
Ремонт шатуна иж пс
Добавил пользователь Владимир З. Обновлено: 05.10.2024
Тюнинг и ремонт мотоцикла ИЖ Планета Спорт
К сожалению, жизнь этих "Планет" оказалась скоротечной - их выпуск прекратили в 1985 году. Однако и сейчас "Псовый" мотор - придел мечтаний эндуростроителя. Найти его несложно, другое дело - грамотно затюнинговать.
Двигатель Иж Планета Спорт
Тот, кто поездил на дорожном "Псе" и прочувствовал его взрывной характер, со временем все равно захочет его форсировать. Мощи-то ему хватает, но от увеличения ресурса мотора еще никто не отказывался. По этому чтобы ремонт двигателя Иж Планета Спорт не стал постоянным явлением, необходимо все делать грамотно.
Полировка щек коленвала и придание телу шатуна обтекаемой формы (рис. 1) - это, скажем так, правило хорошего тона. Однако от подобной доработки многого ждать не приходится - это вам не уменьшение объема кривошипной камеры, когда мощность может возрасти на 20-30%. Тогда ее пик сместится в область высоких оборотов, то есть взрывная динамика гарантирована.
Погодите радоваться: чтобы выполнить задуманное, придется выточить из стали ЗОХМА или ЗОХГСА новые щеки (рис. 2) с внешним диаметром 133 мм. Уменьшите также балансировочную выборку под нижнюю головку шатуна до 54,5 мм. Компенсируйте дисбаланс отверстием диаметром 28 х 20 мм снизу щеки на расстоянии 38,5 мм от центра, "прикрыв" его крышкой из дюраля.
Чтобы мотор "укрутился", коленвал Иж Планета Спорт облегчают за счет выфрезеровок с лицевой стороны щек (поз. 20). Каждая из них "худеет" примерно на 300 г. Отверстия также закройте дюралевыми крышками, зачеканьте их и заполируйте "заподлицо" к поверхности щек. "Перелицованный" вал отбалансируйте: эта процедура хорошо известна опытным механикам из мастерских.
Такие переделки делают мотор Иж Планета Спорт крайне резвым, что хорошо для кроссовых покатушек. Но он теряет плавность хода и тяговитость, и не всем это по нраву. Есть еще один вариант того как можно произвести тюнинг Иж Планета Спорт - оставьте щеки коленвала в покое и принимайтесь за коренные подшипники. Это известная "слабина" мотора. Из-за нарушения центровки вала также быстро изнашивается и поршневая. А поршень Иж Планета Спорт это достаточно дефицитный компонент в этом двигателе, и желательно что бы они ходили как можно дольше!
Почему подшипники коленвала быстро "кончаются"? Серийные внутренние "ролики" 2505К чаще всего бывают низкого качества: с увеличенными зазорами или с пластиковым сепаратором они тут же рассыпаются. (Вообще на отечественные мотоциклы и на Иж Планета Спорт 350 запчасти хорошего качества найти очень проблематично) Но не в том беда. Эти подшипники смазываются смесью (с каплями масла) из кривошипной камеры. Залетевшие туда частички нагара и смолистые отложения со временем забьют смазочные каналы, и тогда подшипники "разрушатся". Вот если бы они смазывались маслом из коробки передач, как левый внешний подшипник!
Для левой стороны это организовать несложно - достаточно попутно заменить ненадежный 2505К на два сошлифованных до толщины 9 мм шарикоподшипника 6205 (поз. 4 рис. 3): сначала установите их в картер, затем нагрейте до 80-100 °С и вставьте коленвал. Для смазки этих подшипников в картере прорежьте канавку глубиной и шириной 1 мм на расстоянии 17 мм от стопорного кольца штатного наружного подшипника (поз. 3). Для герметизации кривошипной камеры с левой стороны используйте доработанный сальник от "Явы-638" (поз. 6). Под сальник придется выточить отполированное снаружи кольцо на коленвал (поз. 1) из стали 45 (НRс 35-40).
С правой стороны организовать "правильную" смазку сложнее - места там мало, а подшипник надо герметизировать с двух сторон. Выход: со стороны кривошипной камеры установите тот же "явский" сальник (с втулкой), что и слева. Запрессуйте в картер сошлифованный до толщины 10 мм роликовый подшипник 42205, а затем установите штатную крышку с сальником от "Иж-Ю сб. 1-19" (поз. 10). Заглушите маслоподводящие каналы из кривошипной камеры, а для смазки подшипника из коробки передач разместите две пластиковые трубки диаметром 4-5 мм (поз. 7). После подобной переделки ресурс мотора возрастает примерно вдвое. Конечно, здесь описаны далеко не все варианты тюнинга Иж Планета Спорт. Но и в таком виде "Пес" еще как сможет "тряхнуть стариной".
Рис. 1:Доработка шатуна.
Рис. 2:Облегченные щеки коленвала: 1 - щека; 2 - дюралевая заглушка; 3 - отверстие шатунного пальца. У штатных щек L=52 мм, самодельных L=40,5 мм.
Рис. 3:Модернизированная система смазки коренных подшипников: 1 - кольцо 30х25х11; 2 - стопорное кольцо; 3 - шарикоподшипник 304; 4 - доработанный шарикоподшипник 6205; 5 - коленвал; 6 - сальник от "Явы-638" 30 х 52 х 8; 7 - маслоподводящая трубка; 8 - штуцер; 9 - доработанный роликоподшипник 42205; 10 - сальник "Иж-Ю сб. 1-19"; 11 - кольцо 30х25х8.
Помните чем сильнее тюнинг двигателя, чем больше вы его форсируете, тем сильнее будет его износ, а следовательно чаще будете делать на своем Иж Планета Спорт ремонт!
Карбюратор Иж Планета Спорт
Помимо доработки коленвала, есть и другие проблемы с мотором "Иж-ПС".
Карбюратор совсем необязательно ставить "родной"!
Карбюратор Иж Планета Спорт, в стоке - это "Микуни" или "К-62Д". Спектр возможных замен очень широк. Если не пугает "прожорливость" мотора, поищите карбюраторы от "ЧЗ-250", "500" - они практически вечные, имеют два независимых поплавка (подспорье при движении по пересеченке) и отлично "стимулируют" двигатель. Одна беда - новых приборов не найти, а от былых времен остался лишь металлолом, впрочем, и его при желании можно реанимировать. Если же ваш эндуро, как вы считаете, не нуждается в большей мощности, есть смысл использовать карбюратор от "Явы-638".
Зажигание ИЖ Планета Спорт
Зажигание в заводском исполнении совсем ненадежно. Буквально все кроссовики ставили "Мотоплат" с "ЧЗ", но этот вариант страдает изъяном - на мотоцикле не будет света. Многодневщики раньше хитрили: свет делали чисто "формальным" - от аккумулятора. Для "серьезных" эндуро прибегнуть к подобному трюку - себе дороже.
На "Иж-М15" конца 80-х уже стояла бесконтактная электроника. От обычной она отличалась датчиком, так как у "ПС" из-за шестеренки моторной передачи вращение коленвала происходит в обратную сторону. КЭТы - не идеальный вариант из-за отсутствия заливки деталей и сильной вибрации мотора. Наш совет: используйте современные мопедные или "совиные" генераторы с БКС. Если же вы хотите повысить мощность за счет увеличения оборотов (выше 6000), спаяйте сами другой электронный коммутатор или обратитесь за помощью к специалисту.
Иж Планета Спорт - тюнинг двигателя

Самым "продвинутым" отечественным мотором для эндуро был и остается двигатель "Иж-Планеты Спорт 350". С 1974 года в Ижевске параллельно с дорожными мотоциклами производились модели для кросса и "многодневок" ("Иж-К15" и "Иж-М15") для участников чемпионатов СССР. К сожалению, жизнь этих "Планет" оказалась скоротечной - их выпуск прекратили в 1985 году. Однако и сейчас "псовый" мотор - придел мечтаний эндуростроителя. Найти его несложно, другое дело - грамотно затюнинговать.
Тот, кто поездил на дорожном "псе" и прочувствовал его взрывной характер, со временем все равно захочет его форсировать. Мощи-то ему хватает, но от увеличения ресурса мотора еще никто не отказывался.
Полировка щек коленвала и придание телу шатуна обтекаемой формы (рис. 1) - это, скажем так, правило хорошего тона. Однако от подобной доработки многого ждать не приходится - это вам не уменьшение объема кривошипной камеры, когда мощность может возрасти на 20-30%. Тогда ее пик сместится в область высоких оборотов, то есть взрывная динамика гарантирована.
Погодите радоваться: чтобы выполнить задуманное, придется выточить из стали ЗОХМА или ЗОХГСА новые щеки (рис. 2) с внешним диаметром 133 мм. Уменьшите также балансировочную выборку под нижнюю головку шатуна до 54,5 мм. Компенсируйте дисбаланс отверстием диаметром 28 х 20 мм снизу щеки на расстоянии 38,5 мм от центра, "прикрыв" его крышкой из дюраля.
Чтобы мотор "укрутился", коленвал облегчают за счет выфрезеровок с лицевой стороны щек (поз. 20). Каждая из них "худеет" примерно на 300 г. Отверстия также закройте дюралевыми крышками, зачеканьте их и заполируйте "заподлицо" к поверхности щек. "Перелицованный" вал отбалансируйте: эта процедура хорошо известна опытным механикам из мастерских.
Такие переделки делают мотор крайне резвым, что хорошо для кроссовых покатушек. Но он теряет плавность хода и тяговитость, и не всем это по нраву. Испробуйте другой вариант тюнинга - оставьте щеки коленвала в покое и принимайтесь за коренные подшипники. Это известная "слабина" мотора. Из-за нарушения центровки вала также быстро изнашивается и поршневая.
Почему подшипники коленвала быстро "кончаются"? Серийные внутренние "ролики" 2505К чаще всего бывают низкого качества: с увеличенными зазорами или с пластиковым сепаратором они тут же рассыпаются. Но не в том беда. Эти подшипники смазываются смесью (с каплями масла) из кри-вошипной камеры. Залетевшие туда частички нагара и смолистые отложения со временем забьют смазочные каналы, и тогда подшипники "крякнут". Вот если бы они смазывались маслом из коробки передач, как левый внешний подшипник.
Для левой стороны это организовать несложно - достаточно попутно заменить ненадежный 2505К на два сошлифованных до толщины 9 мм шарикоподшипника 6205 (поз. 4 рис. 3): сначала установите их в картер, затем нагрейте до 80-100 °С и вставьте коленвал. Для смазки этих подшипников в картере прорежьте канавку глубиной и шириной 1 мм на расстоянии 17 мм от стопорного кольца штатного наружного подшипника (поз. 3). Для герметизации кривошипной камеры с левой стороны используйте доработанный сальник от "Явы-638" (поз. 6). Под сальник придется выточить отполированное снаружи кольцо на коленвал (поз. 1) из стали 45 (НRс 35-40).
С правой стороны организовать "правильную" смазку сложнее - места там мало, а подшипник надо герметизировать с двух сторон. Выход: со стороны кривошипной камеры установите тот же "явский" сальник (с втулкой), что и слева. Запрессуйте в картер сошлифованный до толщины 10 мм роликовый подшипник 42205, а затем установите штатную крышку с сальником от "Иж-Ю сб. 1-19" (поз. 10). Заглушите маслоподводящие каналы из кривошипной камеры, а для смазки подшипника из коробки передач разместите две пластиковые трубки диаметром 4-5 мм (поз. 7). После подобной переделки ресурс мотора возрастает примерно вдвое. Конечно, здесь описаны далеко не все варианты тюнинга, применимые к моторам "Иж-ПС". Но и в таком виде "пес" еще как сможет "трях-нуть стариной".

Рис. 1:Доработка шатуна.

Рис. 3:Модернизированная система смазки коренных подшипников: 1 - кольцо 30х25х11; 2 - стопорное кольцо; 3 - шарикоподшипник 304; 4 - доработанный шарикоподшипник 6205; 5 - коленвал; 6 - сальник от "Явы-638" 30 х 52 х 8; 7 - маслоподводящая трубка; 8 - штуцер; 9 - доработанный роликоподшипник 42205; 10 - сальник "Иж-Ю сб. 1-19"; 11 - кольцо 30х25х8.
Помимо доработки коленвала, есть и другие проблемы с мотором "Иж-ПС".
Карбюратор совсем необязательно ставить "родной" - "Микуни" или "К-62Д". Спектр возможных замен очень широк. Если не пугает "прожорливость" мотора, поищите карбюраторы от "ЧЗ-250", "500" - они практически вечные, имеют два независимых поплавка (подспорье при движении по пересеченке) и отлично "стимулируют" двигатель. Одна беда - новых приборов не найти, а от былых времен остался лишь металлолом, впрочем, и его при желании можно реанимировать. Если же ваш эндуро, как вы считаете, не нуждается в большей мощности, есть смысл использовать карбюратор от "Явы-638".
Зажигание в заводском исполнении совсем ненадежно. Буквально все кроссовики ставили "Мотоплат" с "ЧЗ", но этот вариант страдает изъяном - на мотоцикле не будет света. Многодневщики раньше хитрили: свет делали чисто "формальным" - от батареек. Для "серьезных" эндуро прибегнуть к подобному трюку - себе дороже.
На "Иж-М15" конца 80-х уже стояла бесконтактная электроника. От обычной она отличалась датчиком, так как у "ПС" из-за шестеренкой моторной передачи вращение коленвала происходит в обратную сторону. КЭТы - не идеальный вариант из-за отсутствия заливки деталей и сильной вибрации мотора. Наш совет: используйте современные мопедные или "совиные" генераторы с БКС. Если же вы хотите повысить мощность за счет увеличения оборотов (выше 6000), спаяйте сами другой электронный коммутатор или обратитесь за помощью к специалисту.
Сцепление на "псах" откровенно слабое. Вариантов переделок этого узла - масса (вплоть до установки "сухого" сцепления от "Ч3-500").
Коробка передач в целом достаточно крепкая, если при переключениях выжимать сцепление и держать уровень масла выше рекомендованного. Вообще, возможность замены на штатную коробку "планетовских" дорожников позволяет не беспокоиться о поломках. "Гурманам" с большими возможностями можно посоветовать внедрить целиком узел от "ЧЗ-500". Однако потребуется переварить картер.
Ремонт шатуна иж пс
После покупки я попробовал покататься на мотоцикле. После 20 км пробега стало ясно, что мотоцикл «не едет». Была смена топлива, свечей, катушки, карбюратора и, возможно, чего-то еще. Мотоцикл так и не поехал нормально, как подобает «японцу». В один день разобрал его. 
Мятые детали поправлены: 

Алюминиевые отполированы: 

Грунтовка эпоксидным грунтом, окраска. 
Разборка мотора: 
Обработка картера пескоструем и стеклоструем, полировка крышек, замена всех подшипников, сальников, поршневых колец, дисков сцепления: 

Покрашены пульты и заменены ручки: 
Сборка: 


Глава 1
Силовой агрегат включает в себядвигатель (цилиндропоршневая группа), моторную передачу, механизм сцепления и коробку передач, конструктивно объединённые в один блок.
Двигатель
Кривошипно-шатунный механизм
Состоит из цилиндра, головки цилиндра, поршня с поршневым пальцем и поршневыми кольцами, коленчатого вала с шатуном и кривошипной камеры (картер). Смазка кривошипно-шатунного механизма осуществляется маслом, добавленым к топливу в пропорции 1:25. Охлаждается двигатель за счёт потока воздуха, который обдувает рёбра цилиндра, головки и наружные поверхности картера.
Цилиндр
В цилиндре4 (рис.2) происходит сгорание рабочей смеси. Его внутренняя поверхность служит напровляющей для поршня 6 и имеет низкую шероховатость и высокий класс точности обработки поверхности. Возвратно-поступательное движение поршня преобразует во вращательное движение коленчатого вала 12 при помоши шатуна24. Поскольку в двухтактном двигателе рабочий цикл происходит не только над поршнем, но и под ним, в картере, цилиндр имеет соответствующие окна, а в его теле отлиты перепускные каналы 7. Головка цилиндра 3 образует камеру сгорания. Цилиндр двигателя "Иж-49" отливался целиком из чугуна. Герметично в сопряжении между цилиндром и чугунной головкой достигалась за счёт устоновки прокладки. На мотоцикле "Иж-56" цилиндр для уменьшения массы и улучшения охлаждения сделан "слоёным". Чугунная гильза залита в алюминиевую рубашку, имеющую оребрение. К картеру цилиндр крепится на четырёх коротких шпильках гайками.
В верхней части в рубашку ввёрнуты шесть шпилек. На них крепитсяголовка. Прокладка между головкой и цилиндром неустанавливалась. Надёжность соединения достигалась за счёт высокой точности обработки сопрягаемых поверхностей и некоторой деформации более мягкой, по сравнению с чугунной гильзой, головки. По тойже схеме выполнены цилиндры "Ижей""планетного"ряда.
Двигатель "Иж-Юпитер" отличается количеством цилиндров: их два. В связи с этим работа двигателя более равномерна, ниже уровень вибрации.
Поршень
В любом двигателе поршень - это тот элемент, который воспринимает давление газов, образующихся при сгорании топливной смеси, и передаёт усилие на шатун.
Рис.3 Поршень:
1-днише; 2-канавка; 3-юбка; 4-окно; 5-бобышка;
В двухтактном же двигателе поршень выполняет ещё роль механизма газо распределения. Поэтому форма его довольно сложна: в нижней части юбки 3 (рис. 3) имеются окна 4, открывающие перепускные каналы и точно соответствующие по форме окна в цилиндре. Поршень должен распологаться в цилиндре строго ориентировано, чтобы стыки поршневых колец не попадали в проёмы, иначе их поломка неизбежна. От проворачивания на поршне кольца фиксируются стопорными штифтами.
Поршень 6 (см. рис. 2) соединён с верхней головкой шатуна 24 при помоши пальца 8, которыйфиксируется от осевого смещения в бобышках стопорными кольцами.
На поршнях одноцилиндровых двигателей устанавливаются по три компрессионных кольца, двухцилиндровых - подва. Долговечность работы сопряжённой пары цилиндр-поршень зависит от того насколько точно подобрана эта пара. По технологическим причинам невозможно изготовить все цилиндры и все поршни совершенно одинаковыми (существуют определённые допуски на размеры). Поэтому цилиндры и поршни после выхода их с последней операции тщательно измеряются и сортируются на группы. Детали в каждой из груп отличаются между собой не более, чем на 0,01 мм. Каждая из групп имеет определённую маркировку. При сборке необходимо подбирать поршни и цилиндры из соответствующих юдруг другу групп (табл 1, 2)
Размеры группы поршней и цилиндров мотоциклов "Иж-П3","Иж-П4","Иж-П5"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 1 | 71,94-0,01 | 71,99 +0,01 |
| 0 | 71,95-0,01 | 72,00 +0,01 |
| 00 | 71,96-0,01 | 72,01 +0,01 |
| 000 | 71,97-0,01 | 72,02 +0,01 |
Размеры группы поршней и цилиндров мотоциклов
"Иж-Юпитер"
| Маркировка | Диаметр поршня, мм | Диаметр цилиндра, мм |
| 2 | 61,98 +0,01 | 62,00 +0,01 |
| 1 | 61,99 +0,01 | 62,01 +0,01 |
| 0 | 62,00 +0,01 | 62,02 +0,01 |
| 00 | 62,01 +0,01 | 62,03 +0,01 |
| 000 | 62,02 +0,01 | 62,04 +0,01 |
Если поршень не имеет маркировки или она нанесена недостаточно ясно, измерить диаметр следует на строго определённой высоте. Для поршня "Иж-Ю" она состовляет 42мм, для поршня "Иж-П" -55мм, а для поршня "Иж-ПС" -35мм от края юбки поршня в плоскости перпендикулярной оси пальца. Для мотоцикла "Иж-Планета-Спорт" изготавливаются цилиндры и поршни нормальногоразмера трёх групп и двух ремонтных размеров (таблица 4).
Поршневой палец
Служит для соединения поршня с шатуном.
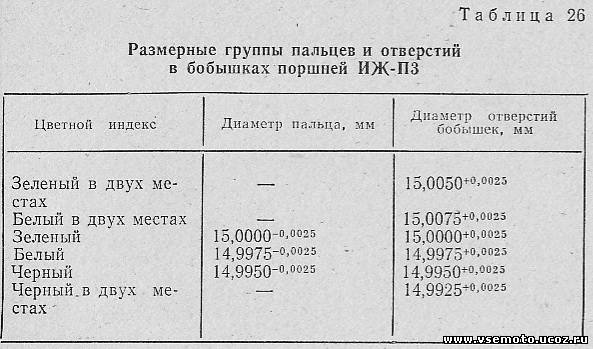
Поршневые пальцы подбираются к поршням по размеру отверстия в бобышках (таблица 5). На бобышках и на торцах пальцев должны быть метки одногоцвета. Следует иметь в виду, что палец в бобышки устанавливается по плавающей посадке, т.е. в сопряжении может быть от 0,002 мм натяг до0,008 мм зазор. Иными словами, смазаный палец обычно входит в бобышки под усилием руки, особенно если поршень слегка нагрет.
Размеры группы пальцев и отверстий бобышек поршней
"Иж-П3"
| Цветной индекс | Диаметр пальцев, мм | Диаметр отверстия бобышке, мм |
| Зелёный Белый Черный | 15,003-0,005 14,998-0,005 14,993-0,005 | 15,003 +0,005 14,996 +0,005 14,991 +0,005 |
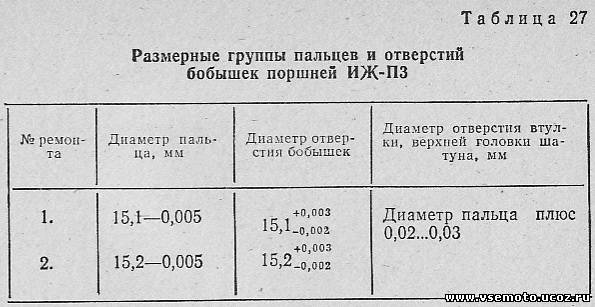
Размеры группы ремонтных пальцев и отверстий бобышек поршней "Иж-П3"
| Ремонт | Цветнаи индекс | Диаметр пальца, мм | Диаметр отверстия бобышки | Диаметр отверстия втулки верхней головки шатуна, мм |
| Первый | Красный с одной стороны | 15,1-0,05 | 15,1-0,002 | Диаметр пальца плюс 0,02. 0,03 |
| Первый | Красный с обеих стороны | 15,2-0,05 | 15,2-0,002 |
Размерные группы пальцев и отверстий бобышки поршней
"Иж-ПС"
| Цветной индекс | Диаметр пальца, мм | Диаметр отверстий бобышек, мм |
| Белый Черный Красный Зелёный | 18,0000. 17,9975 17,9975. 17,9950 17,9950. 17,9925 17,9925. 17,990 | 18,0030. 18,0005 18,0005. 17,9980 17,9980. 17,9955 17,9955. 17,9930 |
Поршневые кольца
Размеры ремонтных колец мотоциклов
"Иж-Ю3-01" и "Иж-Ю4"
| Группа ремонта | Поршень | Поршневые кольца | ||
| Маркировка | Диаметр, мм | Маркировка цветом | Диаметр, мм | |
| 1 2 | 1P 2P | 62,26-0,03 52,51-0,03 | Жёлтый Синий | 62,25 +0,03 62,50 +0,03 |
Размеры ремонтных колец мотоциклов
"Иж-П3" и "Иж-П5"
| Группа ремонта | Поршень | Диаметр поршневого кольца, мм | |
| Маркировка | Диаметр, мм | ||
| 1 2 | 1P 2P | 72,46-0,03 72,96-0,03 | 72,5 +0,03 73,0 +0,03 |
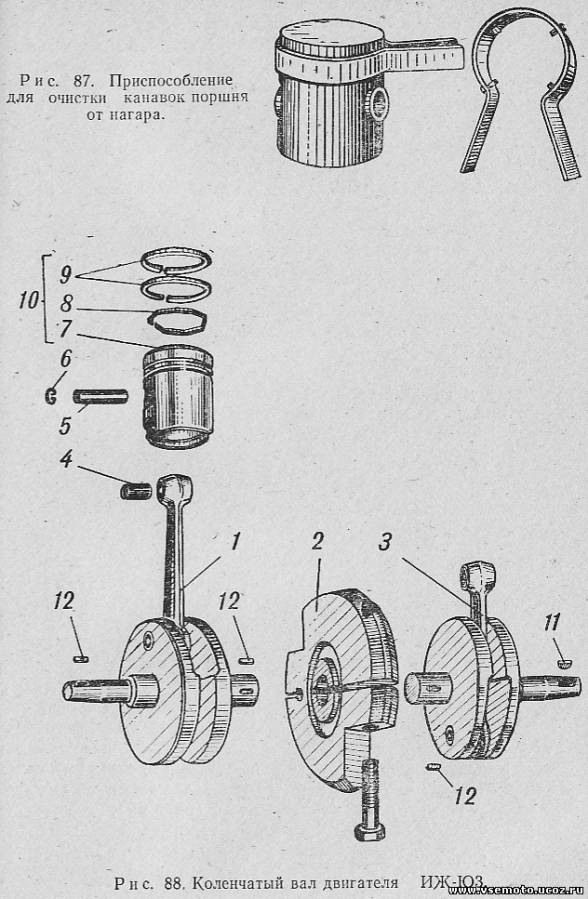
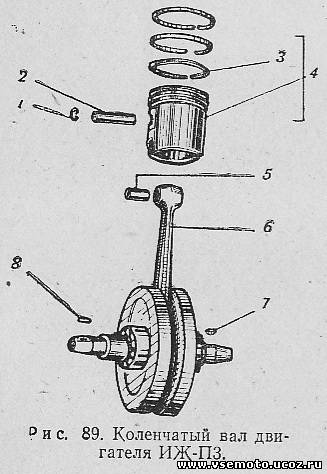
Коленчатый вал
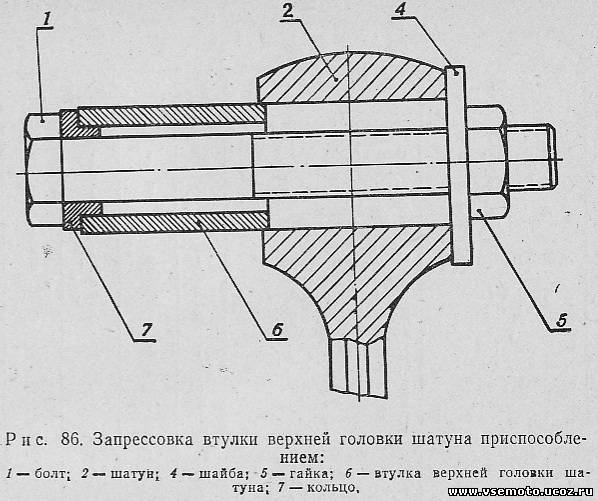
Коленчатый вал (см. рис.2.2) одноцилиндровых двигателей неразборный. Он состоит из двух щёк 16, кривошипного пальца 17, двух полуосей и шатуна 24. Полуоси запрессовываются в маховик с большим натягом, и это обеспечивает неоюходимую прочность соединения7 Палец 17 служит одновременно обоймой, по которой работают ролики подшипника нижней головки шатуна. Второй (наружной) обоймой является втулкой из специальной стали, запрессованная в нижнюю головку. Втулка термических обработана и имеет высокую твёрдость. Ролики подшиники нижней головки короткие, распологаются в два ряда сепораторе. В порцессе работы смазка кним поступает через щели, прорезанные в головке.
В верхнюю головку шатуна запресовывается бронзовая тонкостенная, свёрнутая из листа, втулка. Она служит подшипником для поршневого пальца 8. Необходимая точность сопряжения достигается обработкой втулки и подбором пальца. Смазка к пальцупроникает через сверления в головке и втулке.

Рис. 4 Поршень и вал коленчатый мотоциклов Иж-Ю (Наименования приведены в таблице 11).
Замена втулки шатуна иж планета 5
Фотоотчет: Замена втулки шатуна «Иж-Планета», «Муравей»
Не понимаю я этих конструкторов которые ставят в верхнею головку шатуна подшипники скольжения (имеются ввиду двигатели 2т у которых невозможно осуществлять смазку верхней головки шатуна под давлением). Зачем? Этому узлу двигателя и так достается по полной программе, высокая температура, дефицит смазки, значительные нагрузки, при таких условиях подшипник качения быстро выходит из строя. Есть же давно зарекомендовавшее себя с лучшей стороны решение заключающиеся в установке подшипника качения (сепаратора), так нет… Вот и приходится «счастливым» владельцам «совкоциклов» отдуваться за технические просчеты производителя.
Показывать в подробностях как меняется втулка на всех моделях мотоциклов, думаю нет смысла, поэтому покажу вам весь процесс на коленчатом вале от мотороллера «Муравей»
Итак, как мы видим втулка этого шатуна была жестко «отколхожена», так что, хочешь-не хочешь, а менять ее придется.

Рабочая поверхность «мягко говоря» далека от идеала.

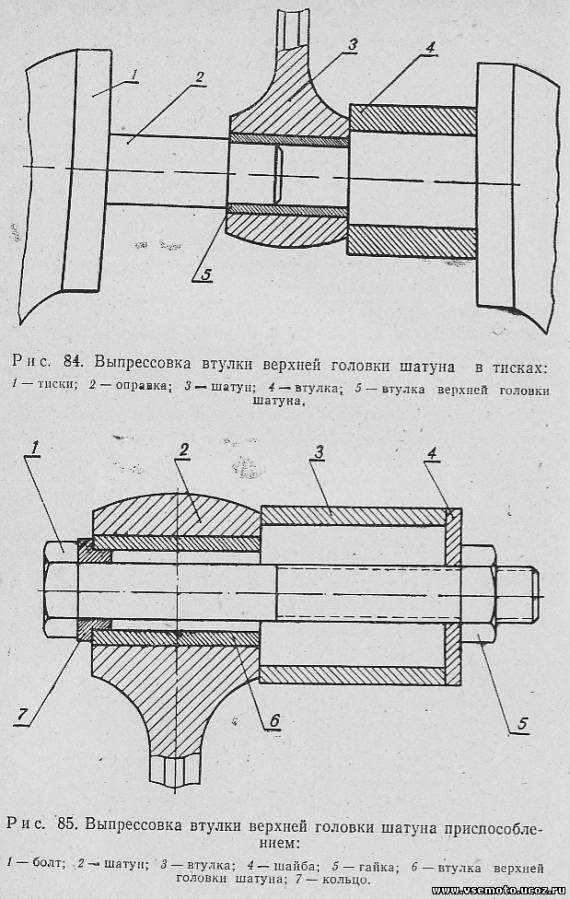
Для выпрессовки старой втулки нам понадобится: длинная шпилька или болт с гайкой, несколько шайб, любая втулка или обрезок трубки, наружный диаметр которой немного меньше внутреннего диаметра головки шатуна, еще одна втулка внутренний диаметр которой немного больше наружного диаметра самой втулки.
С ролью втулки для выпрессовки у меня хорошо справилась головка на 12 которая с легкостью проходит через шатун. Продеваем болт через головку затем продеваем через шатун с другой стороны ставим еще одну втулку, одеваем шайбу и накручиваем гайку. У меня получилась примерно вот такая конструкция.


Как видите «процесс пошел».

Пара минут работы и вуаля-втулка снята.



Теперь самое сложное-установка. Самое сложное в установке-это обеспечения максимального натяга в сопряжении двух втулок. Натяг надо постараться сделать максимально большим, иначе втулка может провернутся в головке шатуна и тогда все-«пиши пропало».
Для обеспечения необходимого натяга стык втулки надо подпиливать, потом пробовать устанавливать, смотреть как втулка себя «поведет», если много спилите втулка войдет в головку очень легко-что не допустимо. Ели спилите мало втулка при запрессовке деформируется.
Точных цифр при подпиливании стыка я вам не скажу, делаю все на глаз, бывает что необходимый натяг удается обеспечить только со второго третьего раза, поэтому я покупаю сразу несколько втулок, чтобы лишний раз не ехать в магазин. Иногда мне в продаже попадались втулки которые подпиливать не было никакой нужды — входили в шатун с очень хорошим натягом, но это редкость, в основном приходится пилить.

Стык я подпиливаю обычной ножовкой по металлу. Пришлось пилить два раза, сначала один проход, потом втулку легонько зажал плоскогубцами чтобы сошлись стыки и пропилил еще раз.

После подпиливания стыка, точно по такому-же принципу с помощью болта и шайб запрессовываем втулку на свое место, при запрессовке втулки старайтесь расположить стык по направлению к нижней головки шатуна.



Втулка оказалась немного шире шатуна, поэтому во время запрессовки уперлась в шайбу. Чтобы ее немного дожать с другой стороны я поставил втулку и немного поджал ее, чтобы с обоих сторон она выходила одинаково.

Надфилями пропиливаем окно для смазки.

Берем раздвижную развертку и не спеша понемногу начинаем калибровать отверстие, пока поршневой палец смазанный моторным маслом не будет заходить на свое место от усилия пальца руки.



Замена втулки шатуна иж планета 5
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм
в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.
7. Снимаем головку.
8. Накидным ключом на 14 мм
отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.

11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.

12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).

14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.

16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть – заменяем головку цилиндра.

17. Аналогично осматриваем резьбу отверстия под декомпрессор.

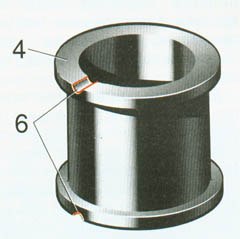
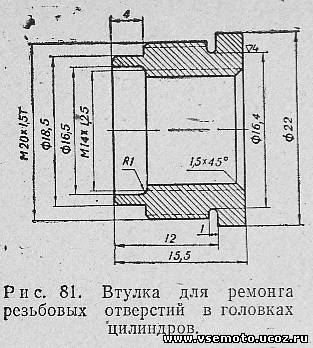
При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.
21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.
При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.
23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).
24. Снимаем поршень.
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.
Ремонт шатуна иж пс
-->Приветствую Вас Гость | RSS
-->| « Ноябрь 2015 » | ||||||
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 1 | ||||||
| 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 23 | 24 | 25 | 26 | 27 | 28 | 29 |
| 30 | ||||||













Есть идея установки такого подшипника в НГШ
Наружний диаметр 38 внутренний 29(палец иж планета) ширина 20мм
Расточить шатун по кругу с 37 до 38 и запресовать

1
Дивно,но шатун с Днепра и МТ по размерам подойдут под подшипники 2505 КМУ для нижней головки шатуна и длина шатуна 150мм между центрами головок.
Пилим головку шатуна.

Когда в 2009г я перебирал мотор, в него были установлены новые вала фирмы "Мотомир". Конструкция головок шатуна у советских и этих отличалась. В советском был пропил а тут высверлено отверстие. Ну да и ладно сказал я себе тогда. В те времена знаний было ещё не так много, да и искра доработок не разгорелась в тот пожар, что бушует сейчас.
Когда разбирал мотор для доработки поршневой обнаружил слегка посиневшие пальцы. При детальном осмотре головки шатуна оказалось, что в шатуне просверлено отверстие диаметром 4мм, а во втулке отверстие 2мм.
(На фото я уже увеличил отверстие во втулке, до этого оно было в 2 раза меньше чем основное)

Этого однозначно мало. Масло я лил дизельное а потом скутерное, поэтому говизну масла можно исключить.
Вспомнились шатуны с пропилом. Увеличением отверстия во втулке решил не ограничиваться. Сделал разметку и хоть в оригинале пропилы смотрят в одну сторону мне почему то захотелось развести их порознь. Приобрёл 125й диск на болгарку толщиной 1мм, но план не удался. Внешний диаметр слишком большой и достаточно углубиться не получается. 
В ход пошли маленькие диски из набора гравировальной машинки с гибким валом. Но и они оказались слегка великоваты. Пришлось их немного уменьшать на точильном камне.
Затем пропиливаем отверстия на пару мм в стороны.
Не забываем закрыть камеру кривошипа тряпочкой, иначе срань там, грязь и прочие пакости.

Заусенцы и шероховатости убираем алмазными шарошками. В верху головки делаем треугольное углубление, чтоб затекало лучше, да побольше. И зашлифовываем наждачными кругами на насадке шлиф машинки. 
Ремонт шатуна иж пс
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
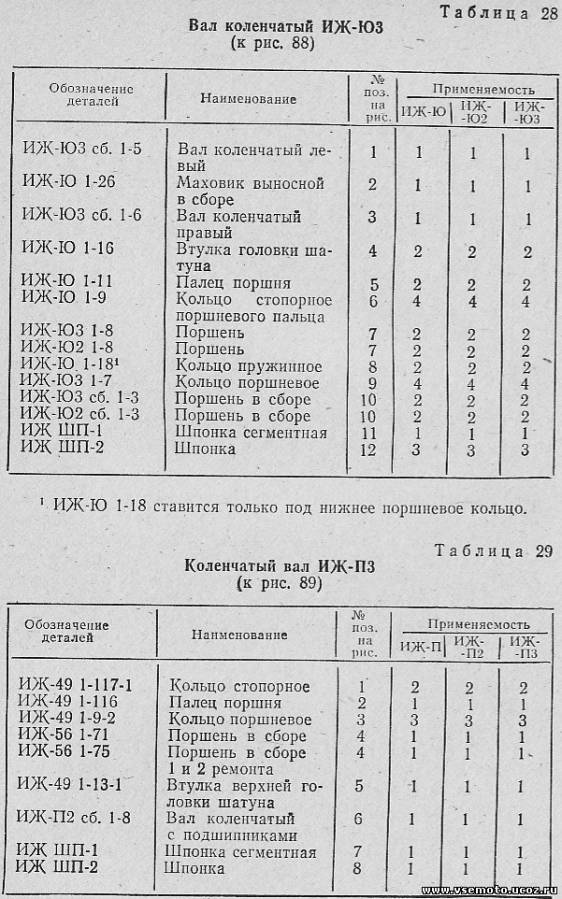
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
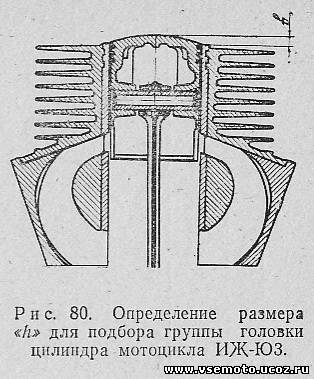
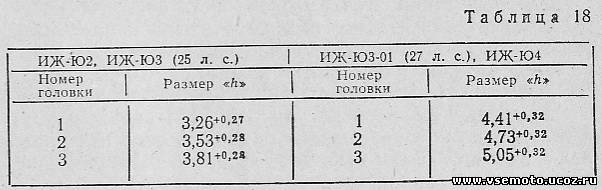
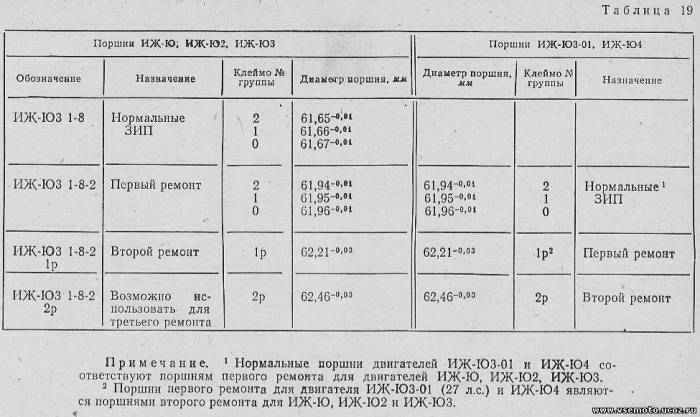
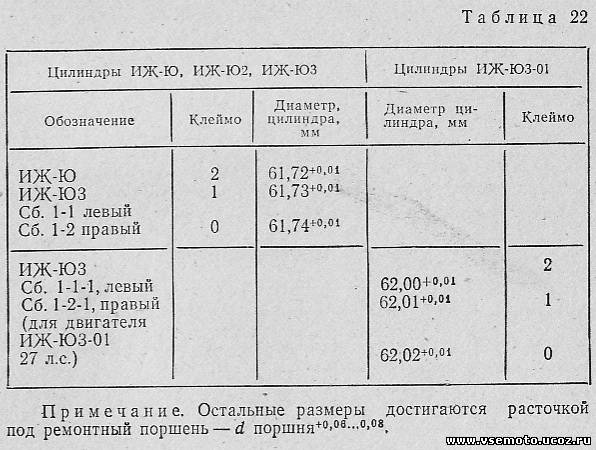
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища - Д1 и юбки - Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 - 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
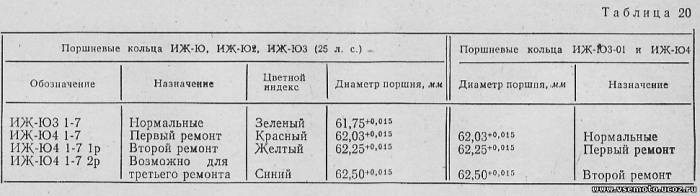
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра - 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку - 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом - 0,03 - 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 - 6 мм, а выход брусков из цилиндра - 15 - 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного - с зернистостью 300÷500. Припуск на окончательное хонингование - 0,03 - 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
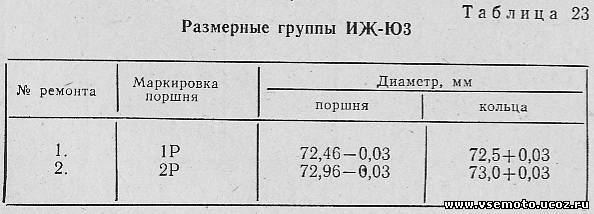
Клеймение группы делают на головке поршня: первый ремонт - 1Р, второй ремонт - 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра - 9 - 10 класса, овальность и конусность по всей длине - не более 0,01 мм. Величина припуска на последующую доводку - 0,05 - 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
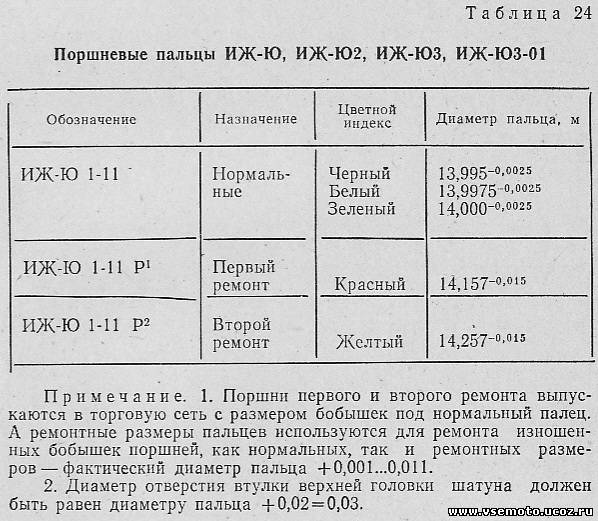
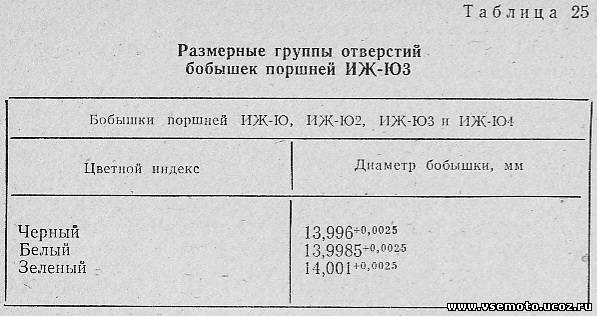
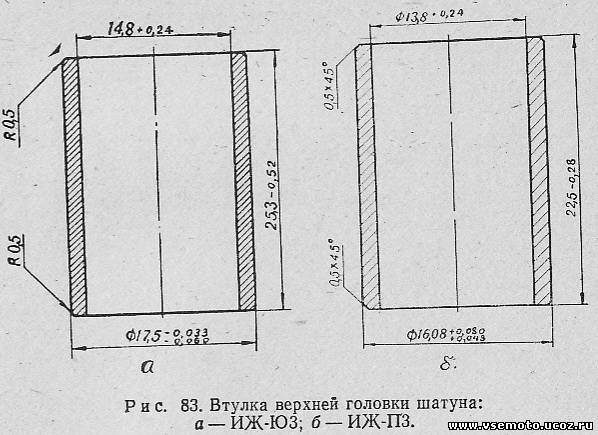
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
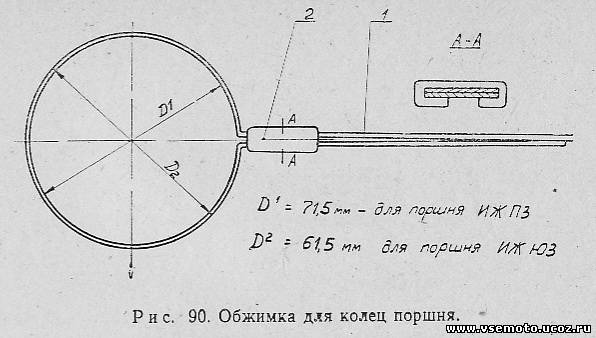
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
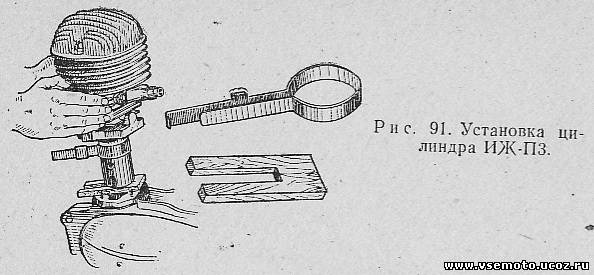
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Читайте также: