вставить в зазор щуп нужной толщины и, вращая винт отверткой, установить требуемый зазор.
Придерживая винт отверткой, затянуть гайку и проверить величину зазора. Щуп толщиной 0,25 мм для впускного клапана и 0,35 мм для выпускного клапана должен проходить свободно, а толщиной 0,30 мм для впускного и 0,40 мм для выпускного с усилием.
Отрегулировать остальные клапаны.
10 Установить на место крышки люка картера маховика и головок цилиндров. Фиксатор маховика установить в верхнее положение.
11 Пустить двигатель и прослушать его работу. При правильно отрегулированных зазорах стуков в клапанном механизме не должно быть.
1.4.3 СМАЗОЧНАЯ СИСТЕМА ДВИГАТЕЛЯ КАМАЗ 740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420, 740.65-240, 740.70-280, 740.71-320, 740.72-360, 740.73-400, 740.74-420 и 740.75-440
СМАЗОЧНАЯ СИСТЕМА ДВИГАТЕЛЯ предназначена для подачи предварительно очищенного и охлажденного масла к парам трения.
На двигателе применена комбинированная система смазки, в которой часть деталей смазывается под давлением, часть самотеком, а часть разбрызгиванием. Система смазки с "мокрым" картером.
Система смазки (рисунок 1.4.3-1) включает масляный насос 1, фильтр очистки масла 3, теплообменник масляный 6, картер масляный 13, маслоналивную горловину, трубку указателя уровня и указатель уровня масла.

Рисунок 1.4.3-1 – Схема смазочной системы:
1 – насос масляный; 2 – клапан; 3 – фильтр очистки масла; 4 – перепускной клапан; 5 – частичнопоточный фильтроэлемент; 6 – водомасляный теплообменник; 7, 8 и 9 – приборы контроля;
10 – форсунки охлаждения поршней; 11 – термоклапан; 12 – полнопоточный фильтроэлемент; 13 – картер масляный; 14 – клапан предохранительный; 15 – желоб маслораспределительный;
16 – прокладка поддона
Давление в смазочной системе (главной масляной магистрали) должно быть в пределах 0,39…0,54 МПа (4,0…5,5 кгс/см 2 ) при номинальной частоте вращения коленчатого вала двигателя и температуре охлаждающей жидкости 80…95 ° С и не менее 0,10 МПа (1,0 кгс/см 2 ) при минимальной частоте вращения холостого хода.
Для снижения аэрации масла и обеспечения работы двигателя на кренах на некоторые комплектации двигателей между блоком цилиндров и фланцем картера масляного устанавливается маслораспределительный желоб.
Различные комплектации двигателей могут отличаться формой картера масляного, расположением и глубиной копильника масла. Соответственно, масляный насос имеет различные маслозаборники. Двигатели могут оснащаться маслоналивной горловиной и указателем уровня масла, расположенными в передней крышке или на картере маховика, при этом трубки указателя отличаются длиной.
Конфигурация и основные размеры картеров масляных, маслозаборников и трубок указателя уровня показаны в таблице . 1.4.3-1

НАСОС МАСЛЯНЫЙ (рисунок 1.4.3-2) закреплен на нижней плоскости блока цилиндров.
Зазор в зацеплении зубчатых колес привода регулируется прокладками толщиной 0,4 мм , устанавливаемыми между привалочными плоскостями насоса и блока цилиндров, и должен составлять 0,15…0,35 мм. Момент затяжки болтов крепления масляного насоса к блоку должен быть 49,0…68,6 Н∙м (5,0…7,0 кгс∙м).

Рисунок 1.4.3-2 – Насос масляный:
1 – крышка; 2 – корпус; 3 – шестерня ведущая; 4 – ведомое зубчатое колесо; 5 – шпонка; 6 – гайка; 7 – шестерня ведомая; 8 – ось; 9 – шплинт; 10 – пробка; 11, 12 – пружины; 13 – клапан; 14 – шарик; 15 – шайбы регулировочные
Масляный насос шестеренный, односекционный. Он состоит из корпуса 2, крышки 1 и шестерен 3 и 7. В крышке расположен клапан смазочной системы 13, с пружиной 11, отрегулированный на давление срабатывания 392…439 кПа (4,0…4,5 кгс/см 2 ). Насос имеет в нагнетающем канале предохранительный клапан, выполненный в виде шарика 14 подпружиненного пружиной 12. Давление срабатывания клапана 931…1127 кПа (9,5…11,5 кгс/см 2 ).

ФИЛЬТР МАСЛЯНЫЙ (рисунок 1.4.3-3) закреплен на правой стороне блока цилиндров и состоит из корпуса 1, двух колпаков 11 и 9, в которых установлены полнопоточный 8 и частичнопоточный 4 фильтроэлементы.
Рисунок 1.4.3-3 – Фильтр масляный с теплообменником:
1 – корпус фильтра; 2, 3 – уплотнительные кольца; 4 – частично-поточный фильтрующий элемент; 5 – теплообменник; 6 – термосиловой датчик; 7 – прокладка; 8 – полнопоточный фильтрующий элемент; 9, 11 – колпаки; 10 – упорная пружина; 12 – сливные пробки; 13 – поршень термоклапана; 14 – пружина термоклапана; 15 – перепускной клапан; 16 – пружина перепускного клапана
Колпаки на резьбе вворачиваются в корпус. Уплотнение колпаков в корпусе осуществляются кольцами 2 и 3.
В корпусе фильтра расположены перепускной клапан 15, отрегулированный на давление срабатывания 147…216 кПа (1,5…2,2 кгс/см 2 ), и термоклапан включения масляного теплообменника.
Очистка масла в фильтре комбинированная. Через полнопоточный фильтроэлемент 8 проходит основной поток масла перед поступлением к потребителям, тонкость очистки масла от примесей, при этом, составляет 40 мкм. Через частичнопоточный фильтроэлемент 4 проходит 3…5 л/мин, где удаляются примеси размерами более 5 мкм. Из частичнопоточного фильтроэлемента масло сливается в картер. При такой схеме достигается высокая степень очистки масла от примесей.
ТЕРМОКЛАПАН ВКЛЮЧЕНИЯ ТЕПЛООБМЕННИКА МАСЛЯНОГО (рисунок 1.4.3-3 ) состоит из подпружиненного поршня 13 с термосиловым датчиком 6. При температуре масла ниже 93 °С поршень находится в верхнем положении и основная часть потока масла, минуя теплообменник, поступает в двигатель. При достижении температуры масла омывающего термосиловой датчик 95 +2 °С, активная масса, находящаяся в баллоне, начинает плавиться и, увеличиваясь в объеме, перемещает шток датчика и поршень 13. При температуре масла 110 +2 °С поршень разобщает полости в фильтре до и после теплообменника и весь поток масла идет через теплообменник. При превышении температуры масла выше 120 ° С срабатывает датчик аварийной температуры и на щитке приборов загорается сигнальная лампочка.
ТЕПЛООБМЕННИК МАСЛЯНЫЙ 5 (рисунок 1.4.3-3) установлен на масляном фильтре, кожухотрубного типа, сборный. Внутри трубок проходит охлаждающая жидкость из системы охлаждения двигателя, снаружи – масло. Со стороны масла трубки имеют оребрение в виде охлаждающих пластин. Поток масла в теплообменнике шесть раз пересекает трубки с охлаждающей жидкостью, чем достигается высокая эффективность охлаждения масла.
На двигателях с перспективной системой топливоподачи « CR » более повышена эффективность отвода тепла, в связи с чем применение при ремонте теплообменников двигателей с традиционной топливной аппаратурой не рекомендуется.
КАРТЕР МАСЛЯНЫЙ 13 (рисунок 1.4.3-1) штампованный, крепится к блоку цилиндров через резинопробковую прокладку. Двигатели могут комплектоваться различными масляными картерами в зависимости от назначения (см. таблицу 1.4.3-1), объем заливаемого в картер масла приведен в разделе «Эксплуатационные материалы» настоящего руководства.
СИСТЕМА ВЕНТИЛЯЦИИ КАРТЕРА (рисунок 1.4.3-4) открытая. Картерные газы отводятся из штанговой полости второго цилиндра через угольник 1 в трубу 3 и далее попадают в маслоотделитель 6, где отделенное масло через отверстие в картере агрегатов по трубке гидрозатвора 9 сливается назад в картер масляный, а очищенные картерные газы через трубку отводятся в атмосферу.

Рисунок 1.4.3-4 – Система вентиляции картера двигателя:
1 – угольник; 2, 5 – уплотнительные кольца; 3 – труба; 4 – кольцо стопорное; 6 – маслоотделитель; 7 – кляммер; 8 – болт; 9 – гидрозатвор; 10 – картер маховика (агрегатов); 11 – масляный картер
Установка заглушки распредвала камаз 740
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
- трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
- при креплении деталей посредством резьбовых соединений, обеспечьте соответствующий момент затяжки;
- неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
- при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
- не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя
Для снятия шестерни привода топливного насоса в сборе с валом:
- выверните четыре болта крепления компрессора и снимите компрессор;
- выверните три болта крепления насоса гидроусилителя руля и снимите насос;
- ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
- снимите корпус заднего подшипника в сборе с манжетой;

- снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с валом).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
- снимите насос гидроусилителя руля;
- выверните три болта и снимите рым задний;
- снимите скобы крепления трубки отвода топлива от форсунок;
- выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8

- выверните болты крепления картера маховика, снимите картер.

При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика):
- при этом манжету обильно смажьте моторным маслом.
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей. Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поршневой группы:
- снимите головку цилиндра (см. «Механизм газораспределения»);
- удалите нагар с верхнего пояса гильзы;

- снимите крышку нижней головки шатуна съемником (рис. Снятие съемником нижней головки шатуна):
- извлеките поршень в сборе с шатуном из цилиндра;

- снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником);
- выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
- нагрейте поршень в масляной ванне до температуры 80-100° С;
- выньте поршневой палец.
При сборке и установке шатунно-поршневой группы:
- компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
- маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца; смежные кольца направьте замками в противоположные стороны;

- поршень и шатун при сборке устанавливайте так, чтобы выточки А под клапаны в днище поршня и паз «В» в шатуне под замковый ус вкладыша были на одной стороне (см. рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров):
- не запрессовывайте палец в холодный поршень;
- при установке поршня в цилиндр предварительно вставьте его в обойму И801.00.000 (см рис. Установка поршня с шатуном и кольцами в сборе в гильзу цилиндров):
- индекс, выбитый на днище поршня, должен быть одинаковым с индексом, выбитым на торце гильзы, если не было замены поршня. Выточки под клапаны на днище поршня сместите в сторону развала блока цилиндров.
Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
Для снятия коленчатого вала демонтируйте:
- переднюю крышку блока с гидромуфтой в сборе;
- масляный насос с маслозаборником в сборе;
- крышки коренных опор;
- снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель:
- совместите метки на шестернях привода агрегатов;
- обеспечьте соответствие размеров вкладышей размерам шеек вала;
- установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала):

- проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор) – номера начинаются от переднего торца;
- болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
Вверните с установкой шайб 16x3 болты M 16 крепления крышек, обеспечив предварительный момент затяжки 95 -120 Нм (9,6 - 12 кгс.м).
Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Нм (28 - 30 кгс.м)
Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Нм (15-17 кгс.м).

При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа.
По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коренных подшипников:
- предварительная затяжка - 95-120 Нм (9,6-12 кгс.м);
- окончательная затяжка - 206-230 Нм (21-23,5 кгс м).
- стяжные болты затягиваются моментом 81-91 Нм (8,2-9.2 кгс м).
Для разборки и сборки коленчатого вала:
- снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000.

Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Снятие шестерни и заднего противовеса коленчатого вала съемником) заведите за край шестерни противовеса и зафиксируйте стопорами 5.
Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6. вверните винт 3 в траверсу 4 до полного снятия шестерни.

Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни привода маслонасоса и заднего противовеса коленвала) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
- перед сборкой очистите маслоподводящие отверстия от отложений;
- промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
Размеры деталей, мм
Кольца поршневые
Зазор в замке компрессионных поршневых колец * 0,4-0,6
Зазор в замке маслосъемного поршневого кольца * 0,30-0,60
Торцовый зазор верхнего компрессионного кольца 0,12-0,17
Торцовый зазор нижнего компрессионного кольца*. 0,09-0,14
Торцовый зазор маслосъемного кольца* 0,077-0,112
Поршень
Диаметр отверстий под палец. 44,987 - 44,994
Зазор в сопряжении поршень — гильза (на длине поршня 104 мм от днища) 0,119-0,162
* Зазор поршневых колец замеряйте в калибре 0 (120+0,03) мм
Гильза
Внутренний диаметр 120,0 0 - 120,021
Палец поршневой
Диаметр поршневого пальца 44,993-45,000
Зазор в сопряжении поршневой палец — верхняя головка шатуна 0,017-0,031
Вкладыши
Толщина вкладышей подшипников коренных опор 2,440-2,452
Толщина вкладышей подшипников шатунных шеек. 2,453-2,465
Вал коленчатый
Диаметр коренных шеек 94,989-95,011
Зазор в подшипниках коренных шеек 0,085-0,152
Диаметр шатунных шеек 79,9905-80,0095
Зазор в подшипниках шатунных шеек 0,06-0,104
Осевой зазор 0,100-0,195
Диаметр шейки вала под передний противовес и шестерню привода масляного насоса: 125,080-125,110
Диаметр шейки вала под задний противовес и заднюю шестерню коленчатого вала: 105,070-105,096
Диаметр шейки вала под заднюю манжету: 104,86-105,00
Диаметр гнезда под подшипник первичного вала коробки передач: 51,977-52,008
Диаметр отверстия под установочную втулку маховика: 51,977-52,008
Полукольца упорного подшипника пятой коренной опоры коленчатого вала
Вал распределительный
Диаметр промежуточных опорных шеек 59,895 - 59,915
Диаметр втулки промежуточных опорных шеек 60,00 - 60,03
Диаметр задней опорной шейки. 41,930 - 41,950
Диаметр втулки задней опорной шейки. 42,000 -42,015
Зазор в сопряжении втулка — промежуточные опорные шейки распределительного вала: 0,135 -0,085
Зазор в сопряжении втулка — задняя опорная шейка распределительного вала: 0,085 - 0,050
Зазор в сопряжении торец корпуса заднего подшипника - ступица шестерни: 0,15-0,30
Детали ГРМ
Диаметр стержня толкателя. 21,993 -21,972
Диаметр отверстия направляющей толкателя 22,000 - 22,023
Зазор между стержнями толкателя и направляющей: номинальный 0,007 - 0,051
Зазор между стержнем и направляющей клапана, мм:
- впуска 0,03 - 0,072
Угол α фаски седла (впуска, выпуска) 45° - 45°15'
Угол γ фаски клапана (впуска, выпуска) 44°45' - 45°
Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
- слейте охлаждающую жидкость из системы охлаждения двигателя;
- выверните болты крепления выпускного коллектора и снимите коллектор;
- выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы, ослабьте крепления этих же болтов
На других головках с целью получения необходимого зазора для снятия;
Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
- снимите соединительный патрубок впускных воздухопроводов;
- отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
- снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
- ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра), затем выверните их;
- снимите головку цилиндра с двигателя.
При установке головки цилиндра обратите внимание на правильность монтажа прокладок.

Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра.
После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапанами и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головки цилиндра в приспособлении И801.06.000):

- установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтные отверстия головки;
- вращая вороток, вверните винт и тарелкой отожмите, пружины клапанов;
- снимите сухари и втулки;
- выверните винт из траверсы, снимите тарелку и пружины клапанов;
- выньте впускной и выпускной клапаны.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.

Размеры клапанов даны на рисунке
Для притирки клапанов:
- разберите клапанный механизм, как описано выше;
- приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться);
- нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением.
Нажимая клапан, поверните его на 1/3 оборота, затем — на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями.

Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
- по окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом.
Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность:
- установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые
клапаны не должны пропускать его в местах уплотнения в течение 30 секунд. При подтекании топлива постучите резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притрите повторно.
При необходимости качество притирки проверьте «на карандаш», для чего поперек фаски клапана мягким графитовым карандашом нанесите на равном расстоянии шесть-восемь черточек.
Осторожно вставьте клапан в седло и. сильно нажав, проверните на ¼ оборота, все черточки должны быть стертыми, в противном случае притирку повторите. При правильной притирке матовый поясок на седле головки должен начинаться у большего основания
Разборка двигателя КАМАЗ 740
- Установите двигатель на стенд для сборки/разборки;
- Выверните рым-болт 16 (Рис. 1) передний, снимите регулировочные шайбы 15;
![Блок цилиндров с передней крышкой, гильза цилиндра]()
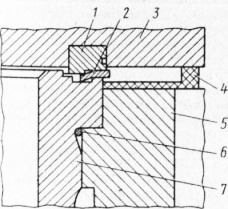
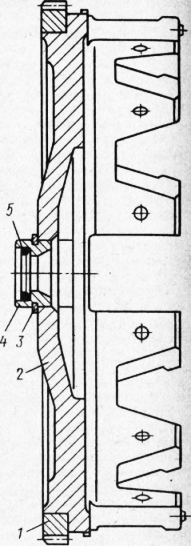
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30. - Отверните болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД;
![шестерни привода агрегатов]()
Рис. 2. Шестерни привода агрегатов:1 — болт крепления роликоподшипника; 2 — шестерня промежуточная привода распределительного вала; 3, 18 — болт; 4, 17 — шайба; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось ведущей шестерни; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 21 — шестерня ведущая привода распределительного вала; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала; 25 — замковая шайба; 26 — упорная шайба; 27 — шестерня распределительного вала.![снятие шестерни]()
Рис. 3. Снятие шестерни привода топливного
насоса высокого давления в сборе с валом:



Рис. 5. Выключатель гидромуфты:
1 — выключатель гидромуфты; 2 — шайба плоская; 3, 13 — шайба пружинная; 4, 5, 12 — болт; 6 — пружина; 7, 15 — шарик; 8 — седло термосилового клапана; 9 — корпус термосилового клапана; 10 — термосиловой датчик с поршнем; 11 — кольцо уплотнительное; 14 — крышка; 16 — пробка; 17 — рычаг пробки; 18 — корпус выключателя гидромуфты; 19 — прокладка

Рис. 6. Вал коленчатый и маховик:
1— вал коленчатый в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 ввертыш: 5, 19 — штифт; 6 — шпонка сегментная; 7 — вал коленчатый; 8 — втулка; 9 — заглушка.
шатунной шейки; 10 — шпонка сегментная; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслостражатель задний; 15 — верхний вкладыш подшипника; 16 не полукольцо подшипника; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болт; 24 — маховик; 25 — втулка
установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болт стяжной; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала.
Замена распредвала камаз 740
Замена поршневой Камаз, окончательная сборка и запуск! Часть3.
Распределительный вал КамАЗ 740.10
Материал: Сталь 18ХГТ
Обозначение по эскизу
предельный и наибольший
Допустимый без ремонта
Трещины на валу
Прогиб распределительного вала
Распределительный вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб опорных шеек, вращая распред вал рукой
Задиры и царапины на поверхностях опорных шеек распределительного вала
шлифовка шеек распределительного вала в ремонтный размер и установка утолщённых (ремонтного размера) вкладышей или втулок
Отколы по торцам вершин кулачков
Зачистить острие кромки, браковать при отколах более 3 мм
Износ передней и средней опорных шеек.
Шлифовать под ремонтный размер
Износ задней опорной шейки.
Шлифовать под ремонтный размер
Износ шейки под шестерню
Восстановление железнением или наплавкой и обработкой под номинальный размер.
Износ шпоночного паза
Фрезеровать новый паз под углом 180° к изношенному.
Фрезеруют под увеличенный размер или наплавляют изношенные края электродами и фрезеруют под номинальный размер.
Износ впускных и выпускных кулачков по высоте
Приспособление для контроля профиля кулачков и опорных шеек распределительного вала
Шлифовать до выведения следов износа и восстановления профиля кулачка
Приспособление для контроля профиля кулачков и опорных шеек распределительного вала
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
проверить вал на отсутствие трещин и отколов кулачков;
радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
Установка заглушки распредвала камаз 740

Виктор-24rus (2510) 20:00 - 05.01.14

Саныч (415) 20:10 - 05.01.14
Виктор-24rus (2510) 20:11 - 05.01.14
Виктор-24rus (2510) 20:15 - 05.01.14
Виктор-24rus (2510) 20:25 - 05.01.14
Саныч (415) 20:44 - 05.01.14
Виктор-24rus (2510) 20:49 - 05.01.14
Саныч (415) 20:55 - 05.01.14
Виктор-24rus (2510) 21:10 - 05.01.14
Саныч (415) 21:24 - 05.01.14
Виктор-24rus (2510) 21:33 - 05.01.14

Дима(Вездеход)(98) (19) 21:37 - 05.01.14
Саныч (415) 21:37 - 05.01.14
Саныч (415) 21:40 - 05.01.14
Виктор-24rus (2510) 21:44 - 05.01.14
Виктор-24rus (2510) 21:48 - 05.01.14
Саныч (415) 21:52 - 05.01.14
Саныч (415) 21:56 - 05.01.14
Виктор-24rus (2510) 22:33 - 05.01.14
Саныч (415) 22:39 - 05.01.14
Виктор-24rus (2510) 22:48 - 05.01.14
Дима(Вездеход)(98) (19) 22:57 - 05.01.14

Сергей UA (390) 19:53 - 03.02.14

САНЁК_X458 (745) 21:00 - 03.02.14
Дима(Вездеход)(98) (19) 21:40 - 10.02.14
Дима(Вездеход)(98) (19) 21:50 - 10.02.14
Дима(Вездеход)(98) (19) 22:08 - 10.02.14
Дима(Вездеход)(98) (19) 22:20 - 10.02.14
Дима(Вездеход)(98) (19) 22:29 - 10.02.14
САНЁК_X458 (745) 21:02 - 01.03.14
САНЁК_X458 (745) 07:57 - 02.03.14

гриша (2192) 12:08 - 02.03.14
САНЁК_X458 (745) 18:34 - 02.03.14
САНЁК_X458 (745) 18:40 - 02.03.14
0 Здарова парни, в общем дело такое:
у меня на камазе самосвале старого образца, обломилась шестерня рулевого насоса , упала на шестерню тнвд и срезала пару зубьев, сейчас я выше указанные шестерни снял , потом прокрутил движок , просмотрел шестерню распредвала, так то все зубья целые. Хочу поставить новую шестерню распредвала , но думаю не сбились ли метки коленвала и промежуточной шестерни? ( я их не снимал, просто прокручивал двигатель). Подскажите пожалуйста

Александр33 (3492) 10:15 - 01.03.15
Александр33 (3492) 10:24 - 01.03.15

Cерёга 74 (148) 10:25 - 01.03.15

Николай26 (2866) 10:27 - 01.03.15

Егор 26rus (2581) 10:30 - 01.03.15

леха (2174) 10:34 - 01.03.15
Николай26 (2866) 10:50 - 01.03.15
Александр33 (3492) 10:52 - 01.03.15
Егор 26rus (2581) 10:55 - 01.03.15
Александр33 (3492) 11:03 - 01.03.15
Николай26 (2866) 11:08 - 01.03.15
Егор 26rus (2581) 11:09 - 01.03.15
Егор 26rus (2581) 11:10 - 01.03.15
Николай26 (2866) 11:10 - 01.03.15

paska (406) 21:59 - 12.03.15
Коль, попробую детально пояснить, да и тут ролик есть, расточка постелей, но правда там мужик наваривал проставыш полуавтоматом и расточил, выводя данный размер, мой вариант , суть в занижении площадки опор, тобишь получится ЭЛИПС , приплюстнуто верх - низ, края вытянуты, и горизонтально-расточным станком растачивается этот элипс базируясь от предварительно расточенного распредвала. В моём случае при расточке распредвала, верней его втулок, наблюдалось заметное смещение от внешнего круга втулки , на мой вопрос почему так, токарь разъяснил, что выводится нечто среднее между элипсом постелей коленвала и втулок распредвала.Эти смещения, на мой взгляд, компенсируются шестернями, их зацеплением между собой, есть допустимые размеры разбега зацепа зубьев шестерёнок. Это я знаю ещё когда работал сам на заводе Точной Механики в г. Каспийске. Элипс мне вывели до 90% рабочей поверхности посадки вкладышей. Приёмщик дал гарантии ещё на одну расточку, сказал в допусках с гарантией можно и 70% расточить рабочей поверхности. Вот уже 7-8 лет, меняю вкладыши максимум 2-3 сезона, ставлю родные в НОЛЬ. То есть как ты спрашиваешь про ремонтные вкладыши,это не то совсем, Выходит так, значит можно ещё раз расточить в НОЛЬ,до 70% и затем ещё много много раз растачивать в ремонтный размер 1-2-3-.
Рисовать чертёж есть ли смысл ? Тем более если отвезёшь блок в мастерскую под расточку, мастак будет делать так, как он привык и как позволяет его оборудование, на словах вряд ли он тебя поймёт и сделает так, как ты ему объяснишь.
Александр33 (3492) 22:13 - 12.03.15
Читайте также: