Трещины на маховике камаз
Обновлено: 14.05.2024
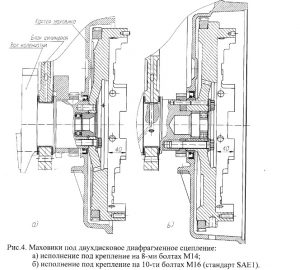
Разработка технологии ремонта маховика автомобиля КАМАЗ-5320
Условия работы маховика, ее конструктивные особенности и технические условия на изготовление и дефектацию. Характеристика материала детали. Нормирование операций техпроцесса. Назначение и принцип действия приспособления. Протачивание рабочей поверхности.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 21.04.2013 |
| Размер файла | 308,3 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
- Введение
- 1. Характеристика условий работы детали, ее конструктивные особенности и технические условия на изготовление
- 2. Характеристика материала детали
- 3. Технические условия на контроль сортировку деталей. Карта технических условий на дефектацию детали
- 4. Назначение, принцип действия и конструктивные особенности приспособления
- 5. Техническое нормирование операций технологического процесса
- 5.1 Протачивание рабочей поверхности маховика
- Заключение
- Список использованных источников
- Введение
Агрегаты и большинство деталей автомобиля являются ремонтируемыми объектами, их исправность и работоспособность в случае возникновения отказа или повреждения подлежат восстановлению. В предельном случае нарушения работоспособности, когда эксплуатация автомобиля или его агрегата должна быть прекращена полностью или он должен быть подвергнут капитальному ремонту, состояние объекта называется предельным. Следует отметить, что критерии предельного состояния различных агрегатов автомобиля определяются и неустранимым нарушением безопасности движения, и неустранимым отклонением заданных параметров от установленных пределов, и главным образом неустранимым снижением эффективности эксплуатации автомобиля. Закономерности переходов технического состояния деталей, агрегатов и систем автомобиля из исправного, работоспособного состояния в неисправное, неработоспособное, и, наконец, в предельное состояние и обратно изучают методами теории надежности технических объектов. При анализе надежности рассматривают как отдельный технический объект автомобиль, его систему, агрегат ил деталь.
По мере использования машин их работоспособность и эксплуатационные показатели (тяговая мощность, тяговое сопротивление, расход топлива, производительность) не остаются постоянными, а изменяются в широких пределах.
На узлы, механизмы и детали во время их работы оказывают влияние механические, химические, тепловые и электрохимические факторы. В результате этого возникают необратимые процессы, например износ, смятие, коррозия, остаточные напряжения, вызывающие неисправности деталей машин.
Износ поверхностного слоя, изменение свойств материала, формы, размеров и веса детали -- все это непрерывные, медленно нарастающие процессы. Развитие неисправностей вызывает постепенные или внезапные отказы в работе узла или всей машины.
Эти изменения становятся ощутимыми, когда работа деталей качественно видоизменяется: неподвижное соединение переходит в подвижное, а плотное прилегание -- в неплотное; увеличенный зазор в подвижном соединении вызывает появление ненормальных стуков или изменение показателей работы.
Для приведения неисправной машины в работоспособное состояние существует определенная совокупность работ называемая технологическим процессом ремонта машин.
Основным документом для осуществления технологических процессов ремонта машин служит типовая технология ремонта. Изучение, освоение и внедрение рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин.
Целью данного курсового проекта является разработка технологического процесса восстановления маховика двигателя КамАЗ-5320, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель привить навыки самостоятельного решения конкретных задач, связанных с организацией ремонта машин на основе приобретенных знаний при изучении общетехнических и профилирующих дисциплин.
1. Характеристика условий работы детали, ее конструктивные особенности и технические условия на изготовление
Маховик изготовлен из серого специального чугуна. Он закрепляется на заднем торце коленчатого вала и фиксируется двумя штифтами. На маховик в горячем состоянии напрессовывается зубчатый венец. Характерной особенностью маховика является наличие приливов, которые показаны на рис. 1. Характерные дефекты маховика:
- обрыв болтов крепления маховика; до 1980 г. с указанным дефектом поступало в ремонт 5--6 % двигателей от общего их количества; для устранения этого дефекта Камское объединение с 1980 г. устанавливает болты большего диаметра с подголовочной шайбой;
- износ шипов ведущего и нажимного маховиков сцепления, установочной втулки, ослабление ее посадки, манжеты первичного вала и поломка в ней пружины;
- трещины на рабочей поверхности глубиной до 2 мм, ее износ, задиры, риски.
Рисунок 1 - Маховик двигателя автомобиля КамАЗ-5320
2. Характеристика материала детали
Заготовка для маховика представляет собой отливку из серого чугуна марки СЧ20 (ГОСТ1412-85). Отливка производится
Высверливание сорванных болтов коленвала, замена направляющих
Одной из болезни сцепления автомобиля Камаз – это обрыв маховика, а точнее сказать, это обламывание болтов коленвала и как следствие и штифтов.
Причина обрыва маховика несколько:
- Это неправильная затяжка болтов и некачественные болты. Они могут быть правильно затянуты, с помощью динамометрического ключа , но болты, как показала практика встречаются перекальными и как следствие при работе сцепления обрываются головки болтов
- Это резкое бросание педали сцепления. Болты могут сразу не оборваться, но при таких рывках болты ослабляются и вся нагрузка ложится на штифты. После каждого выжима сцепления, болт все больше разбалтывается и как следствие срезает штифты а затем болты.
- Это нет четкой плоскости прилегания на маховике или коленвале. Если маховик ранее обрывало, как правило на торце коленвала идет поднятие кромок отверстий под болты или случается наклеп, т.е бугры на торце коленвала. Вручную без спец. Приспособлений бывает трудно сделать плоскость на торце коленвала. Если хоть не много не будет плоскости то маховик при вращении будет вилять, будет вибрация двигателя и как следствие отпускание болтов и их обрыв.
![]()
Приходится часто высверливать оборванные болты. Если маховик снят, то высверливание болтов происходит с помощью сверлильного станка( если болт не выкручивается при помощи спец. Инструмента), после чего как правило коленвал устанавливается на токарный станок и торцуется место соединения маховика. Штифты если их даже не оборвало нужно заменить, так как у них есть наклон в сторону обрыва. Если коленвал стоит на машине болты высверливаются при помощи дрели. Болт всегда практически обрывает в глубине, в коленвале остается только резьба. Встречаются «умельцы» которые выкручивают болты при помощи сварки, опускают трубку и через отверстие в ней электродом пытаются приварить болт к трубке и выкрутить сломанный болт. Такая практика не только не эффективна, но и опасна, объясню почему. Диаметр болта 14мм, трубка должна быть меньше диаметра болта хотя бы на 0.5 мм. Толщина стенки у трубки должна быть не меньше 2 мм, в противном случае при зажигании электрода можно прожечь стенку трубки и приварится к самому коленвалу. Если толщина стенки трубки 2 мм, то внутренний диаметр трубки останется у нас 9-9.5 мм. Нужно быть хорошим сварщиком, имеющим опыт именно в таких ситуациях, который в глубине трубки с первого раза приварит болт, в противном случае зашлаковка отверстия не даст нужного результата и трубка оторвется, а высверлить болт после сварки довольно сложно, после электродуги в 4000 градусов болт прикаливается, у него уже не будет плоскости, сверло начинает уводить в стороны, но только не по центру приходится при помощи цилендрических фрез диаметром 10 мм выравнивать торец, потом центровать, и потом только сверлить. Но еще проблемотичнее другой вариант, когда болт сломан найскось трубка не может прилечь к плоскости и при зажигании электрода, дуга уходит в сторону и оплавляет витки резьбы на коленвале. В этом случае удалить болт на много сложнее, приходится снимать и разбирать двигатель, доставать коленвал и отдавать спецам, вместо того, чтобы правильно высверлить болты в течении 1-2 часов на самой машине. Следствием обрыва маховика являются также трещинки, которые образуются под сальником на коленвале, в итоге масло попадает в сцепление. Чаще всего трещинки образуются под крепежными болтами, реже идут от штифта, что уже проблемней, расскажу почему.Как решить проблему?
![]()
Проблему трещин можно решить двумя способами( по крайней мере известные нам):1 Способ. Это проточка места коленвала или шлифовка по сальник на 2-3 мм на диаметр, наплавка и шлифовка под диаметр сальника.
2 Способ. Это установка бондажа, т.е проточка коленвала на ширину места под сальник, а это 16-18 мм. Коленвал выставляется по коренной шейке или по месту шестерни, которая стоит за сальником предварительно она все равно удаляется для удобства работы. Коленвал протачивается на 5 мм по диаметру, на длину 16-18 мм , изготавливается кольцо с припуском по нар. Диаметру и прессовой посадкой 0.15-0.2 мм по внутр. Диаметру. Кольцо запрессовывается вручную при помощи оправки на холодную(без нагрева). Бондаж изготавливается из буровой трубы, а это как правило сталь 45, потом окончательно протачивается и полируется при помощи шкурки.
Плюсы и минусы данных способов
В первом случае имеет место сварка. Сварка должна производится только полуавтоматом, для того чтобы не было пор в поверхности коленвала и обязательно шлифовка, так как токарная обработка будет не возможна из за твердости коленвала после наплавки. В этом случае плюсом является что тело будет цельное, но и появление трещин возможно после очередного обрыва коленвала.
Во втором случае вся операция проводится только на токарном станке, нужен профессиональный токарь и опыт в данной работе, минусом является то, что втулка будет меньшей твердости чем коленвал хотя опыт показал, а это десятки коленвалов, что с таким бондажом коленвал работает по несколько лет. Нам встречались случае когда кольцо лопалось в следствии маленькой ее толщины, неправильной посадки или не соответствие материала. Извлекался сальник с лобовины измерялось место на коленвале под втулку микрометром ( можно было подобраться) изготавливалось кольцо и одевалось на коленвал не снимая двигатель с машины. Плюсом является то, что это можно сделать на обычном токарном станке 1К62 или его аналог, и что втулка является сменной деталью.
Допустимый износ маховика и сцепления
![Допустимый износ маховика]()
Маховик автомобиля является важнейшей частью двигателя. На него возлагается много задач, которые он безупречно выполняет до поры до времени. Ничто не вечно, и деталь эта тоже имеет свой ресурс. Узнаем, каков допустимый износ маховика.
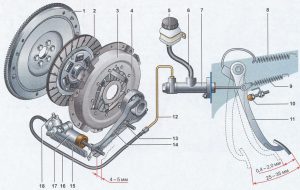
Про маховик и сцепление
Как известно, исправный чугунный маховик гарантирует нормальное функционирование ДВС. Также элемент предназначен, как оплот муфты. И допустимые значения износа элемента должны вычисляться вкупе с другими элементами сцепления.
По этой причине, если мы говорим о маховике, то будем иметь в виду всю систему сцепления. Очевидно, что деталь эта непосредственно связана со сцеплением, является его опорой.
Рассмотрим функционирование и расположение элементов сцепления более подробно.
- По всей внешней границе маховика надет бывает металлический обруч, зубья которого входят в сцеп с деталью стартера при заводе мотора. Обруч бывает стальной, прочный. Для повышения прочностных свойств, венец подвергается закалке высоким напряжением. Надевается изначально на балансир кривошипного вала после предшествующего и равномерного прогрева до температуры 180 градусов.
- Сфера маховика, соприкасаемая с диском сцепления, подвергается большой нагрузке. Фиксируется деталь болтами на оконечность кривошипного вала, а болты обязательно контрятся особой шайбой, чтобы крепежи выдерживали такую нагрузку.
Внимание. Маховики должны проходить обязательный процесс статической балансировки (при этом дисбаланс не должен превышать более 0,1 Нм).
- маховик также регулируется после посадки на кривошипный вал в сборе;
- в процессе эксплуатации большей частью истиранию подвергается обратная плоскость маховика, которая соприкасается непосредственно с диском сцепления;
- наиболее чаще изнашивается металлический обруч-венец.
![Шлифовка маховика]()
Если изнашивается задняя плоскость маховика, то она перешлифовывается на станке с соблюдением основных правил. Если изнашивается венец, то он подлежит замене. Осуществляется замена обруча так: венец выбивается с детали.
В некоторых случаях, если венец сидит очень крепко, следует сделать так. Просверлить в основании обруча несколько отверстий так, чтобы обруч раскололся. При этом надо постараться не повредить чугунный материал самого маховика.
Новый обруч устанавливается либо «на холодную», либо «на горячую». Оба способа имеют как свои плюсы, так и минусы. Поставленный «на холодную» венец прослужит гораздо дольше, однако такая установка бывает сложна. И напротив, гораздо легче поставить венец «на горячую», но делать это нужно с большой внимательностью, иначе прогрев будет неравномерный.
Итак, вот как расположен маховик и элементы сцепления на схеме (речь об однодисковом сцеплении):
- рычаг педали сцепления;
- вал, передающий энергию нажатия;
- вилка выключения муфты;
- нажимной диск;
- ведомый диск;
- демпферная система, состоящая из пружин ведущего диска;
- выжимной рычаг;
- подшипник упорного типа;
- феродо или накладки;
- первичный вал КПП.
Таблица заводских допустимых размеров и зазоров основных деталей муфты
Признаки износа маховика
Главным признаком износа детали является поддергивание педали сцепления при нажатии. «Рывки» машины – первый признак того, что с маховиком или сцеплением что-либо не в порядке.
Еще одним явным признаком износа являются видимые внешние повреждения. Но увидеть их без разбора машины невозможно. По этой причине опытные водители советуют: если проводится ремонт автомобиля, снимается коробка, обязательно проверьте состояние маховика и сцепления.
![Схема сцепления авто]()
Второстепенными признаками износа принято считать затрудненное переключение скоростей, пробуксовку автомашины, резкий или чересчур медленный старт и т.п.
От признаков износа маховика отличаются признаки износа сцепления. В этом случае, если диск сцепления отжил свой ресурс, в салоне автомобиля и под капотом будет явно ощутим запах гари.
Еще одним признаком износа диска является неполное задействование механизма. Решением проблемы в этом случае станет замена детали или прокладки. Если этого не сделать вовремя, в дальнейшем владельца ждет капитальный и дорогостоящий ремонт.
Современные автомобили часто оснащаются не стандартными механическими коробками, а роботами. На таких КПП о необходимости ремонта сцепления будет свидетельствовать неожиданное включение защитной системы.
Также на роботе признаком выхода из строя сцепления является затрудненное переключение скоростей.
Как проводится проверка
Если работа маховика или диска сцепления попадает под сомнение, надо провести следующие диагностические приемы:
- диагностировать состояние плоскости маховика (зеркала) на наличие задиров, царапин или других следов износа;
- осуществить проверку на биение – оно не должно превосходить две десятые миллиметра (в случае повышенного биения принимаются неотложные меры, иначе произойдет износ ведомого диска, будут наблюдаться рывки и дерганья в процессе задействования сцепления);
- диагностируется искореживание диска муфты (НДС) и маховика (если наблюдается коробление, то оно устраняется путем шлифования).
Примечание. Самая малая дозволенная толщина НДС обязана быть не менее 20-21 мм. Тоньше этого диск быть не должен, иначе происходит ухудшение работы демпферной системы сцепления.
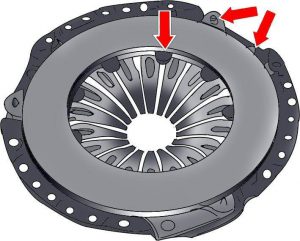
![Нажимной диск сцепления]()
Вот еще, что следует проверить:
- диагностировать зеркало НДС на гладкость (при этом допустима вогнутость не более 0.08 мм, а выпуклости вообще быть не должно);
- проверяется чистота зеркала (должна быть не ниже 1.6 мкм);
- тщательно диагностировать первый вальный подшипник (не допускается никаких заеданий);
- отдельно проверять фрикционные накладки, которые обязательно надо менять при появлении на них трещин или значительном износе материала (головки фиксаторных заклепок не должны утопать относительно рабочей поверхности материала более 0.2 мм).
Зная допустимый износ маховика и элементов муфты, удастся предостеречь основные проблемы и сложности, несущие кардинальный характер.
Как восстановить зуб на венце маховика?
Тогда крутить деталь надо, чтобы равномерно прогревалась. Ещё учитывая, что зубья имеют закалку ТВЧ и их отпуск нежелателен.
Подвесить на перекладине на проволочке и крутить :)
Но через лист надёжнее. Ещё лучше - сделать всё это дома, сунув венец в духовку, а маховик - в холодильник. Духовки нынче через одну с регулятором температуры, так что можно и технологию выдержать.Подобным образом я монтировал задний фланец (1) кардана своего мотоцикла. Эти детали правда намного меньше МеМЗовского маховика, но этот фланец тоже напресован на гладкий вал с приличным натягом без шлицов или шпонки. Запрессовать его на холодную невозможно и у него в задней части внуренний зубчатый венец, который тоже термически обработан. Всё это удовольствие пришлось затеять только для замены сальника (5), он стоит в передней части стакана (4). Оба фланца напрессованы на вал, так что стакан с сальником можно снять только после спрессовки одного из фланцев. Фланец (1) мне удалось снять только на работе при помощи пресса. После этого я надел стакан (4) с новым сальникм на вал, завернул всё это в полиэтиленовый пакет и положил на ночь в морозилку. На следуюее утро я надел фланец (1) на стальой пруток и нагрел его газовой горелкой, но грел только с торцевой части (2), что бы не отпустить закалку зубъев. Когда фланец нагрелся, сын прнёс вал, поставил его верикально, я захватом взял фланец и надел его на вал. Вся эта операция была сперва обговорена с помошником до последней мелочи, потоу, что операция должна получиться с первого раза. Фланец в течение секунды сидел на валу неподвижно!
У нас на работе меняли зубчатый венец маховика двигателя MAN. Старый венец аккуратно надрезали болгаркой и раскололи по надрезу зубилом, полсе этого он легко снялся вручную. После снятия венца маховик положили на стабильную ровную поверхность. Новый венец повесили на проволочный крючок и нагревали его автогеном по кругу. После этого один взял венец щипцами и положил ео на маховик, а второй, стоявший наготове, быстро простучал его по кругу через бронзовую болванку молотком. Вся эта операция заняла не более пятнадцати минут.
Главное, сперва тщательно всё продумать и подготовить.
Венец стальной. А вот с навариванием скорее всего проблемы возникнут. Не, ну наварить-то можно, только при этом локально пострадает термообраборка венца и, вероятно, структура металла. А это может привести не только к повышенному износу либо зубьев венца в зоне наварки, либо шестерни бендикса стартера, но и к разрушению венца при работе двигателя.
А ещё и наварить надо так, чтобы этот зуб при первом-же запуске не обломился снова. И ещё - при наварке не снятого венца в месте сварки/нагрева металл скорее всего растянется, и если венец не свалится сразу, то обязательно сделает это потом. А наваривать снятый - при сварке наверняка пострадает его геометрия, и какие возникнут напряжения после установки и к чему оно приведёт - Х.З.
Эти эксперименты тебе надо?Не мучайся - переставь венец со старого маховика и забудь про проблемы с ним.
Как цельный на сороковке? А для чего в мануале нагревают венец перед прессовкой?
Маховик - ещё поживёт или в утиль? микротрещины на рабочей поверхности маховика
Буквально вчера прочитал "что может случится с маховиком, кроме как зубцы слизаться". и вот я рассмотрел свой маховик - пошли микротрещины - в 3-4 местах где наиболее видны зоны "залипания" или пробуксовки. центральная тёмная полоса на фото маховика - видимо - чуть не сжёг сцепу :(
и подскажите, пожалуйста, по сцеплению - ещё походит или зря только поставлю - будет сыпаться?
Отсутствие денег не означает отсутствие благородства.
как по мне так фтопку
Крым - украинский
Сектор - правый
Путин - ***ло!Bernik, тю,та его можно продать,по 2.3-2.5 кг.
Теж такої думки.
т.е. всё-таки критично? это не натяг металла после пробуксовки - может его обработать на станке? снять например 0,5мм
а в топку - и сцепление?
Отсутствие денег не означает отсутствие благородства.
как по мне так фтопку
а в топку - и сцепление?
Sex есть как Опель - запроектированный, чтобы радовать.
жалко :) маховик и корзина сцепления родные ещё..
а корзину можно проточить? - на ней трещин нет :) но выработка порядка 0,5мм (как и на маховике)
Отсутствие денег не означает отсутствие благородства.
"быковать" на светофорах не нужно и будет счастье. Опиль 25-летний это не спорткар. Тут наличо аццкий перегрев сцепления и маховика соответственно. Особенно это видно на накладках диска. Жаль фото плиты корзины нет, наверное синюшная вся.
По маховику - я думаю ничего ему не случится. Накладки диска можно переклепать, есть масса умельцев. Это так для бюджетного варианта.
поменял с20ne 1.7 дизель
корзина и диск прошли до 10 тысяч
брал лук комплект (и сальник задний в джеме с каптивы подходит )
просто переводил на 5w50 mobil
мотор в гараже стоит (жаба давит продавать в него душу и бабла всыпал)
"быковать" на светофорах не нужно и будет счастье. Опиль 25-летний это не спорткар. Тут наличо аццкий перегрев сцепления и маховика соответственно. Особенно это видно на накладках диска. Жаль фото плиты корзины нет, наверное синюшная вся.
По маховику - я думаю ничего ему не случится. Накладки диска можно переклепать, есть масса умельцев. Это так для бюджетного варианта.Манера езды у меня спокойная.. А вот как на ней ездили до того как я стал хозяином.. Фиг его знает.. Я туда полез первый раз. В общем заменил маховик, корзину и саму сцепу оставил как есть.. Притрется маховик, потом менять буду сцепу, если раньше не рассыпется.
Коленчатый вал: повреждение, симптомы, ремонт и расходы
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.
Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Ремонт и стоимость поврежденного коленчатого вала
К сожалению, ремонт коленвала – очень сложный процесс, который могут делать не многие технические центры. Ведь в этом случае нужна шлифовка коленчатого вала на специальном оборудовании. Вот виды возможных работ при восстановлении изношенного вала:
- шлифовка
- рихтовка
- полировка
- ремонт шкива
- чистка каналов
- замена подшипников
- балансировка
Также в некоторых случаях старый коленвал может нуждаться в термообработке. А иногда нужна балансировка коленвала. К сожалению, для этих работ требуются специалисты высокого класса, а также дорогостоящее оборудование.
Также не забывайте, что, прежде чем приступить к ремонту коленвала, нужно его еще демонтировать, а после ремонта поставить на место. Для многих автомобилей это обходится в круглую сумму, так что в итоге будет проще купить новый коленвал, чем ремонтировать старый. Вот для примера расценки на ремонт коленвала в одном из автосервисов Москвы. Причем это еще не высокие ценники.
Логично, что раз придется разбирать мотор, то вместе с ремонтом коленвала придется также проводить и другие работы. В этом случае восстановление работоспособности коленвала может вылиться автовладельцу в круглую сумму. В некоторых случаях будет проще купить контактный подержанный мотор. Можно также обратиться в специализированные компании, которые занимаются восстановлением моторов. В таких компаниях вы можете приобрести уже готовый восстановленный двигатель на свою машину. В этом случае, чтобы уменьшить стоимость восстановленного мотора, вы можете сдать двигатель со сломанным коленвалом в качестве зачета в стоимость восстановленного.
Структура и функция коленчатого вала
Если вы хотите понять функцию коленвала, то, чтобы это было проще, вспомним, что такое велосипедные педали, которые соединены между собой специальным валом. Ваши ноги при вращении педалей выполняют точно такую же роль, которую играют в двигателе поршни, прикрепленные к шатунам, толкающим коленвал. На велосипеде, чтобы вращать колеса, вам нужно крутить педали вверх и вниз.
По сути, наши ноги на велосипеде (если их сравнивать с конструкцией двигателя) представляют собой два поршня с шатунами, которые ходят вверх и вниз в двухцилиндровом моторе. Вместо же звездочки, которая, вращаясь от движения педалей, передает по цепи крутящий момент на заднее колесо, в двигателях внутреннего сгорания используется коленвал, который и преобразует энергию, получаемую от хода поршней и шатунов, в механическую. С одной стороны коленвала расположен маховик, который передает крутящий момент на коробку передач.
Коленчатый вал должен выдерживать высокие нагрузки
Сегодня в современных автомобилях в двигателях используется коленвал, с каждой стороны которого находится подшипник. Со временем подшипники изнашиваются и между ними и поверхностью коленвала появляется люфт, что приводит к износу коленвала.
К счастью, современная конструкция двигателя способна долгое время выдерживать большие нагрузки. В том числе способны выдерживать нагрузку и современные коленчатые валы. Например, в дизельном современном двигателе каждый ход шатуна испытывает от воспламенения топлива нагрузку в 10 000 кг, которая, естественно, передается на коленвал.
Итак, на короткое время в одно мгновенье на шатуне присутствует сила, эквивалентная десяти тоннам, которая воздействует на коленвал. И это мы говорим только об одном шатуне. Вы представляете, какую нагрузку получает коленвал в восьмицилиндровом моторе?
И это еще не все. В зависимости от конструкции двигателя коленчатые валы также подвержены вибрациям. Поэтому многие автопроизводители стараются сделать коленчатые валы достаточно прочными и долговечными. Например, коленвал может быть изготовлен из высококачественной стали. Особенно для мощных турбированных высокооборотистых дизельных двигателей.
Для атмосферного (нетурбированного) бензинового двигателя коленвал может быть уже не столь прочен. Поэтому производители часто еще недавно многие коленчатые валы изготавливали из чугуна. Сегодня же в мире наблюдается тенденция по снижению веса автомобиля. В первую очередь двигателя.
В итоге вместо чугунных блоков двигателя во многих современных авто стали использоваться блоки цилиндров из алюминия. Также производители стали использовать облегченные поршни и шатуны. Не обошла эта мода на легкое и коленчатые валы, которые также заметно полегчали. Все это, конечно, не добавляет машине надежности и увы, не гарантирует долгий срок службы двигателя.
Трещина в ГБЦ — признаки, методы поиска и ремонта трещин головки блока цилиндров
![]()
Появление трещин в головке блока цилиндров (ГБЦ) сопровождается рядом неприятных симптомов, которые так или иначе влияют на производительность силового агрегата. Далее мы поговорим о том, как понять, что в ГБЦ есть трещина, в каких местах она чаще всего возникает, а также как решить данную проблему.
Признаки трещины головки блока
Довольно часто такую поломку ассоциируют с белым дымом из выхлопной, который якобы является верным признаком трещины ГБЦ. Это действительно так, однако довольно часто проблема проявляется по-другому и цвет выхлопа при этом никак не меняется.
![]()
Изменение цвета масла, масло пенится. Когда антифриз попадает в моторное масло, оно становится более жидким, меняет свой цвет и начинает пениться. В системе охлаждения при этом появятся следы масла, пленка будет и в расширительном бачке.
![]()
![]()
Пузырьки выхлопных газов в системе охлаждения. Появление трещины в ГБЦ в точке контакта с рубашкой охлаждения двигателя может привести к появлению пузырьков в расширительном бачке, а также в радиаторе охлаждения. Это будет заметно во время работы двигателя, все что нужно сделать это аккуратно открутить крышку радиатора и посмотреть. Обращаю ваше внимание на то, что делать это лучше на холодном двигателе, так как на горячем при попытке открутить крышку радиатора ОЖ можно получить ожоги.
Появление пузырей объясняется давлением, которое образуется в процессе сжигания топлива. В случае появления трещины, часть давления проникает в систему охлаждения, в итоге часть выхлопа попадет в бачок и радиатор. Жидкость начинает менять свой цвет, приобретает запах выхлопных газов, возможно появление воздушных пробок, раздувание патрубков и т. д.
В каких местах чаще всего возникают трещины
Поиск трещины в ГБЦ — пожалуй, самое сложное, так как она может появиться в разных точках головки. Даже опытный мастер не всегда в силах выполнить эту задачу быстро, несмотря на то, что трещины возникают, как правило, в определенных местах.
- Между клапанами. Такой тип повреждения обнаружить не сложно, трещину видно между седлами соседних клапанов.
- Между клапаном и свечой. В этом случае также вы без труда сможете найти место повреждения.
- Под направляющей клапана. В таком месте обнаружить трещину довольно проблематично, она прикрыта направляющей втулкой, кроме того в канале темно. Визуальный метод обнаружения в данном случае не подойдет.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.
![]()
Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.
Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Обязательно посмотрите видео о том, как найти и устранить трещину в головке блока
Текст: savemotor.ru
Трещины на маховике камаз
РЕМОНТ ДВИГАТЕЛЯ АВТОМОБИЛЕЙ КАМАЗ - ЧАСТЬ 5
Для снятия топливного насоса высокого давления: — отсоедините тросики ручного управления рычагом останова двигателя и рычагом управления регулятором, тягу управления подачей топлива, трубопроводы подвода топлива к насосу, отводящий, дренажный трубопроводы и трубопровод от фильтра тонкой очистки топлива, трубку для подвода масла к насосу, маслоотводящую трубку;
— выверните стяжной болт переднего фланца ведущей полумуфты, два болта ведомой полумуфты (для выворачивания болтов переведите их в удобное положение, провернув коленчатый вал ломиком за отверстия на маховике через люк картера сцепления);
— отсоедините трубопроводы, подводящие топливо к штифтовым свечам, трубопроводы высокого давления (снимите их), трубку подвода воздуха к клапану вспомогательной тормозной системы;
— выверните четыре болта крепления топливного насоса;
Для установки топливного насоса высокого давления:
— проверните коленчатый вал до положения, соответствующего началу впрыскивания топлива в первом цилиндре (фиксатор находится в зацеплении с маховиком); при этом риска на заднем фланце 4 (см. рис. 65) ведущей полумуфты привода должна находиться вверху;
— установите насос на двигатель, совместив при этом метки III и II на корпусе насоса и муфте опережения впрыскивания топлива соответственно;
— затяните болты крепления насоса, как показано на рис. 100;
— не нарушая взаимного расположения меток, затяните верхний болт ведомой полумуфты привода, переставьте фиксатор в мелкий паз, проверните коленчатый вал на один оборот и затяните второй болт ведомой полумуфты. Затяните стяжной болт переднего фланца полумуфты;
— установите крышку люка картера сцепления;
— подсоедините трубопроводы высокого давления, маслоподкачивающую и маслоотводящую трубки, трубку подвода воздуха к клапану вспомогательной тормозной системы, трубопроводы низкого давления, тягу управления подачей топлива, тросики ручного управления рычагом останова и рычагом управления регулятором.
После установки топливного насоса высокого давления пустите двигатель и болтом 5 (см. рис. 45) отрегулируйте минимальную частоту вращения холостого хода, которая не должна превышать 600 мин-1.
При ремонте топливного насоса высокого давления:
— корпус насоса, имеющий трещины и срывы основных резьб, замените;
— к дефектам втулки плунжера отнесите скалывание и выкрашивание металла у отверстий, задиры, царапины, износ рабочей поверхности, уве-личение диаметра впускного и отсечного окон, трещины и ослабление в местах посадки (скалывание, выкрашивание металла и трещины являются неисправимыми дефектами). Износ рабочей поверхности втулки плунжера измерьте с точностью до 0,001 мм, овальность, конусность и увеличение отверстия втулки — микрометрическим или индикаторным прибором для измерения внутренних поверхностей с ценой деления до 0,001 мм и конусными калибрами;
— к дефектам плунжера отнесите выкрашивание металла на кромках винтового паза, износ кромок паза, задиры и царапины на рабочей поверхности, износ рабочей поверхности и трещины. Искажение геометрии плунжера, выявите миниметром с точностью до 0,001 мм при установке его стрелки на нуль по исходному образцу или калибром в виде конусной втулки;
— величину зазора в плунжерной паре проверьте на спрессованном стенде с падающим грузом. Перед испытанием детали пары тщательно промойте в профильтрованном дизельном топливе. Плунжерную пару установите в гнездо стенда, плунжер — в положение максимальной подачи. Надплунжерное пространство заполните профильтрованным дизельным топливом. Установите на торец втулки уплотнительную пластину, зажав ее винтом, затем отпустите защелку груза. Под действием его через зазор в паре постепенно начнет выдавливаться топливо — чем больше зазор, тем быстрее. Величина нагрузки на плунжер должна соответствовать величине давления топлива 19,1. 20,1 МПа (195. 205 кгс/см2). Полное поднятие плунжера до момента отсечки под действием нагрузки, сопровождаемое выжиманием топлива через зазор между втулкой и плунжером, должно происходить не менее чем за 20 с.
Установите плунжерную пару с временем поднятия плунжера до отсечки более 40 с, смоченную профильтрованным дизельным топливом, в вертикальное положение на торец втулки, предварительно подложив лист чистой бумаги. После пятиминутной выдержки при поднятии пары за хвостовик плунжера втулка должна опускаться с плунжера, под действием собственной массы;
— толкатель плунжера установлен в отверстие корпуса насоса с номинальным зазором 0,025. 0,077 мм. Предельно допустимый зазор при эксплуатации 0,2 мм. Измерьте наружный диаметр толкателя плунжера, микрометром или скобой 30,91;
— в сборочной единице ролик толкателя — втулка ролика — ось ролика основным дефектом является износ сопрягаемых поверхностей. Номинальный суммарный зазор 0,029. 0,095 мм, предельно допустимый 0,3 мм (замерьте индикаторной головкой). Если износ превышает указанный предел, толкатель разберите и отремонтируйте; при этом замеры производите раздельно. Предельно допустимый зазор в соединении ось ролика — втулка ролика при износе поверхностей 0,12 мм, в соединении втулка ролика — ролик толкателя — 0,18 мм. Наружные поверхности деталей замерьте микрометром, внутренние — нутромером с индикатором.
При повторной сборке толкателя сохраните величину исходного натяга в соединении ось ролика толкателя — толкатель плунжера по отверстию, в которое запрессовывается ось ролика и который составляет 0,005. 0,031 мм. Величину исходного натяга обеспечьте подбором оси ролика по отверстию в корпусе толкателя из разных комплектов. Предельно допустимый наружный диаметр ролика толкателя 19,9 мм при номинальном 19,955. 20,000 мм;
— на поверхности кулачкового вала не допускаются выкрашивание металла, задиры, срывы резьб, следы коррозии. Предельно допустимая высота профиля кулачка не менее 41,7 мм при номинальной 41,95. 42,05 мм. Замеры произведите скобой 41,7;
— диаметр шейки под внутренние кольца подшипников должен быть не менее 20,0 мм при номинальном 20,002. 20,017 мм, натяг по уплотняющей кромке манжеты — не менее 0,5 мм;
— на поверхности нагнетательного клапана не допускаются трещины, вмятины, следы коррозии. Износ клапана проявляется в потере герметичности по уплотняющему конусу, в заедании клапана в седле. Для обнаружения дефектов используйте лупу десятикратного увеличения. При потере герметичности совместно притрите седло и клапан по конусу пастой 3 m ГОСТ 3647—71, при заедании клапана в седле детали промойте бензином или дизельным топливом. Если заедание не устраняется, пару замените;
— предельно допустимый зазор в сопряжении палец рычага реек — паз рейки 0,18 мм при номинальном 0,025. 0,077 мм, предельно допустимый зазор в сопряжении ось поводка поворотной втулки 10 (см. рис. 39) — паз рейки топливного насоса — 0,3 мм при номинальном 0,117. 0,183 мм. Для замера пазов применяйте нутромер.
При ремонте регулятора частоты вращения:
— замените верхнюю и заднюю крышки регулятора, если имеются трещины на них. При засорении сетчатого масляного фильтра в задней крышке регулятора продуйте его сжатым воздухом. Если фильтр имеет дефекты, замените его. Эксплуатационный расход масла через фильтр должен быть не менее 1,6 1/ч при давлении 98,1. 294 кПа (1. 3 кгс/см2);
— для определения пригодности к дальнейшей эксплуатации державку грузов регулятора в сборе с грузами осмотрите и измерьте без разборки, так как при выпрессовке детали могут быть повреждены и нарушится спаренность грузов, которые подобраны: с разницей статического момента не более 196 кПа (2 кгс/см2). Частичную или полную разборку сборочной единицы производите только при износе, превышающем допустимый, или разрушении деталей.
Зазор между рычагом 20 (см. рис. 40) пружины регулятора и осью рычага, запрессованных в корпусе насоса, не должен превышать 0,3 мм. Увеличение длины пружины 26 регулятора допускается в процессе эксплуатации до 59,5 мм при номинальной 57. 58 мм.
При ремонте насоса низкого давления и ручного топливоподкачиваюгцего насоса:
— насос низкого давления и ручной насос замените при наличии трещин на корпусе, изломов, механических повреждений, коррозии, ведущей к потере подвижности сопрягаемых деталей;
— при разборке и сборке насосов помните, что поршень и корпус насоса низкого давления, поршень и цилиндр ручного насоса представляют собой точно подобранные пары и раскомплектованию не подлежат. Разборке и ремонту насосы подвергаются только в том случае, если они не обеспечивают требуемых характеристик;
— особое внимание обратите на состояние сборочной единицы шток — втулка насоса низкого давления, так как от величины износа в сопряжении зависит количество перетекаемого топлива в полость кулачкового вала. Зазор в указанном сопряжении не должен превышать 0,012 мм. Величину зазора проверьте, не извлекая втулки из корпуса
насоса, определением времени падения давления воздуха от 490. 392 кПа (5. 4 кгс/см2) в аккумуляторе объемом 30 см3. Схема установки для замера плотности прецизионной сборочной единицы показана на рис. 93.![]()
Рис. 101. Схема установки для испытаний пары шток-втулка: 1 - аккумулятор воздушный; 2 - манометр; 3, 4, 5, 6 - краны; 7 - масловлагоотделитель; 8 - корпус насоса: 9 - ограничитель перемещения штока; 10 - соединитель для подвода воздуха к корпусу насоса; I - в атмосферу; II - из системы; III - к насосу
Установите корпус 8 насоса в приспособление, заполните аккумулятор сжатым воздухом до давления не менее 539 кПа (5,5 кгс/см2), герметично отключите его от магистрали сжатого воздуха и замерьте время, в течение которого произойдет падение в аккумуляторе 490. 392 кПа (5. 4 кгс/см2). Полученное время сравните с аналогичными показаниями плотности эталонной прецизионной пары, имеющей зазор в сопряжении 0,012 мм. Пару замените или отремонтируйте, если плотность у нее меньше эталонной.
Проверку плотности пары можно произвести более простым способом: через зазор между штоком и втулкой пропустите профильтрованное дизельное топливо. Объем топлива, просочившегося через зазор, не должен превышать 1 см3 в течение 20 мин.
Если сборочная единица шток — втулка заменяется, поверхность резьбы и торец в корпусе насоса низкого давления очистите от остатков клея. Новую втулку штока установите в корпус насоса на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения очищенные контактирующие поверхности корпуса насоса и втулки предварительно обезжирьте бензином Б-70. После затяжки втулки штока с моментом 9,81 Н.м (1 кгс.м) проверьте легкость перемещения штока в ней. При необходимости уменьшите момент затяжки.
Во время испытания проверьте подачу насоса. Установку для проверки изготовьте по схеме: топливный бак — фильтр грубой очистки топлива — вакуумметр — топливоподкачивающий насос — манометр — мерный резервуар. Элементы схемы соедините прозрачными трубопроводами с внутренним диаметром не менее 8 мм.
Для создания разрежения на входе в насос и противодавления на выходе установите краны. Про-верку производите на летнем дизельном топливе при температуре его 25. 30°С, в отсутствии воздуха в системе убедитесь по чистоте струи топлива в прозрачных трубопроводах. Насос должен засасывать топливо из бака, установленного на 1 m ниже насоса. Подача насоса при частоте вращения кулачкового вала 1290. 1310 мин-1, разрежении у входного штуцера 22,6 1кПа (170 мм рт. ст.) и противодавлении
58.8. 78.5 кПа (0,6. 0,8 кгс/см2) должна быть не менее 2,5 л/мин. При полностью перекрытом выходном кране и частоте вращения кулачкового вала
1290. 1310 мин-1 насос должен создавать давление не менее 392 кПа (4 кгс/см2). При полностью перекрытом входном кране и указанной частоте вращения кулачкового вала минимальное разрежение, создаваемое насосом, должно быть 50,6 кПа (380 мм рт. ст.);
— ручной топливоподкачивающий насос проверьте на стенде, имеющем схему: топливный бак — фильтр грубой очистки — топливный насос. Насос должен подавать топливо из бака, установленного ниже ручного насоса на 1 м. Проверьте насос на герметичность, подводя воздух под поршень при давлении 196. 294 кПа (2. 3 кгс/см2) в течение 5. 6 с с предварительным смачиванием полости дизельным топливом.
Для снятия автоматической муфты опережения впрыскивания топлива используйте приспособление И801.16.000. Сначала отверните гайку 2 (рис. 102) крепления муфты. Для этого вставьте отвертку 4 в паз гайки и, удерживая муфту 1 от вращения, ключом 3 отверните гайку. Затем, вворачивая в муфту съемник 2 (рис. 103), снимите муфту.
Для разборки муфты:
— выверните винты из корпуса и слейте масло;
— зажмите в настольные тиски подставку 6 (рис. 104) приспособления И801.16.000 и установите на нее муфту, вверните в подставку шпильку 5, установите шайбу 3 и затяните гайкой 2:
— ключом 1 отверните корпус 5 (см. рис. 43);
— снимите ведущую полумуфту 1 с проставками 12, грузы 11, пружины 8;
— выпрессуйте манжеты 4 и 2.
Учитывая, что грузы подобраны по статическому
моменту, сохраните их спаренность для последующей установки.Для сборки муфты:
— запрессуйте манжету 4 в отверстие ведущей полумуфты;
— установите ведущую полумуфту оправкой на ступицу ведомой;
— установите в стаканы 7 регулировочные прокладки 6 и пружины 8, стаканы с пружинами — в направляющие отверстия грузов, в которых они должны перемещаться свободно без заеданий. В произвольном положении деталей муфты зазор между профильной поверхностью и проставкой должен быть не более 0,15 мм. При сведенных до упора поворотом ведущей полумуфты грузах, один из зазоров должен быть не более 0,1 мм, другой — равен нулю. Отрегулируйте зазоры подбором проставок;
— запрессуйте в корпус муфты заподлицо с внутренней торцовой поверхностью манжету 2;
— установите в выточку ведомой полумуфты резиновое уплотнителытое кольцо 14;
— наверните на ведомую полумуфту корпус. Перед установкой корпуса обеспечьте равные зазоры между корпусом и стаканами пружин при сведенных до упора грузах. Разность зазоров должна быть не более 0,2 мм.
После сборки залейте в муфту моторное масло, применяемое для двигателя.
Для разборки форсунки используйте приспособление И801.20.000. Зажмите станину 2 (рис. 105) приспособления в тисках, установите форсунку в паз станины распылителем вверх. Вворачивая болт 4, отожмите распылитель форсунки упором 1, после этого рожковым ключом отверните гайку распылителя. Вывернув болт 4, извлеките форсунку из приспособления и разберите на части.
Помните, что корпус и игла распылителя подобраны парой и раскомплектованию не подлежат. Предельно допустимый зазор между корпусом и иглой распылителя 0,006 мм. Увеличение хода иглы распылителя не допускайте более 0,4 мм, диаметр сопловых отверстий распылителя не должен превышать 0,38 мм.
![]()
Неудовлетворительная работа форсунок вызывается уменьшением давления начала впрыскивания топлива, что объясняется износом сопряженных с
пружиной деталей и усадкой пружины, поэтому высоту проставки форсунки при номинальном размере 8,9. 9,0 мм не допускайте менее 8,89 мм. При обнаружении на проставке рисок и следов коррозии (используйте лупу с десятикратным увеличением) деталь замените.
К дефектам форсунки относятся поломка пружины, засорение и износ сопловых отверстий, заедание иглы и износ ее уплотнительной части (вызывает подтекание и плохое распыливание топлива).
При необходимости прочистите сопловые отверстия распылителя стальной проволокой диаметром 0,25 мм.
Нагар с наружной поверхности распылителя удалите деревянным брусиком, пропитанным моторным маслом, или латунной щеткой. Не применяйте острые твердые предметы или наждачную бумагу.
Перед сборкой корпус распылителя и иглу промойте бензином и смажьте профильтрованным дизельным топливом, после чего игла, выдвинутая из корпуса на одну треть длины направляющей поверхности, при наклоне распылителя под углом 45° должна плавно (без заеданий) опуститься до упора под действием собственной массы.
При сборке форсунки гайку распылителя затягивайте, отжав распылитель в приспособлении И801.20.000.
При ремонте топливных баков:
— для обнаружения дефектов (трещины, пробоины и вмятины на стенках, трещины в местах крепления горловины и корпуса сливной пробки, коррозия внутренних поверхностей) промойте бак горячим водным 5%-ным раствором каустической соды, затем — проточной водой для удаления грязи и паров топлива;
— проверьте герметичность бака сжатым воздухом при давлении до 24,5 кПа (0,25 кгс/см2), для чего закройте все отверстия заглушками, а к корпусу сливного крана подсоедините шланг воздухопровода, погрузите бак в воду и по пузырькам выходящего воздуха определите места течи;
— пробоины и трещины устраните приваркой или приклеиванием заплат.
Перед наложением заплат концы трещин засверлите;
— выправьте вмятины стенок бака, для чего к центру поврежденной поверхности приварите железный прут, на свободном конце которого должно быть кольцо, через кольцо пропустите рычаг и выправьте им вмятину. Затем прут отрежьте, а место приварки зачистите.
Большие вмятины устраните следующим образом: на противоположной неповрежденной стенке бака вырежьте окно (по периметру с трех сторон) и отогните вырезанную часть его так, чтобы был свободный доступ внутрь бака. После устранения вмятины отогнутую часть стенки подгоните на место и заварите или запаяйте.
Читайте также:
- 5.1 Протачивание рабочей поверхности маховика